
Машины для отделки полов реферат
Обновлено: 02.07.2024
Основные группы машин для отделочных работ. Общие схемы устройства штукатурных и малярных станций. Назначение, принцип действия и схемы оборудования для штукатурных и малярных работ, основные технико-эксплуатационные показатели.
Работа содержит 1 файл
Машины и оборудование для отделочных работ.doc
Машины и оборудование для отделочных работ
Основные группы машин для отделочных работ. Общие схемы устройства штукатурных и малярных станций. Назначение, принцип действия и схемы оборудования для штукатурных и малярных работ, основные технико-эксплуатационные показатели.
Машины и оборудование для устройства рулонных кровель, паркетных, мозаичных и рулонных полов, классификация, принципиальные схемы работы, основные технико-эксплуатационные показатели.
Охрана треда при эксплаатации машин и оборудования для отделочных работ.
Изучение устройства и работы оборудования для малярных работ.
Отделочные работы представляют собой комплекс строительных процессов по наружной и внутренней отделке зданий и сооружений с целью повышения их защитно-эксплуатационных и архитектурно-эстетических качеств. Отделочные работы являются наиболее сложными и трудоемкими и составляют в настоящее время около 25. 30% общих трудовых затрат, которые достигают 15. 18% от общей стоимости строительства. Около 30% всех строителей, участвующих в сооружении зданий, занято на отделочных работах.
Основная часть отделочных работ в силу их специфики выполняется в сжатые сроки в условиях строительной площадки на завершающем этапе строительства. В состав отделочных входят штукатурные, облицовочные, малярные, обойные, стекольные и кровельные работы, а также работы по устройству и отделке полов. Отделочные работы характеризуются многообразием и технологической несхожестью операций. Для выполнения отделочных работ используется большое количество строительно-отделочных машин, различных по назначению и устройству.
Важное значение для повышения производительности и качества, снижения трудоемкости и доли ручного труда при выполнении отделочных работ имеют внедрение новых эффективных малооперационных технологических процессов и их комплексная механизация и автоматизация.
Номенклатура строительно-отделочных машин постоянно расширяется и пополняется более совершенными типами и моделями, отвечающими современным требованиям технологии строительного производства.
На все выпускаемые в нашей стране строительно-отделочные машины распространяется утвержденная Минстройдормашем единая система индексации, в соответствии с которой каждой машине разработчиком присваивается индекс (марка), содержащий буквенное и цифровое обозначения. Основные буквы индекса — СО, располагаемые перед цифрами, обозначают вид машины — строительно-отделочная. Цифровая часть индекса обозначает порядковый номер разработки машины. После цифровой части в индекс машины могут быть включены дополнительные буквы, обозначающие порядковую модернизацию машины, вид ее специального исполнения и т. п
Штукатурные работы выполняют для выравнивания и декоративного оформления поверхностей строительных конструкций, улучшения их санитарно-гигиенических качеств, а также уменьшения тепло-, звукопроводности и водопоглощения ограждающих конструкций, защиты их от атмосферных воздействий.
Трудоемкость штукатурных работ составляет 14. 16% общей трудоемкости возведения зданий и сооружений, а их стоимость достигает 8. 10% общей стоимости строительно-монтажных работ. В современном строительстве применяют два вида штукатурок — монолитную и сборную сухую. Монолитная штукатурка применяется при отделке внутренних и наружных поверхностей различных конструкций зданий и сооружений и создается нанесением на обрабатываемые поверхности сплошного слоя штукатурного раствора определенной толщины. Сухая гипсовая штукатурка (гипсокартонные листы) применяется для отделки внутренних поверхностей зданий в помещениях с сухим и нормальным влажностным режимом и создается облицовкой обрабатываемой поверхности отдельными листами сухой гипсовой штукатурки индустриального изготовления с последующей заделкой стыков. Листы сухой гипсовой штукатурки приклеивают к отделываемым поверхностям на мастике или крепят с помощью гвоздей, шурупов, самонарезающихся винтов к металлическим или деревянным каркасам, предварительно прикрепленным к облицовываемым поверхностям. При устройстве сухой гипсовой штукатурки широко используют ручные машины (см. гл. 8). Монолитную штукатурку выполняют путем нанесения на обрабатываемую поверхность в определенной технологической последовательности нескольких слоев штукатурного намета: слоя обрызга и одного слоя грунта (простая штукатурка); обрызга, одного слоя грунта и накрывочного слоя (улучшенная штукатурка); обрызга, одного или нескольких слоев грунта и накрывочного слоя (высококачественная штукатурка).
Все технологические операции по устройству монолитной штукатурки (приемка и подготовка раствора, процеживание и доведение его до рабочей подвижности, транспортирование раствора к месту производства работ, нанесение обрызга, грунта и накрывочного слоя и его затирка) комплексно механизированы с применением мобильных передвижных штукатурных и штукатурно-смеситель-ных машин и агрегатов (при небольших объемах штукатурных работ), высокопроизводительных передвижных штукатурных станций (при больших объемах работ).
Штукатурные агрегаты и станции выполнены на базе растворо-насосов различных типов и комплектуются раствороводами, форсунками и штукатурно-затирочными машинами.
Растворонасосы предназначены для транспортирования (перекачивания) строительных и штукатурных растворов подвижностью от 5 см и более по резинотканевым и металлическим раствороводам к месту производства работ, а также для нанесения на поверхности штукатурных слоев, отделочных и изоляционных материалов с помощью форсунки или бескомпрессорного сопла. Растворная смесь, перекачиваемая растворонасосами, должна быть свежеприготовленной и перед поступлением в растворонасос процежена через сито с ячейками 3x3. 5x5 мм (в зависимости от крупности заполнителя раствора). Поэтому растворонасосы работают в комплекте с приемным бункером и виброситом для приема и процеживания раствора, всасывающим рукавом и сборным напорным раствороводом. Принцип работы растворонасосов основан на периодическом изменении объема их рабочей камеры, увеличивающегося при всасывании растворной смеси из приемного бункера и уменьшающегося при воздействии на смесь вытеснителя, выталкивающего раствор в напорную магистраль.
По способу воздействия вытеснителя на перекачиваемый раствор различают диафрагменные, поршневые и винтовые растворонасосы.
По направлению движения раствора в рабочей камере при всасывании различают противоточные (направление движения раствора при всасывании противоположно его силе тяжести) и прямоточные (направление движения раствора при всасывании совпадает с направлением его силы тяжести). В прямоточных растворонасосах выделяющийся при всасывании свободный воздух скапливается в верхней части камеры, тем самым ухудшая условия всасывания. Поэтому преимущественное распространение получили противоточные растворонасосы.
В диафрагменных растворонасосах перекачивание раствора осуществляется при периодических деформациях плоской резиновой диафрагмы, давление которой передается от движущегося возвратно-поступательно плунжера через промежуточную жидкость. Промышленность выпускает растворонасосы производительностью 2; 4 и 6 м 3 /ч, которые имеют одинаковую конструкцию и принцип работы, максимально унифицированы и монтируются на одноосных тележках. Растворонасосы применяются в составе передвижных штукатурных агрегатов и станций.
Каждый диафрагменный растворонасос состоит из насосной части, привода, кривошипно-шатунного механизма с плунжером, предохранительных устройств, пульта управления и тележки с ходовыми колесами, на которой смонтированы все узлы растворонасоса. Насосная часть включает (рис. 7.1) рабочую 2 и насосную 15 камеры, резиновую диафрагму 16, всасывающий 1 и нагнетательный 4 самодействующие шаровые клапаны. Перекачивание раствора осуществляется подвижной плоской резиновой диафрагмой 16, давление которой передается от движущегося возвратно-поступательно плунжера 11 через промежуточную жидкость (воду) постоянного объема.
Раствор в рабочую камеру 2 с диафрагмой и самодействующими клапанами поступает снизу вверх (т. е. противоточно) из приемного бункера с процеживающим виброситом под действием вакуума, попеременно создаваемого при рабочем ходе плунжера. Возвратно-поступательное движение плунжеру сообщается от электродвигателя через клиноременную передачу 13, одноступенчатый зубчатый редуктор 12 и кривошипно-шатунный механизм 14. При движении плунжера вправо промежуточная жидкость втягивает диафрагму до соприкосновения ее с ограничительной решеткой, и в рабочей камере создается вакуум, вследствие чего из приемного бункера через всасывающее колено 17 и всасывающий клапан / в рабочую камеру засасывается раствор. При движении плунжера влево промежуточная жидкость выгибает внутрь рабочей камеры диафрагму, которая выталкивает раствор через открытый (под давлением раствора) нагнетательный клапан 4 (впускной клапан 1 под действием собственной силы тяжести и противодавления раствора закрыт) в воздушный колпак 6, а затем в растворовод 8. Подъем клапанов во время работы насоса ограничивается скобами-ограничителями 5.
Воздушная подушка, образующаяся в воздушном колпаке в процессе работы насоса, выравнивает давление на раствор, поступающий в растворовод, уменьшая его пульсацию. Давление-в воздушном колпаке контролируется манометром 7. Предохранительный клапан 10, отрегулированный на давление 1,5 МПа, сообщает полость насосной камеры 15 с заливочным устройством 9 при повышении максимально допустимого рабочего давления в раствороводе. При кратковременных остановках растворонасоса и при работе по замкнутому циклу раствор выпускают через перепускной клапан 3. Управление работой растворонасоса осуществляется с пульта, установленного на насосе. На пульте смонтированы реле давления, магнитный пускатель, пакетные выключатели, колодка штепсельного разъема. Реле давления соединяется гибким рукавом с датчиком, установленным на воздушном колпаке, и осуществляет дистанционное управление насосом. Реле срабатывает на отключение привода растворонасоса при давлении 1,41 МПа; включение происходит при давлении 0,4 МПа.
Основными недостатками диафрагменных насосов являются: низкая долговечность резиновой диафрагмы (не более 100 маш-ч); снижение подачи (производительности) растворонасоса в результате неполного заполнения насосной камеры водой из-за ее утечек и испарения.
Производительность (подача) диафрагменных насосов 2. 6 м 3 /ч, максимальное рабочее давление 1,5 МПа, число двойных ходов плунжера 165 мин- 1 , дальность подачи раствора по горизонтали 100. 200 м, по вертикали 20. 40 м.
Поршневые растворонасосы применяют для перекачивания растворов подвижностью не менее 5. 7 см и крупностью фракции не более 5. 12 мм. Перекачивание раствора осуществляется движущимся возвратно-поступательно поршнем, непосредственно воздействующим на раствор и осуществляющим его всасывание и нагнетание.
Поршневые насосы могут иметь один или два поршня. Поршневые растворонасосы характеризуются: независимостью подачи от развиваемого напора и хорошей всасывающей способностью, высоким ресурсом цилиндропоршневой группы (около 2000 маш-ч). Поршневые растворонасосы максимально унифицированы и предназначены для комплектации штукатурных агрегатов и станций. Они монтируются, как правило, на колесных тележках, что обеспечивает их высокую мобильность.
Каждый поршневой растворонасос состоит из привода, цилиндропоршневой группы, рабочей и клапанной камер со всасывающим и нагнетательным шаровыми самодействующими клапанами, воздушного колпака (кроме двухпоршневых) для сглаживания пульсации давления, пульта управления и рамы, на которой смонтированы все узлы растворонасоса. Цилиндропоршневая группа растворонасосов включает составной резиновый поршень и гильзу цилиндра с хромированной внутренней поверхностью, что обеспечивает высокий ресурс группы. В штоковую полость цилиндра заливается вода для смазки и охлаждения трущихся пар.
На рис. 7.2 показана кинематическая схема поршневого растворонасоса. Вращение от электродвигателя 1 передается через клиноременную передачу 2 и конический одноступенчатый редуктор 3 тихоходному валу, на обоих концах которого имеются эксцентрики 4. Вращательное движение эксцентриков преобразуется в возвратно-поступательное движение шарнирно соединенной с ними вилки 5, сообщающей возвратно-поступательное движение поршню 7 и качательное движение насосной камере 6. Благодаря креплению к эластичной диафрагме 8 насосная камера может отклоняться на угол ±5° от горизонтальной оси. Диафрагма жестко зажата клапанной камерой 9 и опорной стойкой 10.
Рис. 7.2. Принципиальная схема поршневого насоса
Растворонасос снабжен реле давления, отключающим электродвигатель при превышении максимального рабочего давления на 0,1 МПа, и перепускным устройством, разгружающим напорный растворовод при избыточном давлении раствора.
Растворонасос смонтирован на двухосной тележке с обрезиненными колесами и съемным дышлом и может перемещаться по строительной площадке вручную или транспортным средством.
Бетонные полы затирают сразу же после вакуумной обработки. Для грубого заглаживания поверхностей бетонных и мозаичных полов применяют трех- и четырехлопастные машины со сменными лопастями различной ширины. Широкие лопасти используют для затирки, а узкие - для железнения поверхности бетона.
Для более качественной отделки полов применяют дисковые затирочные машины(рис. 11.13) с двумя вращающимися навстречу друг другу рабочими дисками 4 и 7 из древесностружечных плит. Для самоустановки дисков в плоскости вращения они соединены с валами 3 и 8 редуктора 2 резиновыми мембранами 5 и 6. Рабочие диски приводятся в движение от асинхронного электродвигателя 1 через редуктор 2. Пульт управления с пакетным выключателем и краном для подачи воды в зону обработки установлены на рукоятке, закрепленной на корпусе машины.
Для шлифования и полирования полов из мозаики, мрамора, гранита и т. п. материалов применяют мозаично-шлифовальные машины(рис. 11.14), приводимые в движение электродвигателем 1 или, реже, двигателем внутреннего сгорания через зубчатый редуктор 2. Принципиальные схемы устройства и работы этих машин сходны с таковыми для дисковых затирочных машин и отличаются от последних рабочим инструментом, в качестве которого применяют трехгранные абразивные камни 4, закрепленные в державках 3 на планшайбах 5. Частота вращения рабочих органов составляет от 250 до 750 об/мин. Меньшие скорости используют при грубой обдирке поверхностей, а большие - при тонком шлифовании и полировании. Для улучшения процесса шлифования в рабочую зону подают воду.
Для строжки деревянных полов применяют строгальные машины(рис. 11.15) с рабочим органом в виде вращающегося барабана 10, на периферийной поверхности которого установлены ножи 9. Барабан приводится во вращение либо обращенным электродвигателем с неподвижным ротором и вращающимся статором, выполненным заодно с барабаном, либо вынесенным на корпус машины электродвигателем через ременную передачу Копирная плоскость отслеживается одним передним 1 и двумя задними 8 роликами. Последние свободно установлены на оси 7 траверсы б, положение которой регулируют рукояткой 3 через подпружиненную тягу 5, чем достигается требуемая глубина строгания. Стружка выносится из зоны строгания воздушным потоком, создаваемым крыльчаткой вентилятора, установленного на валу ножевого барабана. Запускают и останавливают электродвигатель магнитным пускателем 2, установленным на стойке 4. Строжку выполняют в два прохода: продольным при глубине строгания 2 . 2,5 мм и поперечным (чистовым) - 0,5 . 1 мм. Производительность машины - до 40 м 2 /ч.
Для шлифования дощатых и паркетных полов применяют шлифовальные машины барабанного и дискового типов. По устройству и принципу работы шлифовальная машина барабанного типа(рис. 11.16) сходна с рассмотренной выше строгальной машиной с вынесенным на корпус машины приводным электродвигателем 5. Отличия заключаются в следующем: копирная поверхность отслеживается двумя передними 2, регулируемыми по высоте, и одним задним 3 рояльного типа роликами. Рабочим инструментом служит шлифовальная шкурка, закрепляемая на шлифовальном барабане 1 по слою резины. Барабан установлен перед передними роликами, высотным положением которых регулируют глубину шлифования. Продукты шлифования выносятся потоком воздуха, создаваемым крыльчаткой вентилятора, приводимого общим электродвигателем 5, и оседают в сборном мешке 4. Шлифуют полы в два приема - продольной и поперечной проходкой. Производительность машины достигает 60 м 2 /ч обработанной поверхности.
В промышленном и гражданском строительстве применяются полы деревянные (дощатые и паркетные), мозаичные, бетонные с улучшенным цементным покрытием на основе гранитной и мраморной крошки, а также с ковровым, линолеумным и полимерным покрытием. Отделка полов предусматривает их обработку для придания наружной поверхности гладкости путем острожки и шлифования (деревянные), фрезерования и шлифования (бетонные и мозаичные), прикатки (линолеумные, с полимерным покрытием). Для отделки деревянных полов применяют паркетостро - гальные и паркетошлифовальные машины. Паркетострогальная машина (рис. 21.21, а) в качестве рабочего органа имеет ножевой барабан с двумя сменными ножами 9, являющийся одновременно
Обращенным ротором электродвигателя 1. Статор электродвигателя установлен на валу, закрепленном в боковых крышках корпуса 2. Корпус снабжен ходовым устройством, состоящим из двух передних 10 и двух задних 8 роликов. Задние ролики установлены на шарнирном рычаге 4, проходящем в рукоятке 3, который вместе с ручкой 6 позволяет устанавливать барабан в рабочее или транспортное положение. Регулирование толщины снимаемой стружки производят подъемом или опусканием оси ротора' с по
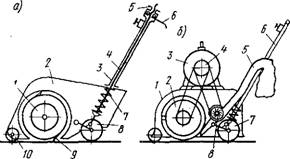
Рис. 21.21. Схемы машин для отделки деревянных полов
Мощью рычага 4, перемещаемого гайкой 5. Заданная толщина снимаемой стружки обеспечивается нажатием пружины 7 на рычаг 4. Паркетошлифовальные машины могут быть барабанные и дисковые. Наибольшее распространение получили барабанные машины, обладающие высокой производительностью и качеством работ. В качестве рабочего органа барабанной паркетошлифо - вальной машины используется горизонтальный барабан 2 (рис. 21.21, б) с обрезиненной поверхностью, на котором с помощью нажимных валиков закрепляется наждачная бумага различной зернистости. Вращение барабан получает от электродвигателя 3 через клиноременную передачу 4, От этого же двигателя вращается рабочее колесо вентилятора 8 узла пылесоса. Отсасываемая пыль собирается в пылесборнике 5, закрепленном на рукояти 6. Ходовая часть машины состоит из одного переднего и двух задних обрезиненных колес 7, установленных на шарнирной траверсе, благодаря чему можно изменять положение барабана относительно обрабатываемой поверхности. Все вращающиеся детали расположены в корпусе 1 и закрыты кожухами.
Дисковые переносные машины (рис. 21.22) применяют для шлифования труднодоступных участков паркетных полов (в углах, вдоль стен, под радиаторами отопления и др.). Рабочим органом является консольный диск с закрепленной на нем шлифовальной бумагой на тканевой основе. Привод диска осуществляется через редуктор и клиноременную передачу. Отсос пыли производится вентилятором в пылесборник. В конструкции машины предусмотрено устройство для уменьшения реактивного момента.
Обработка бетонных и мозаичных полов производится с помощью шлифовальных машин, которые отличаются конструктивным разнообразием и могут быть переносными и самоходными. Рабочим органом этих машин является шлифовальный абразивный инструмент. На рис. 21.23 показана ручная мозаично-шлифовальная машина. В рабочий орган 1 входят две траверсы 4, к которым через резиновые амортизаторы 5 прикреплены планшайбы 14 с тремя камнедержателями 12, несущие абразивные сегмен
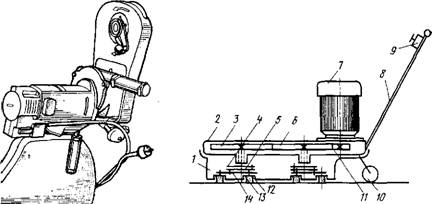
Рис. 21.23. Схема мозаично-шлифо - вальной машины
Рис. 21.22. Дисковая парке- тошлифовальная машина
Ты 13, которыми и обрабатывают поверхность пола. Вращение траверсам передается от электродвигателя 7 через цилиндрические шестерни И, 6 и 3, расположенные в закрытом корпусе 2. Передвижение машины производится на двух колесах 10 с помощью рукояти 8. Траверсы вращаются в горизонтальной плоскости в разные стороны, благодаря чему уменьшается усилие на удержание машины. Включение электродвигателя в работу производится выключателем 9.
При устройстве покрытий полов из линолеума механизация работ предусматривает сварку отдельных полотнищ между собой с помощью горячего воздуха, прикатку полотнищ и наклейку их на основание.

Машины для отделки дощатых и паркетных полов
Для механизации работ по обработке дощатых и паркетных полов используют строгальные и шлифовальные машины, передвигаемые на колесах по обрабатываемой поверхности оператором вручную. Строжку полов непосредственно у стен, на участках небольшой площади и в труднодоступных местах осуществляют ручными электрическими рубанками.
Машина для строжки деревянных полов (рис. 7.26) состоит из корпуса, ножевого барабана, электродвигателя, клиноременной передачи, узла управления, ходовых колес и вентилятора.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 7.26. Машина для строжки деревянных полов
Рабочим органом машины служит ножевой барабан, приводимый во вращение от асинхронного трехфазного электродвигателя на напряжение 380 В через клиноременную передачу. На цилиндрической поверхности ножевого барабана имеются три продольных паза, в которых с помощью сухарей и винтов закреплены сменные плоские ножи. Возвышение режущих кромок ножей относительно поверхности барабана не превышает 3 мм. Барабан тщательно сбалансирован во избежание вибрации при вращении и установлен внутри корпуса машины так, что может обрабатывать полы в непосредственной близости от стен. Натяжение клинового ремня регулируется винтом. Для отвода стружки из зоны строгания на валу барабана установлен вентилятор? создающий воздушный поток, которым стружка отводится через отверстие, расположенное в задней части корпуса.
Машина опирается на передний ролик и задние колеса. Узел управления имеет стойку с рукоятками для перемещения машины, устройство для регулировки глубины строгания и быстрого отвода барабана из зоны резания. Глубина строгания регулируется поднятием и опусканием задних колес, установленных на траверсе. Перемещение траверсы осуществляется гайкой через тягу с пружиной. Быстрый отвод ножевого барабана из зоны резания осуществляется рукояткой винтового механизма, связанного с тягой. Пуск и остановка электродвигателя производятся магнитным пускателем с помощью кнопочного поста управления.
Некоторые модели строгальных машин оборудуются ножевыми барабанами, на которых ножи расположены в шахматном порядке. Перед началом работы пол очищают от загрязнений и увлажняют водой. Строгание ведется вдоль волокон древесины путем плавного передвижения машины вперед. Строгание выполняют прямыми полосами, перекрывая каждый раз на 50… 100 мм предыдущую, уже обработанную полосу. Основными параметрами строгальных машин являются глубина и ширина строгания за один проход.
Производительность строгальных машин 45…65 м2/ч, частота вращения ножевого барабана 47 с-1, ширина полосы строгания 280…310 мм, максимальная глубина строгания 3 мм.
Паркетошлифовальные машины предназначены для шлифования паркетных и дощатых полов после строжки, а также могут быть использованы при ремонте деревянных покрытий полов для снятия мастики и лакокрасочных покрытий. Различают два типа паркетош-лифовальных машин: с барабанным рабочим органом — для шлифования больших открытых площадей полов и дисковым рабочим органом — для шлифования небольших участков полов и сложных по конфигурации в плане и в труднодоступных местах (в нишах, узких проходах, углах, вдоль стен, под радиаторами отопления и т. п.). На рабочих поверхностях барабанов и дисков крепят шлифовальные шкурки на саржевой основе средней плотности с различными абразивными материалами (электрокарборундом, карборундом, кремнием и др.).
Паркетное покрытие шлифуют за 2…3 прохода, заменяя шлифовальную шкурку. При первом проходе (грубое шлифование) используют шкурку зернистостью 24…36. Для второго прохода при чистовом шлифовании применяют шлифовальные шкурки зернистостью 60…80. Все паркетошлифовальные машины оборудованы пылеотса-сывающим устройством, состоящим из вентилятора, пылеотводнои трубы и пылесборника — съемного мешка из специальной ткани для сбора отходов шлифования.
В строительстве используются конструктивно подобные унифицированные машины с барабанным рабочим органом, а также машина с дисковым рабочим органом.
Машина с барабанным рабочим органом (рис. 7.27) состоит из корпуса шлифовального барабана, электродвигателя, системы клиноременных передач, пылесоса с вентилятором для удаления древесной пыли из рабочей зоны, пылеотводнои трубы с мешком-пылесборником, механизма управления, ходовых колес, комплекта электрооборудования.
Рис. 7.27. Принципиальная схема паркетошлифовальной машины
Шлифовальный барабан покрыт губчатой резиной, которая обеспечивает плотное прилегание шлифовальной шкурки к обрабатываемой поверхности пола по всей ширине. Концы шкурки заправляются в прорезь барабана и зажимаются там двумя эксцентриковыми валиками. Барабан смонтирован в корпусе машины таким образом, что может шлифовать поверхность пола непосредственно у стены.
Спереди шлифовальный барабан огражден крышкой с ограничительным роликом и резиновым амортизатором.
Привод шлифовального барабана и вентилятора осуществляется соответственно через клиноременные передачи и от асинхронного однофазного электродвигателя мощностью 2,2 кВт. установленного на специальной платформе с винтом для регулирования натяжения клиновых ремней. Машина передвигается на ходовых колесах. Колеса связаны с винтовым механизмом регулирующим давление барабана на обрабатываемую поверхность. Узел управления машиной смонтирован на рукояти и включает две ручки управления, пакетный выключатель для пуска и останова электродвигателя, фиксатор И и тягу, с помощью которых осуществляется подъем и опускание барабана при шлифовании и транспортировке машины. При работе барабан должен соприкасаться с обрабатываемой поверхностью по всей длине. Для достижения ровной и гладкой поверхности пола шлифование выполняют дважды — в направлениях, перпендикулярных друг другу. Производительность и качество шлифования полов во многом определяются правильным подбором зернистости шлифовальной шкурки и ее качеством.
Паркетошлифовальные машины выпускаются в двух исполнениях: с питанием от одно- и трехфазной сети переменного тока частотой 50 Гц, напряжением 220 и 380 В с питанием от трехфазной сети переменного тока частотой 50 Гц, напряжением 380 В с глухозазем-ленной нейтралью.
Производительность паркетошлифовальных машин 40.. 48 м2/ч ширина обрабатываемой полосы 200 мм, диаметр барабана 185 мм частота вращения 23…30 с”1.
Читайте также: