
Литье под давлением полимеров реферат
Обновлено: 03.07.2024
Давление литья, развиваемое термопластавтоматами, находится в диапазоне 80-140 МПа (800-1400 бар), однако ведущие компании и специалисты по изготовлению оснастки (форм) не рекомендуют нагружать прессформы давлением существенно выше 100 МПа.
Переработка пластика литьем под давлением осуществляется на термопластавтоматах поршневого или винтового (шнекового) типа, причем первый тип ТПА до недавнего времени считался устаревшим и вышедшим из употребления. Однако после 2010 года у производителей термопластавтоматов вернулся интерес к поршневому впрыску пластмассы, как наиболее точному процессу. Однако, как правило, современное оборудование является шнековым, а узел впрыска ТПА состоит из пары шнек-материальный цилиндр.
Видео 1. Работа современного термопластавтомата
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
Особенности работы с литьевой оснасткой
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
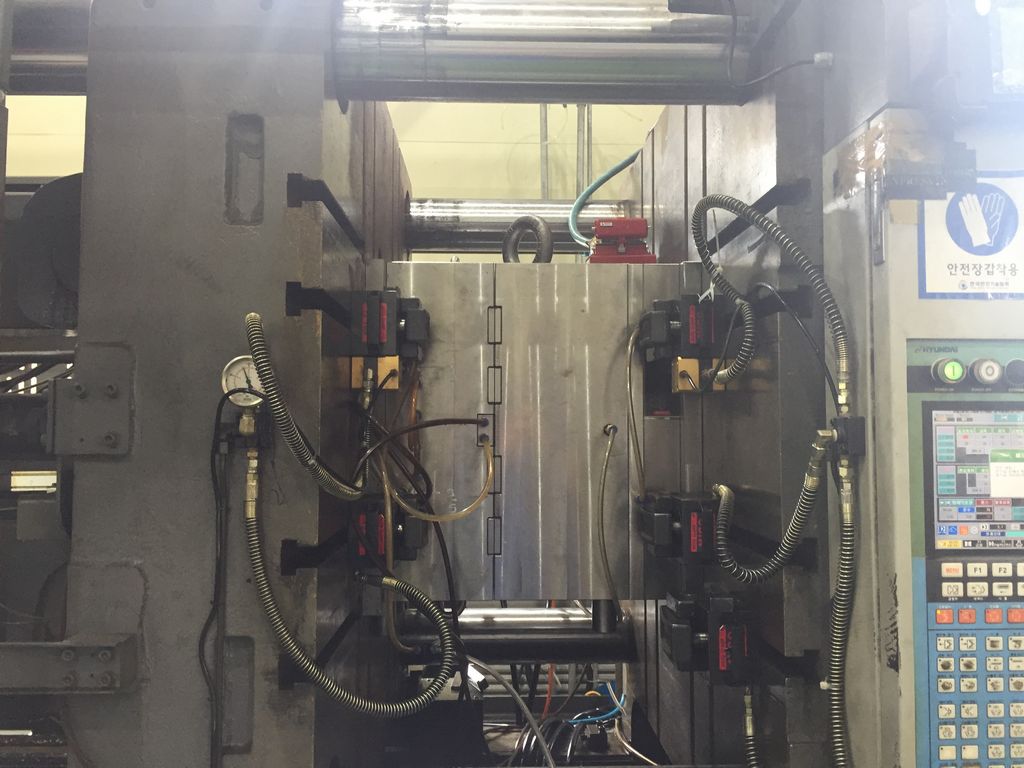
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.

Рисунок 3. Прибор управления горячим каналом
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Специальные виды литья под давлением:
Как правило, ЛпД полимерных материалов происходит на горизонтальном термопластавтомате с использованием стандартной автоматической прессформы холодноканального или горячеканального типа. Рассмотрим некоторые виды необычного применения технологии литья пластмасс под давлением, которые в сумме составляют несколько процентов от всего объема рынка описываемого вида переработки пластиков.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Литье IML
Литье с газом
Литье SOFIT
После того как в шнековом пластикаторе набралась необходимая доза полимера, сопло материального цилиндра подводится с помощью привода 9 к предварительно сомкнутой форме 5. Создается осевое усилие на шнек, направленное в сторону сопла. В накопленном объеме полимера соответственно создается высокое давление (давление впрыска) и полимер, преодолевая гидравлическое сопротивление сопла открытого типа… Читать ещё >
- оборудование и инструменты для изготовления изделий из полимерных композитов. часть 2
Машины для литья под давлением ( реферат , курсовая , диплом , контрольная )
Устройство и работа литьевой машины
В течение полувека метод литья под давлением для получения изделий из термопластов и реактопластов является одним из самых распространенных в промышленности. Суть метода состоит в следующем: полимер, поступающий в гранулированном (реже в порошкообразном) виде в специальный инжекционный цилиндр, нагревается до вязкотекучего состояния, пластицируется, гомогенизируется, а затем под высоким давлением и с большой скоростью впрыскивается в сомкнутую литьевую форму; в форме полимер охлаждается (при литье термопластов) или отверждается (при литье реактопластов), переходит в твердое состояние, после чего готовое изделие извлекается из формы.
В настоящее время в промышленности реализуются различные технологические схемы процесса литья под давлением, что обусловливает большое разнообразие конструкций литьевого оборудования.
Остановимся на классической схеме работы литьевого оборудования. Перерабатываемый материал вручную или специальными транспортными устройствами подается в бункер 1 (рис. 3.1), установленный над загрузочным отверстием инжекционного (материального) цилиндра 2. Предпочтение отдается гранулированным материалам, так как по сравнению с порошкообразными они лучше транспортируются, не прилипают к стенкам бункера, не склонны к сводообразованию, менее гигроскопичны и легче дозируются.

Рис. 3.1. Схема литьевой машины с пластикатором шнекового типа.
В ряде случаев в бункере устанавливаются ворошитель, улучшающий подачу материала в материальный цилиндр, устройство для подсушки материала, датчики заполнения и другие устройства.
Из бункера материал через загрузочное отверстие поступает в материальный цилиндр. Современные машины в подавляющем большинстве случаев оборудованы шнековыми пластикаторами: в материальном цилиндре 2 находится шнек 3, имеющий приводы как для вращательного 7, так и для возвратно-поступательного 8 движения. В момент загрузки материала шнек вращается и обеспечивает продвижение полимера к соплу 4, находящемуся в конце материального цилиндра. Во время транспортировки от загрузочного отверстия к соплу материал нагревается за счет тепла, подводимого от нагревателей, установленных на внешней поверхности материального цилиндра, плавится, гомогенизируется и пластицируется. Нагреватели (чаще всего это нагреватели сопротивления, реже — индукционные) распределяются вдоль материального цилиндра по зонам обогрева, причем каждая из зон имеет свои датчики и свою систему независимого регулирования температуры. Во избежание налипания материала на стенках загрузочного отверстия и вблизи его, в области соединения материального цилиндра с бункером предусматривается зона водяного охлаждения.
Сопло 4 материального цилиндра при переработке высоковязких материалов, обладающее значительным гидравлическим сопротивлением (сопло открытого типа), препятствует выходу расплава полимера, подаваемого шнеком, наружу. В области перед соплом начинается скапливаться доза полимера, а так как шнек продолжает вращаться, то в этой области создается давление (давление пластикации), которое, воздействуя на шнек, стремится отодвинуть его и таким образом увеличить свободный объем для набираемой дозы. Устройство машины позволяет шнеку перемещаться вдоль своей оси. Так продолжается до тех пор, пока не будет набран необходимый объем дозы. В случае переработки полимеров с низкой вязкостью расплава на время набора дозы сопло запирается специальным клапаном (сопло закрытого типа).
После того как в шнековом пластикаторе набралась необходимая доза полимера, сопло материального цилиндра подводится с помощью привода 9 к предварительно сомкнутой форме 5. Создается осевое усилие на шнек, направленное в сторону сопла. В накопленном объеме полимера соответственно создается высокое давление (давление впрыска) и полимер, преодолевая гидравлическое сопротивление сопла открытого типа или через открывшийся клапан сопла закрытого типа, устремляется через литниковую систему 6 формы в ее оформляющую полость. После заполнения формы полимер в течение некоторого времени выдерживается под давлением, а затем происходит либо его охлаждение (при переработке термопластов), либо отверждение (при переработке реактопластов), после чего форма размыкается и из нее извлекается готовое изделие.
Пока идет процесс охлаждения (отверждения) изделия, его извлечение из формы и смыкание формы для производства следующего изделия, в материальном цилиндре идет подготовка очередной дозы полимера.
В весьма ограниченном числе случаев используются литьевые машины с поршневой пластикацией. На этих машинах (рис. 3.2) материал из бункера 1 поступает в дозирующее устройство 2, которое отмеряет заданную дозу по объему (реже по массе). Из дозирующего устройства полимер через загрузочное окно 6 попадает в материальный цилиндр 4, внутри которого расположен поршень 3. Внутри цилиндра помещается 5—8 доз материала. Полимер нагревается, доводится до вязкотекучего состояния и с помощью поршня периодически впрыскивается в литьевую форму. Чтобы увеличить поверхность соприкосновения пластической массы с нагретым металлом, в материальном цилиндре устанавливают стержень-рассекатель 5, называемый торпедой. Средняя часть торпеды имеет или сквозные отверстия, или наружные открытые пазы, в которых материал разделяется на потоки. Для уменьшения потерь давления на трение передняя часть торпеды выполняется обтекаемой формы.

Рис. 3.2. Схема литьевой машины с пластикатором поршневого типа Выше был описан традиционный технологический процесс получения изделий методом литья под давлением. В то же время надо иметь в виду, что процесс литья непрерывно развивается, трансформируясь для производства новых, более сложных изделий, использования современных полимерных материалов и реализации возможностей, предоставляемых современными средствами автоматизации и робототехники. В настоящем учебном пособии мы не будем подробно останавливаться на каждой из технологий, появившихся за последние годы. Ниже приведем классификацию современных специальных технологий, предложенную Л.-Ш. Тунгом, основанную на используемых технологических приемах:
- — введение дополнительного материала (ов) или компонента (ов) в литое изделие;
- — изменение состава компонентов расплава;
- — физическое воздействие на расплав;
- — перемещение расплава;
- — технологические приемы, применяемые при изготовлении микродеталей и тонкостенных изделий.
Введение
Изменение состава компонентов расплава также достигается различными технологическими приемами. Так, используются смешение полимера с жидкостями в сверхкритическом состоянии (литье по технологии MuCell), смешение расплава полимера с пенообразующими агентами (литье со вспениванием), смешение форполимеров (мономеров или реагентов) перед впрыском. В последнем случае можно реализовать литье по технологии RIM, структурированное реоформование, литье реактопластов.
Физическое воздействие на расплав достигается либо за счет приложения вибрационных усилий к расплаву в процессе переработки (технологии LFIM и Push-Pull Injection Molding, технология реоформования), либо изменением скорости вращения шнека и противодавления для управления температурой расплава (литье при низком давлении).
Перемещение расплава используется при литьевом прессовании.
Исторически принцип литья пластмасс под давлением был позаимствован из металлургии, где использовались машины с поршневым впрыском для литья изделий из цветных металлов. Поэтому первые машины литья термопластов были с поршневой пластикацией без торпед и по своему устройству очень походили на машины для литья цветных металлов.
Следующим шагом на пути модернизации литьевого оборудования для пластмасс стала установка на машинах так называемых предпластикаторов. Материал подавался из бункера в предпластикатор, в нем нагревался до вязкотекучего состояния, а уже затем поступал в материальный цилиндр поршневого типа, из которого впрыскивался в форму. Предпластикаторы сначала были поршневого типа (рис. 3.3). Цилиндр 1 предпластикатора имел маленькое поперечное сечение при относительно большой длине, что способствовало более равномерному прогреву материала, подаваемого в материальный цилиндр 3. Для облегчения пластикации в цилиндре 1 часто устанавливалась торпеда 2.

Рис. 3.3. Схема материального цилиндра с предпластикатором поршневого типа.
Поршневые предпластикаторы были весьма быстро вытеснены шнековыми (рис. 3.4). Последние по своему устройству находились ближе всего к одношнековым или двухшнековым экструдерам и устанавливались под углом к материальному цилиндру 2 или параллельно ему. В шнековом пластикаторе 1 прогрев материала происходил достаточно равномерно и быстро. Кроме того, проходила еще и гомогенизация расплава полимера, которая при использовании поршневых предпластикаторов является явно недостаточной. Некоторые конструктивные осложнения вызывались лишь необходимостью совмещать непрерывный процесс шнековой пластикации с периодическим процессом впрыска материала в форму.
Именно шнековые предпластикаторы явились прообразом современных литьевых машин со шнековой пластикацией.
В конструкцию любой литьевой машины входят следующие основные узлы:
Рис. ЗА. Схема материального цилиндра с предпластикатором шнекового типа.
Узел смыкания отвечает за быстрое и надежное размыкание и смыкание литьевой формы. Он должен обеспечивать создание усилия, необходимого для удержания формы в закрытом состоянии. Конструкция этого узла должна способствовать облегчению извлечения изделия из литьевой формы.
Усилие, необходимое для удержания литьевой формы в закрытом состоянии, может быть создано механическим способом с помощью коленчато-рычажного, винтового или какого-либо другого механизма. Используются в конструкциях узлов смыкания и гидравлические механизмы. Получили распространение и комбинированные — гидромеханические системы.
В задачи узла пластикации входит загрузка полимерного материала в материальный цилиндр через загрузочный бункер, его транспортировка за счет вращения шнека от загрузочного отверстия материального цилиндра к соплу. При этом должны происходить нагрев и переход полимера в вязкотекучее состояние, пластикация и гомогенизация расплава полимера, а также набор определенного количества пластицированного полимерного материала на участке цилиндра между наконечником шнека и соплом. После набора дозы за счет осевого перемещения шнека в направлении мундштука расплав полимера впрыскивается в формующую полость литьевой формы. Во время впрыска шнек действует аналогично поршню.
Станина служит для размещения на ней отдельных элементов конструкции литьевой машины и их надежного крепления.
Управление процессом осуществляется с помощью таймеров, электронных датчиков времени или микропроцессора.
Размещение дополнительных регулирующих устройств помогает контролировать заполнение формы и ее подпитку (например, в зависимости от давления массы в литьевой форме). Температура материального цилиндра, как правило, контролируется электронными датчиками.

Полиэтилен – один из наиболее популярных на сегодня полимеров. Различные его виды – это практически разные пластики, которые отличаются порой друг от друга даже больше, чем от полимеров совершенно других видов. Так, полиэтилен высокого давления – это относительно мягкий и довольно эластичный продукт, а полиэтилен среднего или низкого давления – достаточно жесткий материал. Но есть и подобие — все полиэтилены могут похвастать своей морозостойкостью, благодаря которой могут эксплуатироваться до -70°С, а некоторые марки даже еще ниже – до -120°С.
Литьё пластмасс
Методом литья под давлением производится более трети от общего объема изделий из полимерных материалов. В связи с высокой производительностью и относительно высокой стоимостью оснастки в основном применяется при крупносерийном и массовом производстве изделий из пластмасс. Сырье для литья представляет собой гранулы термопластов, термоэластопластов и термореактивные порошки, обладающих широким диапазоном механических и физических свойств. Термопластичные материалы сохраняют способность к повторной переработке после формования, а термореактивные при переработке претерпевают необратимые химические изменения, приводящие к образованию неплавкого и нерастворимого материала.
В процессе литья специально подготовленный материал поступает в зону шнека машины, где плавится и гомогенизируется, а затем под высоким давлением впрыскивается в пресс-форму через литниковые каналы, заполняя с высокой скоростью её полость, а затем, остывая, образует отливку. Отверждение материала происходит сначала у холодных стенок полости формы, а затем распространяется в глубь тела отливки.
Преимущества и недостатки литья пластмасс под давлением
Для обработки этого синтетического материала существует несколько распространенных методов. Литье с использованием давления имеет следующие преимущества по сравнению с другими методами обработки:
- работа практически с любыми видами пластика;
- высокопроизводительные установки;
- высокое качество литья;
- работа с формами сложной конфигурации, в том числе для отливки тонкостенных изделий;
- высокая степень автоматизации процесса литья;
- дополнительная обработка изделий не требуется.
При всех неоспоримых достоинствах установки для литья пластмасс под давлением имеют следующие недостатки:
- стоимость литьевых станков практически любого уровня высока;
- применение технологии литья под давлением должно быть обосновано экономически.

Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров. Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности. Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Принципиальная схема установки для литья
Процесс литья можно разбить на пять основных этапов:
- Материал для готового изделия попадает в пластикатор определенными порциями.
- С помощью электрических нагревательных элементов происходит расплавление пластмассы.
- Под давлением расплав устремляется в форму и там выдерживается.
- Охлаждение готового изделия.
- Изделие удаляется из формы и цикл повторяется вновь.
Неизменными в любой литьевой машине являются три основных детали: форма для литья, пластикатор и материальный цилиндр. Смыкание материального цилиндра и формы обеспечивает герметичный объем для создания изделия. Нагретый в пластикаторе при помощи электрического тока материал впрыскивается с помощью винта в закрытый объем пресс-формы. Выдержка под давлением позволяет избежать большей части распространенных литейных дефектов. Охлаждение детали происходит вместе с пресс-формой, в это время пластикатор может приступить к работе с новой формой.
Современные термопластавтоматы (ТПА) состоят из многих десятков узлов и деталей. Управление всем этим комплексом происходит с помощью специализированного программного обеспечения. С его помощью оператор станка может не только контролировать различные параметры цикла, но и влиять на конечные характеристики изделия.
Температуру пластмассы и узлов ТПА выбирают исходя из следующих предпосылок: материал необходимо нагреть на десять или двадцать градусов выше точки текучести и при заполнении формы не должно происходить резкого уменьшения температуры. Чем больше температура в пластикаторе, тем проще, а значит быстрее, происходит заполнение формы, однако при этом увеличивается термический износ станка. Недостаточная температура пресс-формы замедляет процесс заполнения или может даже стать препятствием нормальному формированию объема детали.
Основными производственными отходами является лишний материал, застывающий в литниковых формах. Для уменьшения затрат пластмассы сегодня производители предлагают так называемые горячеканальные пресс-формы. Они позволяют держать литники в вязком состоянии и обеспечивают возможность использования станков с более низким впрыском.

Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
Характеристика станков для литья
При переработке термопластов температура прессформы не должна быть выше температуры стеклования полимера или температуры его кристаллизации, поэтому обязательно применяют охлаждение прессформы или ее термостатирование. При переработке реактопластов, напротив, форму нагревают при помощи различных способов до температуры, выше точки отверждения термореактивного пластика.
Рисунок 2. Форма установленная на ТПА
При изготовлении пресс-форм важно помнить о необходимости организации вентиляционных каналов (выпаров), через которые расплавленная масса своим давлением должна вытеснять воздух из полости техоснастки. Отсутствие выпаров приводит к многочисленным трудно устранимым дефектам готовых пластиковых изделий.
Прессформы для литья пластмасс могут быть горячеканальные и холодноканальные. Горячеканальные прессформы – более современны, характеризуются отсутствием или минимальным количеством отходов (литников), более быстрым временем производственного цикла, стабильным технологическим процессом и меньшим количеством брака. Горячеканальная система передает давление впрыска в область прессформы с минимальными потерями. При этом горячеканальные прессформы не рекомендуется применять для переработки некоторых нетермостойких пластиков, например жестких композиций ПВХ.
Рисунок 3. Прибор управления горячим каналом
Литература
- Беккер М.Б. Заславский М.Л. Литьё под давлением
- Бихлер Детали из пластмасс — отливать без дефектов
- Бихлер Параметры процесса литья под давлением
- Брагинский.Точное литье изделий из пластмасс.1977
- Видгоф Н.Б. Основы конструирования литьевых форм для термопластов
- Калинчев Справочное пособие для эффективного литья пластмасс под давлением
- Лапшин.Основы переработки термопластов литьем под давлением.1974
Параметры впрыска полимерного материала при ЛпД
Давление, развиваемое при впрыске ТПА, зависит от нескольких параметров:
- вязкости расплавленного полимера,
- особенностей литниковой системы, в частности наличия холодного или горячего канала,
- конструкции прессформы,
- конструкции пластикового изделия и места впуска расплава.
Давление в прессформе при впрыске расплавленной полимерной массы растет по мере заполнения формообразующей полости и дальнейшей выдержки отливки. При этом, как правило, величина заданного давления выдержки достигает 30-50 процентов от заданной величины параметра. Эти параметры на современных термопластавтоматах задаются в системе управления и реализуется при помощи гидравлической (реже самой современной – электрической) системы литьевой машины.
Особенности выбора термопластавтомата
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п. Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений. Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
Работа на вертикальном термопластавтомате
Эта технология отличается от общеупотребляемой тем, что применяется ТПА вертикального типа, а форма открывается также в вертикальном направлении. Метод хорош для мелкосерийного производства, т.к. возможно применять более простые и недорогие в изготовлении прессформы. Также широко применяется вертикальное ЛпД при использовании закладных элементов (как правило металлических). Главным недостатком, присущим такому литью является сложная автоматизация процесса – изделия не могут выпадать из вертикальных прессформ и их приходится извлекать вручную либо роботом.
Каскадное литье (с запорными клапанами)
Этот вид переработки завоевывает все большую популярность ввиду того, что при относительно невысоких вложениях можно радикально улучшить качество выпускаемых изделий. Каскадный впрыск возможен только с применением горячеканальных прессформ особого типа и отличается от стандартного наличием горячеканальной системы с запорными клапанами. Управление клапанами может быть пневматическое, гидравлическое и новейшее – электрическое и осуществляется при помощи специальных приборов. Каскад позволяет управлять инжекцией полимера в форму по желанию оператора ТПА. Таким образом можно избежать спаев, следов течения полимерного материала, пригаров и многих других видов брака при ЛпД.
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении. Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины.
Бикомпонентная и мультикомпонентная инжекция
Литье с газом
, как выбрать изготовителя прессформы для литья пластмасс?
Кол-во блоков: 22 | Общее кол-во символов: 20035
Количество использованных доноров: 4
Информация по каждому донору:
Читайте также: