
Каким образом вычисляется результат измерения штангенциркулем кратко
Обновлено: 08.07.2024
Штангенциркуль — это усовершенствованная разновидность линейки для выполнения высокоточных измерений внутренних и наружных размеров детали. Качество готового изделия во многом зависит от того, правильно ли были сделаны замеры. В этой статье вы узнаете, как пользоваться штангенциркулем, и какие факторы влияют на точность измерения.
Штангенциркуль — это усовершенствованная разновидность линейки для выполнения высокоточных измерений внутренних и наружных размеров детали. Инструмент активно используется в быту при самостоятельном проектировании и сборке конструкций, а также на машиностроительных заводах и других предприятиях в условиях серийного или единичного производства. Качество готового изделия во многом зависит от навыков и опыта владельца, поэтому важно точно знать, как правильно пользоваться штангенциркулем.
Что можно измерить штангенциркулем
Штангенциркуль является универсальным инструментом и предназначен для нахождения наружных и внутренних линейных размеров детали, толщины стенки или определения расстояний между отдельными позициями. Используется при проведении замеров глубин пазов/отверстий или их диаметров. Существуют узкоспециализированные модификации для конкретных операций (замер зубьев, тормозных дисков и т. д.). Устройство оснащено парой губок и выдвижным штоком или глубиномером с обратной стороны. Замеры производятся по специальной шкале. Пользователь передвигает подвижную рамку по штанге, зажимая заготовку из металла или других материалов между губок, и считывает показания с индикатора. Главное преимущество штангенциркуля — это высокая точность измерений. По этой причине приспособление получило широкое распространение в производственной сфере среди столяров, токарей, фрезеровщиков, мастеров автосервиса и других рабочих, а также сотрудников отдела контроля продукции. Штангенциркуль устанавливается на станки и используется в отрасли строительства и ремонта. Применение инструмента минимизирует вероятность возникновения несоответствий и дефектов, следствием которых становится отбраковка продукции.

Конструкция штангенциркуля — основные узлы и их назначение
Штангенциркуль — это достаточно простой инструмент, в состав которого входят следующие элементы:
Штанга: содержит главную шкалу и показывает размеры детали. Также определяет пределы измерения.
Рамка: подвижная планка, расположенная на поверхности штанги. Имеет разметку шкалы нониуса, выраженную в миллиметрах и дюймах (дополнительно), необходимую для расчёта долей целого деления. В некоторых моделях предусмотрено наличие электронного или аналогового отсчетного устройства.
Пара нижних губок: зажимают заготовку и определяют внешние размеры.
Верхние губки: измеряют внутренний диаметр отверстий или проёмов (контрольные плоскости расположены наружу).
Зажимной винт: служит для фиксации рамки и осуществляет её надёжный зажим в процессе снятия показаний.
Глубиномер: выдвижная линейка, расположенная с противоположной стороны корпуса.
Некоторые штангенциркули оснащаются рядом дополнительных компонентов (глубиномер, твердосплавные заострённые наконечники) для промера уступов или нанесения разметки. Прибор изготавливается из инструментальной стали, в отдельных случаях для одновременной разметки детали мерительные поверхности усиливают твердосплавными наконечниками. Все элементы оборудования тщательно зашлифовываются, что обеспечивает отличную точность и гарантирует лёгкость в работе. Каждый штангенинструмент производится на специальном заводе в соответствии со стандартами ГОСТа.

Классификация штангенциркуля
На мировом рынке измерительного оборудования представлены различные штангенциркули, которые имеют свои отличия и особенности в зависимости от условий эксплуатации и других критериев. Все разновидности инструмента можно разделить на категории по следующим факторам:
По способу индикации
Механические (ШЦ): стандартный нониусный штангенциркуль, где главные размеры нанесены на штанге, а доли определяются по шкале нониуса, находящейся на рамке с винтом. Наиболее популярные, недорогие и надёжные. Способны работать в любых климатических условиях, но не отличаются высокой точностью.
Стрелочные (ШЦК): аналоговый прибор с круглым циферблатом. Внутри измерительной головки расположен шестерёнчатый привод стрелки, а на штанге имеется рейка с мелкими зубьями. Процесс измерения осуществляется в результате зацепления двух поверхностей при перемещении рамки. Стрелка меняет своё положение и отмеряет пройденное расстояние, определить которое можно по величине, указанной на циферблате. Модели данного типа энергонезависимы и не требуют сложных расчётов, но могут выйти из строя при неправильном хранении или наличии загрязнений. Превосходят предшествующие аналоги по точности, которая составляет 0,01 мм.
Электронный (ШЦЦ): самое современное и простое в использовании устройство, где механический привод заменяет ёмкостный датчик. Результат долей миллиметра преобразуется посредством микропроцессорного модуля и выводится на экране ЖК-дисплея. Панель управления — кнопки включения, сброса и изменения единиц измерения — располагается на корпусе рамки. Результат последнего показания, как правило, сохраняется во встроенной памяти. Питание от аккумулятора или сменной батареи.
По назначению
На примере нониусного устройства:
ШЦ I (ШЦ 1): с глубиномером и двумя парами губок для обмера наружных и внутренних размеров детали.
ШЦ II (ШЦ 2): верхние заострённые губки, нижние — цилиндрические или прямоугольные.
ШЦ III (ШЦ 3): односторонние.
ШЦТ I: упрочнённая рабочая поверхность из твёрдого сплава.
К дополнительным классификационным признакам прибора относятся:
Количество губок: односторонние, двухсторонние.
Форма мерительных плоскостей: плоская, заострённая, круглая.
Тип: с глубиномером и без (колумбик).
Точность: первый и второй класс (0,05 мм и 0,1 миллиметр соответственно).
Штангенциркули различаются по длине штанги, где диапазон измерения может достигать 4-х метров. Также существуют модификации, губки которых изготовлены из стали или твердосплавных материалов.

Измеряем штангенциркулем правильно
Одно наличие штангенциркуля не гарантирует высокую точность работ. Многие владельцы, имея данное устройство в своём арсенале, не могут с достаточной определённостью сказать, как пользоваться штангенциркулем. Подобное незнание напрямую влияет на качество детали и всей конструкции, составной частью которой она является. Существует строгая последовательность выполнения замеров и определённая технология обращения с инструментом. Все виды приспособления следует хранить в специальном кейсе. Комфортная температура окружающей среды составляет 10-30 градусов при относительной влажности 60-70 процентов. При использовании устройства важно соблюдать следующие инструкции.
Подготовка к эксплуатации
Перед каждым применением необходимо провести визуальный осмотр штангенциркуля и проверить на наличие дефектов и протереть влажной тканью. Руки мастера также должны быть чистыми. Далее губки инструмента сводятся до полного соприкосновения для установления степени их прилегания. При этом нулевые деления главной шкалы и нониуса должны совпадать. Подобный принцип подготовки распространяется на все штангенциркули. Инструмент цифрового типа также должен показывать достаточный заряд энергоносителя.

Порядок измерений
При проведении обмера наружных размеров заготовки рабочие плоскости инструментов разводятся в стороны. Изделие помещается между губок, после чего пользователь перемещает рамку до контакта с поверхностью. Положение элемента фиксируется винтом. В случае измерения диаметра операция повторяется в обратной последовательности. Также в основании штанги располагается глубиномер, позволяющий с достаточной точностью находить глубину отверстий или канавок. Линейка выдвигается при опускании рамки, помещается в полость и прижимается к стенке.
Считываем показания
После перечисленных действий деталь откладывается, но прибор не меняет своё положение и винты не ослабляются. Процедура измерения завершена, далее идёт этап определения и расчета показателей.
По нониусной шкале:
Целое значение можно найти на основной шкале в результате совпадения нуля нониуса и соответствующего деления. После этого определяется максимально приближённый к нулю штрих нониусной шкалы, совпадающий с риской линейки. Порядковый номер последнего, умноженный на цену делений, указывает на количество долей. В качестве примера отсчета можно взять произвольный размер 29 мм, цену деления 0,05 мм и порядковый номер 7. Вид уравнения будет следующим:
По стрелочному индикатору:
Здесь нониус представляет собой круглый циферблат, где стрелка указывает на дробную часть. Основной размер вычисляется аналогичным образом по штанге.
По электронному табло:
При ручном позиционировании штангенциркуль с дисплеем самостоятельно рассчитывает размеры поверхности и отражает на табло значения с точным показателем, не требуя нахождения необходимого штриха на шкале.
Ошибки в измерениях: основные причины
Многие штангенциркули, вне зависимости от вида и точности, даже при соблюдении указанной последовательности и заведомо правильной процедуре исчисления неправильно замеряют деталь. При проведении измерений по нониусу погрешность может быть вызвана неверным выбором деления и неполным совпадением штрихов. Помимо этого, винты рамки бывают ослаблены, что приводит к смещению элементов в процессе замеров. При интенсивной эксплуатации губки стираются о материал заготовок, образуя просвет, не обеспечивающий полного прилегания плоскостей и влияющий на правильность измерения. Также можно отметить и другие ошибки:
перекос рамки по причине чрезмерного давления;
установка рабочих поверхностей на скругления или фаски торца;
деформация конструкции штангенциркуля;
Электронный инструмент перед проведением работ следует выставлять на ноль. Все штангенциркули подвержены износу и требуют периодической поверки в соответствующих службах.
Выводы
Представленная инструкция даёт представление о том, как пользоваться штангенциркулем. На точность размеров во многом влияет и правильный выбор инструмента.
При покупке модели необходимо учитывать такие параметры, как диапазон измерения или длину штанги, класс точности или цену деления шкалы нониуса, количество и расположение губок, вес и габариты. Также важно обратить внимание на тип рамки устройства.
Нониусные штангенциркули используются в гаражных мастерских или небольших предприятиях. При серийном выпуске продукции или производстве деталей для высокоточной техники больше подойдёт стрелочный или цифровой инструмент.
Качественный штангенциркуль производится только в соответствии со стандартами ГОСТа, обладает соответствующей маркировкой и сертификатом поверки, подтверждающим заявленную точность измерений.
Существенными факторами являются климатические условия эксплуатации. Цифровые и аналоговые приборы плохо приспособлены для работы на объектах с повышенной влажностью или при повышенной запылённости воздуха.
Штангенциркуль — довольно популярный и распространённый инструмент для высокоточных измерений. Многие его видели, но мало кто применял в работе, в связи с отсутствием необходимости в очень точных измерениях, ограничиваясь простой рулеткой. В этой статье мы рассмотрим устройство механического штангенциркуля, его возможности и разберём, как считывать показания с точностью до десятых долей миллиметра.
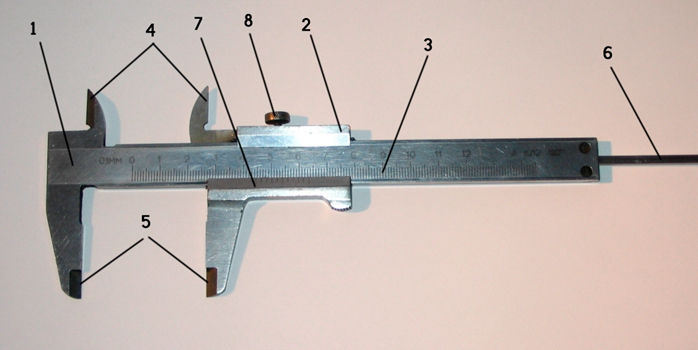
Устройство штангенциркуля
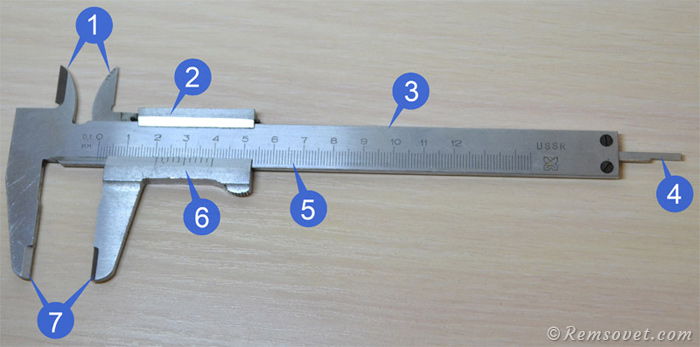
1 – губки для внутренних измерений; 2 – рамка; 3 – штанга; 4 – линейка глубиномера; 5 – шкала штанги; 6 – нониус (шкала нониуса); 7 – губки наружного измерения.
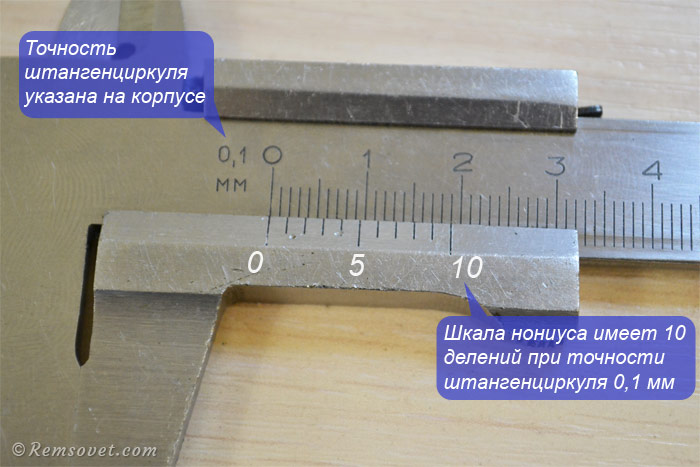
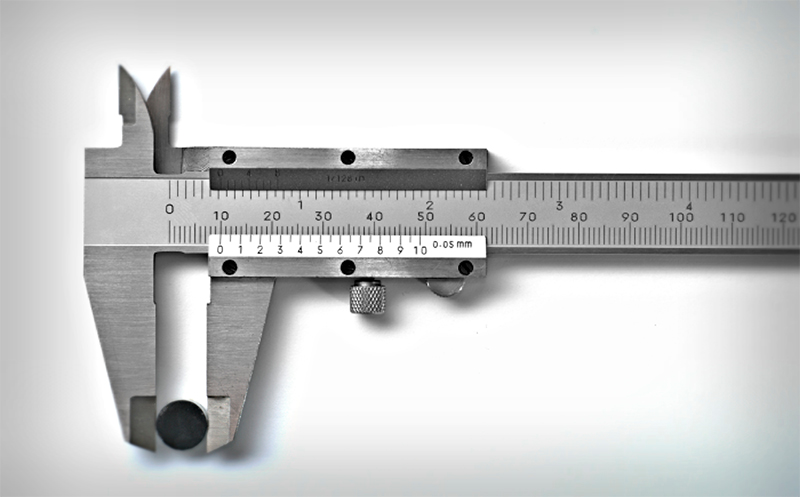
Количество делений на шкале нониуса зависит от точности штангенциркуля: при точности 0,1 мм — делений будет 10, а при точности 0,05 мм — 20 (см. фото ниже)
Что можно измерить штангенциркулем?

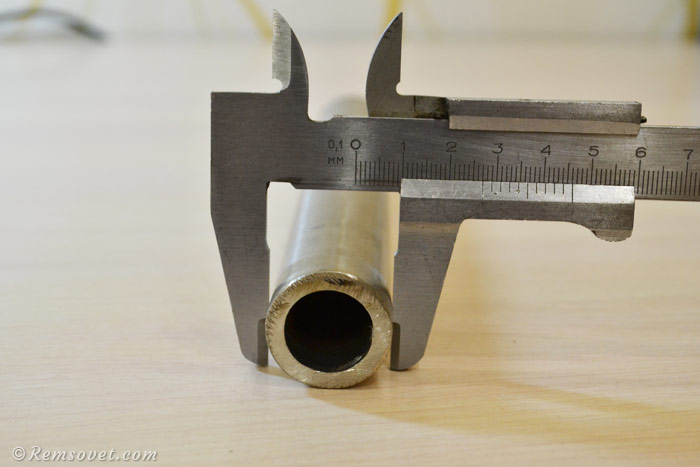
1) Внешний размер детали (предмета)
Например, с помощью губок для наружных измерений можно измерить наружный диаметр трубы:
2) Толщину детали (предмета)
Например, точно также с помощью губок для наружных измерений можно измерить толщину стенки трубы:

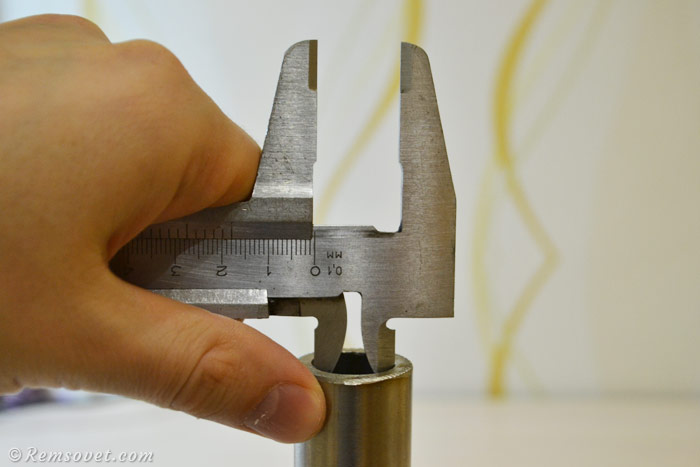
3) Внутренний размер детали (предмета)
Например, с помощью губок для внутренних измерений можно измерить внутренний диаметр трубы:
4) Глубину детали (предмета)
Штангенциркуль имеет специальный глубиномер, который позволяет измерить глубину детали:


Как снимать показания?
Наиболее интересным вопросом, касаемо работы со штангенциркулем является снятие полученных в результате измерения значений.
В этой статье рассматривается штангенциркуль с точностью 0,1 мм. То есть он может измерить габариты детали с точностью до десятой доли миллиметра.
Рассмотрим процесс чтения показаний штангенциркуля при измерении наружного диаметра трубы, которое мы выполнили выше (см. п.1).
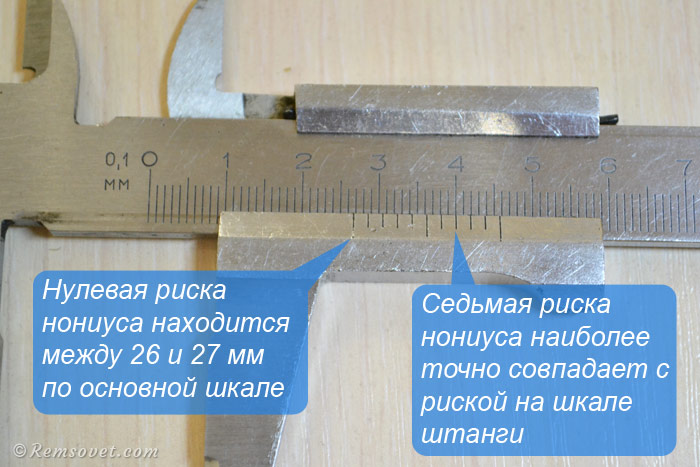
Для того, чтобы определить целое число миллиметров, мы должны посмотреть какому значению на шкале штанги соответствует нулевая риска на шкале нониуса. Мы видим, что нулевая риска находится между 26 и 27 мм по основной шкале. То есть наружный диаметр трубы составляет 26 мм, но нужно ещё определить десятые доли.
Для этого нам необходимо посмотреть какая из рисок на шкале нониуса, наиболее точно совпадает с рисками на шкале штанги. Мы видим что именно седьмая риска нониуса наиболее точно совпадает с риской на основной шкале (в данном случае с четырёх сантиметровой, но значение основной шкалы неважно), поэтому число долей составляет 0,7 мм.
Таким образом наружный диаметр трубы равен 26 + 0,7 = 26,7 мм, что абсолютно верно, так как это импортная труба диаметром ¾ дюйма, что соответствует полученному нами значению в миллиметрах.
Правило определения размера по штангенциркулю можно сформулировать следующим образом:
Целое число миллиметров в размере определяют по значению риски на шкале штанги, расположенной левее нулевой риски нониуса, а доли миллиметров определяют по значению риски нониуса, которая наиболее точно совпадает с риской на основной шкале. Если нулевая риска шкалы нониуса точно совпадает с какой-либо риской на миллиметровой шкале штанги, то значение размера выражается целым числом
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Конструкция штангенциркуля
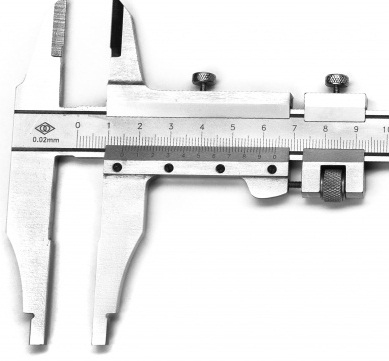
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
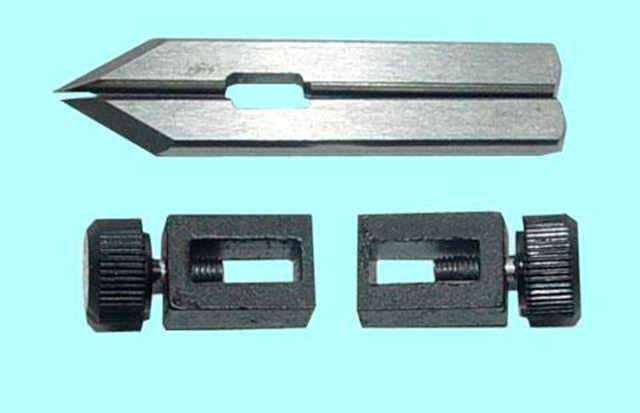
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
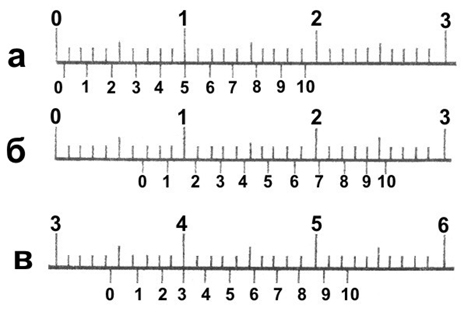
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
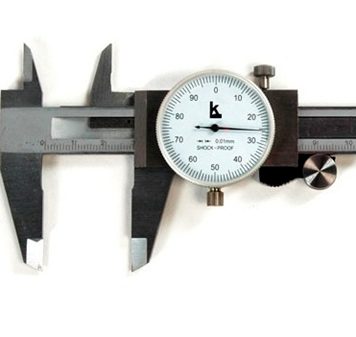
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Штангенциркулем измеряют высоту h и диаметр d цилиндра. Измерения проводят следующим образом:
1. Цилиндр помещают между ножками B и D штангенциркуля (слегка нажав ножки).
2. Измеряют длину и диаметр цилиндра и производят отсчет по шкале линейки А числа целых миллиметров k, расположенных слева от нулевого деления нониуса, и числа делений n шкалы нониуса, совпадающего с любым делением шкалы А. По формуле (4) делают подсчет. Измерения повторяют три раза, слегка поворачивая цилиндр между ножками.
3. Вычисляют абсолютную и относительную ошибки измерения. Результаты измерений записывают в таблицу результатов:
| k | n | h | Dh | k | n | d | Dd |
| Ср. знач. |
Микрометрический винт применяется в точных измерительных приборах (микрометр, микроскоп) и позволяет проводить измерения до сотых долей миллиметра.
Микрометрический винт представляет собой стержень, снабженный точной винтовой нарезкой.
Высота подъема винтовой нарезки за один оборот называется шагом микрометрического винта.
Микрометр (рис.4) состоит из двух основных частей: скобы B и микрометрического винта A.
Микрометрический винт А проходит через отверстие скобы В с внутренней резьбой.
Против микрометрического винта, на скобе, имеется упор Е. На микрометрическом винте закреплен полый цилиндр (барабан) C с делениями по окружности. При вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле D.
Наиболее распространен микрометр, у которого цена делений линейной шкалы стебля b = 0,5 мм. Верхние и нижние риски шкалы сдвинуты относительно друг друга на полмиллиметра; цифры проставлены только для делений нижней шкалы, т.е. нижняя шкала, представляет собой обычную миллиметровую шкалу (рис.5)
Для того чтобы микрометрический винт А передвинулся на 1 мм, необходимо сделать два оборота барабана С. Таким образом, шаг микрометрического винта равен 0,5 мм. У такого микрометра на барабане С имеется шкала, содержащая 50 делений. Так как шаг винта b = 0.5 мм, а число делений барабана m = 50, то точность микрометра мм.
Для измерения микрометром предмет помещают между упором Е и микрометрическим винтом А (рис. 4) и вращают винт А за головку М до тех пор, пока измеряемый предмет не будет зажат между упором Е и концом винта А (вращение винта А проводится только за головку М, так как в противном случае – легко сбить совпадение нулей шкалы стебля D и барабана)
Числовое значение L, измеряемого предмета (в данной работе измеряют толщину проволоки и пластинки), находят по формуле
где k – число наименьших делений шкалы, b – цена наименьшего деления шкалы, m – число делений на шкале барабана, n – номер того деления барабана, который в момент отсчета совпадает с осью шкалы стебля D.
Так как в данной работе применяется микрометр у которого b = 0,5 мм, m = 50, то формула (5)принимает вид:
На рис. 5 отсчет по микрометру показывает:
Штангенциркулем измеряют высоту h и диаметр d цилиндра. Измерения проводят следующим образом:
1. Цилиндр помещают между ножками B и D штангенциркуля (слегка нажав ножки).
2. Измеряют длину и диаметр цилиндра и производят отсчет по шкале линейки А числа целых миллиметров k, расположенных слева от нулевого деления нониуса, и числа делений n шкалы нониуса, совпадающего с любым делением шкалы А. По формуле (4) делают подсчет. Измерения повторяют три раза, слегка поворачивая цилиндр между ножками.
3. Вычисляют абсолютную и относительную ошибки измерения. Результаты измерений записывают в таблицу результатов:
| k | n | h | Dh | k | n | d | Dd |
| Ср. знач. |
Микрометрический винт применяется в точных измерительных приборах (микрометр, микроскоп) и позволяет проводить измерения до сотых долей миллиметра.

Микрометрический винт представляет собой стержень, снабженный точной винтовой нарезкой.
Высота подъема винтовой нарезки за один оборот называется шагом микрометрического винта.
Микрометр (рис.4) состоит из двух основных частей: скобы B и микрометрического винта A.
Микрометрический винт А проходит через отверстие скобы В с внутренней резьбой.
Против микрометрического винта, на скобе, имеется упор Е. На микрометрическом винте закреплен полый цилиндр (барабан) C с делениями по окружности. При вращении микрометрического винта барабан скользит по линейной шкале, нанесенной на стебле D.
Наиболее распространен микрометр, у которого цена делений линейной шкалы стебля b = 0,5 мм. Верхние и нижние риски шкалы сдвинуты относительно друг друга на полмиллиметра; цифры проставлены только для делений нижней шкалы, т.е. нижняя шкала, представляет собой обычную миллиметровую шкалу (рис.5)
Для того чтобы микрометрический винт А передвинулся на 1 мм, необходимо сделать два оборота барабана С. Таким образом, шаг микрометрического винта равен 0,5 мм. У такого микрометра на барабане С имеется шкала, содержащая 50 делений. Так как шаг винта b = 0.5 мм, а число делений барабана m = 50, то точность микрометра мм.
Для измерения микрометром предмет помещают между упором Е и микрометрическим винтом А (рис. 4) и вращают винт А за головку М до тех пор, пока измеряемый предмет не будет зажат между упором Е и концом винта А (вращение винта А проводится только за головку М, так как в противном случае – легко сбить совпадение нулей шкалы стебля D и барабана)
Числовое значение L, измеряемого предмета (в данной работе измеряют толщину проволоки и пластинки), находят по формуле
где k – число наименьших делений шкалы, b – цена наименьшего деления шкалы, m – число делений на шкале барабана, n – номер того деления барабана, который в момент отсчета совпадает с осью шкалы стебля D.
Так как в данной работе применяется микрометр у которого b = 0,5 мм, m = 50, то формула (5)принимает вид:
Читайте также: