Что такое управление станком кратко
Обновлено: 30.06.2024
Обработка металлической заготовки на токарном станке ведется при помощи ее вращения и подачи инструмента со стороны суппорта или задней бабки. Инструментом может быть:
- резец;
- сверло;
- плашка для нарезания резьбы;
- метчик;
- развертка;
- зенкер;
- некоторые виды фрез (устанавливаются в патрон задней бабки).
Управление скоростью вращения шпинделя и подачей инструмента осуществляется либо вручную токарем, либо автоматически (станки с ЧПУ). Станки с ручным управлением оснащены ручками, переключателями, маховиками, позволяющими вести токарные процессы. У станков имеются:
- ручки управления оборотами шпинделя (скорость и направление);
- ручка включения автоматического перемещения суппорта;
- кнопки или поворотные ручки запуска/остановки двигателя;
- включатель подачи охлаждающей жидкости;
- маховик и Т-ручка управления суппортом в двух плоскостях;
- рукоятка перемещения верхних салазок;
- маховик управления пинолью задней бабки;
- ручка фиксатора резцедержателя.
Выше приведен основной перечень органов управления классическим токарно-винторезным станком. У других разновидностей он может быть дополнен или изменен.
Станки с ЧПУ работают в автоматическом режиме. Оператор следит за работой автоматики и обслуживает работу станка. Его роль сводится к установке заготовок и снятию готовых деталей, настройке процесса, замене отработанного инструмента, уборке стружки. На станках с ЧПУ весь алгоритм обработки заложен в специальной программе. Возможности работать, осуществляя подачу вручную, у такого оборудования отсутствует. Все процессы роботизированы, для чего станок имеет совершенно иную конструкцию, чем с ручным управлением. Современные станки с ЧПУ оснащаются мониторами, клавиатурой и другими периферийными устройствами, позволяющими управлять станком посредством команд. Рабочая информация выводится на экран.

На ручных станках все управление возлагается на человека, в данном случае токаря. Существуют четкие правила, по которым это управление осуществляется. Прежде всего, необходимо подготовить станок к работе. На этом этапе производится допусковой контроль. Токарь осматривает станок на предмет присутствия на нем и его рабочей области посторонних предметов, а также убеждается, что все люки, защитные кожухи и дверки отсеков закрыты.

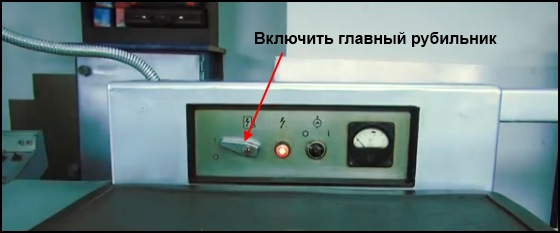
Рукоятки механической подачи и управления шпинделем устанавливают в положение нейтрале. Также должна быть выключен подвод охлаждающей жидкости, а сами сопла направлены в низ. Далее устанавливается нужная частота оборотов и шаг автоматической подачи. Заготовка крепко зажимается в патроне, и обязательно убирается ключ, который вставляется в нулевое гнездо. На этом допусковые процедуры завершены. Станок запускается поворотом главного рубильника.
На станке имеется таблица настройки частоты оборотов. Согласно ей настраивается нужная частота вращения шпинделя. Большинство токарных станков требуют остановки для осуществления переключений оборотов. Торможение шпинделя осуществляется тормозом, но не обратной тягой двигателя т.к. это привело бы к критическим перегрузам.
Работая резцом в режиме автоматической подачи нельзя останавливать шпиндель. Это повлечет за собой поломку резца. Необходимо прежде отключить подачу и отвести резец. Ручная подача требует навыков. Доведенные до автоматизма, они позволяют быстро и точно управлять суппортом.
Установка и быстрая смена инструмента осуществляется поворотным резцедержателем. Для обработки деталей иногда требуется несколько резцов. Их устанавливают в порядке использования, зажимая болтами в резцедержателе.
Продольное перемещение суппорта токарного станка может осуществляться в ручном и автоматическом режиме. Вращением маховика суппорта по часовой стрелке осуществляется движение вправо. Суппорт может двигаться самостоятельно в продольном направлении, используя ходовой вал. Механическую подачу можно настроить на нарезку резьбы. Движение суппорта всегда согласовано со скоростью оборотов. То есть, если скорость вращения шпинделя увеличить, то пропорционально увеличится и скорость перемещения суппорта. Резьбовые подачи осуществляются путем взаимодействия маточной гайки и ходового винта. Их смыкание производится отдельным рычагом. Ходовой винт и шпиндель также синхронизированы.
Положение задней бабки фиксируется зажимным рычагом. Справа находится маховик привода пиноли. У некоторых станков имеется противошпиндель, оснащенный отдельным приводом и имеющий свои ручки управления.
Управление станком — это выполнение действий, которые обеспечивают процесс резания, т. е. вращение заготовки и перемещение резца. Однако прежде чем приступить к управлению станком, его надо наладить и настроить.
Наладка станка заключается в закреплении заготовки и инструмента. Для закрепления заготовок применяют трехкулачковый патрон (рис. 68) или поводковую планшайбу с центрами (рис. 69).

Рис. 68. Установка заготовок в трехкулачковый патрон: 1 — заготовка; 2 — корпус патрона; 3 — планшайба; 4 — ключ; 5 — отверстие под ключ; 6 — кулачки
Заготовку 1 помещают в патрон на глубину не менее 20. 25 мм и сжимают кулачками 6 при помощи ключа 4. Заготовка не должна выступать из патрона на величину свыше пяти ее диаметров. Более длинные заготовки поддерживают задним центром, который устанавливают в заранее выполненное в торце детали центровое отверстие. В противном случае под воздействием силы резания заготовка будет сильно изгибаться, что может привести к некачественной обработке и поломке инструмента.

Рис. 69. Установка заготовки при помощи поводковой планшайбы: 1 — корпус поводковой планшайбы; 2 — передний центр; 3 — стопорный винт; 4 — хомутик; 5 — заготовка; 6 — задний центр; 7 — стержень; 8 — поводок
При изготовлении некоторых деталей используют установку деталей в двух центрах — переднем 2 и заднем 6 (рис. 69). Передний центр устанавливают в отверстие шпинделя, задний — в пиноль задней бабки. Для передачи на деталь крутящего момента используют специальные поводковые планшайбы 1.
Резец 1 (рис. 70) закрепляют в резцедержателе ключом 4 с помощью винтов 5. Резец должен выступать из резцедержателя на одну-полторы высоты резца. С помощью подкладок 6 под резец 1 добиваются того, чтобы вершина резца была расположена на уровне оси шпинделя, т. е. на уровне заднего центра 2.

Рис. 70. Установка токарного резца в резцедержателе: 1 — резец; 2 — задний центр; 3 — пиноль задней бабки; 4 — ключ; 5 — винты крепления резца; 6 — подкладка под резец
Настройка станка — это установка необходимой частоты вращения шпинделя и скорости перемещения суппорта (подачи). Для каждого конкретного способа обработки устанавливают наиболее выгодные параметры режима резания: скорость резания, глубину резания и подачу.
Скорость резания (V м/мин) — это путь, который проходят наиболее удаленные от центра точки обрабатываемой заготовки за единицу времени при ее вращении. Глубина резания (t, мм) при наружном точении — это толщина слоя металла, которая срезается за один рабочий ход резца: t = (D - d) : 2, где D — диаметр обрабатываемой поверхности, d — диаметр обработанной поверхности. Подача (S, мм/об) — это величина перемещения режущей кромки резца в направлении движения подачи за один оборот заготовки (рис. 71).

Рис. 71. Глубина резания и подача при наружном точении
Станок ТВ-6 настраивают при помощи рукояток 1 — 5 (см. рис. 64) по таблицам, которые прикреплены к станку.
- Не включать станок без разрешения учителя.
- Работать на станке можно только в спецодежде и в защитных очках.
- Работать только при опущенных защитных кожухах, закрывающих патрон и суппорт.
- Не передавать и не брать предметы через движущиеся части станка.
- Во время работы не наклонять голову близко к вращающемуся патрону.
- Не опираться на станок, не класть на него инструменты и заготовки.
- Не отходить от включенного станка.
Практическая работа № 20
Управление токарно-винторезным станком ТВ-6
Новые слова и понятия
Управление станком, наладка и настройка станка, трехкулачковый патрон, поводковая планшайба, параметры режима резания: скорость и глубина резания, подача.
Под управлением станком понимают совокупность воздействий на его механизмы, обеспечивающих выполнение технологического цикла обработки, а под системой управления — устройство или совокупность устройств, реализующих эти воздействия.
Цикл работы станка — это совокупность всех движений, необходимых для обработки заготовок и выполняемых в определенной последовательности.
Циклы, осуществляемые при работе станочного оборудования, делят на две группы.
Первую группу образуют циклы, которые остаются неизменными и повторяются многократно в процессе эксплуатации оборудования. Например, циклы работы автоматических линий и агрегатных станков.
Ко второй группе относятся циклы, совершаемые однократно в определенные моменты. Эти циклы инициируются специальной командой. Примерами таких циклов являются циклы движений вспомогательных механизмов в станках: поиск и смена инструмента, зажим и освобождение подвижных узлов, загрузка и зажим заготовок, выгрузка обработанных деталей и так далее.
Управление станком может быть ручным или автоматическим. Примером системы ручного управления является многорукояточное устройство, в котором для перемещения каждого блока зубчатых колес предусмотрена рукоятка. Ручное управление может быть селективным (избирательным), преселективным (с предварительным набором скоростей) и дистанционным (кнопочным).
Автоматическое управление подразделяется на: кулачковое; с помощью регулируемых упоров; программное и адаптивное.
Цикловым программным управлением (ЦПУ) называют управление, при котором полностью или частично программируется цикл работы станка, режимы обработки и смена инструмента, а размерная информация (перемещения рабочих органов станка) задается с помощью путевых упоров, устанавливаемых на специальных линейках или барабанах.
В автоматическом оборудовании с ЦПУ цикл работы является замкнутым, то есть положения механизмов в начальной и конечной фазах цикла совпадают.
Числовым программным управлением (ЧПУ) называют управление обработкой заготовки на станке по управляющей программе (УП), в которой данные представлены в цифровой форме. ЧПУ обеспечивает управление движениями рабочих органов станка, скоростью их перемещения при формообразовании, последовательностью обработки, режимами резания, а также различными вспомогательными функциями.
Система числового программного управления (СЧПУ) — это совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, которые обеспечивают управление станком. Основой СЧПУ является устройство числового программного управления (УЧПУ), которое выдает управляющее воздействие на рабочие органы станка в реальном масштабе времени в соответствии с УП и информацией о состоянии управляемого объекта. Вся информация УП (размерная, технологическая и вспомогательная), необходимая для управления обработкой, вводится в память системы управления. УЧПУ преобразует эту информацию в управляющие команды для рабочих органов станка и контролирует их выполнение.


Числовое программное управление (ЧПУ) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку. Оборудование с ЧПУ может быть представлено:
- станочным парком, например станками (станки, оборудованные числовым программным управлением, называются станками с ЧПУ ):
- для обработки металлов (например, фрезерные или токарные), дерева, пластмасс,
- для резки листовых заготовок,
- для обработки давлением и т.д.
Несколько станков с ЧПУ могут объединиться в гибкую автоматизированную производственную систему (ГПС), которая в свою очередь может быть дополнена гибким автоматизированным участком (ГАУ) и войти в состав автоматической линии (производства масштаба участка либо цеха), ГАП.
Содержание
История
Изобретателем первого станка с числовым (программным) управлением (англ. Numerical Control, NC ) является Джон Пэрсонс (John T. Parsons), работавший инженером в компании своего отца Parsons Inc, выпускавшей в конце Второй мировой войны пропеллеры для вертолетов. Он впервые предложил использовать для обработки пропеллеров станок, работающий по программе, вводимой с перфокарт.
В 1949 году ВВС США профинансировали Parsons Inc разработку станка для контурного фрезерования сложных по форме деталей авиационной техники. Однако, компания не смогла самостоятельно выполнить работы и обратилась за помощью в лабораторию сервомеханики Массачусетского технологического института (MIT). Сотрудничество Parsons Inc с MIT продолжалось до 1950 года. В 1950 году MIT приобрел компанию по производству фрезерных станков Hydro-Tel и отказался от сотрудничества с Parsons Inc, заключив самостоятельный контракт с ВВС США на создание фрезерного станка с программным управлением.
В сентябре 1952 года станок был впервые продемонстрирован публике – про него была напечатана статья в журнале Scientific American. Станок управлялся с помощью перфоленты.
Первый станок с ЧПУ отличался особой сложностью и не мог быть использован в производственных условиях. Первое серийное устройство ЧПУ было создано компанией Bendix Corp. в 1954 году и с 1955 года стало устанавливаться на станки. Широкое внедрение станков с ЧПУ шло медленно. Предприниматели с недоверием относились к новой технике. Министерство обороны США вынуждено было на свои средства изготовить 120 станков с ЧПУ, чтобы передать их в аренду частным компаниям.
Числовое программное управление также характерно для систем управления современными промышленными роботами.
Аббревиатура ЧПУ соответствует двум англоязычным — NC и CNC, — отражающим эволюцию развития систем управления оборудованием.
- Системы типа NC (англ.Numerical control ), появившиеся первыми, предусматривали использование жестко заданных схем управления обработкой — например, задание программы с помощью штекеров или переключателей, хранение программ на внешних носителях. Каких-либо устройств оперативного хранения данных, управляющих процессоров не предусматривалось.
- Более современные системы ЧПУ, называемые CNC (англ.Computer numerical control ) — системы управления позволяющие использовать для модификации существующих/написания новых программ программные средства. Базой для построения CNC служат современный (микро)контроллер или (микро)процессор:
-
, ,
- управляющий компьютер на базе микропроцессора.
Возможна реализация модели с централизованным автоматизированным рабочим местом (например, ABB Robot Studio, Microsoft Robotics Developer Studio) с последующей загрузкой программы посредством передачи по промышленной сети.
Аппаратное обеспечение
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Структурно, в состав ЧПУ входят:
- пульт оператора (или консоль ввода/вывода), позволяющий вводить управляющую программу, задавать режимы работы; выполнить операцию вручную. Как правило, внутри шкафа пульта современной компактной ЧПУ, размещаются её остальные части;
- дисплей (или операторская панель) - для визуального контроля режимов работы и редактируемой управляющей программы/данных; может быть реализован в виде отдельного устройства для дистанционного управления оборудованием;
- контроллер - компьютеризированное устройство, решающее задачи формирования траектории движения режущего инструмента, технологических команд управления устройствами автоматики станка, общим управлением, редактирования управляющих программ, диагностики и вспомогательных расчетов (траектории движения режущего инструмента, режимов резания); - память предназначенная для долговременного хранения (годы и десятки лет) системных программ и констант; информация из ПЗУ может только считываться; - память предназначенная для временного хранения управляющих программы и системных программ, используемых в данный момент.
В роли контроллера выступает промышленный контроллер как то: микропроцессор, на котором построена встраиваемая система; программируемый логический контроллер либо более сложное устройство управления — промышленный компьютер.
Важной характеристикой CNC-контроллера является количество осей (каналов), которые он способен синхронизировать (управлять) — для этого требуется высокая производительность и соответствующее ПО.
В качестве исполнительных механизмов используются сервоприводы, шаговые двигатели.
Для передачи данных между исполнительным механизмом и системой управления станком обычно используется промышленная сеть (например, CAN, Profibus, Industrial Ethernet).
Программное обеспечение
После того как составлена управляющая программа, оператор при помощи программатора вводит ее в контроллер. Команды управляющей программы размещаются в ОЗУ. В процессе создания или после ввода управляющей программы оператор (в данном аспекте выполняющий роль программиста) может отредактировать ее, включив в работу системную программу редактора и выводя на дисплей всю или нужные части управляющей программы и внося в них требуемые изменения. При работе в режиме изготовления детали управляющая программа кадр за кадром поступает на выполнение. В соответствии с командами управляющей программы контроллер вызывает из ПЗУ соответствующие системные подпрограммы, которые заставляют работать подключенное к ЧПУ оборудование в требуемом режиме — результаты работы контроллера в виде электрических сигналов поступают на исполнительное устройство — приводы подач, либо на устройства управления автоматикой станка.
Управляющая система считывает инструкции специализированного языка программирования (например, G-код) программы, который затем интерпретатором системы ЧПУ переводится из входного языка в команды управления главным приводом, приводами подач, контроллерами управления узлов станка (например, включить/выключить подачу охлаждающей эмульсии).
Разработка управляющих программ в настоящее время выполняется с использованием специальных модулей для систем автоматизированного проектирования (САПР) или отдельных систем автоматизированного программирования (CAM), которые по электронной модели генерируют программу обработки.
Для определения необходимой траектории движения рабочего органа в целом (инструмента/заготовки) в соответствии с управляющей программой используется интерполятор, рассчитывающий положение промежуточных точек траектории по заданным в программе конечным.
В системе управления, кроме самой программы, присутствуют данные других форматов и назначения. Как минимум, это машинные данные и данные пользователя, специфически привязанные к конкретной системе управления либо к определенной серии (линейке) однотипных моделей систем управления.
Программа для станка (оборудования) с ЧПУ может быть загружена с внешних носителей например, магнитной ленты, перфорированной бумажной ленты (перфоленты), дискеты или флеш-накопителей в собственную память либо временно, до выключения питания — в оперативную память, либо постоянно — в ПЗУ, карту памяти или другой накопитель: жёсткий диск или твердотельный накопитель. Помимо этого, современное оборудование подключается к централизованым системам управления посредством заводских (цеховых) сетей связи.
Эта статья посвящена правилам и технике управления токарным станком . От соблюдения правил работы на токарном станке зависит ваша безопасность. Уверенная техника управления токарным станком влияет на качество изделия и производительность управляемых работ. Если ваша цель узнать больше о токарном деле , следуйте руководству.
Шаг 1. Проверка токарного станка перед пуском
- При сменной работе на производстве сменщик, передающий вам токарный станок, обязан доложить о замеченных в нем неполадках (устно, письменно, по телефону). Отсутствие замечаний подразумевает, что токарный станок находится в исправном состоянии.
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.
-
Что на станке нет какого-либо предупреждения, типа (токарный станок в ремонте не включать) ;
![Токарный станок в ремонте]()
![Ключ патрона токарного станка]()
Выполнив допусковой контроль : включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.
![Включить рубильник токарного станка]()
Шаг 2. Управление шпинделем.
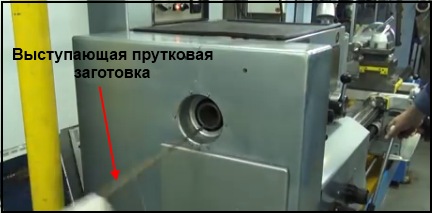
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.
![Прутковые заготовки для токарного станка]()
Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.
![Управление шпинделем токарного станка]()
![Настройка шпинделя токарного станка]()
Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).
![Прямые обороты]()
Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
![Гнездо трехкулачкового патрона]()
При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка
![Управление подачей токарного станка]()
Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.
![Ручное управление подачей]()
Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.
![Перемещение инструмента на токарном станке]()
Ручное управление поперечной подачей (выполняется Т-образной рукояткой с горизонтальной ручкой). Вращение рукоятки по часовой стрелке подает салазки инструмент вперед, то есть от себя, вращение рукоятки против часовой стрелки подает инструмент к себе. На нашем станке есть ускоренное включение перемещения салазок. Существуют разные техники вращения маховика одной и двумя руками , которые применяются в зависимости от выполняемой работы на токарном станке.
![Ручной привод поперечной подачи суппорта]()
Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.
![Подача верхними салазками]()
![перемещение верхних салазок]()
Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
- Для исключения случайного нажатия кнопки ускоренной подачи управление рычагом переключения подач необходимо производить приложением руки сбоку, но не сверху.
- До пуска ускоренной подачи нужно надежно убедиться в отсутствии препятствий для продвижения у любых точек на суппорте, в том числе и у инструмента, в направлении, куда вы хотите подать.
- Нельзя применять ускоренную подачудля коротких перемещений, особенно при подводам к вращающимся элементам.
- Тяжелые суппорты средних станков имеют инерцию, которую усиливается при ускоренной подаче механизмом его привода.
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.
![Резьбовая подача]()
Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.
![Управление задней бабкой токарного станка]()
Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке :
- Проверка конусов пиноли и инструмента на отсутствие загрязнений ;
- Введение наружного конуса в конус пиноли и нахождение положения совпадения разъема замка в пиноли с лапкой на конусе инструмента (для инструментов, не имеющих лапки, не требуется).
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.
![Управление резцедержателем]()
Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
- Самопроизвольная остановка токарного станка во время работы, во время отключения электропитания или механической неисправности ;
- Сталкивания вращающихся элементов с элементами суппорта ;
- Проворот детали в патроне ;
- Вырыв детали из зажимных приспособлений токарного станка ;
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
Читайте также:
- В чем заключалось обновление церкви предложенное сторонниками клюнийского движения кратко
- Методическое пособие проектная деятельность в детском саду
- Почему дети списывают в школе
- Как жила тася краткое содержание для читательского дневника
- Проектная деятельность как средство формирования знаний о зож в начальной школе