
3d печать по металлу реферат
Обновлено: 05.07.2024
Инновации в промышленности не обходят стороной и технологии металлообработки. Сегодня перед машиностроительными и металлообрабатывающими предприятиями остро стоит вопрос выбора между прочно устоявшимися и новаторскими технологиями. 3D-печать уже зарекомендовала себя как гораздо более эффективное решение, способное в разы сократить временные и материальные издержки на производстве, по сравнению со станками с ЧПУ. Разумеется, аддитивные методы пока не могут полностью вытеснить традиционные. Сегодня речь идет о сосуществовании двух подходов, т.е. о внедрении промышленных 3D-принтеров в тех случаях и на тех этапах производства, где они обеспечат предприятию выгоду.
Селективное лазерное плавление – наиболее распространенная аддитивная технология печати металлами – находит применение в различных отраслях: в авиакосмической, автомобильной и нефтегазовой промышленности, машиностроении, медицине (травматологии, стоматологии, ортопедии и т.д.), ювелирном деле, а также в науке.
Хотите купить 3D-принтер по металлу? iQB Technologies предлагает 3D-решения на базе SLM-технологии от ведущих производителей:
- аддитивные установки и металлические порошкиSLM Solutions(Германия);
- компактный принтерSharebot MetalONE(Италия).
Высокоточные изделия, напечатанные на принтере Sharebot MetalONE с камерой построения 65 x 65 x 100 мм
В обработке металлов 3D-технологии решают задачи изготовления:
- деталей для разнообразных агрегатов и узлов;
- сложных конструкций, в том числе цельнометаллических, которые ранее собирались из многих элементов, а также неразборных, меняющих геометрию в ходе эксплуатации;
- элементов пресс-форм для литья термопластов и легких материалов; ;
- штампов;
- вставок для литья;
- имплантатов и протезов в стоматологии.
Свобода в проектировании и производстве
Рассмотрим на примере камеры сгорания топлива самолета, как 3D-печать оптимизирует производственный процесс, в буквальном смысле развязывая руки проектировщикам, конструкторам, инженерам, техникам. Раньше при изготовлении изделий сложной формы приходилось их разрезать. По стандартной технологии все компоненты производятся отдельно и свариваются между собой. На 3D-принтере сразу печатается цельнометаллическая камера сгорания, которая требует минимальной дальнейшей обработки, а схема направленных потоков внутри изделия задается на этапе проектирования.
На фото выше показана сложная конструкция, которую раньше можно было только отлить. Изготовление формы под такую отливку требует многих часов ручной работы либо фрезеровки. 3D-принтер дает возможность вырастить подобное изделие по слоям за несколько часов.
Высочайшая плотность и точность печати
Показатели плотности при 3D-печати на 50% лучше, чем при литье. Это значит, что в определенных технологических режимах для ее увеличения не нужно использовать, к примеру, ковку или прокат. Полученной плотности (а она составляет более 99% теоретической детали) будет достаточно.
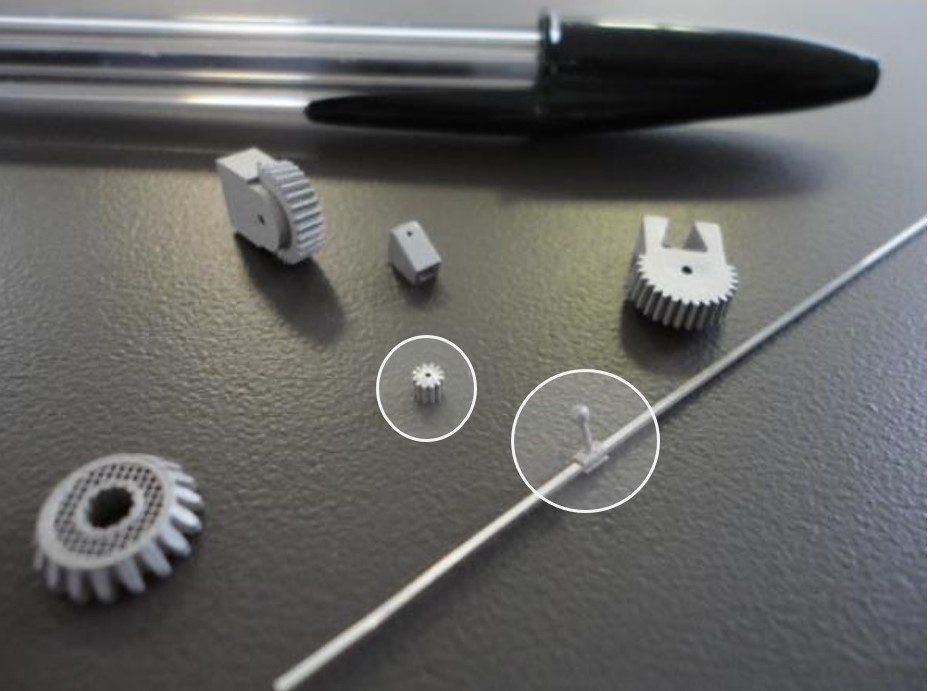
Диаметр работы лазера в аддитивной установке печати металлами – 70-80 микрон. Можно напечатать стенку детали толщиной в два прохода лазера, т.е. минимальная толщина изделия будет всего лишь 140-150 микрон. С помощью порошкового 3D-принтера изготавливаются мельчайшие детали – к примеру, двухмиллиметровая часовая шестеренка с 20 зубьями. А теперь поставим аналогичную задачу перед традиционным производством часовых и иных прецизионных механизмов. Станок для механической обработки делается на основе станины, которая после отливки должна выстояться примерно 50 лет (!), чтобы нейтрализовались все внутренние напряжения.
Экономия времени
Если стандартные производственные процессы на предприятии предполагают отсечение лишнего от обрабатываемой болванки (так называемые субтрактивные технологии), то аддитивные методы основаны на выращивании детали с нуля. Это не только снимает проблему отходов, но и дает возможность намного сократить время, затрачиваемое на производство. Кроме того, вопрос снятия внутренних напряжений металлов, который при механической обработке решается на каждом этапе производства, теперь замещается одним этапом в конце производственного процесса. К примеру, проект, требовавший 196 часов мехобработки, выполняется средствами аддитивного производства за 8 часов, плюс 15 минут на дополнительную обработку посадочных мест.
Материалы для 3D-печати
Выбор металлических сплавов, использующихся в данном типе 3D-принтеров, обширен. Сейчас штатно используются 15-20 материалов, которые протестированы и готовы к эксплуатации, в том числе нержавеющие, инструментальные, жаропрочные сплавы, титановые и алюминиевые сплавы, медицинские кобальт-хром и титан. Тем не менее, любое производственное предприятие может заказать для себя необходимый уникальный сплав. Все, что нужно – обучить технолога, который в дальнейшем будет подбирать режимы работы оборудования под выбранные материалы для 3D-принтера.
Ограничения, связанные с применением аддитивных технологий печати металлами
Как видим, 3D-печать имеет высокий потенциал для различных производств, однако у нее есть и слабые стороны. Конечно, возможности аддитивных технологий будут расширяться с развитием науки и техники, но направление это достаточно молодое, и каждый сценарий внедрения индивидуален, требует разработки отдельного подхода. Сегодня у предприятий, решивших внедрить 3D-технологии печати металлом в свой производственный цикл, могут возникнуть следующие трудности:
- необходимость в последовательных научных исследованиях (в том числе для изучения свойств металлов);
- ограничения в размерах объектов, создаваемых на 3D-принтерах;
- большие первоначальные вложения из-за высокой стоимости оборудования и расходных материалов;
- особые требования к помещению и условиям эксплуатации;
- сложность в адаптации 3D-решений к существующим технологическим циклам на производстве.
Поэтому сегодня основными пользователями 3D-оборудования становятся крупные промышленные и исследовательские центры, готовые инвестировать в проекты внедрения новой технологии. Благодаря таким передовым предприятиям мы видим, как 3D-технологии действительно помогают оптимизировать производство и приносят выгоду уже сейчас.
Новый подход к производству
Вставки в пресс-форму для разделителя ламелей изготавливаются компанией Michelin в круглосуточном режиме
Рассмотрим конкретные успешные проекты с использованием 3D-печати металлами на предприятиях.
Яркий пример – проект французской компании Michelin, лидера в производстве шин. На 3D-принтере была выполнена вставка в пресс-форму для разделителя ламелей – самых изнашиваемых элементов покрышки. Выбор новой технологии, вместо применявшихся ранее штамповки и фрезеровки, обусловлен мелкозернистой структурой металла, лучшей теплопроводностью и, как следствие, меньшим износом.
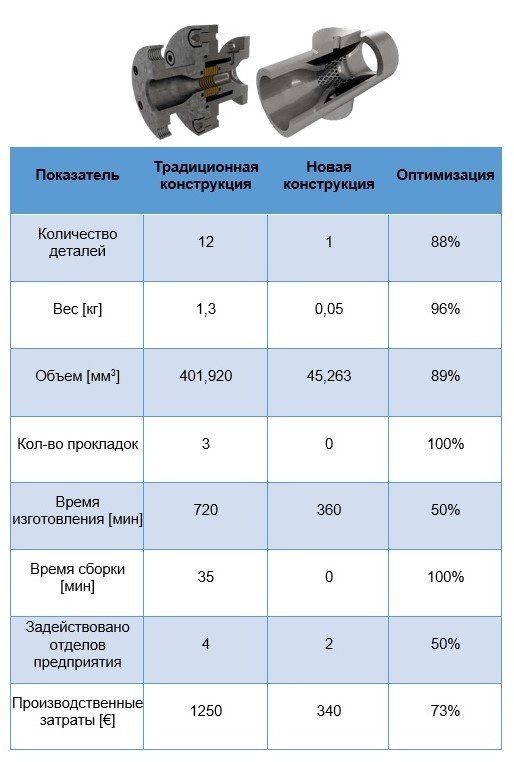
Центр быстрого прототипирования Jurec, использующий оборудование SLM Solutions, выполнил проект по усовершенствованию смесителя жидкости с газом. Изначально устройство собиралось из 12 частей, включая 3 крупных элемента – первое и второе фланцевые корпусные соединения и вставка смесителя. Новая концепция, заточенная под 3D-печать, дала возможность кардинально изменить подход к производству. На принтере печатается единый корпус, то есть количество деталей сократилось с 12 до одной. Отпадает необходимость использовать несколько металлов и фланцевых соединений: внутри цельнометаллического корпуса просто нарезается резьба, благодаря чему вес смесителя уменьшился с 1,3 кг до 50 г. В два раза сократилось время производства. Экономятся и людские ресурсы: задействованы только конструкторский и производственный отделы, а подразделения логистики и сборки исключаются из процесса. И наконец, одно из ключевых преимуществ технологии: финансовые затраты на производство уменьшились на 73%, с 1250 до 340 евро.
.jpg)
Образец вкладки в пресс-форму, с которого снимается форма колпачка. Два отверстия предназначены для подачи охлаждающей жидкости
Для изготовления влагозащитных колпачков электрических коробок повсеместно используются пресс-формы, которые производятся методом литья. На их остывание затрачивается дополнительное время. По заказу ABB, мирового лидера в области электротехники, энергетических технологий и автоматизации, компания VTT разработала вставки в пресс-формы, позволившие сократить производственный цикл за счет правильного распределения каналов охлаждения. Это стало возможным благодаря 3D-технологиям.
Первоначально, изучив стандартный вид, конструкторы рассмотрели два варианта оптимизации системы охлаждения: просверлить отверстия или сделать керамическую вкладку, удаляемую затем химическим путем. Недостатки этих решений – длительность процесса и трудности в создании уникальной конфигурации внутри детали. Ответом на поставленную задачу стали 3D-технологии, с помощью которых можно задать любую форму. Из нескольких протестированных форм была выбрана самая технологически простая. В результате, с новой конфигурацией каналов охлаждения, цикл производства вкладки сократился в четыре раза – с 60,5 до 14,7 секунд.

Задняя подвеска велосипеда: сравнение показателей при изготовлении прототипа и при мелко- и крупносерийной 3D-печати
Кронштейн – деталь, используемая практически всеми производителями металлоизделий, поэтому в качестве еще одного примера применения аддитивных технологий мы выбрали интересный проект изготовления задней подвески велосипеда. Сначала на основе стального прототипа было опробовано мелкосерийное производство. В качестве материала подвески использовался алюминий, вес детали уменьшился с 640 до 239 г, а вес поддержек – почти десятикратно. Когда же была заказана крупная серия (720 штук), адаптация под 3D-печать позволила добиться еще большей оптимизации показателей, при этом себестоимость детали сократилась с 2218 до 467 евро.
Этот пример красноречиво говорит о том, что 3D-печать не ограничивается созданием единичных изделий, она уже сейчас используется для серийного производства в самых разных отраслях. У Michelin, например, большой парк металлического оборудования, и вкладки в пресс-формы, о которых мы рассказали выше, печатаются круглосуточно. К тому же, 3D-печать обеспечивает беспрецедентную повторяемость – примерно 20 микрон во всех трех осях.
Заключение
Одно из главных преимуществ 3D-принтеров – возможность получения металлических изделий повышенной плотности. Благодаря технологии SLM (селективное лазерное плавление) и огромному выбору как стандартных металлических сплавов, так и новых высокотехнологичных материалов плотность получается на 50% выше, чем при литье, и всего на 10% ниже, чем при прокате. Методами 3D-печати также удается добиться очень мелкой зернистой структуры и создавать изделия высочайшей точности и четкости – в этом плане традиционные методы остаются далеко позади. Таким образом, аддитивные технологии идеальны для печати металлами при производстве небольших (и особенно миниатюрных) деталей и геометрически сложных объектов.
Статья опубликована 14.06.2017 , обновлена 13.07.2021
Об авторе
Компьютерные технологии все больше срастаются с реальной жизнью. Однако грань между реальной реальностью и реальностью так сказать, компьютерной или виртуальной остается. Перенести предмет из одной плоскости в другую не так просто. Конечно, если речь идет о тексте, картинках и прочих двухмерных вещах - то принтеры и сканеры уже давно сделали такой обмен делом несложным и совершенно обыденным. Однако в случае с трехмерными физическими объектами все намного сложнее.
Даже технологии, которые позволяют увидеть трехмерную компьютерную модель в реальном объеме нельзя назвать сильно распространенными (хотя они уже и находятся на уровне пользовательских и по цене, и по доступности). Что касается возможности такую модель пощупать и с ней повзаимодействовать, то тут пока даже речи не идет о домашнем или любительском использовании.
А про технологии, позволяющие воспроизвести модель в реальном материале, думаю, большинство читателей даже не задумывались. В лучшем случае, что-то слышали краем уха. Именно таким технологиям и будет посвящена эта статья. Так сказать, для общего развития.
Начнем с вопроса, зачем это нужно? Зачем нужно брать трехмерную модель чего-то и делать из нее реальный предмет? Оказывается, применений хватает. Первое, и самое основное, в индустрии - в основном для быстрого изготовления прототипов - чтобы посмотреть, как модель будет выглядеть в материале. По словам представителя авиакосмической компании Pratt & Whitney "стоимость разработки сложного продукта может очень сильно снизиться, если предложить инженерами вместо десятков чертежей посмотреть на реальную деталь".
Кроме того, на готовой модели можно проводить различные тесты еще до того, как будет готов окончательный вариант изделия. Более того, прототипы позволяют проводить такие тесты, которые на готовом изделии и не проведешь. Например, Porsche использовала прозрачную пластиковую модель трансмиссии 911 GTI для изучения тока масла в процессе ее разработки. Однако главное, такую модель можно сделать очень быстро - а в наше время высоких скоростей это очень важно. Собственно, существует целая индустрия быстрого прототипирования (Rapid Prototyping -- RP), которая как раз и занимается разработкой и использований технологий объемной печати для этих целей.
Однако, прототипы - это еще не все. Следующая ступень - быстрое производство. Уже сейчас некоторые технологии RP позволяют изготовлять готовые предметы из различных материалов. Это идеальное решение для малосерийного производства, поскольку стандартный техпроцесс дает возможность сделать что угодно (в разумных пределах, конечно) за относительно небольшое время. Опять же, некоторые из технологий трехмерной печати позволяют быстро изготовлять формы для литья - ну а дальше производственный процесс уже накатан. Правда, цены и доступность (равно, как и выбор материалов) пока оставляют желать лучшего.
Но в перспективе, кто откажется от возможности быстро сделать какую-нибудь нужную мелочь в домашних условиях, вместо того чтобы искать ее по магазинам или заказывать за бутылку знакомому слесарю дяде Васе. Собственно, тут можно провести прямую аналогию с системами на FPGA (то бишь, на программируемой логике), совершившими настоящую революцию (хотя может для неспециалистов и незаметную) в электронике. Технология FPGA позволяет описывать электронные схемы на компьютере, а затем быстренько реализовывать все описанное в стандартной микросхеме. Тот же быстрый прототайпинг, но для электроники. Причем, если раньше все это было достаточно дорого и сложно, то теперь, при желании, можно изготовить все что угодно - микропроцессор, DSP, микроконтроллер - практически в домашних условиях. Объемная печать позволит, в перспективе, сделать то же самое с обычным производством. Однако, пора переходить от романтических мечтаний к суровой правде жизни и тому, что представляет собой 3D печать сейчас.
1 . Микростанки
Наиболее простые, дешевые и доступные устройства, претендующие на звание 3D-принтера, к принтерам на самом деле отношения почти никакого не имеют. Речь идет о станках с программным управлением. Впрочем, если вы представили себе какого-нибудь токарно-винторезного монстра размером с полкомнаты (сразу вспоминаются уроков труда или УПК) - то это зря. Речь идет об очень компактных настольных станочках, которые получили название desktop CNC machines (CNC значит computer numerically controlled, или, по-русски, станок с числовым программным управлением). Эти устройства могут управляться непосредственно из CAD программ и вырезать, выпиливать и высверливать в материале модели, которые в этих программах разрабатываются. Материалы могут быть почти любые - от пластика или дерева до мягких металлов (бронза, алюминий). К примеру, приведенный на картинке сверлильно-фрезерный станок (это называется CNC milling machine) MicroMill 2000 Desktop Machining System от MicroProto подключается к компьютеру вместо принтера, может обрабатывать объем 23x14x15 см и способен позиционировать инструмент с точностью до сотых долей миллиметра. Обрабатывает алюминий и даже мягкие стали. Стоит эта замечательная штука чуть меньше 2000$.

Настольный многофункциональный станок, подключается вместо принтера
Другой пример подобных устройств - линейка станков MDX от компании Roland . Старшие модели предназначены для полупромышленного использования и стоят, соответственно, в районе 20K$. А вот станок MDX-15 оценивается примерно в 3000$ и его уже вполне можно отнести к категории любительской и даже домашней техники. MDX-15 тоже позволяет обрабатывать различные материалы вплоть до алюминия и бронзы, имеет размер рабочей зоны 15x10x6 см и точность порядка сотых долей миллиметра. К компьютеру подключается через последовательный порт. Кстати, Roland поставляет к своим станкам специальную пьезоэлектрическую сканирующую головку, которая позволяет делать обратное преобразование - переводить реальные предметы в компьютерные трехмерные модели.
2. Лазерная печать
А теперь перейдем к настоящим объемным принтерам. В них используются несколько различных технологий. Исторически, первой было разработана так называемая стереолитография (StereoLithography или SLA). Принцип был изобретен и запатентован Чарльзом Халлом (Charles Hull) еще в 1986 году. Затем Халл основал компанию 3D Systems, которая занималась выпуском соответствующего оборудования. Позже к ней присоединились немецкая EOS GmbH, японские Sony-DMEC и Mitsui Engineering, а также несколько других. Суть стереолитографии в следующем - в рабочей зоне принтера находится жидкий фотополимер. При освещении ультрафиолетовым светом фотополимер затвердевает и превращается в достаточно прочный пластик (фотополимеры активно используются дантистами для пломбирования, так что, думаю, многие из читателей с ними знакомы). Для засветки полимера используется либо ультрафиолетовый лазер, либо обычная ультрафиолетовая лампа (о чем чуть позже). Луч лазера фактически попиксельно сканирует рабочую плоскость и формирует отдельные твердые "пиксели", пока не нарисует на пластике сечение модели. Затем уровень фотополимера повышается (точнее, опускается рабочий стол вместе со сформированной частью модели), и поверх него рисуется следующий слой, пока модель не будет полностью готова. Стереолитография позволяет получить точность "отпечатка" порядка десятых долей миллиметра, хорошо воспроизводит мелкие детали и обеспечивает достаточно ровную поверхность объекта. Эта технология лучше всего обкатана и наиболее широко распространена. Впрочем, не лишена она и недостатков - установки, равно как и расходные материалы, достаточно дороги (цена такого принтера составляет порядка сотен тысяч долларов). К тому же обрабатываемый материал ограничивается только фотополимерами.
Принцип работы SLA-машины
Более скоростной вариант этой технологии первоначально был разработан компанией Cubital Inc. (ныне, судя по всему, покойной). Назывался он Solid Ground Curing или, сокращенно, SGC. В качестве рабочего материала в ней тоже использовался фотополимер, но засветка производилась ультрафиолетовой лампой сразу для всего рабочего слоя. Засветка велась через фотошаблон, который для каждого слоя печатался на стекле по технологии, напоминающей лазерную печать. Обработка всего слоя одновременно вместо попиксельного сканирования лазерным лучом как раз и позволяла достичь достаточно высокой скорости построения объекта. Сейчас систему на похожем принципе предлагает, например, немецкая компания Еnvisiontec . Устройство называется Prefactory (весьма говорящее название) и представляет собой систему быстрого прототипирования для конечного пользователя. Машинка занимает всего 0.3 квадратного метра площади, так что ее можно установить даже в небольшом офисе. Засветка производится при помощи технологии DLP (Digital Light Processing), аналогичной используемым в компьютерных проекционных системах. Разрешение (для одного рабочего слоя) составляет 1280x1024 пикселя при размере пикселя 150 или 90 микрон. Толщина слоев варьируется от 150 до 50 микрон. На Prefactory можно делать прототипы размером около 190x152x230 мм, а скорость печати составляет до 15 мм в час (в высоту). Управляется принтер встроенным компьютером под управлением Linux, а связь с внешним миром идет по Ehternet через локальную сеть. Фактически, посылать задания на Prefactory можно, как на обычный сетевой принтер.
3. Лазерное спекание
Альтернативный метод трехмерной печати называется лазерным спеканием (Selective Laser Sintering - SLS).Тут, как легко догадаться, тоже используется лазер, но в качестве рабочего материала выступает уже не фотополимер, а порошок какого-нибудь относительно легкоплавкого пластика. Пластик в рабочем объеме SLS-машины нагревается почти до температуры плавления, а чтобы он не загорелся и не стал окисляться, в рабочую зону подается азот. Затем мощный лазер опять же рисует по пластиковому порошку сечение детали, пластик нагревается выше температуры плавления и спекается. Сверху насыпается следующий слой и процедура повторяется. В конце работы лишний порошок просто стряхивается с готовой модели. Этот процесс был разработан в конце 80-х годов в Техасском университете в Остине и запатентован в 1989 году выпускником университета Карлом Декардом (Carl Deckard). Затем процесс был коммерциализирован фирмой DTM Corp . Лазерное спекание тоже обеспечивает достаточно высокое качество деталей, хотя поверхность у них получается пористой. Зато полученные методом SLS модели - самые прочные и эту технологию, в принципе, можно использовать для малосерийного производства. Правда, установка SLS достаточно сложная и дорога, а скорость производства составляет всего несколько сантиметров (высоты) в час (плюс, несколько часов на нагревание и остывание установки).
Так работает аппарат лазерного спекания

Так выглядит аппарат SLS и изготовленные в нем детали
Кроме неплохой точности изготовления и высокой прочности полученных "распечаток", SLS обладает еще несколькими важными достоинствами. Во-первых, лазерное спекание позволяет изготовлять модели с подвижными частями - например, с работающими петлевыми соединениями, нажимающимися кнопками и так далее. Во-вторых, для SLS-процесса разработаны специальные материалы, позволяющие напрямую изготавливать металлические детали. В качестве порошка здесь используются микрочастицы стали, покрытые сверху слоем связующего пластика. Спекание пластика происходит как обычно, а затем "отпечатанная" деталь обжигается в печи. При этом пластик выгорает, а освободившиеся поры заполняются бронзой. В результате, получается объект, состоящий на 60% из стали и на остальные 40% и бронзы. По своим механическим характеристикам он превосходит алюминий и приближается к классической нержавеющей стали. Фактически, SLS уже сейчас позволяет производить полноценные металлические предметы, причем произвольной формы. Кроме того, имеется аналогичный материал с керамической или стеклянной сердцевиной - из него можно делать модели, устойчивые к высоким температурам и агрессивным химическим веществам. Если бы только сам процесс не был так дорог…
4. Ламинирование
Еще одна технология объемной печати с использованием лазера - это ламинирование. Разработана она была компанией Helysis и проходила под торговой маркой LOM (Laminated Object Manufacturing). Сама Helysis в 2000 прекратила существование, а на основе ее технологии сейчас разрабатывают свое оборудование несколько других производителей. Суть технологии такова - в машину по очереди заряжаются тонкие листы рабочего материала, из которого затем лазером вырезаются слои будущей модели. После резки слои склеиваются друг с другом. В качестве материала первоначально использовалась специальная бумага со слоем клеящего вещества. Однако таким образом можно также нарезать тонкий пластик, керамику и даже металлическую фольгу.
5. Струйная печать
Выше были описаны, так сказать, системы лазерной трехмерной печати. Впрочем, струйные принтеры не отстают от лазерных и в этой области. Простейший из процессов "струйной" объемной печати - это так называемый Fused Deposition Modeling (FDM). Идея FDM очень проста - раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика (в качестве материала может использоваться практически любой промышленный термопластик). Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта (печать здесь тоже ведется по слоям). Техпроцесс FDM позволяет с достаточно высокой точностью (минимальная толщина слоя 0.12 мм) изготовлять полностью готовые к использованию детали довольно большого размера (до 600 x 600 x 500 мм). Основы этой технологии были разработаны еще 1988 Скоттом Крампом (Scott Crump). Основным производителем оборудования для FDM является компания Stratasys .
Принцип работы FDM-машины
Кстати, NASA рассматривает технологию FDM в качестве кандидата "космическую фабрику". Ведь в космическую экспедицию нельзя взять неограниченное количество запчастей ко всему оборудованию. Да и разместить полноценный механический цех на космическом корабле вряд ли удастся. А вот загрузить пару сотен килограмм исходного пластика и компактную машину, которая сможет сделать из этого пластика любую деталь - запросто.
Другая технология, явно восходящая к струйной печати - это разработка компании Objet Geometries под названием Polyjet. Здесь струйная головка используется для печати фотополимерным пластиком. Модель, как обычно, печатается слой за слоем, причем разрешение в слое составляет 600 x 300 dpi, а толщина слоя может быть доведена всего до 16 микрон. Каждый отпечатанный слой полимеризируется в твердый пластик под действием ультрафиолетовой лампы. В принципе, все это довольно похоже на SLA, но намного быстрее, точнее, проще и компактнее. При этом цена на принтеры Objet находится на уровне 60K$ -- в несколько раз меньше, чем у установок SLA. Аналогичную систему под названием InVison производит и компания 3D Systems, так что отец-основатель стереолитографии тоже не стоит на месте. Ценник на эту машину установлен около 40K$ -- системы быстрого прототипирования в последние годы явно дешевеют.
И еще одна технология "струйной печати", но с использованием порошковых материалов. Разработана она была в знаменитом Массачусетском Технологическом Институте, а первым и основным производителем оборудования стала компания Z Corporation . Её 3D принтеры относительно недороги (цены от 10 до 30K$) и работают существенно быстрее вышеописанных устройств. Суть технологии такова - специальная струйная головка (кстати, адаптированная из струйных принтеров Hewlett-Packard) набрызгивает на порошковый материал клеящее вещество. В качестве порошка используется обычный гипс или крахмал. В "забрызганных" местах порошок склеивается и формирует модель. Печать, как и в предыдущих случаях, идет послойно, а лишний порошок в конце стряхивается. Однако есть и существенная разница - этот принтер может использовать клеящую жидкость с добавление пигментных красителей - а значит, печатать цветные модели. В цветном принтере от Z Corporation установлены 4 струйные головки с чернилами-клеем основных цветов, так что полученная модель может воспроизводить не только форму, но и окраску (то есть, текстуру) своего виртуального прототипа. Правда, гипсовые модели получаются не очень то прочными, но зато их сразу можно использовать в качестве форм для литья. А что касается детализации "отпечатка", то достаточно посмотреть на приведенные фотографии, чтобы ее оценить.
Кстати, интересный вариант вышеописанной порошковой струйной печати разрабатывает компания ProMetal. Ее фирменный производственный процесс под названием Direct Metal Process работает абсолютно аналогично. Только вместо гипсового порошка применятся порошок металлический. Далее сформованное изделие обжигается в печи, так что порошок либо сплавляется сам, либо связывается более легкоплавким металлом (как и при лазерном спекании металлических порошков). Вот и еще один метод непосредственного производства при помощи трехмерной печати.

Деталь, изготовленная из металла по технологии ProMetal
А между тем, дальнейшие разработки в этой области идут полным ходом, так что постоянно можно ожидать чего-нибудь нового и неожиданного. Вот, например, группа ученых из Калифорнийского университета в Беркли разрабатывает технологию трехмерной печати, которая позволила бы одновременно создавать и форму, и содержание. Под содержанием здесь подразумевается ни много, ни мало - электронная начинка. Скажем, принтер печатает корпус мобильного телефона из пластика и одновременно печатает внутри всю электронику. В принципе, уже существуют способы печати пластиковых полупроводниковых устройств и соединяющих их проводов. Осталось только скомбинировать их с существующими технологиями 3D-принтеров и готов революционный прорыв в современном производстве. Нет, конечно, это непростая задача, но решить ее вполне возможно.
Или, вот, например, разработки Университета Миссури, позволяющие при помощи струйника выводить на печать своеобразные заготовки биологических органов. В качестве чернил при этом используются сгустки клеток заданного типа. Вместо "бумаги" выступает специальный био-гель, который фиксирует положение клеточных сгустков в пространстве. Печать производится в несколько слоев, так что в результате получается объемная конструкция из клеток, которая, в принципе, может имитировать любой орган (после вырастания клеток гель растворяется, так что возможно получение полых структур). Конечно, печать полноценного органа для пересадки пока представляется слишком сложной задачей, но работа идет.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Несмотря на то, что первой технологией аддитивного производства, примененной для создания металлических трехмерных прототипов, стал метод экструзионного послойного наплавления (FDM), наибольшую популярность при производстве металлических деталей завоевали технологии лазерного и электронно-лучевого спекания и плавки. Данные методы весьма схожи – настолько, что даже в профессиональных кругах иногда возникает определенная путаница. И все же, попробуем разобраться в терминах, а также рассмотрим возможности данных технологий – существующие и потенциальные.
Технологии лазерного спекания и лазерной плавки (SLS, DMLS и SLM)
Образец металлической детали турбины, созданной с помощью устройства
3D System ProX 200 методом прямого лазерного спекания
Ведущей компанией в сфере печати лазерным спеканием и плавкой можно считать 3D Systems – промышленного гиганта, в 2013 году прибравшего к рукам компанию-разработчика SLS-технологий Phenix Systems.
Технология электронно-лучевой плавки (EBM)
Фактически, EBM основана на том же принципе, что и технология лазерной плавки, за исключением использования электронных пучков высокой мощности вместо лазерных лучей.
Стоит выделить преимущества данной технологии над лазерной плавкой:
Конструкция оптических зеркал и лазерных линз требует использования дорогих материалов: в зависимости от мощности лазера, поверхность зеркал покрывается серебром или золотом, а линзы могут быть германиевыми или даже алмазными. В случае же с EBM используются относительно недорогие материалы для производства электромагнитных компонентов.
Кроме того, отсутствие необходимости манипулировать физическими объектами позволяет добиться более высокой скорости отклонения пучка, что вкупе с повышением энергии позволяет добиться более высокой производительности.
Наконец, электронный пучок подлежит рассеиванию при необходимости, что позволяет подогревать расходный материал без использования дополнительных нагревательных элементов, характерных для лазерных систем. Подогрев материала необходим для достижения более высокой плотности моделей и облегчения спекания или плавки.
В целом, электронно-лучевая плавка несколько более сложна, чем лазерная, но обладает более высоким производственным потенциалом. Компания Arcam добилась широкого успеха среди производителей ортопедических имплантатов и авиационных деталей. Ортопедические имплантаты, изготовленные методом EBM, привлекательны не только прочностью, легкостью и износоустойчивостью используемых титановых сплавов, но и возможностью создания полых или пористых металлических структур. Подобная архитектура напоминает строение костной ткани и способствует остеоинтеграции, то есть сращиванию костных тканей с имплантатом аналогично натуральному физиологическому процессу. Что же касается авиационной и нефтегазовой промышленности, электронно-лучевая плавка позволяет создавать жаростойкие форсунки и лопатки газовых турбин, включая реактивные двигатели. Кроме того, метод успешно используется для создания несущих титановых элементов крыла.
Arcam A2X – новейший промышленный принтер для печати по металлу,
созданный для нужд аэрокосмической отрасли
Аддитивное производство привлекло внимание и космической отрасли, включая НАСА. В первую очередь это касается разработки систем космических аппаратов и ракет-носителей. Ярким примером можно считать использование технологий лазерной и электронно-лучевой плавки для создания элементов ракетных двигателей: камер сгорания и форсунок со стойкостью к температурам свыше 3000°С. Высокое давление и температура требуют использования тугоплавких и прочных материалов – таких, как титан. Проблема заключается в том, что детали могут иметь весьма сложную геометрическую форму, делающую изготовление цельных образцов методом литья или механической обработки невозможным или исключительно дорогостоящим. Как следствие, детали приходится изготовлять из нескольких составных частей, подлежащих сварке в единое целое. Именно сварочные швы, как правило, оказываются слабым звеном за счет нарушения однородности структуры материала или оксидации при сварке.
Топливная форсунка реактивного двигателя производства компании
General Electric Aviation, выполненная методом аддитивного производства
Аддитивное производство же не ограничено геометрической сложностью изготовляемых деталей – практически любая форма может быть выполнена без необходимости последующей сборки или сварки. Единственным реальным ограничением является размер рабочей камеры печатающего устройства. В то же время, конструктивных ограничений по размеру рабочей камеры не существует. Вопрос лишь в спросе на технологию, ведь такого рода устройства весьма дороги, а чем больше, тем дороже. Тем не менее, китайская компания Nanfang Ventilator Co., Ltd уже берется за создание промышленных печатных устройств аддитивного производства крупногабаритных металлических деталей – вплоть до шести метров в длину и весом до 300 тонн!
Производство произвольных форм электронно-лучевой плавкой (EBFȝ)
Но при всех достоинствах традиционной лазерной и электронно-лучевой плавки, амбиции НАСА привели к тому, что даже эти новаторские технологии оказалась недостаточны. Дело в том, что инженеры НАСА предложили рассмотреть возможность применения аддитивного производства на орбите. С точки зрения снабжения, идея абсолютна логична. Зачем везти с собой набор запасных деталей или ждать доставки с Земли при экстренной ситуации, когда те же детали можно произвести на орбите?
И здесь НАСА столкнулась с серьезной проблемой: как мы уже выяснили, традиционный метод электронно-лучевой плавки подразумевает использование порошкообразного расходного материала, и не только для создания самой детали, но и использования в качестве поддерживающих слоев при печати деталей сложной формы. Но как удержать порошок на месте в условиях невесомости? Слои наносимого материала должны плотно прилегать к уже изготовленной части детали, что невозможно гарантировать механическим воздействием. Использование магнитных полей теоретически возможно, но технологически сложно, неприменимо в случае с электронно-лучевой плавкой ввиду воздействия на сами электронные пучки, да и не все материалы обладают необходимыми магнитными свойствами.
Кроме возможности функционирования в условиях невесомости, технология EBFȝ обладает еще одним важным преимуществом над своими предшественниками – возможность одновременной печати разными материалами. Использование нескольких экструдеров может даже позволить создавать электронные и электромеханические компоненты благодаря попеременной печати керамических/пластиковых и металлических слоев. В случае успеха, разработчики невольно приведут к логическому завершению программу RepRap – проект создания устройств, способных воспроизводить самих себя. Практической же целью проекта является возможность производства всех необходимых устройств в открытом космосе или даже на поверхности других планет, используя только местные материалы. В частности, аддитивное производство может стать ключевым фактором в создании постоянных колоний на Луне и Марсе.
Будущее аддитивного производства с использованием металлов
А каковы перспективы аддитивного производства с использованием металла на Земле? Несомненно, отрасль будет развиваться. В последнее время данные технологии привлекают внимание промышленных гигантов – таких, как Boeing, General Electric, Lockheed Martin, Mitsubishi, General Motors. Экономичность и практичность – два качества, которые не могут быть не оценены по достоинству. В некоторых случаях использование технологий спекания и плавки уже достигает больших масштабов: по словам представителей компании Arcam, произведенные ими устройства были использованы для создания более 30000 титановых имплантатов для реконструкции тазобедренных суставов. И это всего лишь начало.
Более того, печать электронных и электромеханических компонентов фактически ограничит возможности пользователей их собственной фантазией, а заодно создаст сущий кошмар для производителей по всему миру. Если соблюдение авторских прав уже становится проблемой, то полноценная печать с комбинированным использованием пластиков и металлов может теоретически позволить создание почти любого устройства. Конечно же, такой уровень останется недостижимым еще долгое время, и не только потому, что сама технология 3D-принтеров, печатающих металлом, достаточно малоразвита, но и ввиду недоступности определенных материалов: мало кто сможет достать порошкообразный германий для производства трансивера сотового телефона.
С другой стороны, пластика и стали вполне хватит для создания полноценного огнестрельного оружия, тем более что компания Solid Concepts уже создала прецедент в виде металлической реплики пистолета Colt M1911, а Пентагон рассматривает возможность печати оружия на кораблях экспедиционных групп, вместо дорогостоящей доставки к театру действий из США. США и Великобритания уже приняли законодательные меры по запрету нелицензионного производства оружия с помощью 3D-печати. Как сильно соображения безопасности повлияют на развитие бытового применения технологии аддитивного производства, покажет лишь время.
Компьютерные технологии все больше срастаются с реальной жизнью. Однако грань между реальной реальностью и реальностью так сказать, компьютерной или виртуальной остается. Перенести предмет из одной плоскости в другую не так просто. Конечно, если речь идет о тексте, картинках и прочих двухмерных вещах - то принтеры и сканеры уже давно сделали такой обмен делом несложным и совершенно обыденным. Однако в случае с трехмерными физическими объектами все намного сложнее.
Даже технологии, которые позволяют увидеть трехмерную компьютерную модель в реальном объеме нельзя назвать сильно распространенными (хотя они уже и находятся на уровне пользовательских и по цене, и по доступности). Что касается возможности такую модель пощупать и с ней повзаимодействовать, то тут пока даже речи не идет о домашнем или любительском использовании.
А про технологии, позволяющие воспроизвести модель в реальном материале, думаю, большинство читателей даже не задумывались. В лучшем случае, что-то слышали краем уха. Именно таким технологиям и будет посвящена эта статья. Так сказать, для общего развития.
Начнем с вопроса, зачем это нужно? Зачем нужно брать трехмерную модель чего-то и делать из нее реальный предмет? Оказывается, применений хватает. Первое, и самое основное, в индустрии - в основном для быстрого изготовления прототипов - чтобы посмотреть, как модель будет выглядеть в материале. По словам представителя авиакосмической компании Pratt & Whitney "стоимость разработки сложного продукта может очень сильно снизиться, если предложить инженерами вместо десятков чертежей посмотреть на реальную деталь".
Кроме того, на готовой модели можно проводить различные тесты еще до того, как будет готов окончательный вариант изделия. Более того, прототипы позволяют проводить такие тесты, которые на готовом изделии и не проведешь. Например, Porsche использовала прозрачную пластиковую модель трансмиссии 911 GTI для изучения тока масла в процессе ее разработки. Однако главное, такую модель можно сделать очень быстро - а в наше время высоких скоростей это очень важно. Собственно, существует целая индустрия быстрого прототипирования (Rapid Prototyping -- RP), которая как раз и занимается разработкой и использований технологий объемной печати для этих целей.
Однако, прототипы - это еще не все. Следующая ступень - быстрое производство. Уже сейчас некоторые технологии RP позволяют изготовлять готовые предметы из различных материалов. Это идеальное решение для малосерийного производства, поскольку стандартный техпроцесс дает возможность сделать что угодно (в разумных пределах, конечно) за относительно небольшое время. Опять же, некоторые из технологий трехмерной печати позволяют быстро изготовлять формы для литья - ну а дальше производственный процесс уже накатан. Правда, цены и доступность (равно, как и выбор материалов) пока оставляют желать лучшего.
Но в перспективе, кто откажется от возможности быстро сделать какую-нибудь нужную мелочь в домашних условиях, вместо того чтобы искать ее по магазинам или заказывать за бутылку знакомому слесарю дяде Васе. Собственно, тут можно провести прямую аналогию с системами на FPGA (то бишь, на программируемой логике), совершившими настоящую революцию (хотя может для неспециалистов и незаметную) в электронике. Технология FPGA позволяет описывать электронные схемы на компьютере, а затем быстренько реализовывать все описанное в стандартной микросхеме. Тот же быстрый прототайпинг, но для электроники. Причем, если раньше все это было достаточно дорого и сложно, то теперь, при желании, можно изготовить все что угодно - микропроцессор, DSP, микроконтроллер - практически в домашних условиях. Объемная печать позволит, в перспективе, сделать то же самое с обычным производством. Однако, пора переходить от романтических мечтаний к суровой правде жизни и тому, что представляет собой 3D печать сейчас.
1 . Микростанки
Наиболее простые, дешевые и доступные устройства, претендующие на звание 3D-принтера, к принтерам на самом деле отношения почти никакого не имеют. Речь идет о станках с программным управлением. Впрочем, если вы представили себе какого-нибудь токарно-винторезного монстра размером с полкомнаты (сразу вспоминаются уроков труда или УПК) - то это зря. Речь идет об очень компактных настольных станочках, которые получили название desktop CNC machines (CNC значит computer numerically controlled, или, по-русски, станок с числовым программным управлением). Эти устройства могут управляться непосредственно из CAD программ и вырезать, выпиливать и высверливать в материале модели, которые в этих программах разрабатываются. Материалы могут быть почти любые - от пластика или дерева до мягких металлов (бронза, алюминий). К примеру, приведенный на картинке сверлильно-фрезерный станок (это называется CNC milling machine) MicroMill 2000 Desktop Machining System от MicroProto подключается к компьютеру вместо принтера, может обрабатывать объем 23x14x15 см и способен позиционировать инструмент с точностью до сотых долей миллиметра. Обрабатывает алюминий и даже мягкие стали. Стоит эта замечательная штука чуть меньше 2000$.

Настольный многофункциональный станок, подключается вместо принтера
Другой пример подобных устройств - линейка станков MDX от компании Roland . Старшие модели предназначены для полупромышленного использования и стоят, соответственно, в районе 20K$. А вот станок MDX-15 оценивается примерно в 3000$ и его уже вполне можно отнести к категории любительской и даже домашней техники. MDX-15 тоже позволяет обрабатывать различные материалы вплоть до алюминия и бронзы, имеет размер рабочей зоны 15x10x6 см и точность порядка сотых долей миллиметра. К компьютеру подключается через последовательный порт. Кстати, Roland поставляет к своим станкам специальную пьезоэлектрическую сканирующую головку, которая позволяет делать обратное преобразование - переводить реальные предметы в компьютерные трехмерные модели.
2. Лазерная печать
А теперь перейдем к настоящим объемным принтерам. В них используются несколько различных технологий. Исторически, первой было разработана так называемая стереолитография (StereoLithography или SLA). Принцип был изобретен и запатентован Чарльзом Халлом (Charles Hull) еще в 1986 году. Затем Халл основал компанию 3D Systems, которая занималась выпуском соответствующего оборудования. Позже к ней присоединились немецкая EOS GmbH, японские Sony-DMEC и Mitsui Engineering, а также несколько других. Суть стереолитографии в следующем - в рабочей зоне принтера находится жидкий фотополимер. При освещении ультрафиолетовым светом фотополимер затвердевает и превращается в достаточно прочный пластик (фотополимеры активно используются дантистами для пломбирования, так что, думаю, многие из читателей с ними знакомы). Для засветки полимера используется либо ультрафиолетовый лазер, либо обычная ультрафиолетовая лампа (о чем чуть позже). Луч лазера фактически попиксельно сканирует рабочую плоскость и формирует отдельные твердые "пиксели", пока не нарисует на пластике сечение модели. Затем уровень фотополимера повышается (точнее, опускается рабочий стол вместе со сформированной частью модели), и поверх него рисуется следующий слой, пока модель не будет полностью готова. Стереолитография позволяет получить точность "отпечатка" порядка десятых долей миллиметра, хорошо воспроизводит мелкие детали и обеспечивает достаточно ровную поверхность объекта. Эта технология лучше всего обкатана и наиболее широко распространена. Впрочем, не лишена она и недостатков - установки, равно как и расходные материалы, достаточно дороги (цена такого принтера составляет порядка сотен тысяч долларов). К тому же обрабатываемый материал ограничивается только фотополимерами.
Принцип работы SLA-машины
Более скоростной вариант этой технологии первоначально был разработан компанией Cubital Inc. (ныне, судя по всему, покойной). Назывался он Solid Ground Curing или, сокращенно, SGC. В качестве рабочего материала в ней тоже использовался фотополимер, но засветка производилась ультрафиолетовой лампой сразу для всего рабочего слоя. Засветка велась через фотошаблон, который для каждого слоя печатался на стекле по технологии, напоминающей лазерную печать. Обработка всего слоя одновременно вместо попиксельного сканирования лазерным лучом как раз и позволяла достичь достаточно высокой скорости построения объекта. Сейчас систему на похожем принципе предлагает, например, немецкая компания Еnvisiontec . Устройство называется Prefactory (весьма говорящее название) и представляет собой систему быстрого прототипирования для конечного пользователя. Машинка занимает всего 0.3 квадратного метра площади, так что ее можно установить даже в небольшом офисе. Засветка производится при помощи технологии DLP (Digital Light Processing), аналогичной используемым в компьютерных проекционных системах. Разрешение (для одного рабочего слоя) составляет 1280x1024 пикселя при размере пикселя 150 или 90 микрон. Толщина слоев варьируется от 150 до 50 микрон. На Prefactory можно делать прототипы размером около 190x152x230 мм, а скорость печати составляет до 15 мм в час (в высоту). Управляется принтер встроенным компьютером под управлением Linux, а связь с внешним миром идет по Ehternet через локальную сеть. Фактически, посылать задания на Prefactory можно, как на обычный сетевой принтер.
3. Лазерное спекание
Альтернативный метод трехмерной печати называется лазерным спеканием (Selective Laser Sintering - SLS).Тут, как легко догадаться, тоже используется лазер, но в качестве рабочего материала выступает уже не фотополимер, а порошок какого-нибудь относительно легкоплавкого пластика. Пластик в рабочем объеме SLS-машины нагревается почти до температуры плавления, а чтобы он не загорелся и не стал окисляться, в рабочую зону подается азот. Затем мощный лазер опять же рисует по пластиковому порошку сечение детали, пластик нагревается выше температуры плавления и спекается. Сверху насыпается следующий слой и процедура повторяется. В конце работы лишний порошок просто стряхивается с готовой модели. Этот процесс был разработан в конце 80-х годов в Техасском университете в Остине и запатентован в 1989 году выпускником университета Карлом Декардом (Carl Deckard). Затем процесс был коммерциализирован фирмой DTM Corp . Лазерное спекание тоже обеспечивает достаточно высокое качество деталей, хотя поверхность у них получается пористой. Зато полученные методом SLS модели - самые прочные и эту технологию, в принципе, можно использовать для малосерийного производства. Правда, установка SLS достаточно сложная и дорога, а скорость производства составляет всего несколько сантиметров (высоты) в час (плюс, несколько часов на нагревание и остывание установки).
Так работает аппарат лазерного спекания

Так выглядит аппарат SLS и изготовленные в нем детали
Кроме неплохой точности изготовления и высокой прочности полученных "распечаток", SLS обладает еще несколькими важными достоинствами. Во-первых, лазерное спекание позволяет изготовлять модели с подвижными частями - например, с работающими петлевыми соединениями, нажимающимися кнопками и так далее. Во-вторых, для SLS-процесса разработаны специальные материалы, позволяющие напрямую изготавливать металлические детали. В качестве порошка здесь используются микрочастицы стали, покрытые сверху слоем связующего пластика. Спекание пластика происходит как обычно, а затем "отпечатанная" деталь обжигается в печи. При этом пластик выгорает, а освободившиеся поры заполняются бронзой. В результате, получается объект, состоящий на 60% из стали и на остальные 40% и бронзы. По своим механическим характеристикам он превосходит алюминий и приближается к классической нержавеющей стали. Фактически, SLS уже сейчас позволяет производить полноценные металлические предметы, причем произвольной формы. Кроме того, имеется аналогичный материал с керамической или стеклянной сердцевиной - из него можно делать модели, устойчивые к высоким температурам и агрессивным химическим веществам. Если бы только сам процесс не был так дорог…
4. Ламинирование
Еще одна технология объемной печати с использованием лазера - это ламинирование. Разработана она была компанией Helysis и проходила под торговой маркой LOM (Laminated Object Manufacturing). Сама Helysis в 2000 прекратила существование, а на основе ее технологии сейчас разрабатывают свое оборудование несколько других производителей. Суть технологии такова - в машину по очереди заряжаются тонкие листы рабочего материала, из которого затем лазером вырезаются слои будущей модели. После резки слои склеиваются друг с другом. В качестве материала первоначально использовалась специальная бумага со слоем клеящего вещества. Однако таким образом можно также нарезать тонкий пластик, керамику и даже металлическую фольгу.
5. Струйная печать
Выше были описаны, так сказать, системы лазерной трехмерной печати. Впрочем, струйные принтеры не отстают от лазерных и в этой области. Простейший из процессов "струйной" объемной печати - это так называемый Fused Deposition Modeling (FDM). Идея FDM очень проста - раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика (в качестве материала может использоваться практически любой промышленный термопластик). Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта (печать здесь тоже ведется по слоям). Техпроцесс FDM позволяет с достаточно высокой точностью (минимальная толщина слоя 0.12 мм) изготовлять полностью готовые к использованию детали довольно большого размера (до 600 x 600 x 500 мм). Основы этой технологии были разработаны еще 1988 Скоттом Крампом (Scott Crump). Основным производителем оборудования для FDM является компания Stratasys .
Принцип работы FDM-машины
Кстати, NASA рассматривает технологию FDM в качестве кандидата "космическую фабрику". Ведь в космическую экспедицию нельзя взять неограниченное количество запчастей ко всему оборудованию. Да и разместить полноценный механический цех на космическом корабле вряд ли удастся. А вот загрузить пару сотен килограмм исходного пластика и компактную машину, которая сможет сделать из этого пластика любую деталь - запросто.
Другая технология, явно восходящая к струйной печати - это разработка компании Objet Geometries под названием Polyjet. Здесь струйная головка используется для печати фотополимерным пластиком. Модель, как обычно, печатается слой за слоем, причем разрешение в слое составляет 600 x 300 dpi, а толщина слоя может быть доведена всего до 16 микрон. Каждый отпечатанный слой полимеризируется в твердый пластик под действием ультрафиолетовой лампы. В принципе, все это довольно похоже на SLA, но намного быстрее, точнее, проще и компактнее. При этом цена на принтеры Objet находится на уровне 60K$ -- в несколько раз меньше, чем у установок SLA. Аналогичную систему под названием InVison производит и компания 3D Systems, так что отец-основатель стереолитографии тоже не стоит на месте. Ценник на эту машину установлен около 40K$ -- системы быстрого прототипирования в последние годы явно дешевеют.
И еще одна технология "струйной печати", но с использованием порошковых материалов. Разработана она была в знаменитом Массачусетском Технологическом Институте, а первым и основным производителем оборудования стала компания Z Corporation . Её 3D принтеры относительно недороги (цены от 10 до 30K$) и работают существенно быстрее вышеописанных устройств. Суть технологии такова - специальная струйная головка (кстати, адаптированная из струйных принтеров Hewlett-Packard) набрызгивает на порошковый материал клеящее вещество. В качестве порошка используется обычный гипс или крахмал. В "забрызганных" местах порошок склеивается и формирует модель. Печать, как и в предыдущих случаях, идет послойно, а лишний порошок в конце стряхивается. Однако есть и существенная разница - этот принтер может использовать клеящую жидкость с добавление пигментных красителей - а значит, печатать цветные модели. В цветном принтере от Z Corporation установлены 4 струйные головки с чернилами-клеем основных цветов, так что полученная модель может воспроизводить не только форму, но и окраску (то есть, текстуру) своего виртуального прототипа. Правда, гипсовые модели получаются не очень то прочными, но зато их сразу можно использовать в качестве форм для литья. А что касается детализации "отпечатка", то достаточно посмотреть на приведенные фотографии, чтобы ее оценить.
Кстати, интересный вариант вышеописанной порошковой струйной печати разрабатывает компания ProMetal. Ее фирменный производственный процесс под названием Direct Metal Process работает абсолютно аналогично. Только вместо гипсового порошка применятся порошок металлический. Далее сформованное изделие обжигается в печи, так что порошок либо сплавляется сам, либо связывается более легкоплавким металлом (как и при лазерном спекании металлических порошков). Вот и еще один метод непосредственного производства при помощи трехмерной печати.

Деталь, изготовленная из металла по технологии ProMetal
А между тем, дальнейшие разработки в этой области идут полным ходом, так что постоянно можно ожидать чего-нибудь нового и неожиданного. Вот, например, группа ученых из Калифорнийского университета в Беркли разрабатывает технологию трехмерной печати, которая позволила бы одновременно создавать и форму, и содержание. Под содержанием здесь подразумевается ни много, ни мало - электронная начинка. Скажем, принтер печатает корпус мобильного телефона из пластика и одновременно печатает внутри всю электронику. В принципе, уже существуют способы печати пластиковых полупроводниковых устройств и соединяющих их проводов. Осталось только скомбинировать их с существующими технологиями 3D-принтеров и готов революционный прорыв в современном производстве. Нет, конечно, это непростая задача, но решить ее вполне возможно.
Или, вот, например, разработки Университета Миссури, позволяющие при помощи струйника выводить на печать своеобразные заготовки биологических органов. В качестве чернил при этом используются сгустки клеток заданного типа. Вместо "бумаги" выступает специальный био-гель, который фиксирует положение клеточных сгустков в пространстве. Печать производится в несколько слоев, так что в результате получается объемная конструкция из клеток, которая, в принципе, может имитировать любой орган (после вырастания клеток гель растворяется, так что возможно получение полых структур). Конечно, печать полноценного органа для пересадки пока представляется слишком сложной задачей, но работа идет.
Читайте также: