
Полуавтоматическая сварка в среде со2 реферат
Обновлено: 30.06.2024
Технические данные сварочных полуавтоматов
1.6 Обслуживание источников питания дуги
Обслуживание электросварочного оборудования, в том числе и источников питания дуги, входит в обязанности главного сварщика или главного энергетика или другого ответственного и назначенного приказом по предприятию. Он организует монтаж оборудования, обучение обслуживающего персонала (электромонтеров по сварочному оборудованию, наладчиков и др.), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземления и техническое обслуживание с ремонтом источников питания производятся обученными электромонтерами, допущенными к этим работам.
На предприятиях, где нет специально закрепленных к сварочным постам электромонтеров, сварщикам разрешается подключать и отключать сварочные провода, продувать сжатым воздухом сварочные преобразователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи.
Основные обязанности сварщика по обслуживанию источника питания:
1. Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом мастеру, наладчику или электромонтеру для их устранения. Рекомендуется иметь журнал для регистрации неисправностей и их устранений.
2. Убедиться в наличии заземления.
3. Обеспечить защиту оборудования от атмосферных осадков.
4. Включить источник питания магнитным пускателем или рубильником.
5. Во время сварки работать в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками.
1.7 Подготовка металла под сварку
Подготовку металла для изготовления сварных конструкций можно разделить на следующие операции: очистка, правка, разметка, резка. Оборудование для очистки. Для очистки проката, деталей и сварочных узлов применяют механические и химические методы. К механическим методам относится способы очистки: дробеструйная, дробеметная, на завистных станках, в галтовочных барабанных, с помощью ручных пневматических и электрических машин. К химическим методам относятся обезжиривание и травление, выполняемые ванным или струйным способами.
Оборудование для правки. Правка необходима для выправления проката до его обработки и заготовки после вырезки, которая производится путем пластического изгиба или растяжения металла. По принципу действия оборудование для правки разделяется на ротационные машины, прессы:
винтовые, гидравлические колонные, гидравлические с передвижным порталом, гидравлические и кривошипные горизонтальные, гидравлические и кривошипные одностоечные.
Оборудование для разметки– это слесарная операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контур будущей детали или места, подлежащего обработке.
Оборудование для резки. В производстве сварных конструкций применяют ножницы: листовые с наклонным ножом, высечные, дисковые, комбинированные, сортовые, для резки уголка, для резки швеллеров и двутавров, пресс – ножницы комбинированные, механизировано – ручные пневматические и электрические.
1.8 Технология сборки и контроль
Сборку деталей под полуавтоматическую сварку выполняют более тщательно, чем под ручную. Особое внимание следует уделять равномерности зазора по всей протяженности шва, так как в местах с повышенным зазором швы получаются вогнутыми, а в местах с небольшими зазорами кроме непроваров получается слишком большая, выпуклость шва.
Сборку коробчатой конструкции производят на ровной плоскости.
Ее можно производить полуавтоматической сваркой, сварочной проволоки d = 1 мм, марка проволоки Св – 08ГС, сила сварочного тока Iсв = 75 – 120 А.
Сборку 1 узла производим в нижнем положении в горизонтальной плоскости.
Производим прихватки на размер 500 мм, от краев на расстояние 20 мм, длина прихваток (Lпр.) равна 10 мм расстояние между прихватками (Lт.пр.) примерно 35 мм, количество прихваток 9 шт. Проверяем углы на 90о и размер узла.
Сборку 2 узла производим аналогичную сборку на размер 500 мм, как у 2 узла на размер, от краев отступаем по 20 мм, длина прихваток 10 мм расстояние между прихватками 45 мм, количество прихваток 9 шт.
SHAPE \* MERGEFORMAT
Сборку 3 узла производим аналогично размером стенки 500 мм как 1 узел размером стенки 600 мм как 2 узел.
Сборку 4 узел (готовое изделие) производится аналогично размер стенки 500 мм как у 1 узла, и 2-х стенок размерами 600 мм 2 узла.
Контроль всех узлов осуществляем следующие образом: проверяем размер, проверяем узлы на 90о, сверяем диагонали. После контроле сборки можно приступать к сварке.
1.9 Технология сварки и контроль
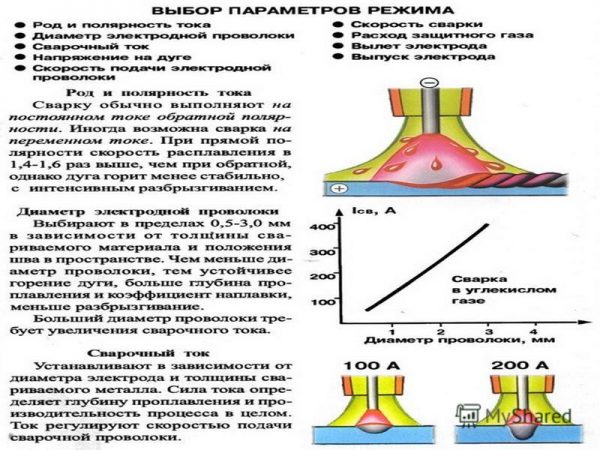
К основным факторам (параметрам) режимов сварки в защитных газах относится: диаметр электродной проволоки; марка проволоки; сила сварочного тока; напряжение дуги; скорость подачи электродной проволоки; скорость сварки; вылет электрода; расход защитного газа; наклон электрода вдоль оси шва; род тока и полярность. Кратко рассмотрим влияние отдельных факторов (параметров) режима на форму и размеры шва, а также его качество.
Диаметр электродной проволоки выбирают в пределах 0,5 – 3 мм в зависимости от толщины свариваемого металла и положения шва в пространстве. С уменьшением диаметра проволоки при прочих равных условиях повышается устойчивость горение дуги, увеличивается глубина провара и коэффициент наплавки, умещается разбрызгивание жидкого металла. С увеличением диаметра проволоки должна быть увеличена сила сварочного тока.
Марка электродной проволоки. Углекислый газ является окислителем. При сварке в его среде происходит окисление железа и примесей, находящихся в стали. Для восстановления их сварка должна производится специальными электродными проволоками, в состав которых входят раскислители. Длясварки низкоуглеродистых и низколегированных сталей такими проволоками являются Св – 08ГС, Св – 08Г2С, Св –12ГС, Св – ХГ2С и другие (ГОСТ 2246 – 70) с повышенным содержанием марганца и кремния.
В среде инертных защитных газов обычно сваривают легированные и высоколегированные стали. В этом случае электродные проволоки выбирается примерно того же состава, что и свариваемый металл. Так, при сварке в аргоне хромоникелевой стали 12Х18Н9Т применяют электродную проволоку Св – 06Х19Н9Т. при неправильном выборе марки электродной проволоки возможно образование пор в шве.
Сила сварочного тока. С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Напряжение дуги. С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжение дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Скорость подачи электродной проволоки связана с силой сварочного тока. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчивости от выбранной силы сварочного тока.
Скорость сварки. С увеличением скорости сварки уменьшается все
геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. Сварку металла большой толщины лучше выполнять более узкими валиками на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
Вылет электрода. С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелка до поверхности металла, так как с увеличением этого расстояния ухудшается газовая защита зону сварки и возможно попадание кислорода и азота воздуха в расплавленный металл, что приводит к образованию газовой пор. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки
Расход защитного газа определяют в основном в зависимости от выбранного диаметра электродной проволоки, но на него оказывают также влияние скорость сварки, конфигурация изделия и наличие движения воздуха, т.е. сквозняков в цехе, ветра и др. Для улучшения газовой защиты в этих случаях приходится увеличивать расход защитного газа, уменьшать скорость сварки, приближать сопло к поверхности металла или пользоваться защитными щитами.
Наклон электрода вдоль шва оказывает большое влияние на глубину провара и качество шва. При сварке углом вперед труднее вести наблюдение заформированием шва, но лучше видны свариваемые кромки и легче направлять электрод точно по зазору между ними. Ширина шва при этом возрастает, а глубина провара уменьшается.
Сварку углом вперед рекомендуется применять при небольших толщинах
металла, когда существует опасность сквозных прожогов. При сварке углом назад улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл повышается глубина провара и наплавленный металл получается более плотным.
Род тока и полярность. Сварку в защитном газе выполняют постоянным током обратной полярности. Постоянный ток прямой полярности и переменный ток почти не применяют из – за низкой устойчивости процесса сварки, неудовлетворительной формирования и плохого качества сварного шва. Переменный ток применяют только при сварки алюминия и его сплавов.
Угловые швы могут выполняться как наклонным, так и вертикальным электродом в лодочку. При сварке наклонным электродом горелка наклоняется поперек шва под углом 30 – 45о к вертикали, а вдоль шва – на 5 – 15о.
Торец электрода направляют в угол соединения или смещают от него на расстояние до 1 мм по горизонтальному листу. В процессе сварки горелка перемещают возвратно – поступательно по оси шва без поперечных колебаний. Желательно вести сварку на спуск с наклоном изделия на 6 – 10о. Это улучшает формирование шва, позволяет повышать скорость сварки и уменьшать разбрызгивание металла. Основной трудностью при выполнение угловых швов наклонным электродом является растекание жидкого металла по горизонтальной плоскости, что может привести к подрезам и непроварам. Во избежание этого за один проход обычно формируют угловые швы катетом не более 8 мм. При выполнении угловых швов в лодочку особых трудностей не возникает.
Основные типы, конструктивные элементы и размеры швов сварочных соединений при механизированной сварке в защитных газах те же, что и при автоматической.
Механизированная сварка в защитных газах может производиться во всех пространственных положениях шва, из которых наиболее удобным является нижнее. Колебательные движения поперек шва сообщают электроду в зависимости от требуемой ширины шва, толщины свариваемого металла и формы подготовленных кромок.
Сварку производим в той же последовательности, что и сборку для уменьшения деформаций и напряжений при сварке. Источник тока ВДГ – 301, марка проволоки СВ – 08ГС, dэл = 1,2 мм.
В таблице приведены примерные режимы полуавтоматической сварки в среде углекислого газа (СО2).
Режимы сварки угловых швов углеродистых и низколегированных сталей в среде углекислого газа
2. Экономическая часть
Экономичность техники и технологии сварки можно оценить себестоимости.
Себестоимость сварки плавлением можно определить из расчета на 1 килограмм наплавленного металла. Такую себестоимость называют удельной:
Суд = С1+ С2 + С3 + С4 + С5 + С6 + С7,
где С1 – основной зарплата;
С2 – дополнительная зарплата;
С3 – отчисление на социальное страхование;
С4 – расход на сварочные материалы;
С5 – стоимость электроэнергии;
С6 – амортизационные отчисления;
С7 – расходы на ремонт оборудования.
Основная зарплата (С1) рассчитывается как произведение часовой работы (Р) согласно тарифной сетки на общее время работы (Т) сварщика:
С1=РТ, Т= to/ Kуч.
Часовая ставка сварщика зависит от его разряда.
Время горения дуги на один килограмм наплавленного металла определяется по формуле:
to = 1000/αн * Iсв
Дополнительная заработная плата (С2) равна 10% от основной заработной платы. Фонд дополнительной заработной платы составляется для оплаты отпусков за выполнение государственных и общественных дел в рабочее время и др.
Примечание: основное время (время горения дуги) рассчитывается по формуле:
to = 7.85 FL / αн * Iсв
где F – площадь сечения шва (см2);
L – длина шва (см);
7,85 – удельная плотность наплавленного металла (г/см3);
αн – коэффициент наплавки (г/ А*ч)
I – сварочной ток (А).
Сварочный ток (Iсв) берем согласно технологии изготовления сварочной конструкции по формуле Хренова.
Для ручной дуговой сварки:
Iсв = (20+ 6dэл) * dэл
Отчисления на социальное страхование (накопления пенсионного фонда) (С3) составляет 61% от основной и дополнительной зарплата:
С3= 0,61 * (С1+ С2)
Стоимость сварочных материалов, необходимых для плави на один килограмм металла рассчитывается по формуле:
С4= Спр * Кр,
где Спр – стоимость одного килограмма покрытых электродов;
Кр – коэффициент расхода проволоки, учитывающий потери электродного металла и массу покрытия.
Примечание: Расход покрытых электродов, необходимых для сварки, можно определять умножением наплавленного металла на коэффициент расхода электродов, учитывающего массу покрытии потери металла при сварке:
Gпэ = Gн*Kр
Коэффициент расход покрытых электродов равен у электродов марки АНО-5–1,6; АНО-6–1,7 и др.
Стоимость флюса принимаем равной 40 руб./кг, а сварочной проволоки – 140 руб./кг. Расход проволоки равен расходу флюса.
Расход покрытых электродов в штуках можно определять по среднему выходу наплавленного металла с одного электрода. Тогда количество покрытых электродов в штуках будет равно частному от деления массы наплавленного металла на коэффициент выхода наплавленного металла с одного электрода:
К= Gн / Kв
Для различных марок покрытых электродов имеется соответствующий выход наплавленного металла. Например, выход наплавленного металла при выполнении швов в нижнем положении на переменном токе при максимальном значении сварочного тока согласно паспорта электродов диаметрами 3, 4, 5, 6 мм соответственно составляет 30,9; 70,7; 111,1; 160 г. для электродов марки ОЗС-3 и 15,4; 35,2; 55,3; 79,6 г для электродов марки АНО – 6.
Коэффициент расхода сварочной проволоки (Кр) для шланговой полуавтомачиской сварки в углекислом газе составляет 1,08.
Коэффициент расхода порошковой проволоки (Кр) составляет 1,2 – 1,3 в зависимости от вида поперечного сечения и диаметра проволоки, технологических условий сварки.
Норма расхода газа (дм3/с), при сварке и кислородной резке:
Расход углекислого газа при полуавтомачиской сварке – 0,2 – 0,4;
Расход кислорода при сварке – 0,4 – 0,6.
Средний расход электроэнергии (кВт * ч), на один килограмм наплавленного металла (А):
Сварка покрытыми электродами при переменном токе – 3,5 – 4,0;
Сварка покрытыми электродами от выпрямителя – 4,0 – 4,5;
Сварка покрытыми электродами на постоянном токе – 6,0 – 7,0.
Стоимость электроэнергии на сварку (С5) определяется по формуле:
С5= Сэл. *А/ Kуч,
где Сэл = 3,35 (руб./кВт * ч);
А – расход электроэнергии при сварке кВт * ч/ кг наплавленного металла;
Kуч – коэффициент, учитывающий организацию труда и совершенство источника питания дуги током от потерь электроэнергии.
Его можно принимать равным от 0,5 при ручной сварке без выключения хода источника питания дуги и до 1 при автоматической сварке.
Амортизационные отчисления () составляют денежные фонд, часть средств которого расходуется на нужды капитального ремонта оборудования, а остальная часть – на финансирование капитальных вложений на оборудование. Нормы амортизационных отчислений на стоимость сварочного оборудования определяется ведомственными органами.
Амортизационные отчисления обычно составляют 34,2% стоимость оборудования и определяется по формуле:
С6= 0,342*Соб*Т/(Ф * Коб),
где Соб – стоимость оборудования (руб.)
Ф – Годовой плановой фонд времени оборудования при двухсменном режиме работы 3976 (ч).
Коб – коэффициент использования плавного фонда времени оборудования, учитывающий его простой по технологическим и организационным условиям (0,75 – 0,9).
Примечание: Стоимость сварочного трансформатора принимаем равной 20 тыс. руб., сварочный выпрямителя – 20 тыс. руб., сварочного преобразователя – 45 тыс. руб.
Расход по текущему обслуживанию и ремонту оборудования (С7) составляют 20% от его стоимости.
Эти расходы рассчитываются по формуле:
С7= 0,2*Соб*Т/(Ф * Коб)
Задание: определите удельную себестоимость сварки.
Расчет удельной себестоимости коробчатой конструкции.
С1 – основной зарплата
С1=РТ, Т= to/ Kуч
to = 1000/αн * Iсв., где αн – 12,2 (г/ а*ч) для проволоки Св – 08 ГС
Iсв =110 А, Kуч =1.
to = 1000/(12,2*110)=0,75 (ч)
Т= to/ Kуч =0,75/1= 0,75 (ч)
С1=РТ, где Р4р = 14,36
С1= 14,36* 0,75 = 10,77 (руб./кг)
С2 – дополнительная зарплата составляет 10% от основной зарплаты.
С2= 1,077 (руб./кг)
С3 – социальное страхование
С3= 0,61 * (С1+ С2) = 0,61 * (10,77 + 1,077) = 7,227 (руб./кг)
С4 – стоимость сварочные материалы.
С4= Спр * Кр, где Спр – стоимость одного килограмма покрытых электродов,
Спр = 140 (руб./кг), Кр = 1,08 для проволоки Св – 08 ГС.
С4= 140 * 1,08 = 151,2 (руб./кг)
С5 – стоимость электроэнергии
С5= Сэл. *А/ Kуч, где Сэл = 3,35 (руб./кВт * ч)
А = 4 кВт * ч – для выпрямителя ВДГ – 301;
Kуч =1.
С5= 3,35 * 4/ 1= 13,4 (руб./кг)
С6 – амортизационные отчисления 34,2% от стоимости оборудования.
3. Охрана труда
3.1 Техника безопасности при выполнении сварочных работ
1. К электросварочным работам допускается лица обоего пола не моложе 18 лет, прошедшие специальное обучение, имеющее удостоверение на право производства работ и получившие квалификационную группу по технике безопасности, согласно правилам Госэнергонадзора. Лица женского пола могут допускается к ручной электродуговой сварке только на открытых площадках все помещения.
2. Каждый электросварщик может быть допущен к работе только после прохождения или вводного инструктажа по технике безопасности и производственной санитарии, инструктажа на рабочем месте, который должен производиться также при каждом переходе на другую работу или при изменении условий работы.
продолжение
--PAGE_BREAK--
Полуавтоматическая сварка в среде защитных газов производится на установке, которая состоит из механизма подачи электродной проволоки с катушкой проволоки, блока управления, держателя с гибким шлангом, источника питания дуги и газовой аппаратуры для обеспечения защитным газом. Полуавтоматы для сварки в защитных газах получили широкое применение благодаря простоте работы, не требующей высокой квалификации сварщика, и возможности сварки швов любой формы во всех пространственных положениях. Производительность механизированной сварки выше, чем ручной сварки покрытым электродом.
Работа содержит 1 файл
полуавтоматическая сварка.docx
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Полуавтоматическая сварка. Преимущества и недостатки.
Выполнил студ. гр. БМЗ-09-01
Уфа 2012
Полуавтоматическая сварка в среде защитных газов производится на установке, которая состоит из механизма подачи электродной проволоки с катушкой проволоки, блока управления, держателя с гибким шлангом, источника питания дуги и газовой аппаратуры для обеспечения защитным газом. Полуавтоматы для сварки в защитных газах получили широкое применение благодаря простоте работы, не требующей высокой квалификации сварщика, и возможности сварки швов любой формы во всех пространственных положениях. Производительность механизированной сварки выше, чем ручной сварки покрытым электродом.
Сварочные полуавтоматы подразделяют:
- по силе тока сварки - до 150; до 250; до 350; до 500 и до 630 А;
- по диаметру и типу сварочной проволоки — на полуавтоматы для сварки проволокой диаметром 0,6-1,4; 1,2-1,6 и 1,6-2,4 мм сплошного сечения и порошковой проволокой до 3,2 мм;
- по способу охлаждения горелки (воздушное, водяное);
- по виду газовой защиты (однородный газ, газовая смесь);
- по роду защитного газа (инертный, активный).
Дуговая сварка в защитных газах (газоэлектрическая сварка) осуществляется в среде как инертных, так и активных газов.
В качестве инертных газов используют аргон и гелий, практически не взаимодействующие с расплавленным металлом, а в качестве активных - углекислый газ, смеси аргона или гелия с азотом, углекислым газом, кислородом, углекислого газа с кислородом.
Инертные газы применяют как для сварки неплавящимся (вольфрамовым) электродом с присадкой проволоки соответствующего состава или без нее, так и плавящимся электродом (проволокой). Инертные газы применяют для сварки легко окисляемых металлов и сплавов (особенно при небольшой толщине свариваемого металла), например сплавов алюминия, магния, титана, никелевых и хромоникелевых высоколегированных сталей.
Весьма перспективным является способ сварки в аргоне или в смесях аргона с 2—5% кислорода или 10—20% углекислого газа, а также аргона, углекислого газа и кислорода дополнительно подогреваемой проволокой. В качестве дополнительного подогревателя проволоки используют специальный трансформатор ОБ-1239 мощностью 4 кВт со ступенчатым регулированием вторичного напряжения от 2 до 8 В, а также генератор импульсов типа ГИ-ИДС-1. При этом дополнительный подогрев проволоки сочетается с управляемым (принудительным) переносом электродного металла, благодаря чему достигается не только повышение производительности, но и улучшение стабильности процесса горения дуги и уменьшение разбрызгивания.
Углекислый газ используют при сварке углеродистых и легированных сталей, азот - при сварке меди, смесь аргона с 5-10% водорода - при сварке алюминия и магния[1].
Общепринятые обозначения полуавтоматической сварки:
- MIG - Metal Inert Gas (Welding) - металлическая сварка в среде инертного газа;
- MAG – Metal Active Gas (Welding) - металлическая сварка в среде активного газа;
GMAW - Gas Metal Arc Welding - металлическая дуговая сварка в газовой среде.
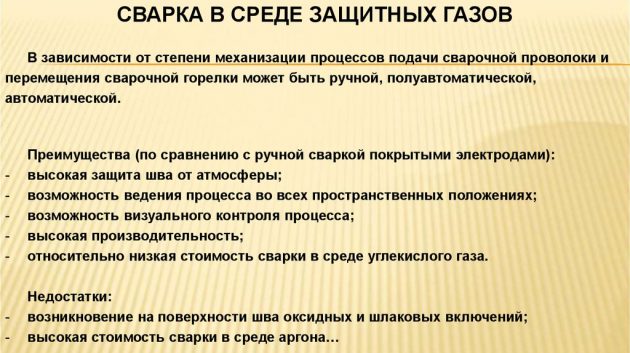
Основные преимущества сварки в среде защитных газов:
- надежная защита расплавленного металла от воздействия кислорода и азота окружающего воздуха;
- отсутствие покрытий и флюсов, усложняющих аппаратуру и процесс сварки и образующих шлаки;
- высокая производительность и устойчивость процесса сварки;
- возможность полной автоматизации и механизации процесса;
- возможность сварки разнородных металлов;
- высокие механические свойства и постоянство состава наплавленного металла;
- хороший внешний вид сварного шва;
- малая зона теплового влияния, уменьшающая деформации, возникающие при сварке;
- возможность сварки металлов малой толщины;
- простота наблюдения за процессом сварки[2].
- необходимость применения защитных мер против световой и тепловой радиации дуги;
- сильное разбрызгивание металла при токе больше 500 А;
- оттеснение защитного газа от сварного шва при ветре и свозняке снижает его защитное действие[3].
Область применения полуавтоматической сварки: пищевая и химическая промышленность, машино- , приборо- и станкостроении, при строительстве систем отопления и вентиляции, производстве трубопроводов и емкостей, проведении монтажных и ремонтных, бытовых работ, ремонт автомашин.
Список использованных источников
Сущность способа сварки в среде углекислого газа. Сварка в среде углекислого газа (СО2) является разновидностью дуговой сварки. Схема сварочного процесса приведена на рис. 10.9.
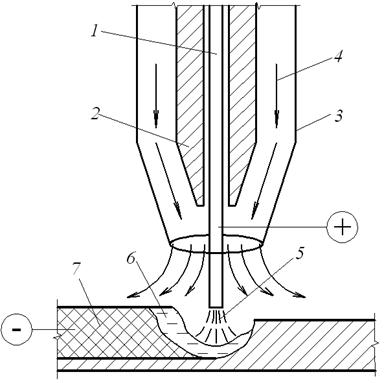
Рис. 10.9. Способ сварки в среде СО2
1 – сварочная проволока; 2 – токоведущий мундштук; 3 – сопло; 4 – струя защитного газ; 5 – сварочная дуга; 6 – сварочная ванна; 7 – шов
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха.
Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Углекислый газ является химически активным газом, поэтому для сварки применяют проволоку марок Св-08Г2С или Св-08ГС, содержащих в своем составе раскислители кремний и марганец.
Основные достоинства сварки в среде СО2:
– обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности по сравнению с ручной дуговой сваркой благодаря применению высокой плотности тока (100…200 А/мм 2 );
– высокое качество сварного шва;
– лучшие условия труда;
– в отличие от сварки под слоем флюса возможно визуальное наблюдение за процессом горения дуги и образования шва, что особенно важно при механизированной сварке;
– в отличие от сварки под слоем флюса не требует приспособлений для удержания флюса, поэтому возможна сварка как нижних, так и вертикальных и горизонтальных швов.
К недостаткам следует отнести возможность сдувания струи газа ветром или сквозняком, что ухудшает защитное действие газа и качество шва; необходимость защищать рабочих от излучения дуги и от опасности отравления при сварке в замкнутом пространстве. Кроме того, сварка в углекислом газе возможна только при постоянном токе и дает менее гладкую поверхность шва, чем сварка под флюсом.
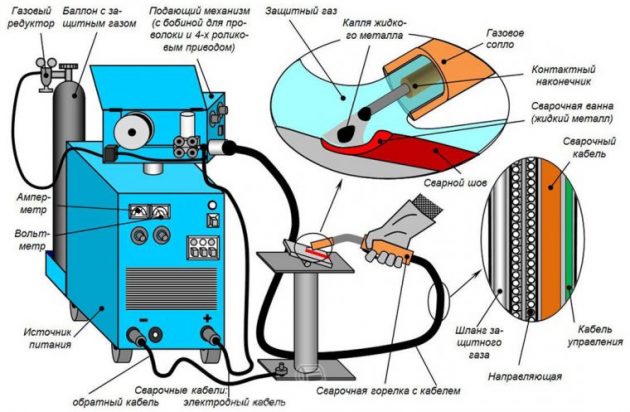
Оборудование поста для сварки в среде углекислого газа. Для механизированной сварки в среде углекислого газа применяются полуавтоматы отечественного производства марок ПДГ-516, ПДГ-508, ПДГ-415, ПДГ-252 и др., а также полуавтоматы зарубежных фирм. Сварочные полуавтоматы имеют в своем составе примерно одинаковые функциональные блоки и отличаются друг от друга лишь мощностью и конструктивным исполнением. В качестве примера представлен пост механизированной сварки в углекислом газе полуавтоматом ПДГ-516, блок-схема которого представлена на рис. 10.10.
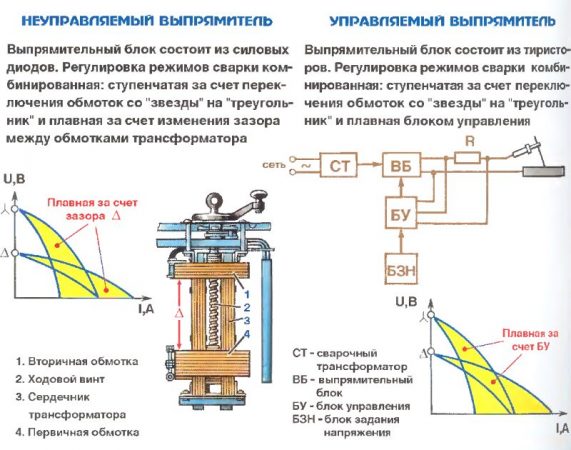
Сварочная проволока подается в зону сварки подающим механизмом, состоящим из двигателя постоянного тока, редуктора и двух пар роликов-шестерен с гладкими коническими канавками. Рычажным механизмом верхние ролики прижимаются к нижним. Сварочная проволока из кассеты подается роликами-шестернями через шланг в сварочную горелку. Сюда же подаются сварочный ток через кабель от выпрямителя и углекислый газ из баллона с углекислотой. Для сварки в углекислом газе используются выпрямители с жесткой внешней характеристикой марок ВС-300, ВДГ-301 и др. (в процессе сварки напряжение на дуге постоянно и не зависит от величины сварочного тока) или универсальные выпрямители ВДУ-504, ВДУ-506.
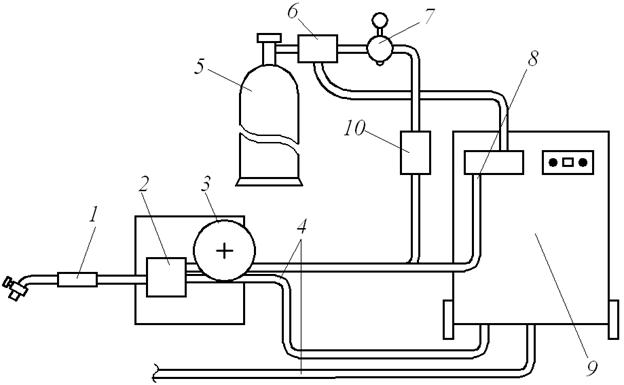
Рис. 10.10. Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
В баллоне сварочная углекислота находится в жидком состоянии. После испарения углекислый газ проходит через подогреватель, редуктор-расходомер, электрогазовый клапан и поступает в сварочную горелку. В случае применения несварочной (пищевой) углекислоты, с повышенным содержанием влаги, в газовую магистраль дополнительно включают осушитель. Испарение углекислоты проходит с поглощением тепла. Подогреватель повышает температуру углекислого газа, предотвращая замерзание редуктора. Редуктор-расходомер обеспечивает снижение давления газа до рабочего значения и контроль его расхода в процессе сварки.
Электрогазовый клапан представляет собой исполнительный механизм, открывающий и закрывающий подачу газа в сварочную горелку.
Блок управления сварочным полуавтоматом (БУСП) с электрогазовым клапаном расположен сзади подающего механизма и обеспечивает выполнение следующих операций:
– включение и выключение электрогазового клапана (выключение выполняется с регулируемой задержкой 1…5 с, что обеспечивает защиту жидкого металла вплоть до его затвердевания);
– включение и выключение электродвигателя подачи проволоки (скорость подачи проволоки регулируется резистором на панели блока управления);
– включение и выключение сварочного выпрямителя (выключение выполняется с регулируемой задержкой 0,5…3 с, что обеспечивает заварку кратера).
При нажатии выключателя на сварочной горелке происходит включение газового клапана и подача газа в зону сварки. Через 1 с включаются источник питания сварочной дуги и привод подачи электродной проволоки. При замыкании сварочной проволоки на изделие зажигается дуга.
При размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв. Через 0,5…3 с выключается источник питания и через 1…5 с – газовый клапан (снимается напряжение со сварочной горелки и прекращается подача газа). Следующее включение происходит при нажатии кнопки на сварочной горелке.
Технические характеристики полуавтомата для сварки в углекислом газе ПДГ-516 с ВДУ-506 представлены в табл. 10.4.
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.

Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Преимущества и недостатки
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Читайте также: