
Производство конструкционных материалов реферат
Обновлено: 05.07.2024
Мир разнообразных конструкций - промышленных, строительных, бытовых - разнообразен и многогранен, но он немыслим без материалов, из которых эти конструкции создаются. Конструкционные материалы содержат небольшое количество неизбежных примесей, образовавшихся естественным путём, причём основная часть примесей присутствует там намеренно.
Что такое конструкционные материалы?
Они отвечают трём требованиям – имеют определённую структуру и уровень свойств, а также пригодны для изготовления каких-либо изделий. Вещества, имеющие жидкую или пастообразную консистенцию, в эту группу не входят.
Большинство материалов для конструкций производятся искусственным способом из специально обработанных или подготовленных составляющих. Некоторые материалы являются веществами природного происхождения, основные свойства которых при обычной обработке не изменяются.
Разновидности конструкционных материалов
Основные конструкционные материалы подразделяют на металлические и неметаллические. Первая группа включает в себя чёрные (сталь, чугун) и цветные металлы и сплавы. Вторая более разнообразна: туда входят:
- механические композиты (бетон, цемент);
- древесина;
- природный камень;
- пластмассы, которые могут существовать в виде изомеров – атомов, соединённых между собой разными видами химических связей.
К отдельной группе относят химические композиты, в структуре которых одновременно присутствуют атомы металлов и неметаллов. Достижения современного материаловедения ежегодно приводят к созданию принципиально новых типов конструкционных материалов. Свойства композитов зависят от устойчивости соединения нескольких природных или искусственных веществ, которые получены в определённых условиях. Каждый из конструкционных материалов имеет определённые свойства, соответственно которым устанавливаются области его рационального применения.
Из чёрных металлов и сплавов главнейшее значение имеет сталь и её сплав с графитом – чугун. В качестве цветных металлов наибольшее распространение получили алюминий, медь, никель, титан и их сплавы. Они востребованы практически во всех отраслях промышленного производства, аграрном деле, строительстве, связи.
Типовым представителем механических композитов считается бетон, состоящий из смеси цемента, таких заполнителей, как песок, гравий или щебень, а также воды. Параметры бетона зависят от соотношений, используемых при расчете смеси. Поэтому поставщики бетона обычно предоставляют свойства материала и результаты испытаний для каждого конкретного случая.
Древесина считается конструкционным материалом, если потребительские свойства позволяют использовать её для производства компактной, долговечной продукции. Например, деревья-кустарники, хотя и имеют структуру древесины, могут использоваться только в качестве сырья для лесохимической или целлюлозно-бумажной промышленности.
Природные камни – граниты, базальт, кварц, представляют собой вещества магматического происхождения, образовавшиеся много тысячелетий тому назад вследствие извержения пород из недр Земли с их последующим застыванием. Возможна механическая (резание, шлифовка) или термохимическая (литьё) обработка природного камня.
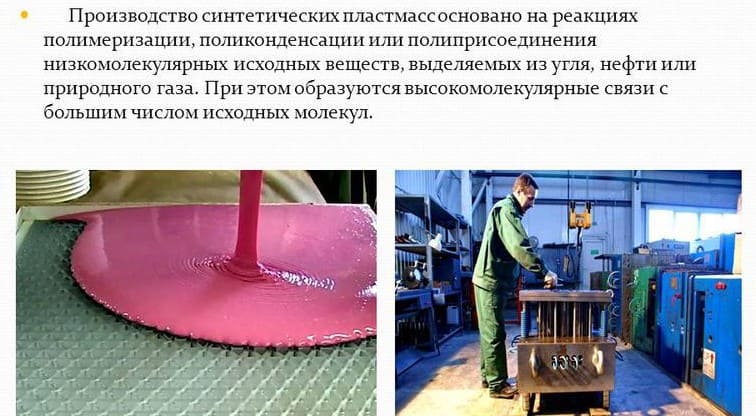
Пластмассы – обширный класс искусственных веществ, которые создаются в результате контролируемого прохождения химических реакций. Номенклатура применяемых пластиков обширна и ежегодно пополняется новыми представителями.
Рассмотрим классификацию конструкционных материалов более подробно.
Металлические
Включают материалы, полученные переработкой руд чёрных и цветных металлов. Самородные структуры – золото, железо, свинец – в первичном виде не используются, поскольку не обладают теми потребительскими характеристиками, которые необходимы для долговечного применения.

Ведущее место среди металлов принадлежит стали – сплаву железа с не более чем 2% углерода. Особенностями стали являются:
- достаточно широкий диапазон марок;
- возможность видоизменять характеристики под воздействием температуры;
- доступность добычи исходного сырья;
- способность к вторичной переработке.
Большинство металлических материалов может проявлять интерметаллидные свойства, образуя новые многокомпонентные соединения.
Поскольку все виды конструкционных материалов тверды, прочны и сохраняют свою форму при повышенных температурах (исключение составляют только олово и свинец, которые используются в качестве припоев), то основные области их применения – строительство, промышленность, средства связи, медицина.
Неметаллические
Получаются как природным, так и искусственным способом. Например, образование изделий из камня – это производство, основанное на переработке естественных заготовок. Остальные виды – керамика, дерево, пластик – получены в результате процессов с искусственно полученными веществами (например, с цементом для бетона), либо с природными компонентами (в частности, для изготовления керамики используют глину).
Процессы, которые необходимы для получения неметаллов:
- Добыча исходного сырья – руды, древесины, химических соединений, используемых для производства пластических масс и т.д.
- Подготовка сырья к переработке. Для неорганических ископаемых сюда входят технологии обогащения, для органических (древесина, пластик) – различные механо-термические превращения.
- Получение продукции и её отделка, например, окраска, нанесение декоративных или технологических покрытий.
Конечные показатели материалов органического происхождения могут сильно отличаться от свойств исходного сырья, в то время как продукты из неорганических компонентов в целом сохраняют свои эксплуатационные показатели.
Композиционные
Композиты образуются только искусственными способами, для чего применяются механические (измельчение, дробление, резка), химические, термические и комбинированные операции.
В число последних входят:
- нагрев;
- уплотнение;
- охлаждение;
- растворение.
Нагрев и охлаждение используются для облегчения последующего формоизменения, уплотнение (прессование) – для преобразования заготовок в конечную продукцию, растворение – для ускорения обработки компонентов.
Для получения продукции, основой которой являются высокомолекулярные органические вещества, используют управляемые химические реакции, а для создания композитных конструкционных материалов с особыми свойствами - методы с применением высоких энергий. В результате направленного энергетического воздействия, например, лазерного луча или плазмы, исходная структура веществ необратимо изменяется. В результате образуется продукция, свойства которой в природном виде воспроизвести невозможно. Это направление материаловедения за последние годы развивается наиболее интенсивно, поскольку техника и потребности современного общества требуют материалов, которые обладали бы сочетанием нескольких противоречивых характеристик: например, высокой прочностью при малом весе.
Свойства конструкционных материалов
Их подразделяют на три группы – механические, физические и эксплуатационные.
Физические свойства конструкционных материалов - это параметры, которые можно измерить. Механические свойства считаются показателем поведения материала при различных условиях его нагружения. Эксплуатационные свойства определяют потребительскую ценность материала, например, долговечность и износостойкость.
Обычно все виды свойств рассматривают совместно.
Механические свойства
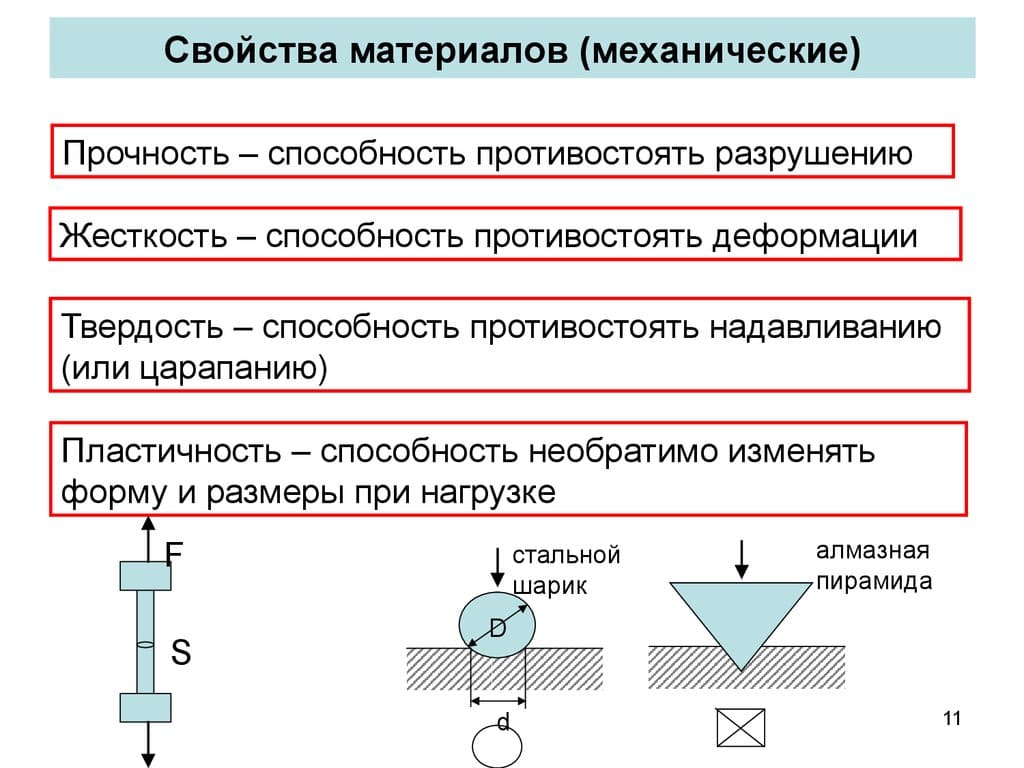
Определяются химическим составом и внутренней структурой материала, например размером зерна или направлением волокон. На уровень этих свойств влияют условия обработки, особенно, если обработка сопровождается перестройкой внутренней структуры. Уровень механических свойств зависит от условий применения.
Многие механические свойства взаимозависимы: высокие характеристики в одной категории могут сочетаться с более низкими характеристиками в другой. Например, более высокая прочность может быть достигнута за счет более низкой пластичности. Таким образом, верное понимание среды, в которой работает изделие, приводит к выбору оптимального материала.
Основные механические свойства:
- предельное сопротивление внешним нагрузкам – растяжению, сжатию, изгибу, сдвигу;
- деформируемость без потери целостности;
- упругость;
- удельная вязкость разрушения.
Физические свойства
Наряду с механическими определяют способность материала удовлетворять производственным требованиям, однако в большинстве случаев мало изменяются от условий внешней обработки.
Основные физические свойства:
- плотность;
- электропроводность;
- теплопроводность/теплоёмкость (иногда сюда же вносят температуропроводность);
- температуры перехода в различное структурное состояние;
- коэффициенты объёмного расширения.
Физические свойства могут измеряться непосредственно. Для каждого вида материала разработаны стандартные методики оценки, поэтому результат определяют узкие диапазоны значений. Выбор происходит обычно уже по заданным значениям физических параметров.
Технологические свойства
Используются для определения способности материала к обработке. Включают в себя пластичность и жёсткость, причём численные нормируемые параметры здесь отсутствуют. Технологические свойства конкретизируются для определённых условий обработки и устанавливаются исключительно по результатам испытаний на специализированном лабораторном оборудовании.
Эксплуатационные свойства
Необходимы для оценки долговечности/износотойкости изделия, которое изготовлено из данного конструкционного материала. Износостойкость - это мера способности материала противостоять контактному трению, которое может принимать различные формы:
- адгезию (сцепление;
- истирание;
- царапание, долбление;
- температурный износ.
Управление фактическими эксплуатационными показателями входит в число обязательных этапов конструирования детали или узла.
Химические свойства
Более значимы для материалов, состав которых может изменяться под влиянием внешних условий. К таким свойствам относят:
- стойкость против коррозии (для металлов);
- химическая стабильность (для пластика;
- инертность при воздействии внешних агрессивных сред.
Стабильность химических свойств имеет решающее значение при выборе типа композитов.
Технология конструкционных материалов это наука о строении и свойствах металлов и сплавов, об улучшении этих свойств путем изменения химического состава посредством термического и других видов воздействия на эти материалы. Также изучения поведения металлов и сплавов в процессе обработки и при эксплуатации изделий изготовленных из них. Основой технологии конструкционных материалов является соответствующие разделы физики и химии.
Отличие технологии конструкционных материалов от других фундаментальных наук состоит в том, что она является прикладной наукой.
Нужно сказать, что главное в технологии конструкционных материалов – это учение о связи между составом строением и свойствами изучаемых металлов и сплавов. Основоположником технологии конструкционных материалов является знаменитый русский ученый Дмитрий Константинович Чернов. Он установил, что при нагреве твердой стали до определенных температур зависящих от ее состава в ней происходят внутренние превращения приводящие к изменению ее свойств, была показана связь между составом, строением и свойствами стали.
Роль стали и чугуна в машиностроении
Сталь и чугун являются основными конструкционными материалами во всех отраслях машиностроения. Данные понятия тесно связанны с наукой технологии конструкционных материалов, что впоследствии является необходимой теоретической частью знаний в этой области:
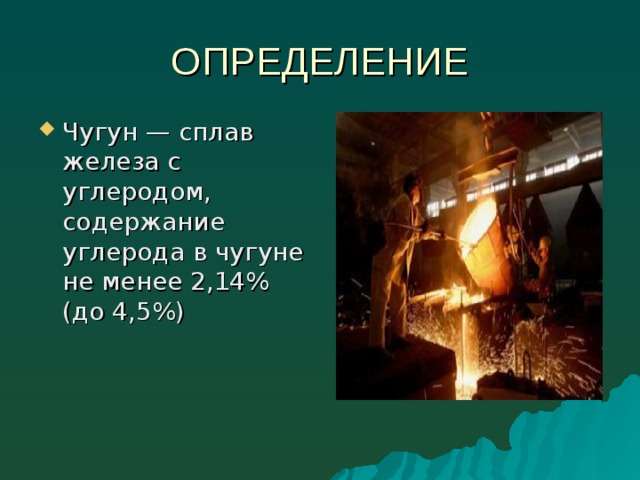
Сталь - это железоуглеродистый сплав, где содержание углерода не превышает 1,7%
Чугун – это железоуглеродистый сплав, где содержание углерода превышает 1,7% (это больше относиться к нелегированным чугунам). Для улучшения свойств стали и чугуна их часто легируют, вводя одну или несколько добавок. В качестве легирующих добавок применяются кремний, хром, никель, молибден, ванадий и др. В зависимости от содержания легирующих компонентов сплавы на железной основе подразделяются на низколегированные (содержание добавок не превышает 2,5%), среднелегированные (содержание добавок от2,5 до 10%) и высоколегированные (содержание добавок больше 10%).
Коррозия железоуглеродистых сплавов
Так как значение данных сплавов в производстве столь велико, то исходя из этого, борьба с коррозией этих материалов имеет большое практическое значение. Сталь и чугун обладают невысокой коррозионной стойкостью в агрессивных средах вследствие своей физической и химической неоднородности. В их состав входят три основные структурные составляющие - феррит, цементит и графит, обладающие весьма различными электродными потенциалами. Наиболее низкий электродный потенциал у феррита (-0,44 в), наиболее высокий у графита ( 0,37 в). При соприкосновении с электролитом железоуглеродистые сплавы образуют микроэлементы, в которых цементит и графит являются катодами, а феррит-анодом. Разность потенциалов в макроэлементах, возникающих при коррозии железоуглеродистых сплавов, достигает довольно значительных величии. Работой этих микроэлементов и объясняется сильная электрохимическая коррозия железоуглеродистых сплавов.
Железоуглеродистые сплавы неоднородны и по химическому составу. Кроме углерода, даже в относительно чистых технических сплавах (железо Армко). Всегда содержатся примеси марганца, кремния, серы и фосфора.
Хотелось бы упомянуть данное обстоятельство, а именно в отсутствие кислорода и других окислителей сплавы с более высоким содержанием углерода коррозируют сильнее, чем сплавы, более бедные углеродом, данная закономерность характерна для коррозии серого чугуна в кислой среде.
Оформление исследований коррозии металлов в самостоятельную научную дисциплину относится к началу настоящего столетия, когда были опубликованы первые работы В.А. Кистяковского по теории пассивности (1901 г.). В дальнейшем В.А. Кистяковским и его многочисленными учениками создана пленочная теория пассивности металлов в растворах электролитов и во влажной атмосфере. В работах В.А. Кистяковского и его школы впервые была высказана гипотеза об образовании коррозионных центров как определенной стадии процесса коррозии.
В 1913 г. Н. А. Изгарышев, изучая пассивность металлов в различных средах, показал, что поверхность металла в растворах электролитов представляет собой многоэлектродную систему, в которой каждая составляющая металла, т. е. каждый электрод, обладает своим, отличным от других электродов, значением потенциала. Более поздними работами Н. А. Изгарышева (1926 г.) установлено, что основным источником энергии гальванического элемента является энергия гидратации ионов растворяющегося металла.
Новое толкование электродных процессов в гальванических элементах было дано в 1913 г. Л.В. Писаржевским, который объяснял возникновение скачка потенциала между металлом и раствором протеканием двух процессов: 1) диссоциации атомов металла на ионы (точнее - удаление электрона от ион-атома металла); 2) гидратации образовавшихся ионов металла. Позднее А.Н. Фрумкин показал, что главным фактором, определяющим возникновение скачка потенциала, является двойной электрический слой из зарядов металла и ионов раствора. Для решения практических задач борьбы с коррозией большую роль сыграли исследования Г.В. Акимова, Н.Д. Томашова и их сотрудников, позволившие теоретически обосновать явления структурной коррозии и механизм коррозионных процессов. Ими разработана теория многоэлектродных элементов и дан метод расчета как простых, так и сложных гальванических систем при любом числе электродов. Советские ученые значительно расширили и дополнили учение о пассивности метал нов, основанное на пленочной теории В.А. Кистяковского. Большой интерес представляют исследования П.Д Данкова, который установил основные принципы химического превращения твердого тела, имеющие большое практическое и теоретическое значение при защите металла от коррозии различными пленками.
Понятие коррозия
Коррозия - это процесс разрушения поверхности металлов под влиянием химического и электрохимического воздействия среды их окружающей. Его способна вызвать даже дистиллированная вода, в которой в зависимости от температуры больше или меньше ионов, определяющих так называемый водородный показатель рН. Если он больше семи, то вода имеет щелочную реакцию, если меньше - кислотную. Для чистой воды рН равен семи (абсолютная нейтральность) только при температуре 25°С. При повышении температуры вода становится слабокислотной (при 60°С ее рН равен 6,51, как у человеческой слюны), а при понижении - щелочной (рН при 0°С равен 7,47): железо коррозирует активнее.
Несмотря на то, что механизм коррозионных процессов в условиях воздействия механических нагрузок и динамика изменения механических свойств напряженного металла при коррозии изучены недостаточно. По этой же причине не всегда представляется возможным прогнозировать надежность конструкций в эксплуатации и эффективность электрохимической защиты. Однако положительный опыт ее применения на многих ответственных металлоконструкциях из нержавеющих и высокопрочных сталей, медных, титановых и алюминиевых сплавов требует пояснения принципов осуществления электрохимической защиты.
По механизму коррозионного процесса различают три основных типа коррозии: химическую, электрохимическую и биохимическую.
Сжато рассмотрим механизм коррозионных процессов в вершине микротрещины СКРН. Известно, что в трещине развиваются процессы анодного растворения металла, сопровождающиеся генерацией водорода. В результате катодного процесса на границе контакта H2S - среда - металл преимущественно восстанавливается водород и происходит дальнейшее наводороживание металла.
Из рассмотрения механизма коррозионного процесса явствует, что основным катодным процессом при коррозии металлов в нейтральных электролитах является реакция восстановления кислорода. Поэтому если исключить эту реакцию или сильно ее затормозить, можно практически полностью подавить коррозионный процесс. На практике этот метод широко используется. В частности, процесс подготовки воды для атомных и обычных электростанций включает как один из обязательных элементов удаление кислорода. Ниже детально рассматривается механизм коррозионных процессов в системе нефтепродукт вода металл, наиболее характерной и важной для химмотологии. Вне зависимости от механизма коррозионного процесса в зоне катода образуется атомарный водород, который способен диффундировать через кристаллическую решетку металла, а на поверхности, соединяясь с другими атомами водорода, образует молекулярный водород.
Способы решения проблемы коррозии металлов
Не всем известно, что суммарный ущерб от коррозии металлов в промышленно-развитых странах может достигать 4-5% национального дохода, независимо от типа конструкций и условий ее эксплуатации, как следствие уменьшение прибыли (то есть потеря лишних денег), которая могла бы послужить в дальнейшем инвестициями в ее развитии, как в экономическом так и индустриальном.
Рассмотренный выше механизм коррозионных процессов, а также причины, их выбывающие, дают возможность выбора защитных мероприятий. Сейчас наиболее простым и доступным способом борьбы с коррозией является применение защитных лакокрасочных покрытий (ЛКП). Л КП удобны в нанесении, обновляемы, создают декоративный фон. Защитное действие их обусловливается либо механической изоляцией поверхности, либо химическим и электрохимическим взаимодействием покрытия и поверхности. Основными недостатками большинства ЛКП являются их ограниченная паро-, газо- и водопроницаемость, недостаточная термо- и морозостойкость в ряде случаев.
Производство стали и чугуна
В основном Чугун выплавляется в домнах. Это сложное инженерное сооружение, работающее непрерывно в течение долгого времени. Печь работает по принципу противотока. Сверху загружается руда, флюсы и кокс, а снизу подается воздух.. Кокс служит для нагревания и расплавления руды, а также участвует в восстановлении железа из окислов руды. В коксе должно быть минимум серы и фосфора. Флюсы (известняки, кремнеземы. ) необходимы для получения шлаков. При сгорании топлива образуется окись углерода, которая и является главным восстановителем железа. Восстановление железа происходит от высших окислов к низшим и, в конечном итоге, к металлу: окисью углерода СО и твердым углеродом С. Восстановление марганца, кремния и других элементов выполняется также коксом.
Продуктами доменного производства являются: чугун передельный, содержащий 4…4,5 % С, 0,6…0,8 % Si, 0,25…1,0 % Mn, до 0,3 % S и до 0,05 % Р; чугун литейный, содержащий Si около 3 % ; ферросплавы: ферросилиций ( 9 …13 % Si ) и ферромарганец ( 70 …75 % Mn ), предназначенные для раскисления и легирования сталей; шлаки, используемые для производства шлаковаты, шлакоблоков, цемента.
Чтобы получить сталь из чугуна надо уменьшить в нем количество углерода, марганца, серы и фосфора. Для этого используются такие способы: конверторный, изготовления в мартеновских печах и получение стали в электрических печах. Из этих трех основных способов производства стали конверторный появился ранее других. Кислородно-конверторный процесс представляет собой один из видов передела жидкого чугуна в сталь без затраты топлива, путем продувки чугуна в конвертере технически чистым кислородом.
При обработке металлов давлением полуфабрикаты и изделия получают пластическим деформированием исходной заготовки без снятия стружки. Этот процесс отличается значительной экономичностью, высоким выходом годного и большой производительностью. Обработка давлением можно изготовить детали самых различных размеров (от миллиметра до нескольких метров) и формы.
Обработка металлов давлением обычно преследует две основные цели: получение изделий сложной формы из заготовок простой формы и улучшение кристаллической структуры исходного литого металла с повышением его физико-механических свойств. Давлением обрабатывают примерно 90% всей выплавляемой стали, а также большое количество цветных металлов и их сплавов.
К обработке металлов давлением относят прокатку, волочение, прессование, ковку, штамповку, и некоторые специальные процессы, например, отделочную и упрочняющую обработку пластическим деформированием и т.д. Методы обработки металлов давлением классифицируют по схемам технологического процесса.
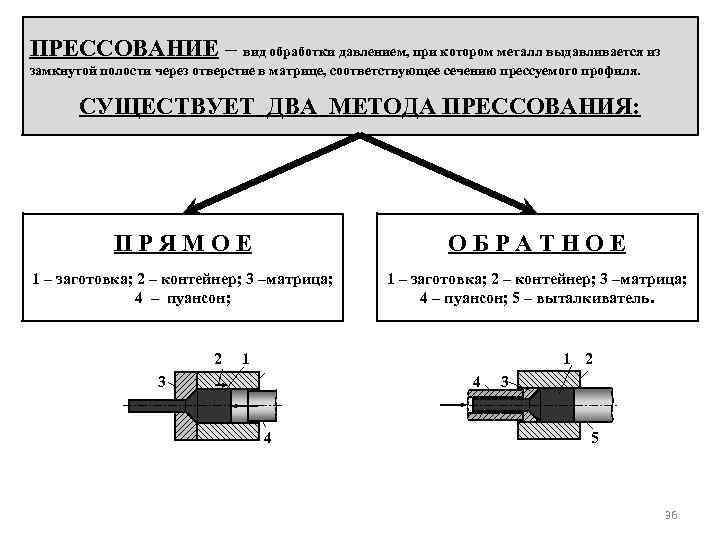
При прессовании металл выдавливают из замкнутой полости через отверстие, получая пруток или трубу с профилем, соответствующим сечению отверстия инструмента. Исходный материал для прессования - слитки или отдельные заготовки. Существуют два метода прессования - прямой и обратный. При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение материала из отверстия матрицы, которая крепится на конце полого пуансон, происходит в направлении, обратном движению пуансона с матрицей.
Обратное прессование по сравнению с прямым требует меньших усилий и прессостаток в этом случае меньше, однако меньшая деформация при обратном прессовании приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Основное преимущество прессованных изделий - точность их размеров. Кроме того, ассортимент изделий, получаемый прессованием, весьма разнообразен, и этим методом можно получить очень сложные профили.
Основные положения обработки металлов давлением
В основе обработки металлов давлением лежит процесс пластической деформации, при котором изменяется форма без изменения массы. Все расчеты размеров и формы тела при обработке давлением основаны на законе постоянства объема, суть которого заключается в том, что объем тела до и после пластической деформации принимается неизменным: V1=V2=const (V1 и V2 - объемы тела до и после деформации).
Изменения формы тела может происходить в направлении трех главных осей; при этом каждая точка стремится перемещаться в том направлении, в котором создается наименьшее сопротивление ее перемещению. Это положение в теории обработки металлов давлением носит название закона наименьшего сопротивления.
При свободном формоизменении тела в различных направлениях наибольшая деформация происходит в том направлении, в котором большинство перемещающихся точек встречает наименьшее сопротивление своему перемещению.
Нагретую заготовку 1 (рис. 1, а) укладывают на нижний боек 3 и верхним бойком 2 последовательно деформируют отдельные ее участки. Металл свободно течет в стороны, не ограниченные рабочими поверхностями инструмента, в качестве которого применяют плоские или фигурные (вырезные) бойки, а также различный подкладной инструмент.
Ковкой получают заготовки для последующей механической обработки. Эти заготовки называют коваными поковками, или просто поковками.
Основной материал заготовок — стали, цветные металлы и сплавы.
Ковка является единственно возможным способом изготовления тяжелых поковок (до 250 т) типа валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей, валков прокатных станов и т.д. В единичном и мелкосерийном производствах ковка обычно экономически целесообразна. Объясняется это тем, что при ковке используют универсальный (пригодный для изготовления различных поковок) инструмент. Исходными заготовками для ковки тяжелых крупных поковок служат слитки массой до 320 т. Поковки средней и малой массы изготавливают из блюмов и сортового проката квадратного, круглого или прямоугольного сечений.
К основным операциям ковки относятся осадка, протяжка, отрубка, гибка и прошивка (рис. 1).

Рис. 1. Схемы основных операций ковки:
а — осадка; 6 — протяжка; в — гибка; г — отрубка; д — двухсторонняя прошивка;
е — сквозная прошивка
Осадка (рис. 1, а) — операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения.
Протяжка (рис. 1, б) — операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения.
Гибка (рис. 1, в) — операция придания заготовке изогнутой формы по заданному контуру.
Отрубка (рис. 1, г) — операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента — топора.
Прошивка (рис. 1, д, е) — операция получения полостей в заготовке за счет вытеснения металла. Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка).
Ковку выполняют на ковочных молотах (машины динамического, ударного действия) и ковочных гидравлических прессах, рис. 2 (машины статического действия).
Штамповка — это вид обработки металлов давлением, при котором формообразование поковки осуществляют с помощью специального инструмента — штампа.

Рис. 2. Протяжка длинной заготовки на гидравлическом ковочном прессе с нижним расположением цилиндров и рельсовым манипулятором

Течение металла при штамповке ограничивается поверхностями полостей (а также выступов), изготовленных в отдельных частях штампа, так что в конечный момент штамповки они образуют единую замкнутую полость по конфигурации поковки.
В качестве заготовок для объемной штамповки в подавляющем большинстве случаев применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический. При этом прутки разрезают на отдельные (мерные) заготовки, хотя иногда детали штампуют из прутка с последующим отделением поковки непосредственно на штамповочной машине. Мерные заготовки отрезают от прутка различными способами: на кривошипных пресс-ножницах, механическими пилами, абразивными кругами, газовой резкой и т.д.
Различают горячую и холодную объемную штамповку.
Кроме того, в зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах.
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход из полости штампа и заставляет металл целиком заполнить всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять особо высоких требований к точности заготовок по массе. Заусенец затем обрезается в специальных штампах.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполнятся углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно, в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность. Существенное преимущество штамповки в закрытых штампах — уменьшение расхода металла, поскольку нет отхода в заусенец. Поковки, полученные в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
15. Белые, серые, высокопрочные и ковкие чугуны. Их маркировка, способ получения, область применения, структура
Белые чугуны: состав, свойства, область применения.
Углерод находится в виде цементита Fe3C. Излом будет белый, если сломать. В структуре доэвтектического чугуна HB 550 наряду с перлитом и вторичным цементитом присутствует хрупкая эвтектика (ледебурит), количество которой достигает 100% в эвтектическом чугуне. Структура заэвтектического чугуна состоит из эвтектики (Лп) и первичного цементита, выделяющегося при кристаллизации из жидкости в виде крупных пластин. Высокая твёрдость, трудно обрабатывается резанием. Гл. свойство: высокая износостойкость. Чугун хрупкий. Редко применяется в машиностроении. Используется при изготовлении жерновов на мельнице, прокатные валки на прокатных станках, изгороди делают из этого чугуна. Если отливка небольшая (до 10 кг), то образуется белый чугун при быстром охлаждении.
Получение: В доменных печах выплавляют белые чугуны трех типов: литейный коксовый, передельный коксовый и ферросплавы.
Серый чугун.
Структура не оказывает влияние на пластичность, она остается чрезвычайно низкой. Но оказывает влияние на твердость. Механическая прочность в основном определяется количеством, формой и размерами включений графита. Мелкие, завихренной формы чешуйки графита меньше снижают прочность. Такая форма достигается путем модифицирования. В качестве модификаторов применяют алюминий, силикокальций, ферросилиций.
Серый чугун широко применяется в машиностроении, так как легко обрабатывается и обладает хорошими свойствами.
В зависимости от прочности серый чугун подразделяют на 10 марок (ГОСТ 1412).
Серые чугуны при малом сопротивлении растяжению имеют достаточно высокое сопротивление сжатию.
Серые чугуны содержат углерода – 3,2…3,5 %; кремния – 1,9…2,5 %; марганца –0,5…0,8 %; фосфора – 0,1…0,3 %; серы – Высокопрочный чугун с шаровидным графитом.
Высокопрочные чугуны (ГОСТ 7293) могут иметь ферритную (ВЧ 35), феррито-перлитную (ВЧ45) и перлитную (ВЧ 80) металлическую основу.
Получают эти чугуны из серых, в результате модифицирования магнием или церием (добавляется 0,03…0,07% от массы отливки). По сравнению с серыми чугунами, механические свойства повышаются, это вызвано отсутствием неравномерности в распределении напряжений из-за шаровидной формы графита.
Чугуны с перлитной металлической основой имеют высокие показатели прочности при меньшем значении пластичности. Соотношение пластичности и прочности ферритных чугунов - обратное.
Высокопрочные чугуны обладают высоким пределом текучести, что выше предела текучести стальных отливок. Также характерна достаточно высокая ударная вязкость и усталостная прочность, при перлитной основе.
Высокопрочные чугуны содержат: углерода – 3,2…3,8 %, кремния – 1,9…2,6 %, марганца – 0,6…0,8 %, фосфора – до 0,12 %, серы – до 0,3 %.
Эти чугуны обладают высокой жидкотекучестью, линейная усадка – около 1%. Литейные напряжения в отливках несколько выше, чем для серого чугуна. Из-за высокого модуля упругости достаточно высокая обрабатываемость резанием. Обладают удовлетворительной свариваемостью.
Из высокопрочного чугуна изготовляют тонкостенные отливки (поршневые кольца), шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели, планшайбы.
Отливки коленчатых валов массой до 2..3 т, взамен кованых валов из стали, обладают более высокой циклической вязкостью, малочувствительны к внешним концентраторам напряжения, обладают лучшими антифрикционными свойствами и значительно дешевле.
Обозначаются индексом ВЧ (высокопрочный чугун) и числом, которое показывает значение предела прочности, умноженное на ВЧ 100.
Получение: Высокопрочные чугуны (ГОСТ 7293—79) — разновидность серых чугунов, которые получают при модификации их магнием или церием. Графитовые включения в этих чугунах имеют шаровидную форму.
Ковкий чугун.
Получают отжигом белого доэвтектического чугуна.
Хорошие свойства у отливок обеспечиваются, если в процессе кристаллизации и охлаждения отливок в форме не происходит процесс графитизации. Чтобы предотвратить графитизацию, чугуны должны иметь пониженное содержание углерода и кремния.
Ковкие чугуны содержат: углерода – 2,4…3,0 %, кремния – 0,8…1,4 %, марганца – 0,3…1,0 %, фосфора – до 0,2 %, серы – до 0,1 %.
Формирование окончательной структуры и свойств отливок происходит в процессе отжига, схема которого представлена на рис. 11.4. Отливки выдерживаются в печи при температуре 950…1000С в течении 15…20 часов. Происходит разложение цементита:Fe3C→Fey(C)+C.
Структура после выдержки состоит из аустенита и графита (углерод отжига).При медленном охлаждении в интервале 760…720oС, происходит разложение цементита, входящего в состав перлита, и структура после отжига состоит из феррита и углерода отжига (получается ферритный ковкий чугун).
При относительно быстром охлаждении (режим б, рис. 11.3) вторая стадия полностью устраняется, и получается перлитный ковкий чугун.
Структура чугуна, отожженного по режиму в, состоит из перлита, феррита и графита отжига (получается феррито-перлитный ковкий чугун)
По механическим и технологическим свойствам ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Недостатком ковкого чугуна по сравнению с высокопрочным является ограничение толщины стенок для отливки и необходимость отжига.
Отливки из ковкого чугуна применяют для деталей, работающих при ударных и вибрационных нагрузках.Из ферритных чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы.
Из перлитных чугунов, характеризующихся высокой прочностью, достаточной пластичностью, изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Обозначаются индексом КЧ (высокопрочный чугун) и двумя числми, первое из которых показывает значение предела прочности, умноженное на , а второе – относительное удлинение - КЧ 30 - 6.
Получение: Ковкие чугуны— разновидность серых чугунов, получаемая путем длительного (до 80 ч) выдерживания белых чугунов при высокой температуре. Такая термическая обработка называется томлением. При этом цементит распадается и выделившийся при его распаде графит образует хлопьевидные включения. В зависимости от температуры и длительности выдерживания ковкие чугуны получают на ферритной и ферритно-перлитной основах.
СПИСОК ЛИТЕРАТУРЫ
1. Практикум: материаловедение и технология конструкционных: учебное пособие. Часть 1. Материаловедение / М.М. Мишин, М.Н. Мишина,
С.Ю. Астапов. – Мичуринск: Мичуринский ГАУ, 2021. – 93 с.
2. Практикум: материаловедение и технология конструкционных: учебное пособие. Часть 2. Технология конструкционных материалов / М.М.
Мишин, М.Н. Мишина, С.Ю. Астапов. – Мичуринск: Мичуринский ГАУ, 2021. – 104 с.
3. Практикум по материаловедению и технологии конструкционных
5. Материаловедение в машиностроении. В 2 ч. Часть 1: учебник для вузов / А. М. Адаскин, Ю. Е. Седов, А. К. Онегина, В. Н. Климов. — 2-е изд.,
испр. и доп. — Москва: Издательство Юрайт, 2020. — 258 с. — (Высшее
6. Учебно-методическое пособие к выполнению контрольной работы по дисциплине "Материаловедение. Технология конструкционных материалов" с вариантами заданий / Ишбулатова А.Р. – Уфа: Уфимский государственный нефтяной технический университет, 2011. – 40 с.
7. Адаскин А.М. Материаловедение. - М.: ВШ, 2005. - 455 с.
8. Ржевская С.В. Материаловедение. Учебник. - М.: Логос, 2004.- 420 с.
9. Колесов С.Н. Материаловедение и технология конструкционных материалов. Учебник. - М.: ВШ, 2007. - 535 с.
10.Ульянина И.Ю. Материаловедение в схемах-конспектах. Учебное пособие в 2-х ч.: ч.1, 2005 г.-114 с.
11.Ульянина И.Ю. Материаловедение в схемах-конспектах. Учебное пособие в 2-х ч.: ч.2, 2005 г.-140 с.
Основными задачами российской промышленности являются более полнолное удовлетворение потребностейнародного хозяйства высококачественной продукцией, обеспечение технического перевооружения и интенсификации производства во всех областях.
Поставленные задачи должны решать высококвалифицированные инженеры-машиностроители, в деятельности которых применение на практике технологических наук имеет очень большое значение.
В данной работе мы рассматриваем лишь небольшую часть основных процессов изготовления детали на примере втулки. Описаны основные параметры этой детали, технические характеристики материала, из которого она изготавливается. Способ получения и расчёта режимов резания технологических процессов, таких как фрезерование, протягивание, сверление и резьбонарезание. А также рассчитано основное технолгическое время изготовления данной детали.
Описание конструкции детали.
Дано — втулка. Изготавливается из сортового проката круг . Материал детали Сталь 45Х (данные по этой стали приведены ниже); определяется ГОСТом 1050-74. Вид проката, из которого изготавливается деталь, — круг горячекатный повышенной и нормальной точности с постоянной характеристикой поперечного сечения; диаметр — 80мм. Определяется ГОСТом 2590-71. Внутренний диаметр проката — 25мм.
Втулка конструктивно представляет собой вал с отверстием.
Втулка — тело вращения. Из требований предъявляемых к шероховатости обрабатываемых поверхностей можно сделать вывод, что поверхности, обрабатываемые по 6-ому классу точности (RA=2,5) являются остновными, то есть по ним присходит соединение втулки с другими деталями.
Втулку в основном изготавливают из конструкционных и легированных сталей, отвечающих требованиям высокой точности, хорошей обрабатываемости, малой чувствительности к конструкционным напряжениям, повышенной износостойкостью.
Втулка работает без смазки; нагрузки, действующие на неё, передаются черезтри отверстия диаметром 5мм. При помощи этих отверстий втулка крепится к корпусу, а отверстие диаметром 30мм используется для вала, который передаёт вращательное движение.
Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности и проста по конструкции. Расположение крепёжных отверстий допускает многоинструментальную обработку. Поверхности вращения могут быть обработаны на многошпиндельных станках.
Выбор заготовки.
При выборе заготовки учитывают:
Данная деталь — втулка — изготавливается штамповкой на горизонтально-ковочных машинах (ГКМ). Штамповка на ГКМ является одним из самых производительных способов и рентабельна для заготовки данной детали. Производительность до 400 поковок в час. Допуски и припуски на поковки, изготовляемые на ГКМ, ркгламентируются ГОСТом 7505-55. Требуемое усилие на ГКМ расчитывается по формуле:
где Dnk — диаметр поковки в мм;
k— коэффициент. Для поковок простой формы k=0.05
P=0.05·(80) 2 = 320, тс
Точность и качество поверхности заготовки, изготовливаемой ковкой по ГОСТу 7505-55 3-я группа точности, определяется высотой неровностей и дефектным слоем (Rz+T)=1.5 мм
Кривизна DК (мкм/мм) для поковок диаметром 85мм, обработанных ковкой, 3мм.
Общая кривизна заготовки:
rК0 = DКL, где L — общая длина заготовки в м (с учётом припуска 63мм).
rК0 = 0.003·0.063 = 1.89·10 -4 м
Значение коэффициента уточнения Ку после обтачивания:
чернового и однократного — 0.06
Данная деталь — втулка — относится ко второй группе (повышенной точности) — деталь крупносерийного и среднесерийного производства.
Втулка изготавливается из материала Сталь45Х (ГОСТ 1050-74). Приведём особенности этой стали.
Заменитель — стали: 40Х, 50Х, 45ХЦ, 40ХГТ, 40ХФ, 40Х2АФЕ.
1. Сортовой прокат, в том числе фасонный. ГОСТы: 4543-71, 2590-71, 2591-71, 10702-78.
2. Калиброванный пруток. ГОСТы: 7417-75, 8559-75, 8560-78, 1051-73.
3. Шлифованный пруток и серебрянка. ГОСТ 14955-77.
4. Лист толстый. ГОСТы: 1577-81, 19903-74.
5. Полоса. ГОСТы: 103-76, 82-70.
6. Поковки и кованные заготовки. ГОСТы: 1133-71, 8479-70.
Назначение: валы, шестерни, оси, болты, шатуны, втулки и другие детали, к которым предъявляются требования повышенной твёрдости, износостойкости, прочности и работающие при незначительных ударных нагрузках.
Читайте также: