
Что такое накернивание в слесарном деле кратко
Обновлено: 04.07.2024
При обработке металла или поковок одни их поверхности оставляют в черном виде, а с других снимают слой металла определенной толщины, чтобы обработанные поверхности имели форму и размеры, указанные на чертеже. Поэтому до начала обработки необходимо выполнить разметку деталей.
Разметкойназывают операцию перенесения необходимых контурных размеров с чертежа на плоскости материала или заготовки, с тем, чтобы произвести необходимые слесарные процессы для окончательного изготовления изделий. Различают плоскостную и пространственную разметки.
Плоскостная разметка– это нанесение контурных размеров на плоскости материала, из которого будет изготавливаться деталь. Например, разметка кроя воздуховодов из листового материала, разметка фланцев, прокладок.
Пространственная разметка – это нанесение контурных линий на плоскости заготовок, сопряженных под различными углами. Например, нанесение требуемых контуров на объемную заготовку детали, выполненную с излишними припусками.
Для того чтобы линии контуров, нанесенные на размечаемые поверхности заготовки, были хорошо видны, эти поверхности необходимо предварительно окрасить.
Необработанные или грубо обработанные плоскости литых деталей поковок предварительно очищают от грязи, остатков формовочной земли, песка, окалины, обрубают заусенцы и приливы, а затем окрашивают мелом, быстро сохнущей краской или покрывают лаком.
Для окраски толченный мел растворяют в воде (на 1л воды 125гр мела) до густоты молока, кипятят, а затем добавляют немного льняного масла, чтобы мел не осыпался, и сиккатива, ускоряющегося высыхания краски.
Раствором медного купороса (на один стакан воды три чайные ложки купороса) или кусковым медным купоросом окрашивают чисто обработанные плоскости. Жидкие растворы наносят на поверхность заготовки кисточкой тонким слоем. Кусковым купоросом натирают смоченную водой поверхность заготовки. Разметку производят после того, как краска высохнет.
При производстве заготовок заранее предусматривают припуск на обработку.
Припуск– это увеличение размеров заготовки по сравнению с контурными линиями (рисками), нанесенными точно по чертежу.
Припуск должен быть наименьшим в целях экономии материала, уменьшения затрат времени на обработку детали и повышения производительности труда рабочего. Разметка необходима для обеспечения правильности размеров заготовки и припусков.
Плоскостная разметка
Разметочные работы в слесарном деле являются вспомогательной технологической операцией заключающейся в перенесении контурных построений по размерам чертежа на заготовку.
Разметка– это операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций.
Плоскостную разметкуприменяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Плоскостная разметка заключается в нанесении на материал или заготовку контурных линий: параллельных и перпендикулярных, окружностей, дуг, углов, различных геометрических фигур по заданным размерам или контуров по шаблонам. Контурные линии наносят в виде сплошных рисок.
Чтобы следы рисок сохранились до конца обработки, на риски наносят с помощью кернера небольшие углубления, близко расположенные одно от другого, или рядом с разметочной риской наносят контрольную риску. Риски должны быть тонкими и четкими.
Пространственная разметка– это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
Плоскостная разметка производится на заготовке чертилкой. Точность при разметке достигается до 0,5мм. Разметочные риски чертилкой проводятся один раз.
Глубина кернового углубления составляет 0,5мм. При выполнении практического задания чертилку и разметочный циркуль можно держать на слесарном верстаке.
По окончании работы необходимо удалить пыль и окалину с разметочной плиты с помощью щетки-сметки. При выполнении практического задания необходимо линейку прижимать к заготовке тремя пальцами левой руки так, чтобы между ней и заготовкой не было просвета. При накернивании длинных рисок (более 150мм) расстояние между углублениями должно быть 25..30мм. При накернивании коротких рисок (менее 150мм) расстояние между углублениями должно быть 10..15мм. Прежде чем установить циркуль на размер радиуса дуги, центр будущей дуги необходимо накернить. Чтобы установить циркуль на размер, нужно установить одну ножку циркуля острием на десятое деление линейки, а вторую – наделение, превышающее заданное на 10мм. Углы, меньше 90º, измеряют угломером с применением угольника. При плоскостной разметке параллельные риски наносят с помощью линейки и угольника. При разметке на пластине окружности заданного диаметра, нужно установить циркуль на размер превышающий радиус окружности на 8..10мм.
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты: линейка, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабная и лекальная линейки, транспортир, чертилка, кернер, разметочная плита. В качестве приспособлений, ускоряющих процесс разметки, используют шаблоны, лекала, трафареты.
Чертилкадолжна быть удобной для нанесения четких линий на размечаемой поверхности и, вместе с тем, не портить рабочих плоскостей линейки, угольника. Материал чертилки подбирают в зависимости от свойств размечаемых поверхностей. Например, латунная чертилка оставляет хорошо видный след на поверхности стали. При разметке деталей из более мягких материалов целесообразно воспользоваться карандашом. Перед разметкой на плоскость лучше нанести тонкий слой водоэмульсионной краски.
Кернерыслужат для нанесения центров окружностей и отверстий на размечаемых поверхностях. Керны изготавливают из твердой стали. Длина кернера составляет от 90 до 150мм и диаметр от 8 до 13мм.
В качестве ударного инструмента при выполнении керновых углублений используют слесарный молоток, который должен иметь небольшой вес. В зависимости от того, насколько глубоко должно быть керновое углубление, применяют молотки массой от 50 до 200гр.
Транспортирстальной с угломером используют для разметки и проверки углов при изготовлении сопрягаемых трубных узлов, фасонных частей и других деталей воздуховодов.
Циркуль разметочныйприменяется для вычерчивания окружностей, дуг и различных геометрических построений, а также для перенесенияразмеров с линейки на разметочную заготовку или наоборот. Различают циркули реечные,рейсмусовые, кронциркули, нутромеровые, штангенциркули.
Разметочные плитыустанавливают на специальных подставках и тумбах с ящиками для храненияразметочных инструментов и приспособлений. Разметочные плиты небольшого размера располагают на столах. Рабочие поверхности разметочной плиты не должны иметь значительных отклонений от плоскости.
Различные геометрические фигуры наносят на плоскости тем же разметочным инструментом: линейкой, угольником, циркулем и транспортиром. Чтобы ускорить и упростить плоскостную разметку одинаковых изделий применяют шаблоны из листовой стали.
На заготовку или материал накладывают шаблон и плотно прижимают его, чтобы во время разметки он не сдвинулся с места. По контуру шаблона чертилкой прочерчивают линии, обозначающие контуры обрабатываемой детали.
Крупные детали размечают на плите, а мелкие – в тисках. Если изделие пустотелое, например фланец, то в отверстие заколачивают деревянную пробку и в центре пробки закрепляют металлическую пластинку, на которой кернером намечают центр для ножки циркуля.
Фланец размечают следующим образом. Поверхность заготовки окрашивают мелом, намечают центр и циркулем проводят окружности: наружный контур, контур отверстия и осевую линию по центрам отверстий для болтов. Часто фланцы размечают по шаблону, а отверстия сверлят по кондуктору без разметки.
Операция кернения заключается в выполнении кернером небольших углублений по линиям — рискам. Рабочая часть разметочных кернеров имеет угол заточки конусной части 45 или 60°.
Кернение необходимо главным образом для контроля правильности произведенной обработки. Расстояние между керновыми углублениями выбирают на глаз в зависимости от длины и вида прямых линий: на прямых линиях — на расстоянии 15—20 мм, на окружностях и дугах — на расстоянии 5—10 мм. Точки сопряжения и пересечения кернят обязательно. На обработанных поверхностях точных изделий разметочные риски не кернят.
Рассмотрим последовательность кернения рисок обыкновенным керном, рис. 3.75.
Разметка деталей (общие сведения)
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Плоскостную разметку применяют при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносят в одной плоскости.
Пространственная разметка — это нанесение рисок на поверхностях заготовки, связанных между собой взаимным расположением.
В зависимости от способа нанесения контура на поверхность заготовки применяют различные инструменты, многие из которых используются и для пространственной, и для плоскостной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире при пространственной разметке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок
Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.
Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.
Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
· раствор (3 чайные ложки на 200 г воды)
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
-
кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
-
в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.
Что такое кернер, его типы, приемы работы, фото
Кернер — что это такое?
Кернер представляет собой металлический стержень, из инструментальной стали с заостренной ударной частью, заточенной под углом преимущественно 120° и закаленной на длину 20 – 30мм, и бойка – с другой стороны, также термообработанной, но на 10 – 15 мм. Еще ее называют затыльником. Используется в слесарном деле для получения лунок или кернов, необходимых для удобства сверления материала.

Большая часть инструмента остается незакаленной, а значит менее хрупкой, что делается в первую очередь с целью безопасности его использования. Форма сечения стержня кернера особой роли не играет: он может быть круглым, и тогда не нем часто делается накатка, чтобы было удобнее удерживать его в руке, а может быть и шестигранным. Материал шестигранников – углеродистая сталь, поддающаяся термообработке, поэтому, если у вас возникнет необходимость быстро в домашних условиях сделать кернер и найдется подходящий по сечению шестигранник, можете смело его использовать – закалку он примет без цементации (насыщения поверхностного слоя стали углеродом).
Кернение, почти во всех случаях, производится для последующего сверления материала, чтобы сверло не скользило по поверхности заготовки на начальном этапе сверления. Но бывают и варианты…

В зависимости от диаметра сверла подбираются и габариты кернера, но это чаще бывает на производстве при массовом кернении, для получения отверстий разных диаметров.

Также и угол заточки кернера может быть другим, ведь для мягких металлов и сверло затачивается под меньшим углом.
Приемы работы кернером
Способов кернения всего два: один – правильный, второй – неправильный.

Для кернения необходимо:
- Совместить кончик ударной части с пересечением линий разметки;
- Установить кернер строго перпендикулярно поверхности заготовки;
- Нанести один уверенный точный удар молотком по бойку, стараясь, чтобы вектор удара совпал с осью кернера.
Это все, невыполнение этих правил приведет к нарушению точности кернения или формы лунки, что может послужить причиной увода сверла.
Если же вы ошиблись при кернении, то сделайте то, чего не посоветуют вам ни в одном учебнике по слесарному делу:
- Аккуратно легкими ударами молотка осадите края воронки керна до уровня заготовки, если надо, обработайте это место наждачной шкуркой, закрепленной на ровном бруске;
- Возобновите линии разметки;
- Возьмите кернер меньшего диаметра с углом заточки около 60° (для таких случаев нужно его держать в домашней мастерской);
- Выполните процедуру кернения с особой тщательностью, но с меньшей силой удара;
- Убедившись в точности расположения нового керна, возьмите стандартный кернер и, совместив его острие с новой лункой, одним сильным ударом произведите кернение.
Типы кернеров — фото
Кроме ручного варианта этого инструмента существуют и другие его разновидности.

- Кернер-циркуль, кроме четкого кернения по окружности от заданного (и накерненного же) центра, позволяет производить кернение на заранее выставленном расстоянии от края заготовки, что удобно, если таких кернов должно быть много. Кроме того ножку можно менять на несложное приспособление-удлинитель и опять-таки откладывать нужное расстояние от кромки, уменьшая количество линий разметки.
- Кернер-колокол предназначен в первую очередь для кернения шарообразных поверхностей. Установленный на шар, он безупречно самоустановится на его вершину, поэтому еще его называют центроискателем. Базовой же линией может служить окружность, очерченная по его юбке. Также при помощи центроискателя легко кернить центры торцов цилиндрических фигур, конечно если подходят диаметры.
- Механический пружинный кернер позволяет производить кернение одной рукой, важно только установить его строго перпендикулярно и не изменить это положение при нажиме. Среди его преимуществ также значится одинаковая глубина полученных кернов. А возможность регулировки усилия делает возможной работу даже с хрупкими или мягкими материалами без боязни их повредить.
Немаловажен также фактор явного повышения скорости кернения.
4. В электрическом кернере индукционная катушка втягивает подпружиненный ударник. Все остальное очень похоже на механический вариант инструмента.
Как сделать кернер своими руками
Для тех, кто не хочет отдавать 300 – 500 кровных рублей за более ли менее нормальный по качеству кернер, есть несколько вариантов изготовления этого инструмента своими силами. О первом мы уже упоминали – из шестигранника.
Для изготовления простейшего кернера из этого материала достаточно обточить его ударную часть, заточить его кончик под заданный угол и закалить ее и боек. А сделать это можно даже на обычной газовой плите, раскалив металл до ярко-розового свечения. Хотя значительно быстрее это сделать при помощи газовой горелки или бензиновой паяльной лампы, которые, как мы надеемся, в вашей мастерской уже имеются.
Разогретый металл нужно опустить на 4-5 сек. в воду, затем на 1 сек. вынуть и повторно опустить еще на 10 -15. Если вы произведете те же процедуры, но окуная инструмент в масло – произойдет воронение, что еще лучше.
Также вы можете быстро изготовить примитивный, но вполне работоспособный кернер из старого, утратившего работоспособность боковых кромок, а значит не подлежащего заточке, сверла, просто заострив его конец.

Правда, в чистом виде использовать такой инструмент, мы все же не рекомендуем – он очень хрупкий и при ударе может расколоться и нанести травму. В крайнем случае, наденьте на него обрезок шланга высокого давления, как в варианте на фото, но лучше – подберите металлическую втулку из трубки подходящего диаметра или выточите ее.
Кроме упомянутых вариантов есть способ изготовить кернер из практически любой стали, но закалить можно только углеродистую. Если вы не уверены в содержании в ней углерода, то проверить это можно по искре при обработке на точиле. А вот и видео:
И если вы не увидели долгожданных звездочек при заточке подходящего прутка для изготовления кернера, то можно произвести процесс цементации, о которой мы упоминали в начале статьи. Сделать это в домашних условиях можно двумя способами. Если у вас имеется в хозяйстве сварочный аппарат, то показанный на видео – наиболее приемлемый и простой.
А если приобретение сварочного аппарата все еще в планах, то поищите поблизости металлообрабатывающий завод, где точат детали из чугуна и наберите чугунной стружки, чем мельче – тем лучше.
Или купите чугунный порошок через интернет. Раскалив металл до того же ярко-розового свечения, опускайте часть заготовки, которой требуется закалка в чугунную стружку. Углерод из чугуна переместится в поверхностный слой вашей низкоуглеродистой стали и сделает возможной ее закалку.
Процедуру можно повторять несколько раз, но заточку кернера произведите до нее. Впрочем, ремонтировать инструмент в дальнейшем можно таким же образом.
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.

Разметка изделий из металла
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Определение разметки Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.

Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Очертание линий и точек служит для рабочего границей обработки.
46. Назвать виды разметки. „.
Существуют два вида разметки: плоская и пространственная.
47. В чем разница между плоской и пространственной разметкой?
Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной — когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
48. Назвать методы пространственной разметки.
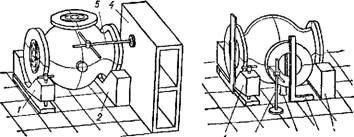
Рис. 9. Пространственная разметка корпуса вентиля: а — разметка линий в вертикальной плоскости с помощью ящике; б — разметка горизонтальных линий чертилкой и вертикальных линий с использованием угольников; 1, 2—опоры; 3 — винтовая подставка, 4 —- ящик; 5 — рейсмус с чертилкой; 6*- угольник.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы (рис. 9).
49. Что обязательно необходимо для разметки?
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
50. Назвать разметочный инструмент и основные приспособления, необходимые для разметки.
К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (их есть несколько видов), разметочный циркуль, кернеры (обычные, автоматические, для трафарета,
для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой. К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбиины сдвоенные, регулируемые клинья, призмы, винтовые подпорки.
51. Назвать мерительные инструменты для разметки
Мерительными инструментами для разметки являются:
Линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
52. Назвать вспомогательные материалы для разметки. К вспомогательным материалам для разметки относятся:
Мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом ь добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
53. Назвать простые разметочные и мерительные инструменты, используемые при слесарных работах.
Простыми разметочными и мерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
54. На основании чего проводят разметку детали?
Плоскую или пространственную разметку детали проводят на основании чертежа.
55. Назвать операции, выполняемые до разметки детали.
До разметки заготовка должна пройти обязательную/ подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской
поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку.
56. Что такое разметочная база?
Разметочная база — это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали.
57. Что такое накернивание?
Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют
Осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция на - кернивания выполняется с использованием чертилки, кернера и молотка.
58. Какова техника разметки по шаблону?
Разметка с использованием шаблона применяется при изготовлении значительного количества одинаковых деталей. Шаблон, выполненный из жести толщиной 0,5—2 мм (иногда придается жесткость уголком или деревянной рейкой), накладывается на плоскую поверхность детали и обводится чертилкой по контуру. Точность нанесенного контура на детали зависит от степени точности шаблона, симметрии острия чертилки, а также от способа продвижения острия чертилки (острие должно двигаться перпендикулярно к поверхности детали). Шаблон является зеркальным отображением конфигурации деталей, линий и точек, которые должны быть нанесены на поверхность детали (рис. 10).
59. Что такое точность разметки?
Точность разметки — это точность перенесения размеров q чертежа на деталь, которую размечают.
Рис. 10. Шаблон на листе металла, подготовленный для обводки чертилкой.
60. От чего зависит точность разметки?
Точность разметки зависит от степени точности разметочной плиты, вспомогательных приспособлений (угольников и разметочных ящиков), мерительных инструментов, инструмента, используемого для перенесення размеров, от степени точности метода разметки, а также от квалификации разметчика.
Точность разметки можно получить в пределах от 0,5 до 0,08 мм. При использовании эталонных плиток — в пределах от 0,05 до 0,02 мм.
61. Как нужно выполнять разметку, чтоб избежать несчастных случаев?
Во избежание несчастных случаев при разметке следует прежде всего быть осторожным при пользовании заостренными чертилками. Для предохранения рук рабочего от острия чертилки на острие до начала разметки необходимо надевать пробку, деревянный или пластмассовый чехол.
Рис. 11. Зубило слесарное
К несчастному случаю могут привести также разлитые на полу или разметочной плите масло либо другая жидкость. При разметке тяжелых деталей следует пользоваться для установки ее на разметочную плиту талями, тельферами или кранами.
Читайте также: