
Какая разница между типом и маркой электродов кратко
Обновлено: 02.07.2024
Типы и марки сварочных электродов
Ниже, по возможности, приводятся наиболее распространенные марки электродов для сварки, сгруппированные по типам.
Электроды для сварки углеродистых и низколегированных сталей
Получение металла шва, равнопрочного основному, обеспечивается выбором типа сварочного электрода, который регламентирует прочностные характеристики сварного соединения. Следует учитывать, что применение электродов с повышенными механическими свойствами наплавленного металла, например, по пределу прочности при растяжении, может привести к снижению работоспособности сварной конструкции.
Для сварки кипящих сталей (низкоуглеродистая сталь, выпускаемая из печи слабораскисленной) используют электроды с любым покрытием.
Для сварки полуспокойных сталей (сталь, полученная при раскислении жидкого металла менее полно, чем при выплавке спокойной стали, но большем, чем при выплавке кипящей стали) при больших толщинах следует применять электроды с покрытиями основного или рутилового видов.
Сварка конструкций из спокойной стали, работающих при низких температурах или при динамических нагрузках, должна выполняться электродами с основным покрытием.
Стабильность горения дуги влияет на качество швов и на возможность сварки переменным током. Наиболее стабильно дуга горит у электродов с целлюлозным, кислым и рутиловым покрытиями. Это позволяет использовать сварочные трансформаторы. Для электродов с основным покрытием требуются только источники постоянного тока.
В нижнем, вертикальном и потолочном положениях шов лучше формируется у электродов с целлюлозным покрытием, так как мелкокапельный перенос электродного металла и высокая вязкость шлака обеспечивают качественное ведение сварки. Хуже формируется шов у электродов с основным покрытием.
При сварке толстостенных конструкций многослойными швами отделяемость шлака является существенным показателем. Электроды с рутиловым, целлюлозным и кислым покрытиями обеспечивают лучшую отделяемость шлака по сравнению с основным покрытием.
Сварка электродами с основным покрытием требует тщательной очистки кромок от ржавчины, масла, грязи во избежание порообразования. Кроме того, электроды с основным покрытием склонны к порообразованию в начальный момент сварки и при сварке длинной дугой.
Электроды для наплавки
Наплавочные электроды обеспечивают получение наплавленного металла разнообразного по химическому составу, структуре и свойствам. По ГОСТ 10051-75 "Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами" существует 44 типа таких электродов.
Все они имеют основное покрытие. Это обеспечивает лучшую сопротивляемость образованию трещин при наплавке деталей из стали с повышенным содержанием углерода и при высокой жёсткости конструкции.
В зависимости от условий работы конструкций с наплавленными покрытиями, электроды для наплавки могут быть условно разделены на 6 групп.
Электроды для сварки и наплавки чугуна
Такие электроды предназначены для устранения дефектов в чугунных отливках и для восстановления поврежденных и изношенных деталей. Их можно применять и для изготовления сварно-литых конструкций. Электроды для холодной сварки и наплавки чугуна без предварительного подогрева дают наплавленный металл в виде стали, сплавов на основе меди, никеля и железоникелевого сплава. Это марки ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и др. Иногда целесообразно использовать электроды иного назначения. Так, при ремонте чугунных тюбингов в условиях большой загрязненности и высокой влажности лучше брать марку ОЗЛ-25Б. Первые слои на загрязненных чугунах можно выполнять марками ОЗЛ-27 и ОЗЛ-28. Успешно применяют и марку ОЗБ-2М, предназначенную для сварки бронз.
Электроды для сварки цветных металлов
Предназначены для сварки алюминия, меди, никеля и их сплавов. Титан и его сплавы ручной дуговой сваркой покрытым электродом не сваривают из-за интенсивной окисляемости.
Электроды для сварки алюминия. Основная трудность при сварке алюминия и его сплавов - наличие окисной пленки. Температура её плавления 2060°С, тогда как температура плавления алюминия 660°С. Плотная тугоплавкая пленка может нарушить стабильность процесса сварки и таким образом повлиять на качество формирования шва, вызвав появление внутренних дефектов в наплавленном металле. Для удаления окисной пленки в состав покрытия электродов вводят хлористые и фтористые соли щелочных и щелочно-земельных металлов. Эти вещества и обеспечивают качественную сварку.
Электроды для сварки меди и ее сплавов. При сварке меди основная проблема - образование пор в металле шва из-за высокой ее активности при взаимодействии с газами, особенно с кислородом и водородом. Чтобы этого избежать, применяют только хорошо раскисленную медь и тщательно прокаленные электроды. Сварку выполняют по зачищенным до металлического блеска кромкам.
Сварка латуней сложна и опасна для здоровья из-за интенсивного выгорания цинка.
Сварка бронз доставляет трудности ввиду высокой хрупкости и недостаточной прочности в нагретом состоянии.
Электроды для сварки никеля и его сплавов. Сварка никеля и его сплавов затруднена из-за большой чувствительности к растворенным в сварочной ванне газам: азоту, кислороду и водороду, что вызывает образование горячих трещин и пор. Для предупреждения появления этих дефектов необходимо применять основной металл и сварочные электроды высокой чистоты и качественно их подготавливать.
Электроды для резки металла
Дуговая резка металла покрытыми электродами часто используется при монтаже и ремонте металлоконструкций. Она эффективна, так как не требует дополнительного оборудования и специальной квалификации рабочих. Электроды для резки отличаются от электродов для сварки высокой тепловой мощностью дуги, высокой теплостойкостью покрытия, интенсивной окисляемостью жидкого металла. Эти электроды целесообразно применять для удаления дефектных швов или их участков, удаления прихваток, заклепок, болтов, разделки трещин и т.п. Прокалка перед сваркой: 170°С; 1ч.
Электроды для сварки легированных теплоустойчивых сталей
Электроды для сварки легированных теплоустойчивых сталей, должны в первую очередь обеспечить необходимую жаропрочность сварных соединений - способность противостоять механическим нагрузкам при высоких температурах.
Для конструкций, работающих при температурах до 475°С, используют молибденовые электроды типа Э-09М, а при температурах до 540°С - хромомолибденовые электроды типов Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М.
Для конструкций, работающих при температурах до 600°С, применяют хромомолибденованадиевые электроды Э-09Х1МФ, Э-10Х1М1НБФ, Э-10Х3М1БФ.
Электроды Э-10Х5МФ с повышенным содержанием хрома предназначены для сварки конструкций из сталей с повышенным содержанием хрома (12Х5МА, 15Х5М, 15Х5МФА и др.), работающих в агрессивных средах при температурах до 450°С.
Для сварки теплоустойчивых сталей чаще используют электроды с основным покрытием, обеспечивающие прочность наплавленного металла при повышенных температурах, а также малую склонность к образованию горячих и холодных трещин.
Электроды для сварки высоколегированных сталей
Стали, содержащие 13% хрома, считаются высокохромистыми нержавеющими. Они обладают стойкостью против атмосферной коррозии и в слабоагрессивных средах. Это стали 08X13, 12X13, 20X13, которые различаются свариваемостью в зависимости от содержания углерода.
При выборе электродов для сварки таких сталей необходимо обеспечить следующие свойства металла шва: стойкость против атмосферной коррозии и в слабо агрессивных средах, жаростойкость до температуры 650°С и жаропрочность до температуры 550°С. Этим требованиям удовлетворяют электроды типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и др., которые обеспечивают химический состав, структуру и свойства металла шва, близкие характеристикам основного металла.
Для сварки сталей с пониженным содержанием углерода и дополнительно легированных никелем рекомендуются электроды типа Э-06Х13Н марки ЦЛ-41.
С увеличением количества хрома возрастает коррозионная стойкость и жаростойкость высокохромистых сталей. Содержание 17-18% дает коррозионную стойкость в жидких средах средней агрессивности. Такие стали относятся к кислотостойким: 12X17, 08X17Т, 08Х18Т и др. Если количество хрома достигает 25-30%, то возрастает жаростойкость - стойкость против газовой коррозии при температурах до 1100°С. Это жаростойкие стали: 15Х25Т, 15X28 и др. Для серосодержащих сред пригодны стали и электроды, в которых не менее 25% хрома.
Выбор электродов для сварки высокохромистых сталей зависит от количества хрома в свариваемых сталях. Так, для сварки сталей с 17% хрома, к которым предъявляются требования по коррозионной стойкости в жидких окислительных средах или по жаростойкости при температурах до 800°С, рекомендуются электроды типа Э-10X17Т марок ВИ-12-6 и др.
Для сварки сталей с 25% хрома следует применять электроды типа Э-08Х24Н6ТАФМ, придающие металлу шва после отпуска высокие пластичность, ударную вязкость и стойкость против межкристаллитной коррозии.
Сварку высокохромистых сталей следует выполнять при умеренных режимах с уменьшенной погонной энергией. После каждого прохода рекомендуется охлаждать металл околошовной зоны до температуры ниже 100°С, что обеспечивает минимальный рост зерна.
Высокохромистые стали на основе 13% хрома с дополнительным легированием молибденом, ванадием, вольфрамом и ниобием относятся к жаропрочным. Они способны противостоять механическим нагрузкам при высоких температурах. При выборе электродов для этих сталей основное требование - обеспечить необходимый уровень жаропрочности металла шва. Это достигается за счет получения химического состава швов, близкого основному металлу. Такому условию наиболее полно удовлетворяют электроды типов Э-12Х11НМФ марки КТИ-9А, Э-12Х11НВМФ марки КТИ-10, Э-14Х11НВМФ марки ЦЛ-32.
Для того чтобы электросварка принесла хорошие результаты, швы получались надежными и сверхпрочными, следует знать, как правильно выбрать электроды. Запутаться в широком спектре изделий, предлагаемых на рынках, очень легко. Различают их по типам, материалам изготовления, составу покрытий и другим важным параметрам. Неверный выбор снизит качество выполненных работ.
Как выбрать сварочные электроды
В первую очередь следует обратить внимание на то, что изделия могут быть плавящимися либо неплавящимися. В составе первых металлические стержни со специальной обмазкой поверхностей, что защищает сварочные зоны и повышает устойчивость горения дуги. Именно ими пользуются в процессе ручной дуговой сварки. Вторая категория предназначена для работ в среде с защитным газом (аргоном), ее особенности будут рассматриваться отдельно.
При выборе также нужно принять к сведению то, из каких материалов произведены соединяемые детали. Для варки разных металлов подбираются разные виды электродов. Например:
- Если нужно соединить низкоуглеродистые и низколегированные стали, приобрести нужно углеродные электроды.
- Для соединения легированной стали покупают изделия (ГОСТ 9467−75, ГОСТ 9466–75 ).
- Когда планируются работы с наплавками или сталями разных видов, то понадобятся изделия, сердечник которых выполнен из высоколегированных металлов.
- При варке чугуна также не обойтись без соответствующих электродов — ОЗЧ-2.
В наши дни сформировался своеобразный рейтинг известных марок:
- АНО. Отличаются хорошим воспламенением, не нуждаются в дополнительном прокаливании. С ними смогут работать как начинающие специалисты, так и профессионалы с опытом.
- МР-3. Универсальные, могут применяться и для соединений неочищенных поверхностей.
- МР-3С. Их используют, когда до швов выдвигаются повышенные требования.
- УОНИ 13/55. Применяются при монтаже ответственных конструкций, в которых швы должны иметь высокое качество. Неопытным сварщикам не рекомендуется с ними работать, так как требуется опыт и определенная квалификация.
Преимущества известных марок
- Облегчают процесс сварки. Трудности могут возникать только при некорректном выборе материала сердечника.
- Высококачественные швы. Данный параметр очень важный. Позволяет получить прочные соединения как внешние, так и внутренние, выпуклые и вогнутые сварные швы.
- Простота отделения шлака. Это дает возможность увидеть, насколько качественный получился шов.
- Можно сваривать элементы, что были подданы действию коррозии. Конечно, подобные процедуры выполняют не слишком часто, но они будут выполнены на должном уровне.
- Безопасность для сварщика, выдержаны санитарно-гигиенические требования.
Различия марок и диаметров

Опытные специалисты-сварщики иногда утверждают, что пользуясь инверторными сварочными аппаратами, можно покупать любые электроды. Такие мнения основаны на их личном опыте, когда они выполняют определенные виды работ. Преимущественно при инверторной сварке не предъявляются серьезные требования относительно герметичности швов, поэтому могут использоваться изделия с диаметром 0,5−2 мм.
Подбирать диаметр и марку следует исходя из того, металлы какой толщины необходимо будет соединить. Для значительной толщины потребуется длительная проварка, что значит — у электрода должен быть большой диаметр.
Тонкими электродами для сварки еще нужно научиться работать, ведь они быстро горят. Как правило, их посредством выполняют прихватки.
Также выбор сварочных материалов зависит и от типа работ, для которых планируется их применять. Так, когда выполняют сложнейшие трассовые работы, понадобятся большие электроды, а смонтировать конструкцию из профильных компонентов можно с помощью электродов с диаметром, не превышающим 2 мм. Именно ими пользуются при соединении секций ворот, изготовлении оград из профнастила и труб.
Классификация изделий
Разделение на отдельные виды производится, в первую очередь, в зависимости от их основного предназначения. В частности, выделяются такие:

На электроды для сварки наносят разные покрытия. чаще всего используются изделия с двойными покрытиями.
Изделия, имеющие основное покрытие, самые известные из них — УОНИ 13/55. Их выбирают для получения высококачественных сварных швов, которые отличает исключительная ударная вязкость, пластичность и механическая прочность. Кроме того, подобные швы устойчивы перед кристаллизационными трещинами, не склонны к естественному старению.
У них есть некоторые недостатки. Так, при влажном покрытии соединяемых компонентов, наличии ржавчины или масляных следов, окалин в швах будут возникать поры. Также работы возможны только на постоянном токе и обратной полярности.
Другой тип — электроды с рутиловым покрытием. Такие изделия, самой известной маркой которых является МР-3, применяются при соединении элементов конструкций с низкоуглеродной стали. Они имеют следующие технологические преимущества:
Если вы только начали свое знакомство со сваркой, то скорее всего перед вами стоит множество вопросов.
На этом этапе важно разобраться в некоторых базовых моментах, а также научиться производить подбор диаметров электродов для различных значений толщины представленного для сварки металла, правильно определить значения тока сварки, чтобы получился качественный шов.
Применяя эти знания, со временем вы будете делать эту работу уверенно.
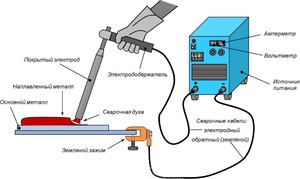
Сварочные электроды: что это такое
С электродами сварщик сталкивается при сварке, они с металлом образует электронную дугу, происходит нагревание и образуется сварочный шов. Сам по себе электрод для сварки металла имеет следующую структуру: металлический сердечник и обмазка.
Расшифровка обозначений используемых электродов для сварки
Обозначения, нанесенные на пачку электродов очень важные. От этого зависит, подойдут ли выбранные сварочные материалы. Давайте разберемся с расшифровкой обозначений. Обозначения наносят согласно ГОСТа 9466. Маркировка имеет вид простой дроби, с числителем и знаменателем.

Э50А – Это тип электродов применяемых для ручной дуговой сварки. Он определяется в зависимости от того материала, который нужно варить. Для обычных черных, теплоустойчивых и конструкционных сталей тип берут из госта 9467.


Какое бывает назначение у электродов
Различия обмазки и материала сердечника электродов обусловлено их назначением. Одни применяются для сварки углеродистых, низкоуглеродистых, а также низколегированных сталей, у которых сопротивление разрыву не превышает 600 МПа. Данная группа условно обозначается буквой – У.
Второй группой являются материалы, используемые для среднелегированных сталей сопротивление разрыву которых превышает 600 МПа. Условное обозначение – Л.
К третьей группе относят сварочные материалы, используемые для сварочных работ с высоколегированными сталями. Свойства которых нацелены на решение определенных задач. Обозначаются они – В.
Следующая группа используется при сварке теплоустойчивых легированных сталей. Обозначается – Т.
И замыкает группа, в которую вошли также узкоспециальные сварочные материалы, а именно применяемые для наплавки на поверхность изделия металла, с особыми характеристиками. Обозначается – Н.
Тут указывается толщина обмазки. Они бывают 4 типов:
К каждому типу относят электроды у которых отношение диаметров стержня и обмазки соответствует следующим условиям:
- Для тонкой – D/d ≤1,2
- Для средних D/d ≤1,45
- Для толстых D/d ≤1,8
- Для особо толстых D/d ≥1,8
Типы покрытия: как определить, с каким брать?
Обмазка электродов возможна в следующих вариантах:
- Кислая обмазка — А
- Основная обмазка — Б
- Рутиловая обмазка — Р
- Целлюлозная обмазка — Ц
В этом плане нельзя сказать, какая из них лучше, а какая хуже: все они призваны для разных типов работ, а также условий применения. Потому нельзя однозначно ответить на вопрос какие электроды для сварки будут лучше. Как правило, необходимо их применять для образования прочного сварочного шва ответственных конструкций.
Это обозначение положений, в которых можно варить.
Чем покрыты электроды для сварки и что из себя представляет это покрытие
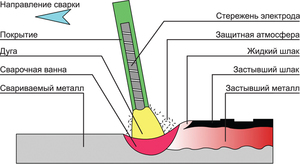
Обмазка – специальное покрытие, которое призвано защитить расплавленный метал от негативного воздействия кислорода. Оно создает газовую оболочку во время плавления сердечника.
Покрытия подразделяются по функциям, которые они выполняют: газообразующие и шлакообразующие функции.
Газообразующие компоненты создают защитные газы и ионизирующую атмосферу.
Шлакообразующие включают элементы способствующие раскислению, рафинации, легированию шва и основного металла, увеличению связывающего и пластического свойства шва. Во время сварки образуется слой шлака в сварочной ванне для защиты.
Виды покрытия: как определить, с каким брать
Существует 4 основных вида покрытий электродов, применяемых при ручной дуговой сварке. Последовательно разберемся с каждым из них.
Поговорим об основном компоненте. Рутил — природный минерал, который образуя защитную газовую оболочку, создает сварочную ванну. Сварка такими материалами как рутиловые характеризуется высокой стабильностью.
Зажигание дуги происходит без проблем даже у новичков. Именно поэтому они часто используют на монтаже. Шов получается с мелкими чешуйками, с равномерной литейной структурой по сечению.

Можно выделить следующие преимущества работы с этим покрытием:
- Допустимо использовать на переменном токе (АС), так и на постоянном токе (DC);
- Легко поджигаются как с использованием нового, так и при вторичной зажигании дуги;
- Не требовательны к чистоте поверхности изделия. Можно применять по ржавчине, непросушенным кромкам изделия, окалине и даже краски;
- Металл практически не разбрызгивается.
К недостаткам можно отнести:
- Не велика номенклатура материалов, с которыми можно использовать;
- В сварочной ванне идет активное перемешивание шлака и металла из-за чего сложно различить, где шлак, а где металл. Приводит это шлаковым включениям;
- Наличие влаги в обмазке ведет к дефекту в виде пор. Это важный момент на который стоит обратить внимание. Необходимо правильное хранение и прокалка перед сваркой.
Кислое покрытие: особенности применения
Хороши в использовании, но в открытом пространстве, в противном случае это не будет безопасным для сварщика. Преимуществом, определенно, является то, что шлак легко отделяется.
Кислое покрытие требует низкое напряжение ХХ. В настоящее время они используются редко.
Основное покрытие

Получили очень широкое можно сказать повсеместное распространение, ввиду своей универсальности. Покрытие их содержит фтор и кальций. При сварке элементы обмазки испаряются, защищая расплавленный металл. Газовая защита ванны фактически состоит из углекислого газа.
Применяются они при использовании постоянного тока, как правило полярность используется обратная.
Покрытие при расплавлении выводит в шлак вредные примеси из шва таких как сера (S), фосфор (P) в шлак. Это способствует повышению прочности, повышению пластичности, уменьшению хрупкости. Как следствие отсутствие трещин.
Зажигание дуги хуже, чем у рутиловых, зато более широкая область их применения. Дуга горит менее стабильно в сравнении все также с рутилом. Это обусловлено содержанием фтористых соединений, снижающих ионизацию.
Сварка должна проводиться только по качественно подготовленной поверхности. Не должно быть ни влаги, ни грязи. Иначе получим обильное количество пор в металле шва. Еще причиной пор является увеличение длинны дугу. Защита рассеивается и в сварочную ванну попадают газ из атмосферы.
Электроды с целлюлозным типом покрытия
Использование сварочных материалов с данным типом защиты все меньше и меньше. Это обусловлено тем, что сварка ими наводороживает сварной шов. Прочность соединения снижается, появляются поры.
Обмазка более чем на половину состоит из органических веществ и при сварке обеспечивает сильное газообразование. Варят ими во всех положениях даже возможно ведение процесса сверху вниз.
Поверхности могут быть и недостаточно хорошо подготовлены, на качестве сварки фактически не скажется. Тут есть нечто общее с рутиловым покрытием.
О чем следует помнить, когда собирается начать сварку
Прежде чем начать, следует тщательно осмотреть электроды для домашней сварки и определить:
Нет ли каких-то повреждения механического характера. Если они есть, то это является препятствием к дальнейшим действиям, сварочная дуга не будет стабильной, а защита расплавленного металла ванны качественной.
Для этого необходимо просушить их в специальной печке или, если вы находитесь в домашних условиях, в обычном духовом шкафу.
Другой вариант, который потребует больших затрат по времени– оставить их в теплом, не влажном месте. Итак, сухие сварочные материалы станут для вас залогом прочного сварочного шва и снижением риска появления такого дефекта как газовые поры.
Срок годности у электродов используемых для ручной дуговой сварки определяется производителем, но как правило он без ограничений. Главное это условия хранения, которые также приводятся производителем. В закрытой пачке запечатанной в полиэтиленовую пленку, электродам ничего не будет даже через 10 лет.
С чего все-таки следует начать новичку
Мы уже узнали, чем покрывают электроды для сварки, и теперь перед вами стоят уже другие вопросы выбора.
Действительно, тонкие электроды для сварки отличаются не только типом покрытия, но и составом металла сердечника. Они могут быть алюминиевые, чугунные, углеродистые, высоко или низколегированные и иных типов.
Виды электродов и как их выбрать для сварки на первых порах

Среди наиболее популярных и доступных для сварки можно назвать следующие марка электродов:
Рассмотрим каждый из видов подробно.
Электроды этой марки используются для нержавеющей стали, так называемой нержавейки. Применяются они в изделиях, которые будут работать при температуре не выше 250 °С.
В бытовых ситуациях, они помогают сварщику добиться шва с мелкой чешуйчатостью, и получить переход без переломов между кромками изделия и швом. Сам шлак имеет малый объем, так что не составит труда его удалить. Следует обратить внимание, что покрытие у них основное.
Рутиловые МР-3 и OK -46
Данные марки электродов — рутиловые. Его следует выбрать в случае, если вы работаете с углеродистыми и низколегированными сталями.
Безусловным преимуществом выбранной модели станет то, что можно применить как с постоянным током, так и с переменным. Наибольшее распространение получили сварочные электроды марки мр-3, особенно в быту. На даче, в гараже ими лучше всего выполнять сварку.
Дуга получается стабильная несмотря на качество подготовки изделия, чистоты поверхности металла. Также плюсов является то, что металл практически не разбрызгивается. Они вобрали все плюсы своего покрытия в то же время снизив негативные факторы.
УОННИ 13/55
Это чрезвычайно часто применяемый и очень популярный электрод. В отличии предыдущего вида покрытие используется основное.
Используются также, как и предыдущее марки для низкоуглеродистых, низколегированных сталей. Этот вариант хорош еще и тем, что применяется для элементов ответственных изделий и конструкций. Связано это с особенностями образуемого сварочного шва:
- Отличается особой пластичностью;
- Шов является прочным, выдерживает сильные нагрузки;
- При применении не боится холода;
- Не критичны перепады напряжения.
При работе с УОНИИ 13/55 следует соблюдать особые правила
Эти правила касаются предварительной подготовки материалов: они должны быть чистыми от ржавчины, грунта, масленых загрязнений, влаги.
Если заготовка будет иметь масляные, водяные, ржавые пятна или капли, то будут появляться поры.

Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.

Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.

В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой "У";
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой "Л";
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой "Т";
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер - буква "В";
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение - литеру "Н".

Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d - величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой "М";
- среднее. Результат находится в диапазоне 1,2
Читайте также:
- Для чего служит стружка ломатель кратко
- Как познакомить ребенка с числом 10 кратко
- Почему растровая графика эффективно представляет изображения фотографического качества кратко
- Краткое содержание конь с розовой гривой план
- Какие лаки краски и эмали наиболее часто применяют при электромонтажных работах кратко