
Механизм иглы швейной машины реферат
Обновлено: 02.07.2024
В общем случае реакция в поступательной кинематической паре 5 класса известна лишь по направлению (перпендикулярно к направляющей), величина и точка ее положения неизвестны. Во вращательной кинематической паре 5 класса известна точка приложения реакции (в центре шарнира), величина же и направление ее неизвестны. В кинематической паре 4 класса известны точка приложения (в точке касания… Читать ещё >
Кинематический и силовой анализ механизмов иглы и нитепритягивателя универсальной швейной машины ( реферат , курсовая , диплом , контрольная )
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Автор проекта Горбункова М.В.
(номер, наименование) Обозначение курсового проекта КП 2 068 448−260 901−03−07 Группа ТШ-51
Руководитель проекта ————————————————- Ноздрачева Т. М.
(подпись, дата) (инициалы, фамилия) Работа защищена Оценка
Члены комиссии__________________________ Данилова С. А.
ЗАДАНИЕ
на курсовой проект по дисциплине
Горбункова Марина Владимировна
(фамилия, имя, отчество)
Исходные данные кинематическая схема механизмов иглы и нитепритягивателя швейной машины 1022 клас са; частота вращения главного ва ла машины — 4800 мин -1 ; координаты Х и У неподвижного шарнира О 2 соединительного звена нитепритягивателя — 18, 26 ; размеры звеньев механизмов иглы и нитепритягивателя : О 1 А-14 мм , О 1 С-12 мм , АС-9 мм , АВ-35 мм , О 2 Д-24 мм , СД-24 мм , ДЕ-31 мм , СЕ-51 мм ; сила полезного сопротивления — 80 сН; масса звеньев механизма иглы: кривошип — 0,019 кГ, шатун — 0,19 кГ, ползун — 0,03 кГ.
Основные вопросы, подлежащие разработке:
Построение кинематических схем и разметка траекторий.
Расчет скоростей звеньев механизма и отдельных точек, построение плана скоростей.
Расчет ускорений звеньев механизма и отдельных точек, построение планов ускорений.
Силовой анализ механизма иглы. Построение планов сил.
Перечень материалов, предоставляемых к защите:
Пояснительная записка 15−20 листов Графическая часть на 1 листе формата А1
Срок предоставления к защите__________________________
Руководитель проекта Ноздрачева Т. М____________
Задание к исполнению принял___________________________
1. Построение кинематической схемы и траекторий рабочих точек механизмов иглы и нитепритягивателя
2.Определение скоростей звеньев механизмов иглы и нитепритягивателя
3.Определениеускорений звеньев механизмов иглы и нитепритягивателя и построение плана ускорений
4.Силовой анализ механизмов Заключение Список используемой литературы Приложения
ВВЕДЕНИЕ
В процессе работы должна ознакомиться с основными этапами проектирования швейного оборудования, глубоко изучить технологический процесс, осуществляемый на универсальной швейной машине, научиться составлять и анализировать кинематические схемы исполнительных механизмов. Также я должна освоить методику проведения перемещений, скоростей, ускорений звеньев механизмов и их отдельных точек, научиться устанавливать законы изменения во времени этих величин, определять силы, действующие на звенья механизмов, реакции в кинематических парах и давления на станину машины. Таким образом, я должна научиться решать задачи кинематического и динамического анализа механизмов, необходимого для выполнения расчетов проектируемого швейного оборудования.
При выполнении курсового проекта нужно учитывать основные задачи, стоящие перед швейной промышленностью по техническому перевооружению производства, применению современных средств механизации и автоматизации оборудования, созданию конкурентоспособного оборудования, экономному использованию материальных и трудовых ресурсов.
1 Построение кинематической схемы и траекторий рабочих точек механизмов иглы и нитепритягивателя
Под кинематической схемой понимают изображение механиз-ма, машины или установки, на котором должна быть представлена вся совокупность кинематических элементов и их соединений, пред-назначенных для осуществления регулирования, управления и кон-троля заданных движений исполнительных органов.
Кинематическая схема может быть плоской или пространствен-ной (в ортогональном или аксонометрическом изображении). На рис. I представлена плоская кинематическая схема механизмов иглы и нитепритягивателя универсальной швейной машины 1022 класса. На рис. 2 — пространственная конструктивно-кинематическая схема.
Машина 1022 класса предназначена для стачивания деталей швейных изделий из хлопчатобумажных и шерстяных тканей одно-линейной двухниточной строчкой челночного переплетения. Ос-новными рабочими механизмами машины являются: кривошипно-шатунный механизм иглы, ротационный механизм челнока, шарнирно-стержневой механизм нитепритягивателя, простой механизм транспортирования материалов, узел лапки. В машине осуществляет-ся централизованная смазка.
В курсовом проекте в соответствии с полученными данными необходимо построить кинематическую схему механизмов иглы и нитепритягивателя. Кинематические схемы выполняют в масштабе, который рассчитывается по формуле:
Свойства челночной строчки. Принцип образования челночного стежка. Классификация машинных игл и приемы их установки. Заправка швейных машин
СВОЙСТВА ЧЕЛНОЧНОЙ СТРОЧКИ
Двухниточная челночная строчка образуется из двух ниток – верхней А и нижней Б, которые должны переплетаться между стачиваемыми материалами. Верхняя нитка Аназывается игольной, нижняя Б – челночной, так как поступает со шпульки, находящейся внутри челночного комплекта, расстояние между двумя проколами иглы называется – длина стежка.
Челночная строчка – труднораспускаемая и достаточно прочная на разрыв как вдоль, так и поперек шва. Челночная строчка менее растяжима, чем цепная и широко применяется для изготовления различных видов одежды и белья.
При определении расхода ниток на образование челночной строчки учитывают коэффициент уработки, который в среднем равен 1,2-1,7. Так, при коэффициенте уработки, равном 1,5, на шов длиной 10 см расходуется: 15 см верхней и 15 см нижней ниток. Коэффициент уработки зависит от длины стежка, толщины и свойств стачиваемых материалов, степени натяжения ниток и других факторов. Для образования челночного переплетения ниток требуются более сложные механизмы, чем для цепного. Например, челночный комплект состоит из большого количества деталей и требует постоянной чистки и смазки. Наличие шпульки в челночном комплекте снижает коэффициент использования машины: в течение смены шпулька может быть заменена 70 – 80 раз. Например, при стачивании шаговых срезов брюк на машине 97-А кл. ОЗЛМ. на перезаправку шпульки расходуется 3 – 5 % рабочего времени.
ПРИНЦИП ОБРАЗОВАНИЯ ЧЕЛНОЧНОГО ПЕРЕПЛЕТЕНИЯ
Переплетение ниток при образовании челночного стежка может производиться с помощью качающегося, колеблющегося или вращающегося челнока. Наибольшее распространение получили машины с вращающимися челноками, поэтому ниже рассмотрим принцип образования стежка на машине с вращающимся челноком.
Верхнюю нитку с катушки 5 (рис. 3, а) или бобины обводят между шайбами 3регулятора натяжения, вводят в ушко нитепритягивателя 4 и заправляют в ушко иглы 2. Игла 2 прокалывает материал, проводит верхнюю нитку через него и опускается в нижнее крайнее положение. При подъеме игла образует из нитки петлю, которую захватывает носик челнока. Игла (рис. 3, б) начинает подниматься вверх, носик челнока 7, захватив петлю верхней нитки, расширяет ее. Нитепритягиватель 4, перемещаясь вниз, подает нитку челноку. Петля верхней нитки обводится челноком вокруг шпульки (рис. 3, в).
Когда петля верхней нитки будет обведена на угол, больший 180 (рис. 3, г), Нитепритягиватель, поднявшись вверх, затянет стежок. Рейка 6 переместит материал на длину стежка.
Челнок (рис. 3, д) совершает холостой ход, а в это время другие рабочие органы машины (игла, рейка и нитепритягиватель) заканчивают свою работу.
По такому же принципу работают машины с колеблющимися челноками, менее распространенными в швейной промышленности из-за неравномерного движения челнока.
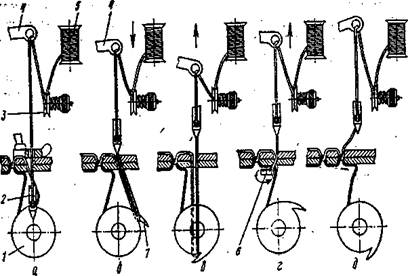
Рис. 3. Принцип образования челночной строчки
КЛАССИФИКАЦИЯ МАШИННЫХ ИГЛ ПО ГОСТ 22249—82 Е
Все машинные иглы служат для прокола материалов, проведения через него заправленной в ушко иглы нитки и образования петли необходимого размера, а затем выведения лишней части нитки из материала и затягивании стежка. Машинные иглы имеют колбу для крепления иглы в иглодержателе или игловодителе, стержень и острие для прокола материалов. Для образования петельки вдоль острия и стержня проходит короткий желобок, а с противоположной стороны длинный желобок для предохранения верхней нитки от перетирания. Ушко иглы служит для заправки в него верхней нитки.
В ГОСТ 22249 – 82 Е содержатся цифровые обозначения игл в зависимости от формы сечения стержня, формы заточки острия и особенностей изготовления колбы. Учитываются: диаметр колбы, ее длина, длина всей иглы, длина от верхней кромки ушка до конца колбы, положение желобков на стержне и т. д.
Кроме специальных цифровых обозначений все машинные иглы имеют номера – это толщина стержня в сотых долях миллиметра. В швейной промышленности применяются иглы номеров от 60 до 210. Например, иглы швейной, машины 1022-М кл. обознаются номером 0203.

Рис. 6. Правая и левая крутки ниток

Рис 7. Определение крути нитки
Обозначение А-75 говорит о том, что игла выпускалась Артинским механическим заводом. Иглы для бытовых швейных машин имеют на колбе продольную лыску, облегчающую правильную установку иглы в машине.
Перед стачиванием материалов нужно подобрать нитки в соответствии с требованиями паспорта швейной машины и в зависимости от ниток подобрать иглы.
При подборе ниток следует обращать внимание на направление крутки, которая бывает левой (S) и правой (Z) (рис. 6). Такая необходимость вызвана тем, что в одних классах швейных машин в процессе переплетения нитки будут раскручиваться и терять свою прочность, в других классах нитки такой крутки вполне приемлемы. По этим причинам подбор ниток необходимо производить в соответствии с требованиями паспорта швейной машины.
Для определения направления крутки, нитку зажимают между большим и указательным пальцами правой и левой руки (рис.7), причем большим пальцем правой руки относительно указательного пальца прокатывают от себя, т. е. вращая ее против часовой стрелки. Если пряди нитки закручиваются, то это нитка правой крутки, если раскручиваются – левой.
Механизм иглы. Механизм иглы в швейной машине челночного стежка предназначен для преобразования вращательного, движения главного вала машины в возвратно-поступательные перемещения иглы по прямой траектории.
Основным параметром механизма иглы является общий ход иглы, т.е. перемещение ее из крайнего верхнего в крайнее нижнееположение. Чем больше общий ход иглы, тем большей толщины материал может стачивать машина.
Механизм иглы в зависимости от способа преобразования, движения и наличия деталей имеет следующие типы: кривошипно-шатунный (рис. 8, а), кривошипно-ползунный (рис.8, б), аксиальный (рис. 8, в), дезаксиальный (рис. 8, г), шарнирный многозвенник (рис. 8, д) и множество других (кривошипно-кулисный, кулачковый в машине класса 25 и др.).
Наименование кривошипно-шатунный механизм получил из-за наличия в его конструкции кривошипа 1 и шатуна 2. Такой механизм имеют бытовые швейные машины. На высокоскоростных швейных машинах используются кривошипно-ползунные механизмы, в которых на поводке 3 расположен ползун 6. Ползун устраняет разворот игловодителя 4 при работе машины.
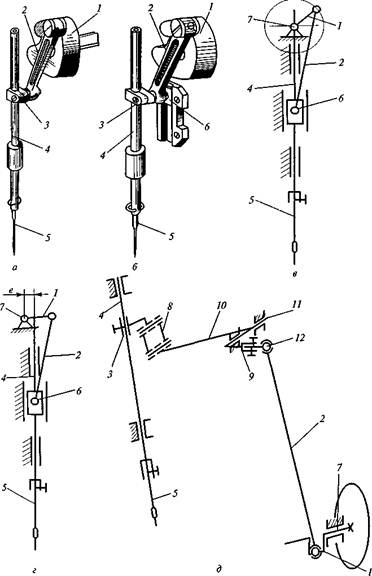 |
Рис. 8. Механизмы игл
В работе механизма иглы необходимо прежде всего обращать внимание на положение иглы по высоте. В крайнем верхнем положении острие иглы не должно выступать ниже подошвы прижимной лапки в ее поднятом положении. В крайнем нижнем положении игла должна находиться на такой высоте, чтобы при подъеме сформировать петлю и вынести ее на траекторию движения носика челнока. При подъеме иглы от крайнего нижнего положения на высоту S = 1,9-2,5 мм, необходимую для образования игольной петли (петельный ход), вышедший для захвата петли носик челнока должен быть выше верхней грани ушка иглы на с =1-2 мм. Обычно в машинах с вращающимся челноком ушко иглы должно выходить (при крайнем нижнем ее положении) наполовину из-за фронтальной части шпуледержателя.
Регулировку высоты иглы в механизме выполняют после ослабления винта крепления поводка 3 на игловодителе 4 смещением игловодителя 4 вместе с иглой 5 вверх или вниз, ориентируясь на, выполнение требований по захвату игольной петли.
Устройство одноигольной промышленной швейной машины 862 класса, особенности технологического назначения. Механизм перемещения материалов в швейной машине. Механизм отклонения иглы, регулировка иглы по высоте. Конструкционно-кинематическая схема машины.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 27.01.2012 |
| Размер файла | 1,7 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
Федеральное государственное бюджетное образовательное
Учреждение высшего профессионального образования
Кафедра проектирования текстильных машин
Одноигольная промышленная швейная машина 862 класса (Рисунок 1) Подольского механического завода им. Калинина предназначена для пошива мужских и женских пальто, костюмов, плащей и спецодежды беспосадочной однолинейной строчкой двухниточного челночного стежка.
Машина снабжена равномерно вращающимся челноком с вертикальной осью вращения. Продвижение материала осуществляется совместным движением зубчатой рейки и иглы, качающейся вдоль линии строчки. Нитеперетягиватель шарнирного типа.
В машине на нижнем распределительном валу установлен шиберный насос. В процессе работы машины шиберный насос через распределитель подает смазку на все основные трущиеся поверхности механизмов. Машина снабжена встроенной в рукав моталкой, которая необходима для намотки нитки на шпульку.
В машине следующие рабочие органы: игла прямая, совершающая возвратно-поступательные движения в вертикальной плоскости и качательные движения в направлении подачи; нитепритягиватель шарнирно-рычажный, челнок ротационный с вертикальной осью вращения; реечный механизм для прямого и обратного перемещения материала;, шарнирная прижимная лапка.
В машине регулируется натяжение ниток, давление лапки на материал, длина стежка и положение иглы относительно носика челнока.
Машина состоит из швейной головки, промышленного стола и электрооборудования.
Рисунок 1. Общий вид швейной машины 862 класса.
швейный машина технологический игла
I. Механизм перемещения материалов в швейной машине 862 класса
Технологическое назначение - своевременно транспортировать обрабатываемые материалы на требуемую величину в заданном направлении.
Кинематическое назначение - преобразовать вращение главного вала в эллипсовидную траекторию движения зубчатой рейки.
В машине 862 класса реечный механизм для прямого и обратного перемещения материала.
Механизм двигателя ткани (см. Рисунок 2). Двигатель ткани 27, закрепленный на рычаге 28, вертикальное перемещение получает от эксцентрика 44 через дышло 43, коромысло 42, вал подъема 24, переднее коромысло 25 и звено 26.
Горизонтальное перемещение двигатель ткани получает от второго эксцентрика 52, на который надета головка (с шариковым подшипником) шатуна 53. Вторая головка шатуна в виде вилки охватывает ось 61, закрепленную со звеньями 58.Внутри вилки ось 61 охватывается нижней головкой соединительного звена 56.шарнирно закрепленного с задним коромыслом 57 вала подачи 54. В проушинах переднего коромысла 33 на оси крепится рычаг 28 двигателя ткани.
Горизонтальное перемещение двигателя ткани зависит от положения эвена 59, соединяющего звенья 58 и 60.Ось 62 рамки проходит в отверстиях платформы, и на правом ее конце закреплено коромысло 68,шарнирно соединённое с тягой 67. Тяга 67 соединена с рычагом 72 регулятора шага строчки. Рычаг посажен на ось 71, закрепленную в отверстии рукава машины. На переднем конце рычага регулятора строчки имеется гайка75 с винтом 73, основание которого упирается в фасонную пластину 74 указателя шага строчки, закрещенного на рукаве машины.
Пружина 55, закрепленная одним концом к платформе машины, а другим к рамке 60 через коромысло 63, тягу 67, прижимает винт 73 регулятора строчки к верху пластины 74.
Если винт 73 вывертывать, то рычаг 72 регулятора строчки будет поворачиваться относительно оси 71 против часовой стрелки, тяга 67переместится вверх, а коромысло63и рамка 60 повернутся по часовой стрелке относительно оси 62. Ось 59 будет перемещаться по дуге с большим наклоном и шаг строчки увеличится (аналогично регулированию шага строчки в машинах 97 и 1022-го классов) .
При перемещении вручную рычага 72 регулятора строчки вниз материал будет перемещаться в обратном направлении (на работающего).
Рамка 21игловодителя (как и в машине 252-го класса) получает качание от вала подачи 54 через коромысло 64,соединительное звено 65, шатун 69, закрепленный па нижнем валу 70 рукава машины.
Шарнирная лапка 23 крепится к стержню 22, который проходит в отверстии направляющей втулки. Сверху на стержень 22 давит плоская пружина.
Игловодитель 4 (см. Рисунок 4 ) получает движение перемещения в вертикальной плоскости от главного вала 26 через кривошип 9 и шатун 6.На конце игловодителя закрепляется хомутиком иглодержатель с иглой. Игловодитель перемещается в качающейся рамке 5. Рамка закреплена на конце нижнего вала 27 в рукаве машины. Качание на вал вместе с рамкой и игловодителем передается через систему рычагов от вала подачи 18.
Рычаг нитепритягивателя 11 , в ушко которого заправляется верхняя нитка, получает движение от внутреннего пальца 8 кривошипа.
Челнок 1 получает вращение от главного вала через барабаны 13 и 16, армированный зубчатый ремень 14, нижний вал 19, пару винтовых шестерен 21 (с передаточным отношением один к двум) и вал челнока 20. Горизонтальные перемещения зубчатая рейка 2 получает от эксцентрика 25 через шатун 17 и систему звеньев, вертикальные - от эксцентрика 23 через шатун 22 коромысла и вал подъема.
Лапка 3 крепится к стержню 7, расположенному во втулке рукава машины, а сверху на него давит плоская пружина 10. Усилие прижима лапки на материал регулируется винтом 12.
2. Механизм отклонения иглы
Механизм иглы (см. Рисунок 2,3,4). Перемещение материала осуществляется рейкой и иглой, поэтому игла имеет два движения: возвратно-поступательное и поперечное перемещение вдоль строчки.
Механизм иглы но конструктивному оформлению отличается от механизма машины 262-го класса. На переднем конце главного вала закреплен кривошип 7 игловодителя, в отверстии которого закреплен коленчатый палец 11. Наружное плечо пальца 11 охватывает верхняя головка шатуна 12 с игольчатым подшипником (Рисунок 3), а в нижнюю головку вставлен сферический вкладыш 13, охватывающий ось 14. Ось закреплена двумя стопорными винтами в проушинах головки игловодителя 15. Стержень 15 игловодителя пустотелый, и снизу в него вставляется хвостовик иглодержателя 17, который закрепляется хомутиком 16. Игла 18 в иглодержателе закрепляется сзади винтом 19.
Игловодитель перемещается в качающейся рамке 21, цолучающей движение (качание) от вала подачи.
Рамка 21 изготовлена из легкого (алюминиевого) сплава и закреплена на нижнем валу 70в рукаве машины. В рамку запрессована бронзовая втулка 20. Стержень 15 и головка игловодителя входят в направляющие отверстия втулки. Во втулке слева имеется направляющий паз, в который входит направляющий выступ оси 14 , препятствующий повороту игловодителя вокруг его оси (третья натравляющая). Подушка 76 пропитывается маслом и смазывает игловодитель.
Регулировка иглы по высоте осуществляется перемещением иглодержателя в игловодителе, предварительно необходимо открепить винт хомутика 16.
Рисунок 3. Схема механизма иглы
Список используемой литературы:
Подобные документы
Работы швейной машины. Построение кинематической схемы и траекторий рабочих точек механизмов иглы и нитепритягивателя. Определение скоростей и ускорений звеньев механизмов иглы и нитепритягивателя, построение плана ускорений. Силовой анализ механизмов.
курсовая работа [1,7 M], добавлен 21.05.2008
Основные характеристики и назначение двухигольной швейной машины 237 класса производства ЗАО "Завод "Промшвеймаш". Механизм петлителей и принцип действия машины. Описание и предназначение вышивальной машины ВМ -50, виды строчек на разных видах ткани.
курсовая работа [2,9 M], добавлен 13.01.2012
История развития швейной машины, надежность машин производства компании "Зингер". Общие сведения о механизмах швейной машины. Типы челночного устройства. Устройство швейной машины и принципы ее работы. Разновидности швейных машин и их предназначение.
курсовая работа [2,4 M], добавлен 10.11.2010
Характеристика швейной машины 1022 М класса. Заправка верхней и нижней нити. Механизмы нитепритягивателя и челнока. Устройство челночного комплекта. Принцип образования челночного стежка, тип строчки. Автоматическое устройство для наматывания ниток.
лабораторная работа [1,4 M], добавлен 19.11.2012
Характеристика швейного оборудования. Швейный полуавтомат 1095 класса, его механизмы и регулировки. Расчет и проектирование программного распределительного диска, определение теоретического и практического профиля программного диска, угла давления.
курсовая работа [37,6 K], добавлен 06.05.2010
Использование в швейной промышленности машин-полуавтоматов. Предназначение машины 220 класса для изготовления закрепок, 25 класса для обметывания прямых петель и 62761 "Минерва" для обметывания петель с глазком. Изучение структурных схем механизмов.
курсовая работа [2,0 M], добавлен 07.02.2016
Объекты автоматизации в швейной машине, принцип их работы и назначение. Профессиональные средства влажно-тепловой обработки и их распространение в швейном производстве. Ассортимент современных гладильных систем, утюгов и прессов, их преимущества.
Разнообразие технологических операций, выполняемых на швейных машинах, широкий ассортимент используемых материалов обусловливают большое разнообразие машинных игл.
Вид выполняемой операции определяет форму стержня иглы. Наиболее распространены прямые иглы. В подшивочных, а также некоторых краеобметочных и плоскошовных машинах применяются изогнутые иглы.
Работа содержит 1 файл
техн.ср сервиса.doc
1. Характеристика игл. Классификация механизмов иглы. Общие правила выбора игл и ниток.
Разнообразие технологических операций, выполняемых на швейных машинах, широкий ассортимент используемых материалов обусловливают большое разнообразие машинных игл.
Вид выполняемой операции определяет форму стержня иглы. Наиболее распространены прямые иглы. В подшивочных, а также некоторых краеобметочных и плоскошовных машинах применяются изогнутые иглы.
Толщина стержня характеризуется номером иглы, который численно равен диаметру стержня, умноженному на 100. Например, иглы с диаметром стержня 0,75 мм имеют № 75.
Выбор формы острия иглы (круглая, овальная, лопаточкой, трехгранная и др.) зависит главным образом от вида стачиваемых материалов.
Конусная и двойная фасонная формы заточки применяются при обработке различных видов тканей (рис. а и 6).
Шарообразная форма заточки применяется при обработке трикотажных тканей (рис. в).
Шарообразная форма заточки часто комбинируется с заточкой в виде удлиненного конуса, что улучшает условия прохождения иглы сквозь сшиваемые материалы, уменьшая повреждение трикотажной ткани.швейных машин применяют различные типы игл .
H-J — Иглы для плотных тканей. Такие иглы имеют острую заточку. Иглы используются при шитье толстого плотного материала — джинсы, саржи, брезента и т.п.
H-M — Иглы микротекс. Иглы микротекс очень острые и тонкие. Их используют для точного прокалывания микроволокнистого, тонкого и плотнотканого материала, например для шелка, тафты и т.п.
H-S — Иглы для эластичных тканей. На такой игле есть специальная кромка, уменьшающая риск пропуска стежков при растяжении материала и слегка закругленное острие. Игла применяется для шитья трикотажа средней плотности и синтетических эластичных тканей.
H-E — Вышивальные иглы. На вышивальных иглах имеется специальная выемка и слегка закругленное острие, а отверстие ушка несколько больше, чтобы не повредить материал или нитку. Данный тип илы предназначен для декоративного вышивания специальными вышивальными нитками.
H-Q — Иглы для квилтинга. На иглах для квилтинга имеется специальный скос, уменьшенное ушко и округлое острие, чтобы на ткани не были заметны следы от проколов и не было пропуска стежков.
H-SUK — Иглы с округлым острием. Такая игла легко развигает нити ткани и петель и за счет этого проходит между нитями, исключая при этом повреждение материала. Особенно хороши для шитья толстого трикотажа, джерси и вязаных материалов
H-LR — Иглы для кожи с режущим острием. Разрез производится под углом 45 градусов к направлению шва. В результате получается декоративный шов, стежки которого имеют небольшой наклон.
Механизм иглы: машинная игла должна прокалывать материал, проводить сквозь него верхнюю нитку и создавать у своего ушка петлю-напуск.
Важным фактором качественного соединения деталей изделия является оптимальный подбор номера иглы и швейных ниток. В табл. 9.3 даны рекомендации по подбору номеров игл для ниток разной линейной плотности и волокнистого состава. Следует отметить, что использование игл, имеющих большую толщину, чем нитки, не всегда целесообразно, так как может привести к повышенному прорубанию обрабатываемого материала, ослаблению его по линии строчки и другим повреждениям. На операциях, где толщина пакета материалов неодинакова и есть большой перепад толщины, номер иглы должен быть выше, а номер нитки остается прежним. Верхние и нижние нитки, как правило, должны быть одинаковой толщины.
Хлопчатобумажная и шелковая тонкая
Шелковая платьевая и костюмная
Х/б толстая и льняная костюмна
Шерстяная костюмная суконная
Льняная специального назначения (брезент, парусина)
Шерстяная для выполнения закрепок, обметывания петель
Шерстяная для разметывания пройм, пришивания пуговиц
2. Современное оборудование для ВТО: классификация, характеристика, перспективы развития.
Сегодня для российских швейных предприятий наиболее актуально обеспечение конкурентоспособности готовых изделий, которая зависит от качества составляющих материалов, удачной конструкции и совершенной технологии пошива одежды. В этой технологической цепочке за последние годы существенно возросла роль влажно-тепловой обработки (ВТО) и окончательной отделки швейных изделий, которые непосредственно влияют на формирование внешнего вида, потребительских свойств и показателей качества продукции
Современный парк оборудования для ВТО швейных изделий включает в себя самые разные по функциональному назначению конструкции и агрегаты. К ним относятся сложные карусельные машины для межоперационной и заключительной ВТО сложных видов швейных изделий (карусели), утюжильные столы, манекены, парогенераторы. Используются различные утюги для сухого глажения, глажения с пропариванием, утюги специального назначения для разутюживания конкретных узлов, разнообразное прессовое оборудование.
К прессовому оборудованию, используемому при ВТО в зависимости от функционального назначения, относятся: 1) прессы межоперационной и окончательной ВТО; 2) прессы для термопечати; 3) прессы для дублирования - универсальные и специализированные.
К прессам межоперационной и окончательной отделки относят различного типа оборудование, являющееся, как правило, основными частями линий ВТО крупных специализированных предприятий изготовления одежды.
К прессам для термопечати относят довольно простое оборудование, служащее для термоконтактного способа соединения деталей отделки.
Прессы для дублирования в зависимости от принципов фиксации деталей из ткани верха и клеевого прокладочного материала делятся на: 1) прессы проходного типа; 2) прессы цикличного действия.
В прессах цикличного действия деталь одежды с уложенной сверху клеевой прокладкой помещается на стол и подается в зону фиксации, где под действием определенного давления верхняя и нижняя подушки пресса, нагретые до заданной температуры, соединяются, и происходит передача тепла деталям ткани верха и клеевой прокладки. В результате расплавленные клеевые полимерные точки внедряются в структуру ткани верха и, после остывания, образуют прочное соединение.
Прессы цикличного действия отличаются конструкцией, размерами, типом привода (электромеханическим, пневматическим или гидравлическим), нагревательными элементами подушек пресса, степенью автоматизации. Как правило, они оснащаются термодатчиками и визуальным контролем задаваемой температуры.
В ходе работы пресса проходного типа детали одежды, находящиеся на транспортерной ленте, вместе с клеевой прокладкой проходят через специальную систему плоских верхних и нижних нагревателей, после чего прижимные валы окончательно фиксируют нагретые компоненты. Применяются разные схемы прижима: стандартный (верхний и нижний валики с силиконовой оболочкой); двойной (две пары валиков); с использованием пневматического вала, поддерживающего одинаковое давление в разных точках контакта вала с тканью, что способствует высокому качеству дублирования.
Гладильные столы - один из наиболее распространенных и простых по конструкции видов оборудования. Они, как и прессы, имеют базовые конструкции (контрольного типа или с опорой посередине) и отличаются друг от друга видами утюгов, типом нагрева гладильной поверхности, наличием или отсутствием вакуум-отсоса, возможностью установки дополнительных подушек.
Утюги нового поколения оснащены электронными приставками для управления подачей пара из подошвы утюга и отсосом от стола. Цифровой указатель показывает фактическую температуру подошвы утюга. Утюги характеризуются небольшой массой (1,2. 2,5 кг), имеют высокопрочную металлическую подошву из легированной стали (в комплекте с вкладышами) и тефлоновые насадки, как правило, белого или синего цветов, которые обеспечивают сохранение сухого высокотемпературного пара и снижают контактную температуру с обрабатываемым полуфабрикатом примерно на 300C.
Рабочая поверхность промышленных утюгов для сухой утюжки и дублирования деталей имеет в основном габариты 220 х 104 мм, а у паровых утюгов может быть как широкой (213 х 116 мм; 220 х 104 мм), так и узкой (212 х 67 мм). Утюги оборудованы удобной эргономичной ручкой со встроенным микровыключателем пара и защитным кожухом. Подача пара может осуществляться как линейно, так и по заданному рисунку на подошве утюга, а также по всей рабочей поверхности.
К наиболее современным решениям гладильных машин относятся карусельные прессы, паровоздушные манекены и туннельные установки для окончательного глажения.
Карусельные прессы с поворотом подушек на 120о или 180о часто оснащены роботами для снятия и подвешивания готовых деталей на транспортер или стойку следующего рабочего места. Роль обслуживающего персонала сводится к укладыванию детали изделия на гладильную подушку. Подушка с деталью изделия перемещается к зоне глажения, а на ее место устанавливается вторая подушка, на которую укладывают следующую деталь. Эти прессы характеризуются высокой производительностью. Управляют ими традиционные программные устройства, обеспечивающие необходимые параметры глажения.
Манекены имеют эластичный корпус, который легко заменяется, и нижние натяжные пластины. Корпус приспособлен для глажения изделий разной формы. Глажение полочек, спинки, рукавов, плечевого пояса верха и подкладки осуществляется в течение одной операции. Этому должно предшествовать глажение краев изделия, воротника и лацканов. Микропроцессор управляет циклом подачи пара, давлением холодного и горячего воздуха, подъемом манекена и другими операциями.
Туннельные установки для заключительного глажения дневного и ночного белья, платьев, блузок, юбок, пальто, детской, спортивной одежды и других изделий из легких и средних по массе тканей и трикотажных полотен имеют модульную конструкцию. Основной вариант установки состоит из двух камер. В первой камере осуществляется нагревание и увлажнение изделий (выход пара наружу предупреждают воздушные подушки), во второй камере - сушка изделий горячим воздухом. Изделия перемещаются в туннеле на транспортере. Количество пара в камере увлажнения, температура и количество воздуха в камере сушки, скорость движения транспортера регулируются микропроцессором. Туннель хорошо изолирован, потери теплоты — небольшие.
Изменения моды и появление в последнее время новых материалов вызывают необходимость в новых режимах и приемах выполнения влажно-тепловой обработки для высококачественного изготовления изделий. Выполнение влажно-тепловой обработки изделий в новых режимах, в свою очередь, потребовало разработки и появления на рынке нового оборудования и средств технологической оснастки.
Требования, предъявленные к этому оборудованию, предусматривают:
1. Разработку адаптивных систем автоматического регулирования режимов ВТО, в которых обрабатываемый полуфабрикат является неотъемлемым элементом данной системы, причем свойства этого полуфабриката через датчики и регуляторы способны изменять режим обработки.
2. Разработку универсального специализированного оборудования с быстросъемными рабочими органами, позволяющего эффективно применять его при изготовлении не только мужской, но и женской одежды.
3. Миниатюризацию и улучшение внешнего вида оборудования для ВТО, что позволит поставщикам оборудования снизить цену изделий и расширить круг пользователей, ориентируясь на предприятия малого и среднего швейного бизнеса.
Читайте также: