
Управление токарным станком кратко
Обновлено: 04.07.2024
Научиться работать с малогабаритным аппаратом несложно и, если вы будете использовать станок для домашних нужд, не придётся тратить много времени на обучение. Главное — запомните определённые правила, которые помогут правильно и чётко изготавливать детали. Кроме этого не забывайте о правилах безопасности.
Если вы решили использовать токарный станок, первое, чему стоит научиться, — обрабатывать заготовки. Это позволит работать с деталями различной формы и длины, которые установлены между центрами передней и задней бабок. Во время работы заготовка постоянно вращается вокруг своей оси, а режущий элемент также беспрерывно движется.
Обработка заготовок сводится к тому, что при сближении режущего элемента и детали зубцы снимают верхний слой заготовки, который становится стружкой. Она бывает ступенчатой, слитной, надломанной, элементной (все зависит от типа обрабатываемого металла). Если вы хотите научиться работать и сверлить на токарном станке, необходима регулярная практика, которая поможет отточить мастерство.










Приемы работы на токарно-винторезном станке
Дата: 27.01.21
Домашнее задание: изучить тему урока. Записать правила безопасной работы .
— устройство ТВ-6
— управление ТВ-6
— настройка ТВ-6
— установка резцов ТВ-6

Рис. 2. Установка заготовки при помощи поводковой планшайбы: 1 — корпус поводковой планшайбы; 2 — передний центр; 3 — стопорный винт; 4 — хомутик; 5 — заготовка; 6 — задний центр; 7 — стержень; 8 — поводок
При изготовлении некоторых деталей используют установку деталей в двух центрах — переднем 2 и заднем 6 (рис. 2). Передний центр устанавливают в отверстие шпинделя, задний — в пиноль задней бабки. Для передачи на деталь крутящего момента используют специальные поводковые планшайбы 1. Резец 1 (рис. 3) закрепляют в резцедержателе ключом 4 с помощью винтов 5. Резец должен выступать из резцедержателя на одну-полторы высоты резца. С помощью подкладок 6 под резец 1 добиваются того, чтобы вершина резца была расположена на уровне оси шпинделя, т. е. на уровне заднего центра 2.
Рис. 3. Установка токарного резца в резцедержателе: 1 — резец; 2 — задний центр; 3 — пиноль задней бабки; 4 — ключ; 5 — винты крепления резца; 6 — подкладка под резец
Настройка станка — это установка необходимой частоты вращения шпинделя и скорости перемещения суппорта (подачи). Для каждого конкретного способа обработки устанавливают наиболее выгодные параметры режима резания: скорость резания, глубину резания и подачу. Скорость резания (V м/мин) — это путь, который проходят наиболее удаленные от центра точки обрабатываемой заготовки за единицу времени при ее вращении. Глубина резания (t, мм) при наружном точении — это толщина слоя металла, которая срезается за один рабочий ход резца: t = (D — d) : 2, где D — диаметр обрабатываемой поверхности, d — диаметр обработанной поверхности. Подача (S, мм/об) — это величина перемещения режущей кромки резца в направлении движения подачи за один оборот заготовки (рис. 4).

Рис. 4. Глубина резания и подача при наружном точении
Станок ТВ-6 настраивают при помощи рукояток, которые прикреплены к станку. Правила безопасной работы 1. Не включать станок без разрешения учителя. 2. Работать на станке можно только в спецодежде и в защитных очках. 3. Работать только при опущенных защитных кожухах, закрывающих патрон и суппорт. 4. Не передавать и не брать предметы через движущиеся части станка. 5. Во время работы не наклонять голову близко к вращающемуся патрону. 6. Не опираться на станок, не класть на него инструменты и заготовки. 7. Не отходить от включенного станка. Новые слова и понятия Управление станком, наладка и настройка станка, трехкулачковый патрон, поводковая планшайба, параметры режима резания: скорость и глубина резания, подача. Проверяем свои знания 1. Что такое управление станком? 2. Как осуществляют наладку станка? 3. Как правильно установить заготовку в трехкулачковый патрон?
Приемы работы на токарно-винторезном станке
Одна из наиболее распространенных токарных работ — это обработка наружных цилиндрических поверхностей
. Ее выполняют проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7…12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на глубину резания, равную 0,025 мм (т. е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба α подачи резца определяют по формуле: αпоперечное = (D — d): 0,05, где D — диаметр заготовки, d — диаметр детали.
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезание торца заготовки
. Для этого применяют различные резцы.
При подрезании торца проходным
(рис. 1, а, б, в)
или подрезным (рис. 1, г)
резцом его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1…2 мм влево (т. е. устанавливают глубину резания 1…2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1…2 мм или любую другую величину можно с помощью лимба продольной подачи. Цена деления этого лимба — 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: αпродольное = l: 0,5, где i — необходимая длина перемещения каретки.

Рис. 1. Подрезание торцов проходными (а, б, в) и подрезным резцами
Если на торце детали есть отверстие, то подрезку торца можно проводить от центра детали при подаче резца на себя (рис. 1, в).
При обработке небольших уступов
обтачивание и подрезание выполняют
одним упорным
резцом.
Прорезание наружных канавок
выполняют
прорезными (канавочными) резцами
. При этом скорость резания устанавливают в четыре-пять раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок
действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2…3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла переходит в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты. Эти брикеты вместе с металлоломом используют при выплавке стали и других металлов и сплавов.
Правила безопасной работы
1. Измерить размеры детали, убирать стружку, чистить и смазывать станок можно только после его полного отключения.
2. Стружку нужно убирать только при помощи крючка и щетки.
1. При получении нужного диаметра обточите заготовку по всей длине с ручной или механической подачей резца. Отведите резец от обрабатываемой поверхности на себя и вправо в исходное положение.
Проверяем свои знания
1. Перечислите правила безопасной работы на токарно-винторезном станке ТВ-б.
2. На сколько изменится диаметр заготовки, если глубину резания установить поворотом лимба на 10 делений?
3. Почему обтачивать заготовку нужно непрерывным перемещением резца без остановок?
Как отцентровать токарный станок
Сегодня мастера используют различные методы центрования. Один из вариантов — центрование кернером. При помощи молотка удаётся сделать углубление, которое служит центром. Однако, такой метод считается не очень правильным.
Другой вариант — проделывание отверстия при помощи ручной или электрической дрели. Метод очень востребован при работе с крупными деталями. Но и этот вариант является несовершенным и чаще всего используется, если нужно сделать предварительную центровку.
Наиболее совершенный вариант — центрование на горизонтально-сверлильных станках.
Нестандартные ситуации
Если при токарных работах по дереву или металлу появилось электрическое напряжение на металлических частях, ощущается вибрация, исчезла одна фаза, чувствуется запах дыма или возникла какая-нибудь другая опасная или нестандартная ситуация угрожающая выходом из строя оборудования или угрожающая здоровью людей, необходимо выключить станок и сообщить мастеру.
При возникновении пожара необходимо прекратить работы и приступить к тушению с помощью спецсредств.
В случае исчезновения освещения, необходимо оставаться на рабочем месте до возобновления подачи электричества.
Только строгое соблюдение правил техники безопасности при токарных работах не будет подвергать опасности жизнь и здоровье людей.
Как проверить токарный станок
Если вам необходимо убедиться в геометрической, технологической точности аппарата, следует проверить такие параметры:
- отсутствие люфта — для более точного перемещения двигающихся частей станка;
- насколько корректно расположены части аппарата, на которых будет располагаться заготовка.
Для проведения проверки используются различные инструменты:
- уровень;
- контрольная линейка;
- угольник;
- пазовая гайка;
- державка с индикатором.
Отделка заготовки
Данный метод используется для обработки элементов цилиндрической формы разнообразной длины, зафиксированной между центрами задней и передней бабок. Соответственно, вы имеете возможность изготовить любые детали: от стоек перил и ножек стола до крохотных шахматных фигурок. В особенности у искусных мастеров получается изготовление и обтачивание бильярдных киев.
Первый этап работы состоит в определении расположения оси заготовки из дерева, чтобы зажать ее между центром задней бабки и поводковым центром.
Второй этап заключается в том, чтобы изготовить заготовку (из обрезки полена или бруска дерева квадратного сечения). Это может производиться в режиме 1000−1500 оборотов в минуту. В этом случае стружка должна сниматься справа налево посредством желобчатой вогнутой широкой стамески для предварительной обработки рейера. Если заготовка длинноватая, то черновая обработка осуществляется в несколько шагов; подручник при этом придвигается к детали по мере ее отделки, не меняя положения по высоте.
При точении деталей бывают инструменты различной формы для обработки фасонной поверхности:
- крючок,
- полукруглый резец,
- плоская стамеска,
- скошенная стамеска (или в народе — косяк),
- желобчатая стамеска и др.
В зависимости от разновидности применяемого инструмента и стадии рабочего процесса необходимо время от времени приближать подручник к заготовке. По окончании процесса, когда деталь будет уже готова, осуществляется финальная отделка:
- полирование,
- тонирование,
- шлифование,
- вощение и проч.
Последние штрихи происходят, когда подручник уже снят.
Принцип токарной обработки
Основы токарной работы заключаются в срезании с металлической заготовки тонкого слоя металла до получения требуемой формы детали и шероховатости ее поверхности. Выполняются эти работы на специальном токарном оборудовании с применением различных режущих инструментов.
Токарная обработка металла подобна процессу расклинивания его приповерхностного слоя посредством острой кромки рабочего инструмента. Под воздействием механического усилия кромка врезается в заготовку, снимая тонкий слой металла и превращая его в стружку. Слой металла заготовки, срезаемый в процессе токарной обработки, называется припуском.
Чтобы обеспечить требуемое качество токарных работ следует обеспечить непрерывность и высокую скорость резки металла заготовки. Для каждого металла есть своя скорость резки, ее величина указана в таблице.
| Металл | Скорость резки, м/мин |
| Алюминий | 250 |
| Латунь | 100 |
| Бронза | 75 |
| Мягкие виды стали | 50 |
| Серый чугун | 25 |
| Твердые виды стали | 25 |
Форма будущей детали формируется за счет относительного движения инструмента и заготовки, а также геометрии кромки используемого инструмента. Режущий инструмент может совершать поступательное движение поперек/вдоль изделия, а также под постоянным/меняющимся углом.
Эта статья посвящена правилам и технике управления токарным станком . От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле , следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
-
Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать) ;


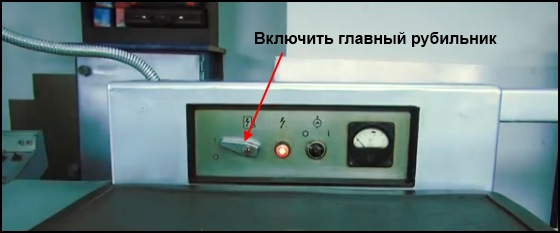
Выполнив допусковой контроль : включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.
Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.
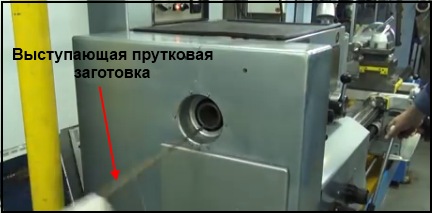
Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.


Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.

Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками , которые применяются в зависимости от выполняемой работы на токарном станке.

Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачудля коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке :
- Проверка конусов пиноли и инструмента на отсутствие загрязнений ;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности ;
- Сталкивания вращающихся элементов с элементами суппорта ;
- Проворот детали в патроне ;
- Вырыв детали из зажимных приспособлений токарного станка ;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
Управление станком — это выполнение действий, которые обеспечивают процесс резания, т. е. вращение заготовки и перемещение резца. Однако прежде чем приступить к управлению станком, его надо наладить и настроить.
Наладка станка заключается в закреплении заготовки и инструмента. Для закрепления заготовок применяют трехкулачковый патрон (рис. 68) или поводковую планшайбу с центрами (рис. 69).

Рис. 68. Установка заготовок в трехкулачковый патрон: 1 — заготовка; 2 — корпус патрона; 3 — планшайба; 4 — ключ; 5 — отверстие под ключ; 6 — кулачки
Заготовку 1 помещают в патрон на глубину не менее 20. 25 мм и сжимают кулачками 6 при помощи ключа 4. Заготовка не должна выступать из патрона на величину свыше пяти ее диаметров. Более длинные заготовки поддерживают задним центром, который устанавливают в заранее выполненное в торце детали центровое отверстие. В противном случае под воздействием силы резания заготовка будет сильно изгибаться, что может привести к некачественной обработке и поломке инструмента.

Рис. 69. Установка заготовки при помощи поводковой планшайбы: 1 — корпус поводковой планшайбы; 2 — передний центр; 3 — стопорный винт; 4 — хомутик; 5 — заготовка; 6 — задний центр; 7 — стержень; 8 — поводок
При изготовлении некоторых деталей используют установку деталей в двух центрах — переднем 2 и заднем 6 (рис. 69). Передний центр устанавливают в отверстие шпинделя, задний — в пиноль задней бабки. Для передачи на деталь крутящего момента используют специальные поводковые планшайбы 1.
Резец 1 (рис. 70) закрепляют в резцедержателе ключом 4 с помощью винтов 5. Резец должен выступать из резцедержателя на одну-полторы высоты резца. С помощью подкладок 6 под резец 1 добиваются того, чтобы вершина резца была расположена на уровне оси шпинделя, т. е. на уровне заднего центра 2.

Рис. 70. Установка токарного резца в резцедержателе: 1 — резец; 2 — задний центр; 3 — пиноль задней бабки; 4 — ключ; 5 — винты крепления резца; 6 — подкладка под резец
Настройка станка — это установка необходимой частоты вращения шпинделя и скорости перемещения суппорта (подачи). Для каждого конкретного способа обработки устанавливают наиболее выгодные параметры режима резания: скорость резания, глубину резания и подачу.
Скорость резания (V м/мин) — это путь, который проходят наиболее удаленные от центра точки обрабатываемой заготовки за единицу времени при ее вращении. Глубина резания (t, мм) при наружном точении — это толщина слоя металла, которая срезается за один рабочий ход резца: t = (D - d) : 2, где D — диаметр обрабатываемой поверхности, d — диаметр обработанной поверхности. Подача (S, мм/об) — это величина перемещения режущей кромки резца в направлении движения подачи за один оборот заготовки (рис. 71).

Рис. 71. Глубина резания и подача при наружном точении
Станок ТВ-6 настраивают при помощи рукояток 1 — 5 (см. рис. 64) по таблицам, которые прикреплены к станку.
- Не включать станок без разрешения учителя.
- Работать на станке можно только в спецодежде и в защитных очках.
- Работать только при опущенных защитных кожухах, закрывающих патрон и суппорт.
- Не передавать и не брать предметы через движущиеся части станка.
- Во время работы не наклонять голову близко к вращающемуся патрону.
- Не опираться на станок, не класть на него инструменты и заготовки.
- Не отходить от включенного станка.
Практическая работа № 20
Управление токарно-винторезным станком ТВ-6
Новые слова и понятия
Управление станком, наладка и настройка станка, трехкулачковый патрон, поводковая планшайба, параметры режима резания: скорость и глубина резания, подача.
Значительную долю станочного парка составляют станки токарной группы, которая включает в себя девять типов различающихся по назначению, компоновке, степени автоматизации и другим признакам.
Токарные станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей, типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Применение дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий) значительно расширяет технологические возможности станков данной группы.
Токарные станки могут иметь горизонтальную или вертикальную компоновку в зависимости от расположения шпинделя.
Основные параметры токарных станков — наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами. Важным параметром станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства. Конструктивная компоновка станков практически однотипна.
Общий вид станка приведен на рисунок 1. Все механизмы станка монтируют на станине 1. В передней (шпиндельной) бабке 18 устанавливают коробку скоростей, шпиндель и другие элементы. Коробка подач 9 передает движение от шпинделя к суппорту (на рисунке шпинделя не видно, так как на нем навинчен патрон 24). Суппорт включает в себя поперечные салазки 8 и верхние салазки 31, которые размещены на каретке суппорта, перемещающейся по направляющим 4станины. В фартуке 4 вращение ходового винта 41 или вала 42 преобразуется в поступательное движение суппорта, несущего на верхних салазках резцедержатель 26. В пиноли задней бабки 36 может быть установлен центр для поддержки обрабатываемой заготовки или стержневой инструмент (сверло, развертка и т.п.) для обработки центрального отверстия в заготовке, закрепленной в патроне.
Основные органы управления (рукоятки и кнопки) универсального токарно-винторезного станка показаны на рисунок 1.
Установка и закрепление на станках заготовок производится в патроне, патроне и заднем центре, в центрах и на оправке.
Патроны предназначены для закрепления заготовок, которые могут выступать из него на длину, равную двум-трем их диаметрам. Более длинные заготовки устанавливают в патроне и заднем центре. Поддержка заготовки задним центром необходима и при тяжелых обдирочных работах. Установку в центрах используют для длинных заготовок типа валов в тех случаях, когда необходимо обеспечить соосность нескольких обрабатываемых наружных поверхностей с минимальными отклонениями, а также при обработке заготовок последовательно на различных станках с установкой на одни и те же технологические базы. Оправки применяют при обработке наружной поверхности заготовки при наличии в ней предварительно обработанного отверстия.
Устройство задней бабки. В корпусе 1 при вращении винта 5 маховиком 7 перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или осевой инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта.
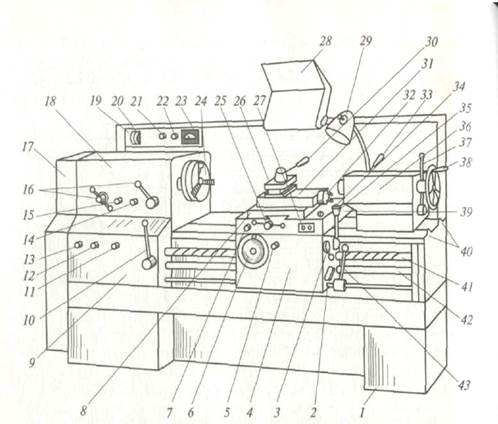 |
1 — станина; 2 — рукоятка включения и выключения подачи; 3 — рукоятки включения и выключения маточной гайки; 4 - фартук; 5 — рукоятка размыкания реечного колеса с рейкой; 6 — маховик ручного перемещения каретки; 7 — кнопка золотника смазки направляющих каретки и салазок суппорта; 8 — поперечные салазки суппорта; 9 — коробка подач; 10, 43 — рукоятки управления фрикционной муфтой в коробке скоростей (реверсируют врашетк шпинделя), сблокированы между собой; // — рукоятка установки шага резьбы и отключения коробки подач при нарезании резьбы напрямую; 12 — рукоятка установки подачи и типа нарезаемой резьбы; 13 - рукоятка настройки величины подачи и шага резьбы; 14 — рукоятка настройки станка на нарезание правой и левой резьб; 15 — рукоятка установки нормального или увеличенного шага резьбы; 16 — рукоятки изменения частоты вращения шпинделя; 17 — кожух ременной передачи главного привода; 18 — передняя бабка (с коробкой скоростей); 19 — электрический пульт; 20 — выключатель вводный автоматический; 21 — сигнальная лампа; 22 — выключатель подачи насоса охлаждающей жидкости; 23 — указатель нагрузки станка; 24 — патрон; 25 — рукоятка ручного перемещения поперечных салазок; 26 — резцедержатель; 27 — кнопочная станция включения и выключения электродвигателя главного привода; 28 — защитный щиток; 29 — выключатель местного освещения; 30 — рукоятка поворота и зажима резцедержателя; 31 — верхние салазки; 32 — рукоятка ручного перемещения верхних салазок суппорта; 33 — рукоятка зажима пиноли задней бабки; 34 — кнопка включения электродвигателя привода ускоренного перемещения каретки и поперечных салазок суппорта; 35 — рукоятка изменения направления перемещения каретки и поперечных салазок суппорта; 36— задняя бабка; 37 — рукоятка закрепления задней бабки к станине; 38 — маховик ручного перемещения пиноли задней бабки; 39 — каретка суппорта; 40 — направляющие станины; 41 — ходовой винта; 42-- ходовой вал

Рисунок 1 - Универсальный токарно-винторезный станок
В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
При обработке заготовок длинных нежестких валов с соотношением длины к диаметру (L/D) > 15 для предотвращения их прогиба под действием сил резания, инерционных сил и сил тяжести используют неподвижные и подвижные люнеты.
Неподвижный люнет монтируется на направляющие станины с закреплением сухарем и гайкой. Заготовка устанавливается между кулачками, перемещаемыми от винтов стойки. Перед установкой верхнего кулачка необходимо открепить винт и отвести крышку относительно оси. После выставления кулачков их требуется зафиксировать винтами.
Подвижный люнет монтируется на суппорте станка с закреплением стойки винтами. Люнет имеет два кулачка, регулируемых винтами. В процессе обработки подвижный люнет перемещается вместе с резцом, что позволяет расположить кулачки люнета в непосредственной близости от зоны резания и тем самым почти исключить прогиб заготовки.
Значительную долю станочного парка составляют станки токарной группы, которая включает в себя девять типов различающихся по назначению, компоновке, степени автоматизации и другим признакам.
Токарные станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей, типа тел вращения с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек.
Применение дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий) значительно расширяет технологические возможности станков данной группы.
Токарные станки могут иметь горизонтальную или вертикальную компоновку в зависимости от расположения шпинделя.
Основные параметры токарных станков — наибольший диаметр заготовки, обрабатываемой над станиной, и наибольшее расстояние между центрами. Важным параметром станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и серийного производства. Конструктивная компоновка станков практически однотипна.
Общий вид станка приведен на рисунок 1. Все механизмы станка монтируют на станине 1. В передней (шпиндельной) бабке 18 устанавливают коробку скоростей, шпиндель и другие элементы. Коробка подач 9 передает движение от шпинделя к суппорту (на рисунке шпинделя не видно, так как на нем навинчен патрон 24). Суппорт включает в себя поперечные салазки 8 и верхние салазки 31, которые размещены на каретке суппорта, перемещающейся по направляющим 4станины. В фартуке 4 вращение ходового винта 41 или вала 42 преобразуется в поступательное движение суппорта, несущего на верхних салазках резцедержатель 26. В пиноли задней бабки 36 может быть установлен центр для поддержки обрабатываемой заготовки или стержневой инструмент (сверло, развертка и т.п.) для обработки центрального отверстия в заготовке, закрепленной в патроне.
Основные органы управления (рукоятки и кнопки) универсального токарно-винторезного станка показаны на рисунок 1.
Установка и закрепление на станках заготовок производится в патроне, патроне и заднем центре, в центрах и на оправке.
Патроны предназначены для закрепления заготовок, которые могут выступать из него на длину, равную двум-трем их диаметрам. Более длинные заготовки устанавливают в патроне и заднем центре. Поддержка заготовки задним центром необходима и при тяжелых обдирочных работах. Установку в центрах используют для длинных заготовок типа валов в тех случаях, когда необходимо обеспечить соосность нескольких обрабатываемых наружных поверхностей с минимальными отклонениями, а также при обработке заготовок последовательно на различных станках с установкой на одни и те же технологические базы. Оправки применяют при обработке наружной поверхности заготовки при наличии в ней предварительно обработанного отверстия.
Устройство задней бабки. В корпусе 1 при вращении винта 5 маховиком 7 перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или осевой инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта.
| |
1 — станина; 2 — рукоятка включения и выключения подачи; 3 — рукоятки включения и выключения маточной гайки; 4 - фартук; 5 — рукоятка размыкания реечного колеса с рейкой; 6 — маховик ручного перемещения каретки; 7 — кнопка золотника смазки направляющих каретки и салазок суппорта; 8 — поперечные салазки суппорта; 9 — коробка подач; 10, 43 — рукоятки управления фрикционной муфтой в коробке скоростей (реверсируют врашетк шпинделя), сблокированы между собой; // — рукоятка установки шага резьбы и отключения коробки подач при нарезании резьбы напрямую; 12 — рукоятка установки подачи и типа нарезаемой резьбы; 13 - рукоятка настройки величины подачи и шага резьбы; 14 — рукоятка настройки станка на нарезание правой и левой резьб; 15 — рукоятка установки нормального или увеличенного шага резьбы; 16 — рукоятки изменения частоты вращения шпинделя; 17 — кожух ременной передачи главного привода; 18 — передняя бабка (с коробкой скоростей); 19 — электрический пульт; 20 — выключатель вводный автоматический; 21 — сигнальная лампа; 22 — выключатель подачи насоса охлаждающей жидкости; 23 — указатель нагрузки станка; 24 — патрон; 25 — рукоятка ручного перемещения поперечных салазок; 26 — резцедержатель; 27 — кнопочная станция включения и выключения электродвигателя главного привода; 28 — защитный щиток; 29 — выключатель местного освещения; 30 — рукоятка поворота и зажима резцедержателя; 31 — верхние салазки; 32 — рукоятка ручного перемещения верхних салазок суппорта; 33 — рукоятка зажима пиноли задней бабки; 34 — кнопка включения электродвигателя привода ускоренного перемещения каретки и поперечных салазок суппорта; 35 — рукоятка изменения направления перемещения каретки и поперечных салазок суппорта; 36— задняя бабка; 37 — рукоятка закрепления задней бабки к станине; 38 — маховик ручного перемещения пиноли задней бабки; 39 — каретка суппорта; 40 — направляющие станины; 41 — ходовой винта; 42-- ходовой вал
Рисунок 1 - Универсальный токарно-винторезный станок
В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
При обработке заготовок длинных нежестких валов с соотношением длины к диаметру (L/D) > 15 для предотвращения их прогиба под действием сил резания, инерционных сил и сил тяжести используют неподвижные и подвижные люнеты.
Неподвижный люнет монтируется на направляющие станины с закреплением сухарем и гайкой. Заготовка устанавливается между кулачками, перемещаемыми от винтов стойки. Перед установкой верхнего кулачка необходимо открепить винт и отвести крышку относительно оси. После выставления кулачков их требуется зафиксировать винтами.
Подвижный люнет монтируется на суппорте станка с закреплением стойки винтами. Люнет имеет два кулачка, регулируемых винтами. В процессе обработки подвижный люнет перемещается вместе с резцом, что позволяет расположить кулачки люнета в непосредственной близости от зоны резания и тем самым почти исключить прогиб заготовки.
Читайте также:
- Ефименкова мисаренко организация и методы коррекционной работы логопеда на школьном логопункте
- Содержание нового социального заказа школе показатели и критерии воспитанности школьников
- Взаимодействие логопеда и воспитателя в доу по лексическим темам в младшей группе
- Влияние марксизма на русскую философию кратко
- Зарплата школьного психолога в ростовской области