
Чем отличается зенкование от зенкерования кратко
Обновлено: 05.07.2024
И какими инструментами можно делать эти операции, только зенкером или не только? если можно то с иллюстрациями.
Зенкерованием называется процесс обработки зенкерами цилиндрических отверстий после отливки, штамповки или после сверления.
Зенкерованне обеспечивает точность отверстия в пределах 9—11-го квалитетов и шероховатость поверхности в пределах Rz = 40-:-10 мкм, ликвидирует овальность, конусность и другие дефекты.
Так как у зенкеров в отличие от сверл не две, а три или четыре режущие кромки, нет перемычки и направление благодаря большей жесткости лучше, чем у сверла, зенкерованне выполняют с подачами в несколько раз большими, чем сверление, поэтому рекомендуется по возможности рассверливание отверстий заменять зенкерованием.
Зенкерование большей частью является промежуточной операцией между сверлением и развертыванием, поэтому диаметр зенкера должен быть меньше окончательного отверстия на величину припуска, снимаемого разверткой.
Зенкование — образование цилиндрических или конических углублений под цилиндрические или конические головки винтов и болтов с помощью цилиндрических или конических зенкеров, называемых зенковками.
Я просто помню,что зенкование, этопроцесс получения углублений в уже имеющихся отверстиях, причем они вроде как бывают и циллиндрическими и коническими.А зенкерование делается для повышения точности и соответсвенно уменшения шероховатости, и делается как раз зенкером.Я ща ничего не напутал?
Можно делать простым сверлом, затачиваешь сверло подуглом 90, чаще всего 120 градусов и в перёд, правда чистота обрабатываемой повехности будет на класс ниже но ведь тебе не 7 класс нужен? А 4 класс вегда получиться, вобщем отличие только в чистоте обрабатываемой поверхности
Зенкерование, это получистовая обработка отверстия, после сверловки, грубой расточки - инструмент - зенкер.
Зенкование, это дополнительная обработка отверстия, с целью получения ступенчатого отверстия, лидо снятия заусенцев (острых кромок) - инструмент - цековка, зенковка, сверло большего диаметра, ступенчатое сверло.
Примерно вот так!
Зенкерование производится зенкером - инструментом наподобие сверла, только с тремя и более режущими кромками (у сверла две). Основная задача выровнить искажения, полученные сверлом (это некруглость отверстия и непрямолинейность образовавшегося цилиндра) . Всё это нужно для последующей обработки отверстия развёрткой до классного размера. Кроме этого обработка зенкером производится в отливках для выравнивания отлитых отверстий. Зенковка же производится другим специальным инструментом - зенковкой, ей обрабатывается торец отверстий для снятия фасок и под всевозможные головки болтов и винтов. Все эти операции можно сделать сверлом, если имеется опыт его заточки, но качество будет не то. Две кромки сверла дают гранность отверстия, а в зенковках граней много.
В Вашем комментарии к ответу Бомбиста Вы ничего не перепутали. Все правильно.
На заводах до сих пор пользуются термином "зенковка". Зенковки могут быть конические и цилиндрические, которые уже цековками кличут.
Добавлю также, что не рекомендуется в настоящее время пользоваться названиями зенковка или цековка. Официально зенковки называются зенкеры для конических углублений, а цековки называются зенкер для цилиндрических углублений или зенкер для зачистки торцовых поверхностей.
Внешний вид зенкеров и конических зенковок здесь посмотреть можно.
[ссылка заблокирована по решению администрации проекта]
Зенкерование является промежуточной операцией между сверлением и разверткой. Данный метод обработки относится к получистовым, предназначен для решения следующих задач:
- достижение требуемых показателей шероховатости;
- придание проему правильной геометрической формы, устранение имеющихся недостатков;
- повышение точности отверстия до 4 либо 5 класса.
Процедура подходит для обработки проемов, полученных посредством сверления и выдавливания, оптимальна для деталей, изготовленных литьем.
Используемый инструмент
При обработке отверстий задействуется зенкер – металлорежущий инструмент, внешне напоминающий сверло. Изделие имеет ряд уникальных отличий:
- большие перемычки между режущими кромками;
- рабочая поверхность в форме конуса с острым углом;
- увеличенное количество режущих элементов.
Подобная конфигурация упрощает позиционирование зенкера соосно обрабатываемого отверстия, повышает его устойчивость, продлевает срок службы. Инструмент плавно перемещается в рабочей зоне, равномерно воздействует на заготовку по всей площади контакта.

Рис. 1 Зенкер с 4 кромками
Выполнить типовые операции помогут зенкеры с 3 и 4 кромками. Изделия имеют цельное и вставное исполнение. Первые взаимодействуют с отверстиями с диаметром от 12 мм, вторые – с отверстиями диаметром от 20 мм. Для решения особо сложных задач предусмотрены сборные зенкеры, содержащие до 8 кромок. Они обеспечивают наиболее качественную обработку, подходят для совместного использования со сверлами и развертками.

Зенкер — многолезвийный режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Работа зенкером называется зенкерование. Зенкер по своему виду напоминает сверло. Благодаря большему, по сравнению со сверлом, количеству режущих кромок - с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Часто зенкером ошибочно называют другой режущий инструмент — зенковку.
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий.
Зенковки — используются для зенкования, зенкеры — используются для зенкерования.
Чем отличается зенкование от зенкерования?
Зенкерование и зенкование представляют собой технологические операции, предназначенные для обработки отверстий. Несмотря на схожесть названий, данные операции отличаются по своему назначению и применяемому технологическому инструменту. Зенкерование и зенкование представляют собой различные операции по обработке отверстий.
Зенкование — процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки крепёжных элементов (заклёпок, болтов, винтов).
Зенкерование — предназначено для улучшения качества поверхности отверстий, выполненных методами сверления, литья или обработки давлением. Данная операция относится к этапу получистовой обработки и располагается в технологическом процессе между сверлением и развертыванием.
Операции зенкерования и зенкования выполняются на том же технологическом оборудовании, что и сверление. Таким оборудованием может выступать сверлильный станок или универсальный обрабатывающий центр. Также существует возможность зенкования и зенкерования с использованием токарного станка.
Выполнять данные операции с помощью ручного инструмента не рекомендуется в связи с невозможностью обеспечения необходимой точности его позиционирования.

Зенкеры
Определение
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла (рис.1).
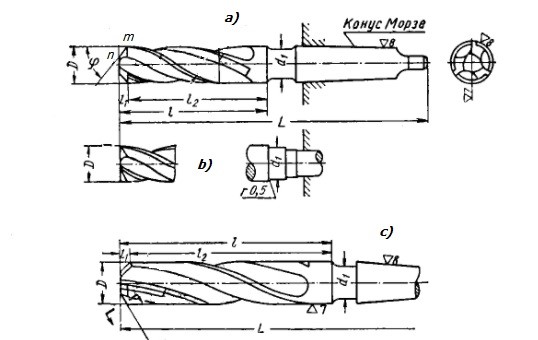
Рис.1 Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60 0 , у всех типов зенкеров для глухих отверстий φ=90 0 .
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки (рис2). Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
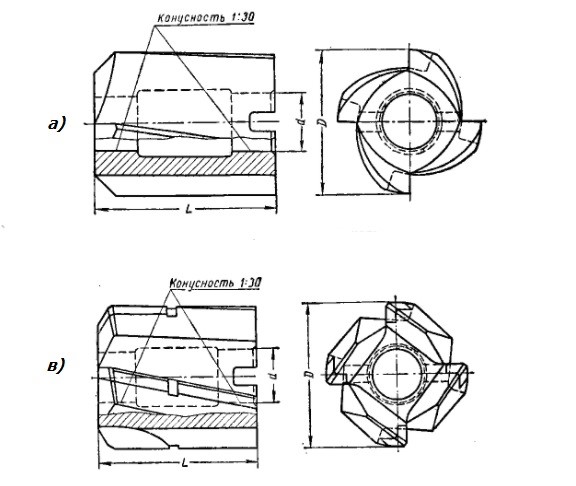
Рис.2 Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Зенковки
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических -- ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки
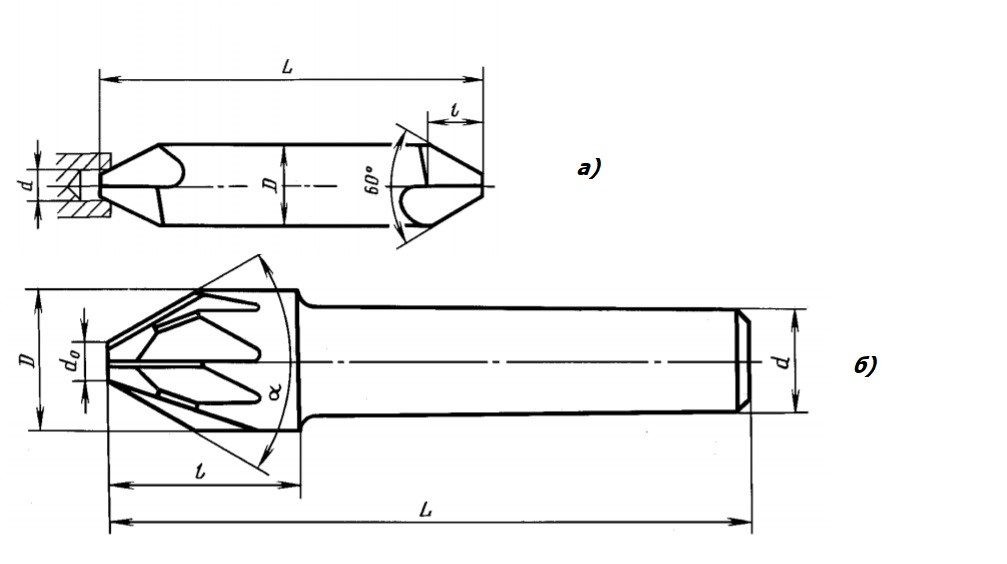
Рис.3. Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Таблица 1. Типы зенковок

Центровочными зенковками обрабатываются предварительно засверленные1 отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
В конструкции цековок всех типов предусмотрена направляющая цапфа (рис. 4). Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.

Рис.4. Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой

Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Заключение
Для исключения ошибок в терминологии следует использовать стандарты для конкретного вида инструментов. Их содержание позволяет сделать ряд выводов:
- Не существует конических зенкеров. Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой.
- Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
- Цилиндрические опорные поверхности под болты и винты выполняются цековкой. Цилиндрическая зенковка – название некорректное, хотя и верно передает смысл выполняемой операции.
- Наличие направляющей цапфы сразу точно указывает на вид инструмента – цековка.
Разумеется, все сказанное действительно по отношению к стандартным инструментам и технологическим операциям, применяемым в машиностроении. В широкой практике могут применяться нестандартные инструменты, так же, как и стандартные инструменту могут использоваться в разнообразных целях. Например, зенкование может выполняться с помощью обычного сверла.
Читайте также: