
Накатывание резьбы на токарных станках реферат
Обновлено: 02.07.2024
2.1. Особенности накатывания резьб резьбонакатным инструментом.
Накатывание резьбы заключается в пластическом деформировании металла заготовки, в результате чего образуется резьбовая поверхность. Преимущества накатывания перед нарезанием: волокна металла не перерезаются, а изгибаются и уплотняются, отчего резьба получается прочной и износостойкой; экономится металл, т. к. диаметр заготовки соответствует не наружному, а среднему диаметру резьбы.
Накатывание производится двумя способами: плоскими накатными плашками и накатными роликами. На токарных, токарно-револьверных станках и автоматах производят накатывание резьбы диаметром от 5 до 25 мм одним роликом.
2.2. Настроить станок на режим накатывания резьбы.
Скорость накатывания резьбы выбирают в зависимости от обрабатываемого материала и способа накатывания по таблице 1.
Таблица 1 Рекомендуемые скорости накатывания резьбы, м/мин
| Материал заготовки | Накатывание | |
| роликами | плоскими плашками | |
| Сталь с σв, МПа: 400-500 550-800 • Латунь и лёгкие сплавы Коррозиестойкие сплавы типа 08Х18Н10Т | 40-60 20-40 40-90 10-20 | 30-50 20-30 50-80 |
Радиальная подача детали при накатывании резьбы накатными роликами (перемещение резьбонарезного ролика в радиальном направлении, отнесённое к одному обороту детали) выбирается в зависимости от обрабатываемого материала и шага накатываемой резьбы по таблице 2.
Таблица 2 Рекомендуемые радиальные подачи, мм/об
В качестве смазочно-охлаждающей жидкости (СОЖ) при накатывании резьбы на деталях из углеродистых конструкционных и легированных сталей рекомендуется использовать жидкость на масляной основе марки ОСМ-3; при накатывании резьбы на деталях из коррозиестойких сплавов - СОЖ марки МР-1У или МР-3, а на деталях из латуни или алюминиевых сплавов - СОЖ марки МР-2У или ОСМ-3.
2.3. Наладить станок для накатывания резьбы накатным роликом.
Установить и закрепить в трёхкулачковом патроне заготовку с обработанной наружной поверхностью под резьбу. Диаметр заготовки под резьбу определяется по таблице (справочное пособие). К форме заготовки и состоянию её поверхности предъявляются следующие требования: а) на торце заготовки должна быть снята фаска под углом 45°, ширина фаски зависит от диаметра и шага нарезаемой резьбы; б) шероховатость обработанной поверхности заготовки должна соответствовать заданным точнымпараметрам.
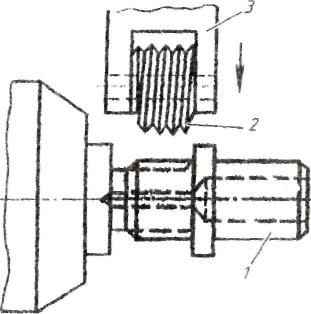 |
Накатной ролик 2 (рис. б) в державке 3 закрепить в суппорт станка. Ролик 2 имеет резьбу с противоположным направлением накатываемой резьбе. Средний диаметр ролика и число заходов его резьбы должны быть кратны тем же параметрам накатываемой резьбы. Резьбу необходимо накатывать при вращении заготовки 1 с поступательным перемещением суппорта станка вместе с накатником, в который вмонтирован ролик.
| Рис. 6. Схема накатывания резьбы |
 |
Для уменьшения радиальной силы (а следовательно, и прогиба заготовки) применяют накатывание резьбонакатными головками. Накатную головку можно закрепить в специальном держателе, который устанавливают в пиноль задней бабки или на резцедержатель станка. Заготовке 1 необходимо сообщить вращение, а резьбонакатной головке 2 - принудительную продольную подачу (рис. 7).
2.4. Накатать наружную резьбу на токарных станках накатными регулируемыми плашками (головками НП-1).
| Рис.7. Накатывание наружной резьбы |
 |
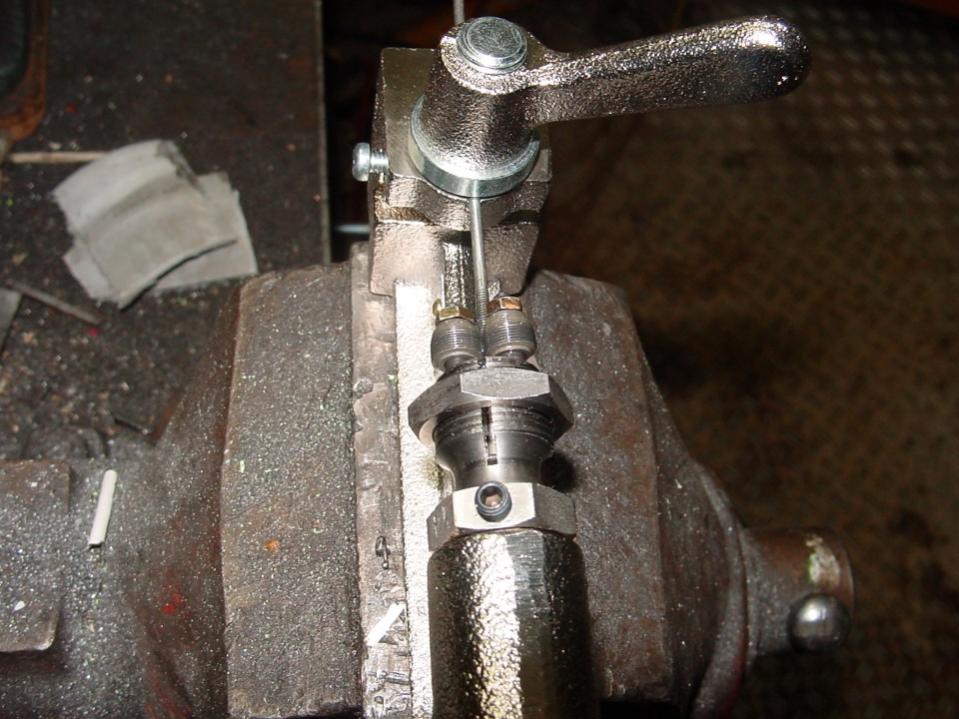
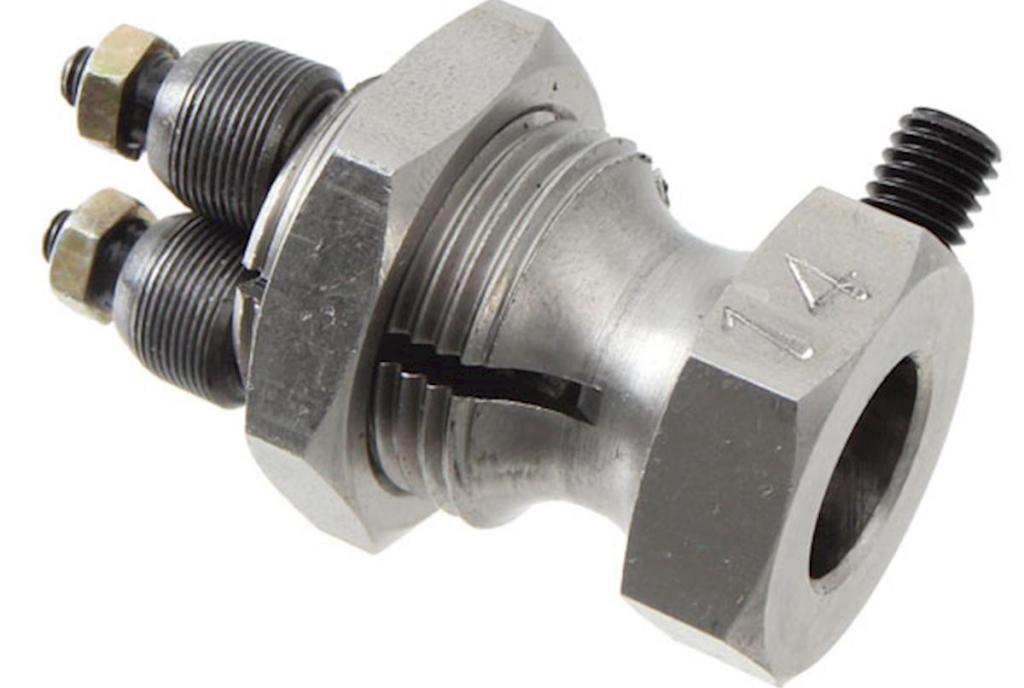
Резьбонакатная плашка 2 (рис. 8) предназначена для накатывания резьб вручную или машинным способом.
| Рис. 8. Резьбонакатная плашка (головка НП-1) |
Внутри её корпуса расположены оси с эксцентричными головками, на которых под углом подъёма резьбы установлены накатные ролики 3 с кольцевой маркой. На противоположных концах осей нарезаны зубья, находящиеся в постоянном зацеплении с центральным зубчатым колесом. Благодаря этому для регулировки плашки на размер резьбы достаточно повернуть на некоторый угол только одну из осей. После этого центральное колесо стопорится винтами 4. Рукоятки 1, предусмотренные для накатывания резьб вручную, могут быть вывернуты из корпуса, если плашка устанавливается в резьбонарезном патроне.
2.5. Подобрать и закрепить накатные ролики в пазах корпуса головки.
Ролики по кольцевой нарезке по шагу и профилю должны соответствовать нарезаемой резьбе. Рукоятки должны быть хорошо ввёрнуты в корпус.
2.6. Наладить станок для накатывания резьбы.
Установить и закрепить в трёхкулачковом патроне заготовку 1 (рис. 9) с обработанной наружной поверхностью под резьбу. Для облегчения захода резьбонакатной плашки на конце заготовки под углом 30° к оси протачивают небольшую центрирующую фаску, ширина фаски зависит от диаметра и шага нарезаемой резьбы.
Переместить заднюю бабку к правому концу заготовки и закрепить с таким расчётом, чтобы между пинолью, выдвинутой из корпуса на40. 50 мм, и торцом заготовки можно было вставить резьбонакатную плашку I. Переместить поперечные салазки до положения, при котором можно будет опереть рукоятку резьбонакатной плашки на планку 2, закреплённую в резцедержателе суппорта.
2.7. Настроить станок на режим накатывания резьбы.
Подобрать скорость резания 30.. .50 м/мин. Для уменьшения трения рекомендуется применять смазывающе-охлаждающие жидкости: по стали - сульфофрезол или веретенное масло, по алюминиевым сплавам - керосин. Определить частоту вращения шпинделя (об/мин). Настроить станок.
2.8. Накатать резьбу резьбонакатной плашкой (головкой).
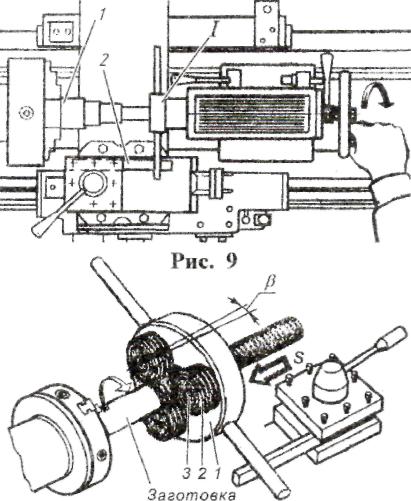 |
Установить резьбонакатную головку заборной частью на фаску заготовки и поджать корпус резьбонакатной головки пинолью задней бабки. Рукоятку резьбонарезной головки опереть на планку. Включить станок на прямое вращение шпинделя левой рукой и одновременно правой, вращая маховичок задней бабки по часовой стрелке, поджимать резьбонакатную головку во вращающейся заготовке. Как только резьбонакатная головка начнёт самонавинчиваться на заготовку, прекратить принудительную подачу резьбонакатной головки пинолью задней бабки (рис. 9).
При накатывании резьбы внимательно следить за перемещением накатной головки. Накатав резьбу, не доходя до первого уступа на 1-1,5 шага накатываемой резьбы, выключить станок. Отвести пиноль в исходное положение. Переместить поперечные салазки на себя. Вращением резьбонакатной головки вручную накатать резьбу до конца (рис. 10).
2.9. Свинтить резьбонакатную плашку
(головку) с накатанной части детали.
Переместить поперечные салазки в прежнее положение рукоятки. Придерживая рукой резьбонакатную головку, включить станок на обратное вращение шпинделя и свинтить резьбонакатную головку.
2.10. Проконтролировать накатанную Рис.10
резьбу калибр-кольцом. 1 - корпус, 2 - ролик, 3 - ось ролика
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки при резании оставляет на ее поверхности винтовую линию. Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом m подъема винтовой линии. Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить tgm=P/pd, где d-диаметр заготовки с винтовой линией. При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба – винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические (образованные на цилиндрических поверхностях) и конические (образованные на конических поверхностях). В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем резьбы называется контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.

Основные элементы резьбы:
· угол a, профиля – угол между боковыми сторонами профиля, измеренный в осевом сечении;
· вершина профиля – участок профиля, соединяющий боковые стороны выступа;
· впадина профиля – участок профиля, соединяющий боковые стороны канавки;
· шаг Р резьбы – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы;
· наружный диаметр d резьбы – диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
· внутренний диаметр d1 резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы;
· средний диаметр d2 резьбы – диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль, резьбы в точке, где ширина канавки равна половине шага резьбы;
· угол m подъема резьбы – угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке (слева направо), а винт с левой резьбой – при вращении против часовой стрелки (справа налево). Различают резьбы однозаходные и многозаходные. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная – несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность. В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов.
Нарезание наружней и внутренней резьбы
При нарезании наружной резьбы большее распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют работать с большим числом переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и работа винторезных головок имеют незначительные различия. В приведенной на рисунке ниже конструкции винторезной головки нарезание наружной резьбы производят круглыми резьбонарезными гребенками 2 с кольцевой нарезкой, которые устанавливают выточкой 3 на кулачках 4 равномерно по окружности на равном расстоянии от центра, зависящем от диаметра нарезаемой резьбы, и крепят винтами 1. Опорная поверхность кулачков обеспечивает угол наклона j витков резьбонарезных гребенок, а также смещение витков соседних гребенок на 1/Z шага резьбы, где z – число гребенок. Пружинами 5 через штифты 13 кулачки 4 прижимаются к обойме 7, которая посредством рукоятки 12 может перемещаться вдоль корпуса 6. В рабочем положении, рисунок – а) резьбонарезные гребенки сведены, так как кулачки 4 своими выступами М упираются в обойму 7. Наладку резьбонарезных гребенок на размер производят или по годной готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону. Изменение размера производят поворотом кольца 9 винтами 14. Вместе с кольцом 9 посредством штифта 8 поворачивается корпус 6 с кулачками 4, которые, перемещаясь по скошенным поверхностям Г обоймы 7, удаляются или приближаются к оси головки. На станок резьбонарезную головку устанавливают и закрепляют хвостовиком 10. Зазор между корпусом 6 и хвостовиком 10 выбирается пружиной 11. Резьбу нарезают с принудительной подачей головки, равной шагу нарезаемой резьбы. Можно нарезать резьбу и головкой, перемещающейся самозатягиванием. На определенном расстоянии до конца рабочего хода подача прекращается и головка останавливается. При этом останавливаются хвостовик 10 и обойма 7, а корпус 6, увлекаемый резьбой детали, продолжает перемещаться. В результате выступы М кулачков 4 выходят из обоймы 7 и кулачки вместе с гребенками 2 под действием пружин 5 расходятся, освобождая обрабатываемую деталь. Возврат резьбонарезных гребенок в исходное положение, а также остановку процесса обработки резьбы производят поворотом рукоятки 12.


Невращающаяся винторезная головка для нарезания наружной резьбы:
а) – в рабочем положении, б) – с открытыми гребенками
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте относительно друг друга в соответствии с углом подъема винтовой линии нарезаемой резьбы. Гребенки 2 (рисунок ниже) расположены в радиальных пазах корпуса 6 резьбонарезной головки, торец которого закрыт фланцем 1. Гребенки 2 могут перемещаться по конической части втулки 4, в результате чего изменяется расстояние от оси головки до рабочей части гребенки. Втулка 4 связана с тягой 5 и перемещается внутри корпуса 6 (вдоль оси) с сердечником 10 под действием пружины 13 или от рукоятки 11 с шаровым наконечником 8. Тяга 5 связана с втулкой резьбовым соединением, а с сердечником 10 – проточкой, в которую входит стопор 7. Корпус 6 имеет паз, по которому перемещается рукоятка 11. Наладку резьбонарезной гребенки на размер производят по рабочему резьбовому калибру, по эталонной детали или по кольцу, внутренний диаметр которого равен наружному диаметру резьбы. Наладку на размер резьбонарезных гребенок производят при снятых фланце 1 и стопоре 17. В освободившееся отверстие на шлицы 3 вставляют торцовый ключ, которым поворачивают по резьбе тягу 5 внутри втулки 4. Последняя удерживается от вращения стопором 16, который входит в осевой паз. Вращая тягу 5, можно выдвигать или убирать внутрь корпуса 6 коническую часть втулки 4. При этом гребенки 2 или выдвигаются, увеличивая наружный диаметр резьбы, или сдвигаются к оси головки, уменьшая диаметр резьбы. Автоматическое отключение головки при окончании нарезания резьбы производится кольцом 15, которое упирается в торец детали. Кольцо 15 устанавливают на нужный размер, перемещая на стержнях 14 относительно муфты 9, и фиксируют в нужном положении стопорами 18 в корпусе 12. Муфта 9 выполнена подвижно вдоль корпуса 6, а от проворота удерживается шпонкой-роликом 19. При окончании нарезания резьбы кольцо 15 упирается в торец детали и муфта 9 останавливается. Корпус 6 продолжает перемещаться и фигурный паз 20 муфты 9 поворачивает рукоятку 11 и выводит ее из прямого участка на фигурный участок паза в корпусе 6, направленный в сторону хвостовика. При этом пружина 13 смещает сердечник 10 вместе с клином 4 в сторону хвостовика, сводит гребенки к оси головки и выводит их из резьбы, что позволяет быстро отвести головку в исходное положение.


Невращающаяся винторезная головка для нарезания внутренней резьбы
Накатывание резьбы
Получение резьбы накатыванием осуществляется копированием профиля накатного инструмента путем его вдавливания в металл заготовки. На токарных, токарно-револьверных станках и станках-автоматах накатывают резьбы диаметром 5–25 мм одним роликом (рисунок слева). Резьбу накатывают при вращении заготовки в патроне или цанге и при поступательном перемещении суппорта станка вместе с накатником 3, в который вмонтирован накатной ролик 2. При этом необходимо следить за величиной деформации заготовки под действием односторонней радиальной силы. Накатывание резьбы диаметром до 50 мм происходит в более благоприятных условиях при применении резьбонакатных головок (рисунок справа) с тремя и более роликами.

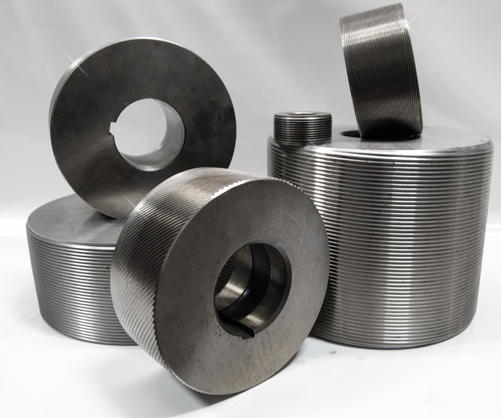
Головки могут быть самораскрывающимися и нераскрывающимися. Ролики выполняют с кольцевой и винтовой резьбой. Ролики с кольцевой резьбой устанавливают в головке под углом подъема винтовой линии накатываемой резьбы и смещают один относительно другого на 1/z шага, где z – число роликов в комплекте. Ролики с винтовой резьбой устанавливают параллельно оси заготовки. Резьбонакатные головки по принципу работы не отличаются от резьбонарезных головок. Накатывание резьбы производится, как правило, при самозатягивании головки, поэтому осевая подача инструмента на заготовку необходима только в начальный период, пока ролики не захватят заготовку. При накатывании поверхность резьбы получается уплотненной и без микронеровностей, характерных для обработки резанием, что повышает прочность резьбы. Резьбы можно накатывать на деталях из различных материалов. Материал считается пригодным для накатывания резьбы, если его относительное удлинение d>12%. При накатывании резьб рекомендуется применять в качестве смазочно-охлаждающей жидкости эмульсию или масло.

Для получения резьбы методом пластической деформации на внутренней поверхности применяют раскатники (рисунок слева). Раскатник имеет заборную часть с конической резьбой длиной L1=3P для глухих и L=(10–20) Р для сквозных отверстий. Калибрующая часть выполнена с цилиндрической резьбой длиной L2=(5–8) Р. По всей рабочей части раскатника выполняется огранка r=0,2–0,6 мм для уменьшения сил трения при обработке резьбы. В процессе работы раскатник вращается относительно детали при принудительной подаче вдоль оси.

Фрезерование резьб
Существует два способа фрезерования резьб: дисковой резьбовой фрезой и гребенчатой фрезой.
Первый способ применяют для предварительного нарезания наружных резьб с большим шагом. Профиль фрезы соответствует профилю резьбы. Ось фрезы по отношению к оси заготовки расположена под углом, равным углу подъема резьбы. Фреза вращается и имеет поступательное движение вдоль оси заготовки на один шаг за один оборот заготовки. Вращение заготовки создает круговую подачу. Этот способ неточный, поэтому после фрезерования резьбы ее обычно обрабатывают резцом в два-три прохода на токарно-винторезном станке.
Второй способ – фрезерование резьбы гребенчатой фрезой применяется для коротких резьб; ширина фрезы на два-три шага больше длины.
Фрезерование резьб производится при медленном вращении заготовки (движение подачи 0,3–1,2 мм на оборот фрезы) и быстром вращении инструмента (до 60 м/мин), который в начальный период врезается в металл в радиальном направлении. При обработке фреза перемещается вдоль своей оси на величин; шага 1,3 резьбы, а весь процесс обработки осуществляется за 1,3 оборота нарезаемой заготовки (треть оборота нужна для врезания фрезы и зачистки мест входа зубьев). Для нарезания резьб (главным образом на валах) таким способом применяют полуавтоматические резьбофрезерные станки для коротких резьб.
По типу резьба на крепежных элементах может быть внутренней (на гайках, соединительных муфтах, гильзах анкеров и т.п.) и внешней (на шурупах, саморезах, болтах и т.д.)
По виду резьба бывает метрической и неметрической. Часто вместо последнего термина используют термин , противопоставляя метрическую и дюймовую системы измерения длин. Тем не менее, параметры как неметрической, так и метрической резьбы могут быть выражены в любой из вышеупомянутых систем измерения. Для этого существуют специальные таблицы перевода параметров крепежных элементов из одной системы в другую.

Хотя развитие современных технологии в машиностроении сделало возможным замену множества металлических деталей более практичными твердотельными пластиками и композитами, потребность в стальных элементах по-прежнему сохраняется. Остаются актуальными и технологии обработки металлов, но и в этой сфере появляются новые методы и средства. Так, накатка резьбы, заменившая традиционную резку, позволила оптимизировать производственный процесс изготовления деталей и повысить качество винтового соединения в принципе.
Особенности процесса накатывания

Технология относится к разновидностям поперечной накатки, но в данном случае упор делается на использование роликов применительно к цилиндрическим заготовкам. Метод также ориентируется на принципы выдавливания винтового профиля, что позволяет мягче формировать резьбу, придерживаясь технического задания до мельчайших размерных показателей. К особенностям же процесса накатки резьбы можно отнести следующее:
- Отсутствие разрушения внутренней структуры металлической заготовки. Это относится также к коррозийностойким, жаропрочным и специальным видам сталей. Именно мягкое деформационное воздействие исключает нежелательные процессы избыточного давления на металл.
- Происходит упрочнение наружных слоев заготовки, а также увеличивается нагрузочная способность элемента.
К этим преимуществам стоит добавить и характеристики самого винтового профиля. Вследствие скольжения накатки рельефная поверхность обретает оптимальные показатели твердости и шероховатости с микроструктурой, благоприятной для контакта с текстурой прилегающих поверхностей.
Накатка двухроликовыми станками

В реализации данного способа применяются резьбонакатные станки-полуавтоматы, позволяющие выполнять с высокой точностью метрические, трапецеидальные и другие винтовые профили. Также выполняются сложные рифления на ходовых деталях и мелкомодульных косозубых колесах. Сам процесс формирования резьбы производится путем обкатывания профиля, который наносится предварительно. Это своего рода накатка насечек на резьбе, образующаяся за счет принудительного вращения роликов. В процессе движения станок выполняет и радиальное перемещение функциональных элементов с помощью приложения усилия от гидравлического привода. В свою очередь, цилиндрическая заготовка находится между роликами на опорной части или в патроне захватывающего устройства. Она вращается под влиянием силы трения, которая формируется при контакте роликов с поверхностью детали и нарастает по мере внедрения деформирующего профиля.
Характеристики роликовых сегментов
Сами ролики для накатывания являются лишь составной частью универсальной машины, однако по принципу своего действия могут выступать и самостоятельными резчиками. В любом случае важно учитывать два основных параметра при выборе данного сегмента – предел прочности и диаметр профиля. Что касается прочностных показателей, то накатка резьбы роликами способна выдерживать до 1400 МПа, поддерживая точность до 0,1 мм. Недостатком же этого способа как раз является ограничение по толщине цилиндра. Например, диапазон по диаметрам обрабатываемых деталей стандартного формата варьируется от 1,5 до 15 мм в среднем. Шаг резьбы при этом будет составлять до 2 мм, а длина – порядка 80 мм. В то же время технология получается довольно затратной с учетом сложности изготовления роликов и автоматов, обслуживающих рабочую инфраструктуру.
Накатка державками и цилиндрическими головками
Данная оснастка применяется в составе с цилиндрическим неприводным инструментом. В качестве эксплуатирующего оборудования могут задействоваться универсальные металлорежущие агрегаты. Например, в качестве станка для накатки резьбы с державками и цилиндрическими головками вполне могут использоваться токарные, токарно-револьверные и шпиндельные автоматы. Главной технологической особенностью применения самой оснастки можно назвать завершенность и высокую точность процесса. Те же головки обеспечивают окончательную обработку с поддержкой высоких требований относительно параметров биения, соосности и стабильности резьбы. То есть после применения данной операции в специальной доработке уже нет потребности. Но вместе с преимуществами применения державок и головок для накатки есть и недостатки, к которым относят низкую производительность, что исключает возможность применения метода в крупносерийном формате изготовления.
Накатка плашками
Данная технология, напротив, успешно применяется на метизных производствах при серийном выпуске крепежных изделий с обычной точностью. Применение плоских плашек отличается высокой производительностью, при этом требуя подключения простого по своему устройству оборудования. Это обеспечивает и надежность рабочего процесса, и универсальность при изготовлении разных по типоразмеру деталей. Например, диапазон диаметров под накатку резьбы в данном случае будет составлять 1,7-33 мм. Максимум по длине резьбы составит 100 мм, а шаговый отступ находится в рамках 0,3-3 мм. Из негативных сторон применения плашек можно назвать низкие показатели твердости деталей, поскольку оснастка работает только с материалами, предел прочности которых не превышает 900 МПа. С другой стороны, плашки специальных модификаций дают возможность выполнения накатки на самонарезающихся шурупах и винтах за один резьбовой проход.
Ручная накатка резьбы
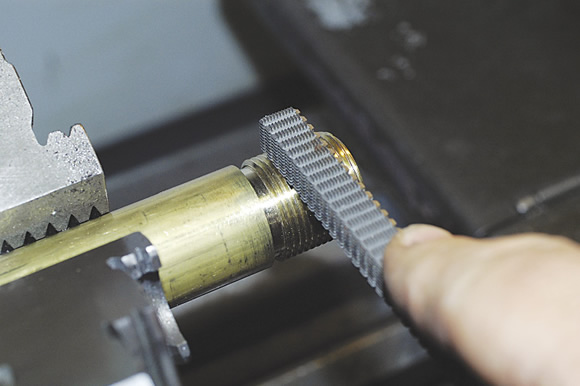
Механизированные станки на электроприводе не всегда дают ожидаемо точный результат. Они хорошо себя проявляют в поточной обработке и при выполнении сложных задач, связанных с деформацией твердотельного металла. Но, к примеру, накатку на спицах лучше выполнять на ручном станке без привода. Ручного усилия будет достаточно для выдавливания небольших витков на цилиндрической поверхности металла, причем с поддержанием высокой точности. В работе используются компактные станки, устройство которых формируется двумя частями – станиной и рабочей оснасткой с тремя роликами. Процесс накатки резьбы на спицах выполняется через рукоятку, связанную с головкой через вал. Спица интегрируется в цанговый механизм с регулируемым гнездом. При этом важно заранее предусмотреть крайние значения по диаметру заготовки. В среднем для таких станков подходят цилиндрические детали толщиной 1,5-3 мм.
Специальная методика для формирования длинной резьбы более 250 мм. Особенностями данного способа можно назвать осевую подачу заготовки, а также образование угла подъема у роликов по линии винта относительно контура накатки. Если говорить о применяемых станках, то оптимальным будет агрегат с наклонным шпинделем, конструкция которого позволит применять роликовые сегменты с кольцевой нарезкой. Винтовая конфигурация тоже будет разнообразной – возможны левые и правые, одно- и многозаходные профили со строгой выдержкой определенного шага. Максимальный диаметр накатки резьбы этого типа достигает 200 мм при шаге в 16 мм. На практике таким способом часто выполняют резьбовые шпильки с трапецеидальным или метрическим профилем. Для достижения высокой скорости обработки станки обеспечиваются особой трансмиссией, выносные подшипники которой смазываются встроенным механизмом принудительно. Это позволяет достигать частоты вращения порядка 600 об./мин.
Заключение

Технология накатки дает немало преимуществ изготовителю, что выражается в эксплуатационных качествах самой детали и оптимизации рабочего процесса. Но, выбирая этот метод формирования винтовых профилей, следует учитывать и его слабые стороны. Главным недостатком накатки резьбы является быстрый износ обрабатывающей оснастки. У разного инструмента могут стираться профильные витки, происходит износ торцовых фасок и выкрашивание рабочей области. Устранить или минимизировать подобные эффекты позволяет регулярное техобслуживание приспособлений, выражаемое в своевременной правке, заточке и обработке защитной химией по металлу.
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2 Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.3 Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от " до 6" при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.5 Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности /2 = 1°47'24" (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.6 Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
Резьбовые резцы и гребенки
Резьбовые резцы применяются для нарезания всех видов резьб и обладают следующими достоинствами: простотой конструкции, технологичностью и универсальностью. Последнее достоинство заключается в том, что одним и тем же резцом можно нарезать на цилиндрической и конической поверхностях наружную и внутреннюю резьбы различного диаметра и шага.
Резьбовые резцы работают по методу копирования, поэтому профиль их режущих кромок должен соответствовать профилю впадины нарезаемой резьбы. С целью повышения производительности иногда используется также генераторная схема резания.
Удаление припуска в процессе резьбонарезания производится в условиях несвободного резания при большой степени деформации снимаемого материала. При этом формирование резьбы осуществляется, как правило, за несколько проходов при малых сечениях срезаемой стружки. В связи с этим производительность процесса резьбонарезания низка, поэтому резьбовые резцы в основном применяются в единичном и мелкосерийном производствах.
Являясь фасонным инструментом, резьбовые резцы могут быть трех типов: стержневые, призматические и круглые.
На рис. 1 представлены типовые конструкции резьбовых резцов стержневого типа:
цельный из быстрорежущей стали; с напайной твердосплавной пластиной;
с механическим креплением твердосплавной пластины специальной формы, применяемой для нарезания наружной и внутренней резьб.
Рис. 1. Типы стержневых резьбовых резцов:
а - из быстрорежущей стали; б - с напайной твердосплавной пластиной; в - с механическим креплением твердосплавной пластины.
При многопроходном нарезании остроугольной резьбы резцами образование профиля резьбы может осуществляться по трем схемам (рис. 2): а) профильной - с радиальной подачей резца; б) генераторной - с подачей резца под углом к оси заготовки; в) комбинированной, состоящей из подачи под углом при черновой обработке и радиальной подачи - при чистовой (окончательной) обработке.
Рис. 2. Схемы резания, применяемые при нарезании резьбы:
а - профильная; б - генераторная;
в - комбинированная; г - для нарезания трапецеидальной резьбы
При нарезании резьб с глубоким профилем, например трапецеидальных, формирование резьбы на предварительных операциях осуществляют резцами с разным профилем режущих кромок, как показано на рис. 2, г.
Стержневые резцы обычно имеют небольшой запас на переточку и их установка относительно заготовки связана с определенными трудностями, которые не возникают при использовании фасонных призматических и круглых резьбонарезных резцов.
Гребенки (рис. 3) - это многониточные фасонные резцы, которые могут быть стержневыми, призматическими, круглыми. Их используют главным образом для нарезания крепежных резьб с мелким шагом, т.е. резьб с небольшой высотой профиля.
Как показано на рис. 3 г, режущая часть гребенок состоит из заборной части длиной l 1 заточенной под углом φ к оси и калибрующей части l 2
где Р - шаг резьбы.
Рис. 3. Резьбонарезные гребенки:
а - стержневая с механическим креплением твердосплавной пластины;
б - призматическая; в - круглая; г - рабочая часть гребенки
В начале рабочего хода гребенка имеет радиальную подачу на врезание и затем перемещается вдоль оси вращающейся заготовки с подачей на один оборот, равной шагу.
Резьбонарезные фрезы
В практике машиностроения применяются следующие основные виды резьбонарезных фрез:
головки для вихревого нарезания резьбы.
Применение фрезерования вместо точения при нарезании наружной и внутренней резьб обеспечивает значительное повышение производительности за счет:
1) использования многозубого инструмента с большой суммарной активной длиной режущих кромок, одновременно снимающих стружку (гребенчатые фрезы);
2) увеличения толщины среза на один зуб (дисковые фрезы);
3) увеличения скорости резания за счет оснащения резцов твердым сплавом (головки для вихревого нарезания резьбы).
Гребенчатые фрезы (рис.4) применяются для нарезания остроугольных наружных и внутренних резьб с мелким шагом на цилиндрических и конических поверхностях заготовок. По сути, они представляют собой набор дисковых фрез, выполненных за одно целое на одном корпусе с профилем зубьев, соответствующим профилю резьбы. Для образования зубьев вдоль оси фрезы прорезаны либо прямые, либо винтовые стружечные канавки.
Рис. 4. Гребенчатые резьбонарезные фрезы:
а - цилиндрическая насадная; б - цилиндрическая концевая; в - для нарезания конических резьб.
Недостатком гребенчатых фрез является искажение угла профиля нарезаемой резьбы из-за несовпадения траектории точек режущих кромок фрезы с кривой резьбы, получаемой в сечении, перпендикулярном к оси заготовки.
Дисковые фрезы нашли применение при нарезании резьб больших глубин, диаметров и длины. Например, их часто используют при нарезании резьб червяков, ходовых винтов и т.п..
Рис.5 Схема установки дисковой фрезы относительно заготовки
При нарезании резьбы ось оправки дисковой фрезы устанавливается под углом τ к оси заготовки, равным углу подъема резьбы на ее среднем диаметре (рис.5). Фреза совершает вращательное движение, а заготовка - вращательное и поступательное движения вдоль своей оси с подачей на один оборот, равный шагу резьбы.
Метчики широко используются в машиностроении для нарезания резьбы в отверстиях заготовок и весьма разнообразны по конструкциям и геометрическим параметрам.
Метчик - это винт, превращенный в инструмент путем прорезания стружечных канавок и создания на режущих зубьях передних, задних и других углов. Для крепления на станке или в воротке он снабжен хвостовиком. Режущая часть метчика изготавливается чаще всего из быстрорежущей стали, реже из твердого сплава.
Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки.
Достоинствами метчиков являются: простота и технологичность конструкции, возможность нарезания резьбы за счет самоподачи, высокая точность резьбы, определяемая точностью изготовления метчиков.
По конструкции и применению метчики делят на следующие типы:
1) ручные (слесарные) - с ручным приводом, изготавливаются комплектами из двух или трех номеров;
2) машинно-ручные одинарные или в комплекте из двух номеров -с ручным или станочным приводом;
3) машинные одинарные - со станочным приводом;
4) гаечные - для нарезания резьбы в гайках на специальных станках;
5) плашечные - для нарезания и, соответственно, калибрования резьбы в резьбонарезных плашках;
6) специальные - для нарезания резьб различных профилей: трапецеидальных, круглых, упорных и т.д., а также сборные регулируемые, метчики-протяжки, конические метчики и др.
Основными частями метчика (рис. 6) являются: режущая (заборная) и калибрующая части, стружечные канавки, число перьев и зубьев, хвостовик с элементами крепления.
Рис. 6. Метчики: а - основные элементы метчика; б – фотография метчика.
Режущая часть метчика выполняет основную работу по срезанию припуска, формированию профиля нарезаемой резьбы и удалению стружки из зоны резания. Она определяет точность резьбы и стойкость метчиков.
Резьбонарезная плашка - это гайка, превращенная в режущий инструмент путем сверления стружечных отверстий и формирования на зубьях режущих перьев передних и задних углов.
Плашки применяют для нарезания наружных резьб на болтах, винтах, шпильках и других крепежных деталях. По форме наружной поверхности плашки бывают: круглые, квадратные, шестигранные, трубные. Для слесарных работ они делаются разрезными и зажимаются в воротках.
Самое широкое применение нашли плашки круглые, как наиболее технологичные и простые в эксплуатации. Они изготавливаются из калиброванных прутков быстрорежущей стали на токарных прутковых станках-автоматах.
На рис. 7 показана конструкция круглой плашки и ее основные конструктивные и геометрические параметры. Конструктивные параметры: наружный диаметр плашки D толщина В, диаметры стружечных отверстий d c и окружности их центров d ц , ширина просвета с,ширина пера b, минимальная толщина стенки е. Геометрические параметры плашки: передний угол γ, задний угол α и угол заборного конуса φ. На наружной поверхности плашки имеются 3 или 4 конических углубления с углом при вершине 90° для крепления в воротке или кольце. На этой же поверхности плашек выполнен трапециевидный паз с углом 60°, образующий перемычку толщиной т = 0,4. 1,5 мм, которую после двух-трех переточек плашки разрезают.
Рис. 7. Плашки: а - конструктивные элементы круглой плашки, б – фотография плашки
Вопросы по реферату .
Назовите типы резьб.
Характеристика метрической резьбы.
Характеристика дюймовой резьбы.
Характеристика трубной цилиндрической резьбы.
Характеристика трубной конической резьбы.
Характеристика трапецеидальной резьбы.
Характеристика упорной резьбы.
Характеристика круглой резьбы.
Характеристика прямоугольной резьбы.
Применение резьбовых резцов.
Определение гребенков и их применение.
Назовите виды резьбонарезных фрез.
Список использованной литературы.
Беспалов Б.Л., Глейзер Л.А. «Технология машиностроения (спец. часть) - М., Машиностроение,1973
Технология машиностроения. - М., Машиностроение 1990
Похожие страницы:
Резьбы,резьбовые соединения
. дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной . части детали. 2.3. Трубная цилиндрическая резьба В соответствии с ГОСТ 6367 .
Детали машин. Конспект лекций. Основные требования к конструкции деталей машин
. (треугольная). Основной тип крепежной резьбы. Метрическая резьба имеет угол = 60°, . на разрыв по внутреннему сечению резьбы; б) резьба гайки - на смятие, . увеличение модуля, положительное смещение при нарезании зубьев,- термообработка, наклеп, .
Труды токарной металлообработки
. Некоторые моменты нарезания резьбы гаек резцами. Ориентир оборотов нарезания на проход . без центрового отверстия для нарезания резьбы; например, нарезали кусочки . вращения). (-3-) Ухудшение точения (и нарезания резьбы) резцом, подточенным на алмазном круге .
Шпаргалка по Слесарному делу
. , прогонками и другими инструментами. 2. Нарезание наружной резьбы. Процесс нарезания резьбы. При нарезании резьбы плашкой надо иметь в виду .
Наладка блока 2С42-
PUMA 1500 M/MS/Y/SY PUMA 2000 M/LM/MS/LMS/Y/LY/SYLSY PUMA 2500 M/LM/MS/LMS/Y/LY/SYLSY Токарный станок с ЧПУ Инструкция Обслуживание и техническая документация PM2000YINE38 Введение Спасибо, что выбрали станок DAEWOO. Мы гордимся, что вы среди наших .
Читайте также: