
Технология производства бесшовных труб кратко
Обновлено: 02.07.2024
Бесшовные трубы изготавливаются из монолитного металла, цельный корпус не имеет швов и других соединений. Это повышает устойчивость к перепадам давления и действиям агрессивных сред, увеличивает стойкость к разрывам.
Главное преимущество этой категории — герметичность, кроме этого исключаются все неблагоприятные факторы, связанные со сварным соединением: остаточные напряжения, микроскопические неровности и наплывы. По бесшовной технологии выпускают толстостенный и тонкостенный трбопрокапрокат: от 0,3 до 75 мм. Для получения равноценных показателей прочности требуется меньшее количества сырья, чем в производстве прямошовных аналогов, следовательно снижается вес конструкций. Изделия с большой толщиной стенки имеют повышенный запас стойкости к механическим воздействиям.
Стальные бесшовные трубы классифицируют по способу производства:
- Горячекатаные;
- Холоднокатаные;
- Цельнотянутые.
- Повышенная устойчивость к внутренним и внешним нагрузкам;
- Снижение металлоемкости;
- Стойкость к коррозии за счет отсутствия микродефектов, присущих сварным швам;
- Абсолютное исключение завоздушивания среды.
- Отличная обрабатываемость при изготовлении гнутых деталей: отводов, змеевиков.
Несмотря на преимущества, применение не всегда оказывается целесообразным. В коммунальных сетях практически отсутствуют нагрузки, которые не может выдержать недорогой электросварной прокат. Затраты на производство являются основной причиной, по которой повсеместное использование ограничивается. Пока ни одна из применяемых технологий не позволяет выпускать изделия с диаметром более 550 мм. Этого не всегда достаточно для обеспечения требований к пропускной способности в магистральных линиях.
Техника безопасносности запрещает использование трубного проката с цельным корпусом для транспорта взрывчатых и пожароопасных веществ.

Виды бесшовных труб
Горячекатаные
Так как производство обычно включает несколько операций, технологический процесс организуют с помощью автоматических линий. Заготовкой для горячекатаной продукции служит слиток. Производственный цикл состоит из следующих этапов:
- Разогрев заготовки в кольцевой печи;
- Прошивка (прокалывание);
- Раскатка гильзы, заготовка принимает цилиндрическую форму;
- Обкатка до параметров трубы;
- Калибровка, редуцирование (когда нужна небольшая толщина стенки);
- Охлаждение;
- Стабилизирующий отжиг.
Структура металла при горячей обработке сохраняет пластичность и ударную вязкость, при эксплуатации такой трубопровод гасит вибрации, выдерживает значительный вес грунта.

Холоднодеформированные
Холоднодеформированный трубопрокат изготовить сложнее. Сталь без нагрева обрабатывается медленнее, циклы раскатки перемежаются со стабилизирующей термообработкой, очисткой, сушкой в специальной камере, нанесением смазок.
Заготовкой служит отцентрованная цилиндрическая форма (гильза). Для раскатки чаще всего используют трехвалковые станы. Валки размещаются с уклоном, от величины угла зависят параметры будущего изделия. Учитывается предел прочности сплава, при котором дальнейшая деформация невозможна без разрывов. Несмотря на то, что технологию называют холодной, от трения сталь разогревается до значительных температур.
При холодной деформации структура металла вытягиваются в направлении приложения усилий, во время термообработки происходит рекристаллизация, зерна измельчаются и строение снова становится однородным. Таким образом, прочность закладывается на молекулярном уровне, при этом число повторяющихся циклов может достигать 17. Технические условия регулируются регламентом ГОСТ P 54159-2010, типоразмеры приведены в ГОСТ 8734-75.
К холоднодеформируемому сортаменту применяют дополнительную классификацию по толщине стенки:
- Особотонкостенные — до 0,5 мм.;
- Тонкостенные — до 1,5 м
- Толстостенные — отношение наружного диаметра к толщине стенки не более 6;
- Особотолстостенные — отношение наружного диаметра к толщине стенки от 6 до 12,5.
Холодным методом производят трубопрокат малого веса и высокой точности, в том числе капиллярные трубки. Готовые полуфабрикаты используют для монтажа трубопроводных систем, контуров теплообменного оборудования, изготовления змеевиков и различных деталей.

Производство холоднодеформированных труб
Цельнотянутые
Цельнотянутые трубы часто путают с остальной бесшовной продукцией, но их нельзя отнести к горячекатаным или холоднокатаным. Специальные болванки нагревают и протягивают через стан, раскатывающие станки не применяются. Изделия отличаются незначительным тепловым удлинением, используются для поставок пара, в авиации, атомной промышленности и других узкоспециальных областях. Учитывая специфическое назначение, для углеродистых сталей сразу предусматривают коррозионно-стойкие покрытия.
Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Способы монтажа и соединения
Монтаж трубопроводов принципиально не отличается от возведения конструкций из прямошовных аналогов. Сварное соединение наиболее надежно и применяется для систем с высоким давлением, при работе с кислотами и щелочами. Для сред низкой агрессивности с температурой до 100 С⁰ допускается крепление на резьбе, но при вибрационных воздействиях возможно самопроизвольное отвинчивание.
- Сварка: выбор метода зависит от технических параметров;
- Резьба: если позволяет толщина металла нарезается производителем или на токарном станке, для герметизации применяют уплотнители.
- Особотонкостенные (до 20 мм) — газовая сварка. Аппараты малой мощности не вызывают перегрева и позволяют выполнить аккуратный шов даже новичку.
- Тонкостенные (от 20 мм) — электросварка встык;
- Толстостенные — электросварка после снятия V-образной фаски.
Для организации разводки применяются приварные и резьбовые фасонные детали, направление изменяют трубогибами. Для инженерных сетей с давлением до 250 кгс/см² можно использовать воротниковые фланцы.
Нередко бесшовные трубы изготавливают из нержавеющих сталей, специальных сплавов и цветных металлов. В таком случае монтаж проводят в соответствии с технической документацией, подбирают способ и режимы сваривания, электроды. При выборе методов сварки учитывают назначение трубопровода: для некоторых систем крайне важна химическая стойкость шва, для других — термостойкость.
Сортамент и классификация стальных бесшовных труб столь обширны, что в них легко запутаться. При этом, чтобы правильно подобрать прокат для конкретных задач производства, необходимо разбираться в основах: знать технологии производства, назначение изделий и ограничения в применении. Иначе бюджет может быть израсходован неэффективно. Тем более что бесшовная труба стоит дороже аналогов со швами из-за более высокой прочности. Об этом и многом другом расскажем в статье.

Производство бесшовных труб – сложный процесс. Но это оправдано их характеристиками
Технологии производства бесшовных труб
Бесшовные трубы производят двумя способами – при помощи горячей прокатки и холодной прокатки. Обе технологии сложны и сопряжены с большими расходами. Это одна из причин, по которой стальные бесшовные трубы стоят достаточно дорого. Изделие не сразу попадает в прокатный стан. В начале требуется создать заготовку. Для холодной и горячей прокатки их изготавливают одинаково. Для этого используют следующие методы:
- Ковку.
- Прессовку.
- Волочение.
- Прокатку.
Далее технологии различаются. Горячая прокатка состоит из следующих этапов:
- Подготовки. Заготовку нагревают до температуры 1180–1200 °С.
- Создания гильзы. При помощи специального грибовидного сверла в осевой части заготовки проделывается крупное отверстие. Теперь изделие становится больше похоже на трубу. После гильза направляется на обкатный стан.
- Собственно прокатки. Здесь внутренняя и внешняя стенки изделия зажимаются между двумя вращающимися валиками. Так подгоняются диаметр и толщина стенок. Чтобы отрегулировать эти параметры до нужных значений, на прокатном стане установлен специальный ограничитель.
Чтобы подогнать бесшовную трубу под сортамент, указанный цикл повторяется несколько раз до достижения идеального результата.
Холоднокатаный прокат отличается особенно гладкой поверхностью. Кроме того, деформирование заготовки здесь происходит без применения высоких температур. Поэтому технология состоит из следующих этапов:
- Обработки. Для холодной прокатки заготовки выбираются с особой тщательностью. Затем их обжигают, протравливают с помощью кислоты. Далее нужно убрать с поверхности следы этих процессов. Для этого заготовку обрабатывают щелочью. И только затем она проходит фосфатирование или омеднение. Это нужно, чтобы повысить прочность.
- Формирования сечения. Стенки трубы зажимаются между двумя вращающимися валиками. Так подгоняется толщина стенок и диаметр. Последний меняют при помощи изменения угла наклона валиков.
- Обжатия. Для него меняется направление движения трубы и валков. Так фиксируются достигнутые параметры изделия.
Этот цикл также полностью повторяется несколько раз до достижения заданных показателей. Если необходимо произвести тонкостенные изделия, заготовку снова протравливают и отжигают.
Назначение бесшовных стальных труб
Бесшовные трубы из-за своей впечатляющей прочности и устойчивости к различным нагрузкам применяются практически во всех отраслях промышленности. Например, они востребованы при добыче полезных ископаемых, в частности, нефти и газа, для транспортировки этих веществ на большие расстояния. Трубы применяются и в конструкции бурильных установок. В угольной промышленности с их помощью выводится лишний пар под давлением. Во всех этих вариантах применяются горячекатаные трубы, отличающиеся высокой прочностью. Во всех областях машиностроения без них также не обойтись. Трубы используются в конструкции самолетов, автомобилей, кораблей, станков, в военной промышленности. Главной причиной широкого использования этого вида металлопроката является беспрецедентная среди аналогов устойчивость к внутреннему давлению.
Для таких трубопроводов выбирают только бесшовные трубы благодаря их прочности
В зависимости от назначения бесшовные стальные трубы делятся на 6 классов:
- 1 класс. Такие трубы рассчитаны на прокладку ирригационных систем, электрических линий, а также транспортировку газообразных смесей и различных жидкостей. Также из такого проката можно собирать ограждения, строительные леса и другие подобные конструкции.
- 2 класс. Это прокат для магистральных трубопроводов, по которым могут идти вода, нефть, газ, твердые тела, топливо и нефтепродукты.
- 3 класс. Такие трубы применяются в средах с высокими нагрузками давления и температур.
- 4 класс. Изделия используются в нефтедобывающей промышленности в качестве вспомогательных элементов, частей бурильных и обсадных конструкций.
- 5 класс. Это трубопрокат, который используется в качестве элементов конструкций мачт, вышек, кранов или опор. Также из таких труб делают части мебели.
- 6 класс. Трубы для различных отраслей машиностроения. Их применяют для изготовления цилиндров, поршней, подшипников. Также из них делают резервуары для больших нагрузок давления и кольца валов.
Такое деление значительно облегчает выбор трубопровода для конкретного производства. Но все же, чтобы купить бесшовные трубы, лучше обратиться за консультацией к специалистам. В большинстве случаев это поможет сэкономить время.
Ограничения в применении бесшовных стальных труб
Еще одним условием грамотной покупки партии труб является знание некоторых лимитов в их использовании:
- Трубопроводы с холодной водой в многоквартирных домах. Допустимый диаметр – до 150 мм.
- Горячее водоснабжение и отопление на промышленных объектах и в жилых домах. Наружный диаметр должен быть от 40 до 50 мм.
- Магистральные нефтегазовые трубопроводы. Могут использоваться трубы диаметром от 1020 мм и более.
- Гидравлические системы автомобилей и дорожной техники. Здесь все зависит от количества жидкости. Диаметр трубы может варьироваться от 8 до 50 мм.
- Химическая и нефтегазовая промышленность. Для внутренней передачи жидкостей подойдут трубы до 273 мм.
- В строительстве для забивки опорных конструкций мостов, фундаментов, свай подойдет прокат диаметров от 650 мм.
- Допустимый диаметр канализационных труб может варьироваться от 530 до 1020 мм.
- Для подачи воды в городских котельных или подвода отопления к дому применяются изделия диаметром до 325 мм.
Чтобы правильно рассчитать стоимость стальной бесшовной трубы, лучше обратиться за консультацией к продавцу. Менеджеры уточнят цену доставки и учтут скидки, если таковые имеются.
Труба бесшовная стальная – продукция сплошного трубного металлопроката, которую производят на специальных трубопрокатных станах. Имеет значительно более высокие показатели устойчивости к внешним воздействиям, прочности и надежности, чем аналогичные сварные конструкции. Несмотря на распространение полимерных изделий, по-прежнему востребована при сооружении трубопроводов, строительстве, машиностроении и других сферах.

Бесшовные трубы имеют высокие прочностные характеристики и востребованы в самых разных отраслях
- 1 Как производят бесшовные трубы
- 2 Классификация бесшовных стальных труб
- 3 Как определить массу бесшовной трубы
- 4 Преимущества и применение бесшовных стальных труб
Как производят бесшовные трубы
Бесшовную трубу промышленные предприятия выпускают, применяя различные сочетания металлов и сплавов, в зависимости от предназначения изделия. Производство осуществляется четырьмя основными методами:
- Волочением.
- Ковкой.
- Прессовкой.
- Прокаткой.
Используемые в качестве исходного материала для горячедеформированных труб изделия могут быть:
- коваными заготовками;
- непрерывно литыми заготовками;
- подготовленными трубными заготовками;
- слитками мартеновского проката.
Труба стальная бесшовная горячедеформированная производится путем выполнения нескольких технологических операций.
На начальном этапе штанга, круглая в сечении заготовка, преобразуется в гильзу. Делают это с помощью прессов или специальных станов с грибовидными, дисковыми или конусными валками. Заготовку направляют вдоль осей, обработка производится вращающимися в одном направлении рабочими инструментами, расположенными в вертикальной плоскости с наклоном в 4-12º. В ходе обработки заготовки происходит сокращение площади ее поперечного сечения и образование небольшого отверстия в осевой части.

Один из способов производства бесшовных труб — метод горячей прокатки
Специальной оправкой, установленной между валками, корректируются размеры отверстия изделия и выравнивается его поверхность. При этом специальными направляющими линейками и непроводными роликами заготовка удерживается в требуемом положении. Проводя изначальный подогрев заготовки до 50º С, ей придают требуемую для обработки пластичность.
На обкатном стане размеры готовой гильзы снова подвергаются корректировке. Перед передачей на окончательную обкатку, ей задаются параметры разностенности и овальности. После чего изделие оказывается на непрерывном стане горячей прокатки, откуда поступает на холодную калибровку
Холоднодеформированные изделия, отличающиеся повышенным качеством, проходят тщательную обработку. Еще на стадии подготовки проводится тщательный отбор заготовок. Дальнейшая подготовка к обработке включает процедуру отжига. Прошедшее отжиг, сырье поступает на травление – обработку кислотой. Для нейтрализации последствий травления и очистки от его остатков трубу обрабатывают с помощью щелочного раствора, после чего просушивают. Для дальнейшего улучшения свойств трубы проводят фосфатирование или омеднение.
На прокатном стане, составляемом прокатной клетью и двумя расположенными под заданным углом и вращающимися в противоположные стороны валками, производится образование калибра. Размеры калибра в сторону увеличения или уменьшения задаются изменением угла наклона валков. При движении прокатной клети к обрабатываемой заготовке, последняя оказывается между валками. А когда изменяется направление, то происходит обжатие. В процессе одной прокатки изменяют такие размеры, как величину диаметра и толщины стенок трубы. Производя тонкостенную продукцию, процесс дублируют, снова отжигая и протравливая заготовку. После этого следует окончательная отделка изделия.
Трубы, формируемые в холодном виде, называются холоднокатаными
Классификация бесшовных стальных труб
Изделия отличают, в первую очередь, по методу трубопроката, в зависимости от чего они могут быть:
- горячедеформированными (горячекатаными). Выпуск такой продукции регламентирован ГОСТом 8732-78;
- холоднодеформированными (холоднокатаными). Сортамент задается ГОСТом 8734-78.
ГОСТом задаются возможные размеры выпускаемых труб, а показатели веса трубы бесшовной зависят от ее диаметра и толщины стенок. В отношении длины, то ее различают (указаны данные только для толстостенных труб):
- мерную – 4,5 – 9 м;
- немерную – 1,5 — 11,5 м;
- кратную мерной – 1,5 – 9 м, прибавляя пятимиллиметровый припуск на каждый рез.
Отношением размеров наружного диаметра и толщины стенок задается деление бесшовных изделий на три вида. Они могут быть:
- Особо тонкостенными.
- Тонкостенными. Значение диаметра больше значения толщины стенок от двенадцати с половиной до сорока раз.
- Толстостенными. От шести до двенадцати с половиной раз.
- Особо толстостенными. До шести раз.
Толстостенные и особо толстенные бесшовные трубы принято подвергать дополнительной термической обработке для придания дополнительной устойчивости к давлению рабочей среды магистрального трубопровода или иных коммуникаций.
По качественным характеристикам горячекатаную бесшовную продукцию делят на пять групп, обозначая буквенными индексами:
- А – с нормированными свойствами механического характера;
- Б – с нормированным химическим составом;
- В — с произведением контроля над свойствами механического характера и химическим составом;
- Г. Химический состав нормируется, а свойства механического характера подвергаются процедуре контролирования, для которой предоставляются образцы.
- Д. По отношению к свойствам механического характера и химическому составу производится нормирование, дополняемое процедурой гидроударного испытания для толстостенной продукции.
Стальные трубы разделяют на шесть классов, приняв за основу назначение изделия:
- 1-й. Стандартными и газовыми трубами пользуются, прокладывая ирригационные системы и кабельные линии, обнося объект ограждениями и строительными лесами, осуществляя локальным образом подачу и /или распределение жидкостей и газообразных смесей.
- 2-й. Ими производится оснащение магистральных трубопроводов, по которым транспортируются в качестве находящейся под давлением рабочей среды вода, газ, нефть и нефтепродукты, топливо и твердые тела.
- 3-й. Востребованы системами, работа которых сопряжена с высокотемпературными режимами и высоким давлением рабочей среды.
- 4-й. Применяются при нефтеразведке и нефтедобыче обсадными, бурильными и вспомогательными.
- 5-й. Задействуются как элементы масштабных стальных конструкций типа мачт, опор, буровых вышек и мостовых кранов. Применяются транспортным машиностроением в качестве конструкционных труб. Задействуются при производстве мебели в виде ее элементов.
- 6-й. Эксплуатируются машиностроением, где из них получают цилиндры и поршни насосов, кольца валов и подшипников разных агрегатов, резервуары для работы под давлением. В зависимости от наружного диаметра их делят на три группы.
Диаметр стальных труб может быть:
- Малым – до 114 мм.
- Средним – 114-480 мм.
- Большим – от 480 мм. Выпускают бесшовные трубы диаметром и свыше двух с половиной метров.
Как определить массу бесшовной трубы
Определить точно вес трубы бесшовной горячедеформированной весьма важно, так как отпускается эта продукцию потребителю по стоимости, зависящей от этой величины. Так как именно стоимостью металла задается величина стоимости изготовленной из него продукции. С помощью специальных калькуляторов металла можно произвести необходимые расчеты для трех параметров:
- массы;
- длины;
- наружного диаметра.
Для горячекатаной продукции величина:
- наружного диаметра находится в диапазоне 25-700 мм;
- толщины стенок – 2,5 -75 мм;
- мерной длины – 9-12 м;
- немерной длины – 4-12 м.
Вес закупаемой партии трубного проката исчисляется, исходя из замеров:
Вес погонного метра можно посмотреть по ГОСТу или рассчитать самостоятельно. Для этого прибегают к упрощенной формуле: P = 002466 * S * (D — S). В формуле:
- P – вес погонного метра;
- S – толщина стенок;
- D – наружный диаметр.
При определении веса стоит принимать в расчет стандартные показатели предельных допусков, устанавливаемых для габаритов труб. При длине, не доходящей до шести метров, допускается до десяти миллиметров припуска. Эту величину увеличивают в полтора раза при большей длине трубы и диаметре свыше 152 мм. При приблизительном расчете длины изделий предельный допуск может доходить до полуметра.
Для наружного диаметра горячекатаных труб до 219 мм допуски не должны превышать одного процента, при более высоких значениях допуск может оказаться выше на четверть.
Для толщины стенки горячедеформированной бесшовной трубы предельные допуски предусматриваются порядка десяти-пятнадцати процентов.
Преимущества и применение бесшовных стальных труб
Говоря о бесшовных металлических трубах, как правило, сразу указывают на высокую стоимость изделий, вызванную сложностью производственного процесса. Тем не менее, резкое повышение качества продукции, по сравнению со сварным трубопрокатом, не только окупает расходы, но и приносит значительные прибыли производителям ввиду высокой востребованности бесшовных труб.

Бесшовные трубы востребованы также в энергетической сфере, тяжелом машиностроении и химической промышленности
Поясняется же столь высокая востребованность, не исчезнувшая с распространением многочисленных разновидностей пластиковых труб:
- исключительной прочностью изделий, обеспечиваемой толщиной стенок;
- уникальным разнообразием сортамента, связанным не только с габаритными параметрами, но и с использованием различных производственных технологий и марок стали.
Бесшовными трубами заинтересованы многие отрасли экономики, которым важна, в первую очередь, особенная прочность продукции. Они применяются:
- в энергетике. По бесшовным трубам осуществляется циркуляция теплоносителя в котле, а перегретый пар отводится к турбине;
- в авиастроении. Этой отрасли требуются преимущественно прочнейшие и легкие особо тонкостенные изделия;
- в химической промышленности. Транспортировка продукции данной отрасли должна гарантированно исключать возможность утечек, что и обеспечивается бесшовными стальными трубами;
- в добыче, переработке и транспортировке газа и нефти. Не для магистральных трубопроводов, где обходятся стальными трубами, а в условиях рабочего давления в сотни атмосфер;
- в пищевой промышленности. Востребованы безопасность и способность к соответствию санитарно-гигиеническим запросам, экологичность;
- в гидравлических системах, где поршням и цилиндрам приходится сталкиваться с давлением в сотни атмосфер;
- в строительстве. Колоссальные фермы, опоры и мачты возводятся с расчетом на многие десятилетия безупречной работы, а быстро собираемые и демонтируемые строительные леса позволяют существенно ускорить работы.
Бесшовными стальными трубами обеспечивается функционирование многих отраслей современной экономики. Несмотря на распространение многочисленных пластиковых изделий, бесшовная стальная продукция отличается высокой востребованностью, и речь о ее вытеснении с рынка в ближайшей перспективе не идет. Более того, прочностные характеристики, усиленные использованием различных добавок, делают бесшовные стальные трубы поистине незаменимыми во многих секторах хозяйственной деятельности, от авиастроения до энергетики.
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
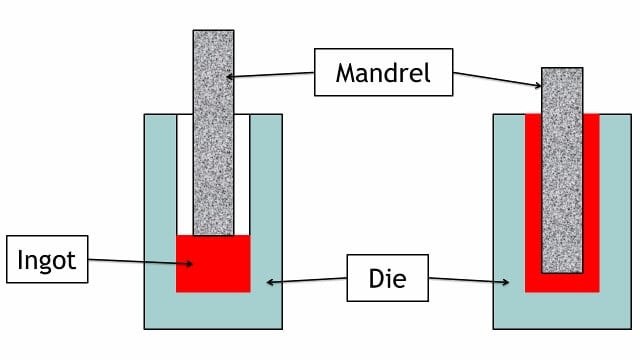
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.

Металлическая заготовка - печь с вращающимся подом - прошивной пресс - непрерывный трубопрокатный стан с удерживаемой оправкой - печь с шагающим балочным подом - редукционно-растяжной трубопрокатный стан - стеллаж для охлаждения - послойная резка - правильный пресс - резка торцов - труба.
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка - вращающаяся печь - центрирование заготовки - прошивка - относительное удлинение при разрыве - горячая прокатка труб на оправке - стан прокатки - повторный нагрев - калибровка труб - охлаждающий под - резка концов - правка - гидроиспытания - аустенизационная печь - быстрое охлаждение - закалочная печь - горячая колибровка - правка - торцовка - испытание без разрушения - нарезания резьбы - соединительный фитинг - тестирование оправки - гидроиспытания - готовая труба.

Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.

Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW - электрическая сварка сопротивлением
- EFW - электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW - дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
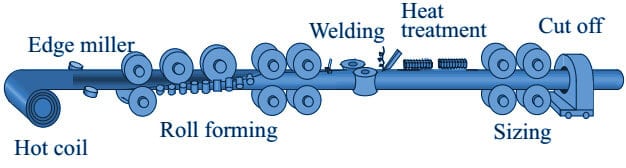
Горячая катушка - фрезерный станок - фасонная прокатка - сварка - тепловая обработка - установление размеров - резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Читайте также:
- Мероприятия экологический месячник в школе мероприятия
- А е годин развитие идей московской философско математической школы
- Основы изучения лексики и словообразования в средней школе принципы лексической работы объем зунов
- Тренажер классический русский язык 3 класс упражнения для занятий в школе и дома
- Изложение 4 класс упр 253 школа россии презентация