
Виды 3д принтеров кратко
Обновлено: 07.07.2024
Сама по себе, процедура предусматривает поочередное нанесение нескольких слоев материала на основу.
Классификация способов 3D-печати позволяет выделить следующие виды:
· послойное наплавление (FDM и FFF) - самый популярный из всех;
· фотополимерный метод печати (SLA, LCD, DLP);
· селективное лазерное спекание (технология SLS);
· селективное лазерное сплавление (технология SLM);
· многоструйное моделирование (технология MJM).
Различия между способами выражаются в типах используемых материалов и особенностях нанесения.
FDM-печать подразумевает поочередное наплавление слоев термопластичного пластика: находясь в печатной головке, он подвергается высокотемпературному воздействию, после чего в жидком состоянии подается на основу. Достоинства этого метода переноса:
· оперативность, хорошая производительность оборудования;
· большой ассортимент сырья, которое может использоваться;
· возможность выпуска сложных деталей, элементов с гибкой или мягкой структурой, а также устойчивых к ударам и вибрации изделий.
Минусом считается слоистое строение готовых предметов. Оно особенно ярко выражено при использовании бюджетного оборудования или недостаточно тщательной подготовке программного обеспечения. Еще один недостаток — не самая высокая поперечная прочность готовых изделий. Следует заметить, что правильная установка элемента позволяет устранить последний недочет.
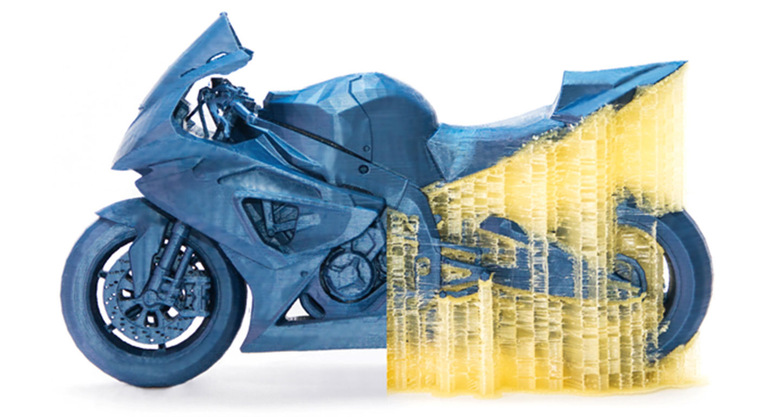
В качестве расходного материала в этом случае используется фотополимер, который выпускается в жидкой форме. SLA-лазер, проектор или LCD-монитор применяется для направленной подачи сырья, которое застывает от этого. Печатная платформа приподнимается, что позволяет повторить операцию для послойного создания требуемого изделия. Фотополимерная деталь превосходно подходит для дальнейшего склеивания, покраски и других способов обработки.
На хабре уже были статьи о технологиях печати, которые используют 3D принтеры, однако в данной статье я постарался подойти к вопросу системно, чтобы в голове у читателя сложилась четкая картина о том, какие принципы заложены в технологии 3D печати, какие материалы используются и в конечном итоге какую технологию лучше использовать для получения определенного результата, будь то деталь из титана, или мастер-модель для последующего тиражирования.
Статья основана на книге Fabricated: The New World of 3D printing

I. Те которые что-то выдавливают или выливают или распыляют
1) FDM (fused deposition modeling) принтеры которые выдавливают какой-то материал слой за слоем через сопло-дозатор, не буду расписывать подробно, мы про них все знаем. Все мэйкерботоподобные принтеры + принтеры Stratasys + различные кулинарные принтеры (используют глазурь, сыр, тесто) + медицинские которые печатают “живыми чернилами” (когда какой-либо набор живых клеток помещается в специальный медицинский гель которые используется далее в биомедицине)

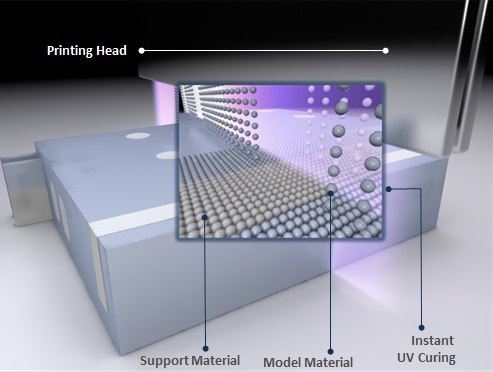
2) Технология Polyjet , была изобретена израильской компанией Objet в 2000 г. в 2012 их купили Stratasys. Суть технологии: фотополимер маленькими дозами выстреливается из тонких сопел, как при струйной печати, и сразу полимеризуется на поверхности изготавливаемого девайса под воздействием УФ излучения. Важная особенность, отличающая PolyJet от стереолитографии, является возможность печати различными материалами.
Преимущества технологии: а) толщина слоя до 16 микрон (клетка крови 10 микрон) б) быстро печатает, так как жидкость можно наносить очень быстро. Недостатки технологии: а) печатает только с использованием фотополимера — узко-специализированный, дорогой пластик, как правило, чувствительный к УФ и достаточно хрупкий.
Применение: промышленное прототипирование и медицина
3) LENS (LASER ENGINEERED NET SHAPING)
Материал в форме порошка выдувается из сопла и попадает на сфокусированный луч лазера. Часть порошка пролетает мимо, а та часть, которая попадает в фокус лазера мгновенно спекается и слой за слоем формирует трехмерную деталь. Именно по такой технологии печатают стальные и титановые объекты.
Поскольку до появления этой технологии печатать можно было только объекты из пластика, к 3D печати особенно серьезно никто не относился, а эта технология, открыла двери для 3D печати в “большую” промышленность. Порошки различных материалов можно смешивать и получать таким образом сплавы, на лету.
Применение: например, титановые лопатки для турбин с внутренними каналами охлаждения. Производитель оборудования: Optomec

4) LOM (laminated object manufacturing)
Тонкие ламинированные листы материала вырезаются с помощью ножа или лазера и затем спекаются или склеиваются в трехмерный объект. Т.е. укладывается тонкий лист материала, который вырезается по контуру объекта, таким образом получается один слой, на него укладывается следующий лист и так далее. После этого все листы прессуются или спекаются.
Таким образом печатают 3D модели из бумаги, пластика или из алюминия. Для печати моделей из алюминия используется тонкая алюминиевая фольга, которая вырезается по контуру слой за слоем и затем спекается с помощью ультразвуковой вибрации.

II. Те которые что-то спекают или склеивают
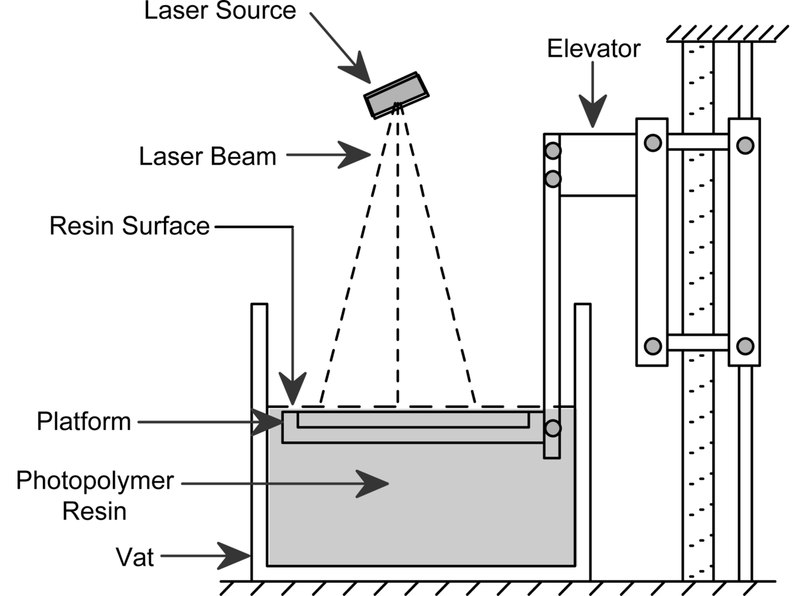
1) SL (Stereolithography) Стереолитография.
Есть небольшая ванна с жидким полимером. Луч лазера проходит по поверхности, и в этом месте полимер под воздействием УФ полимеризуется. После того как один слой готов платформа с деталью опускается, жидкий полимер заполняет пустоту далее запекается следующий слой и так далее. Иногда происходит наоборот: платформа с деталью поднимается вверх, лазер соответственно расположен снизу…
После печати таким методом, требуется постобработка объекта — удаление лишнего материала и поддержки, иногда поверхность шлифуют. В зависимости от необходимых свойств конечного объекта модель запекают в т.н. ультрафиолетовых духовках.
Фотополимер зачастую бывает токсичным поэтому при работе с ним нужно пользоваться средствами защиты и респираторами. Содержать и обслуживать такой принтер дома — сложно и дорого
Преимущества: быстро и точно, точность до 10 микрон. Для спекания фотополимера достаточно лазера от Blu-ray проигрывателя, благодаря чему на рынке появляются дешевые при этом точные принтеры работающие по такой технологии (e.g. Form1).
2) LS (laser sintering)
Лазерное спекание. Похоже на SL, только вместо жидкого фотополимера используется порошок, который спекается лазером.
Преимущества: а) менее вероятно, что деталь сломается в процессе печати, так как сам порошок выступает надежной поддержкой б) материалы в порошковой форме довольно легко найти в продаже в том числе это могут быть: бронза, сталь, нейлон, титан
Недостатки: а) поверхность получается пористая б) некоторые порошки взрывоопасны, поэтому должны храниться в камерах, заполненных азотом в) спекание происходит при высоких температурах, поэтому готовые детали долго остывают, в зависимости от размера и толщины слоев, некоторые предметы могут остывать до одного дня.

3) 3DP (three dimensional printing)
Технология изобретена в 1980 году в MIT студентом Paul Williams, технология была продана в несколько коммерческих организаций, одна из которых — zCorp, в настоящее время поглощена 3D Systems.
На материал в порошковой форме наносится клей, который связывает гранулы, затем поверх склеенного слоя наносится свежий слой порошка, и так далее. На выходе, как правило, получается материал sandstone (похожий по свойствам на гипс)
Преимущества: а) так как используется клей, в него можно добавить краску и таким образом печатать цветные объекты б) технология относительна дешевая и энергоэффективная в) можно использовать в условиях дома или офиса в) можно печатать использовать порошок стекла, костный порошок, переработанную резину, бронзу и даже древесные опилки. Используя похожу технологию можно печатать съедобные объекты например из сахара или шоколадного порошка. Порошок склеивается специальным пищевым клеем, в клей может добавляться краситель и ароматизатор. Как пример, новые 3D принтеры от компании 3D systems, которые были продемонстрированы на CES 2014 — ChefJet и ChefJet Pro
Недостатки: а) на выходе получается достаточно грубая поверхность, с невысоким разрешение ~ 100 микрон б) материал нужно подвергать постобработке (запекать), чтобы придать ему необходимые свойства.
Аддитивные технологии долго шли в массы: институты и исследовательские центры вплотную занимались ими ещё с 80-х годов, и вот настал момент, когда вы можете прикоснуться к хайтеку и освоить 3D-печать прямо у себя дома. Для этого даже не придётся грабить банк: цены на 3D-принтеры сравнялись со средними смартфонами. Разбираемся, как это работает и какие возможности открываются для мейкеров и DIY-энтузиастов!

Зачем нужен 3D-принтер
Принтер весьма пригодится инженерам-самодельщикам. Вам больше не придётся искать универсальный корпус для проекта, а потом сверлить в нём дополнительные отверстия. 30 минут проектирования, несколько часов на печать — и у вас уже готов корпус, который идеально подходит именно под ваше устройство. Сборка из 5 шилдов никуда не влезает? Забудьте о таких проблемах.

Принтер точно поможет в ремонте штуковин по дому. У каждого в жизни случалась ситуация, когда вещь приходилось выбросить, хотя в ней сломалась всего одна пластиковая деталь. С помощью 3D-печати вы сможете легко заменить в приборах редкие пластиковые детали, которые трудно найти отдельно.
Пока вы не научились моделировать пластиковые детали самостоятельно, их можно попросту качать в интернете. Существует множество сайтов с миллионами готовых бесплатных моделей, которыми свободно обмениваются пользователи. Мы посвятили поиску моделей отдельную статью.

Какие бывают 3D-принтеры
Существует несколько основных видов 3D-принтеров, которые кардинально отличаются между собой по принципу работы.
Технология FDM (Fused Deposition Modeling)
Наиболее распространённый тип — FDM-принтеры с послойным наплавлением пластика. Они работают за счёт подвижной печатной головки с нагревательным элементом. В неё подаётся пластик в виде прутка, который плавится и в жидком виде выдавливается на печатный стол. При этом пластик обдувается вентилятором и мгновенно застывает, а головка начинает выдавливать новый слой поверх застывшего.

Технология SLA (Stereolithography Apparatus)
SLA-принтеры работают на основе стереолитографии: вместо пластика здесь используется специальная фотополимерная смола, которая застывает под воздействием ультрафиолетовых лучей. Для печати смола наполняется в ванночку, снизу которой расположен дисплей с ультрафиолетовыми пикселями. На него в течение нескольких секунд выводится рисунок нижнего слоя модели. При этом смола над дисплеем застывает в виде отображаемого рисунка и затем прилипает на специальный подвижный стол сверху. После этого стол с первым слоем приподнимается, и в смоле происходит полимеризация следующего слоя.

Технология SLS (Selective Laser Sintering)
SLS-принтеры используют технологию выборочного лазерного спекания, для которой применяется специальный пластиковый порошок. В процессе печати насыпается тонкий слой порошка, и принтер обрабатывает его лазером, чтобы слой затвердел в соответствии с моделью. Далее насыпается следующий слой порошка и сплавляется с предыдущим — и так по кругу. В конце остаётся лишь очистить готовую деталь от остатков порошка, которые затем можно использовать повторно.
Сравнение технологий
Каждый тип 3D-принтеров имеет свои преимущества и недостатки.
- SLS-принтеры обладают большими размерами и требуют дорогого сырья. Они часто используются на высокотехнологичных производствах для штучных деталей.
- SLA-принтеры распространены гораздо шире. Ультрафиолетовый дисплей повышает точность, однако работать с токсичной фотополимерной смолой дома затруднительно.
- FDM-принтеры пользуются наибольшей популярностью у хоббистов. Пластиковый пруток стоит гораздо дешевле специального порошка или фотополимерной смолы. Однако, для печати сложной геометрии на таком принтере придётся позаботиться о вспомогательных поддержках. Да и скорость печати в среднем ниже, чем на других технологиях. Зато FDM-принтеры самые простые и безопасные в обслуживании.
Как подготовить печать
Процесс от зарождения идеи до выхода готовой пластиковой детали несложный — школьник справится. Мы разобрали всё по полочкам в руководстве по 3D-печати на примере принтера Flying Bear Ghost 5, а здесь покажем общий принцип.
Исходная модель
Слайсинг
Программа для нарезки моделей (слайсер) потребует от вас самую малость — ввести модель вашего принтера и задать настройки печати: толщину слоя, процент внутреннего заполнения детали, вспомогательные опоры и тому подобное. На основе этих данных слайсер автоматически подготовит специальный код для принтера — G-Code, в котором описано, как нужно двигать печатающей головкой, до какой температуры её нагревать и с какой скоростью выдавливать пластик, чтобы слой за слоем получить желаемую модель. Затем остаётся загрузить этот код в 3D-принтер и запастись терпением до конца печати.

Весь процесс подготовки модели наглядно иллюстрируется программой и снабжается интуитивными подсказками для начинающих пользователей. В общем, не так страшен слайсинг, как его малюют!
Обработка
После того, как модель готова, её можно дополнительно обработать шкуркой или химическим раствором. Это сгладит неровности между слоями, и деталь будет выглядеть прямо как заводская. В интернете немало лайфхаков, которые помогут минимизировать изъяны модели и придать ей улучшенный вид.
Расходники для печати
Свойства напечатанной вещи во многом зависят от сырья. Как мы уже говорили, 3D-принтеры FDM используют в качестве расходника пластиковые нити, и у вас есть огромный простор для экспериментов с разными видами пластика.
-
хорошо поддаётся экструзии и позволяет печатать сложные формы при относительно низких рабочих температурах головки от 190 °C. Биоразлагаемость PLA играет на руку экологии, но в то же время, вещи из него получаются не слишком прочные. прочнее, чем PLA, но тоже хорошо подходит для принтеров с нагревом в районе 200 °C. Разновидности пластика PET хорошо знакомы вам по пакетам и пластиковым бутылкам от газировки.
- ABS-пластик обладает более высокой прочностью по сравнению с остальными типами. Однако для качественной печати из пластика ABS вашему принтеру понадобится повышенная температура экструзии порядка 250 °C и подогреваемый до 120 °C стол, поэтому не всякая модель замахивается на его поддержку.
- HIPS-пластик близок по температурным свойствам к ABS, но обладает низкой спекаемостью с ним и легко удаляется органическим растворителем. Благодаря этому пластик HIPS часто применяют для печати составных моделей и опор под модели из ABS.
- Пластик Wood производится с добавлением древесной пыли. Готовые модели из него неплохо имитируют древесину не только своим видом, но и запахом.
Катушки пластика встречаются в продаже на каждом шагу — вам не составит труда выбрать подходящие расходники и комбинировать различные свойства и цвета деталей при печати.

В заключение

За прошедшие годы 3D-принтеры превратились из дорогой экзотики в устройства, вполне доступные по цене и удобству использования. Их активно используют для производства и медицины, но популярность растет и среди рядовых пользователей. Многих от покупки удерживает только недостаток знаний о новом виде техники. Чем одни 3D-принтеры отличаются от других, какие у них характеристики и опции — в этом гайде.
Устройство
Существует множество видов 3D-принтеров, отличающихся как принципом печати, так и конструкцией. Но наибольшее распространение получили два вида: филаментный и фотополимерный, отличающиеся технологией формирования слоев.
Технология формирования слоев
DLP/LCD/SLA — фотополимерные принтеры, в которых используется специальный пластик, затвердевающий под действием ультрафиолетового света. Принтер содержит ванночку с прозрачным дном, расположенную под ним печатающую головку с УФ-лампой и рабочую поверхность, расположенную над ванночкой и способную перемещаться по оси Z.


Фотополимерные принтеры дороже филаментных, обладают невысокой скоростью печати, выбор материалов для них невелик и сами материалы дороже. Зато точность печати у фотополимерных принтеров намного выше — отдельные точки и слои почти неразличимы.

Фотополимерные принтеры используются для построения фигур с высокой точностью и высокой детализацией. Они применяются ювелирами для изготовления форм отливок, стоматологами для изготовления зубных протезов, а также для моделирования.
PJP/FDM/FFF — филаментные принтеры, печатающие фигурку пластиком, наплавляя его слой за слоем на рабочую поверхность.

Филаментные принтеры, по сравнению с фотополимерными, дешевле и обладают большей скоростью печати. Для филаментных принтеров предлагается множество пластиков различных характеристик:
- нетребовательных к настройкам базовых параметров, позволяющих быстро перейти к печати.
- прочных, для изготовления нагруженных деталей.
- цветных и многокомпонентных, для изготовления художественной продукции, в т.ч. с имитацией различных материалов (дерева, металла и пр).
Основной недостаток филаментных принтеров — низкая точность печати. Во-первых, на свежераспечатанной фигурке хорошо заметны слои печати. Во-вторых, фигурка и ее элементы могут деформироваться из-за неравномерных температурных воздействий, это надо учитывать при подготовке к печати.
По конструкции филаментные принтеры бывают нескольких типов:

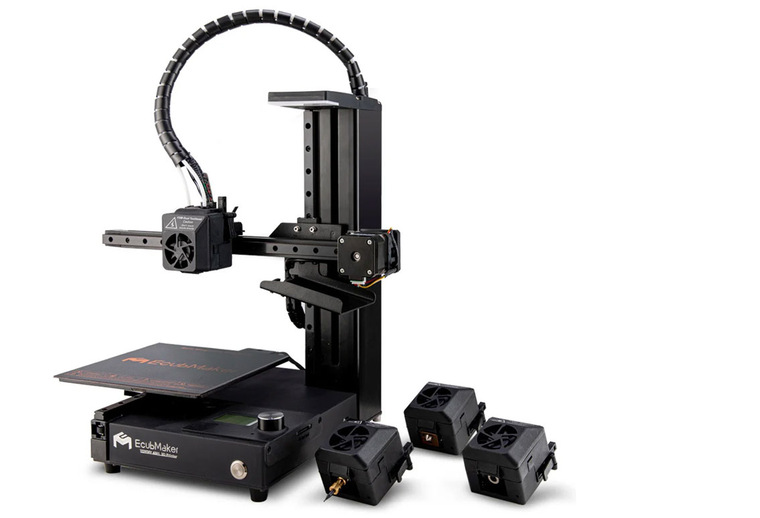

Количество экструдеров
В филаментных принтерах пластик плавится и выдавливается наружу через экструдер, который можно сравнить с печатающей головкой обычного принтера. В большинстве 3D-принтеров экструдер один, но встречаются модели с несколькими. Это дает устройству три дополнительные возможности:
-
Печать сложных составных фигурок с поддерживающими вставками из легкорастворимого пластика.
Подогреваемая платформа
Рабочий материал
От используемого материала во многом зависит как процесс печати фигурки, так и ее будущие характеристики. Перед сменой материала обязательно убедитесь, что ваш принтер его поддерживает.

- PLA — один из самых распространенных базовых пластиков. Он имеет низкую температуру плавления, хорошо держится на столе, им легко печатать, он экологичен и почти не пахнет при печати. PLA довольно прочен, но не любит высокой температуры (выше 50º С) и хрупок (плохо гнется). Большинство PLA-пластиков легко истираются, поэтому нагруженные детали (шестеренки, рычаги) из него делать не стоит.
- ABS — еще один распространенный пластик. Он прочен, устойчив к истиранию, довольно гибок и не боится температур до 150º С. Из ABS-пластика, к примеру, изготавливаются детали LEGO.




Характеристики 3D-принтеров
Высота, глубина и ширина рабочего пространства
Габариты рабочего пространства — один из главных параметров принтера, от которого зависит максимальный размер ваших будущих творений.

Исходите из размеров изделий, которые вы собираетесь изготавливать — для небольших произведений с высокой детализацией будет достаточно рабочего пространства 100х100х100 мм. Для бытового применения — изготовления различных деталей, моделей и игрушек будет достаточно принтера с наиболее распространенным стандартом рабочего пространства — 200х200х200 мм. Для изготовления изделий крупного размера выпускаются принтеры с рабочим пространством 400х400х400 мм, но стоят они уже заметно дороже.
Скорость построения
Параметр измеряется в мм/сек и подразумевает максимальную скорость движения печатающей головки. Реальная скорость зависит от выставленной точности печати, сложности фигурки, модели принтера, используемого материала и других параметров. К примеру, следующая подставка для планшетов размером 14х4х10 см печатается примерно 6,5 часов на скорости 50 мм/сек и 4,5 часа на скорости 100 мм/сек.

Минимальная толщина слоя
Минимальная толщина слоя — аналог разрешающей способности. Чем больше величина этого параметра, тем грубее получится изделие, и тем больше сил потребуется на его доводку до чистового вида.
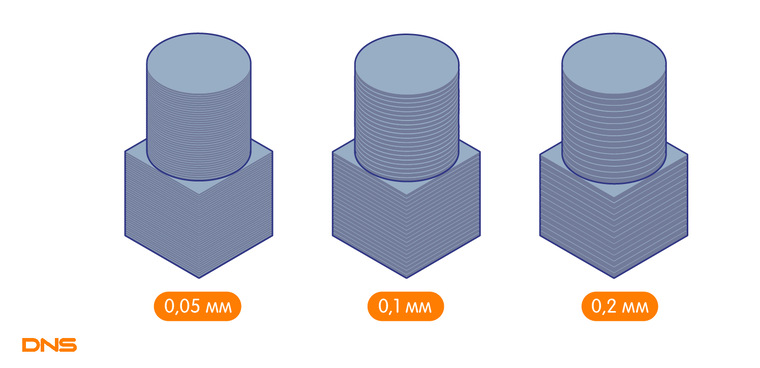
С другой стороны, чем тоньше слой, тем больше времени уйдет на печать. Для большинства задач минимальной толщины в 0,1 мм достаточно.
Максимальная толщина слоя
Не всегда нужна высокая точность при изготовлении детали, для грубых крупных деталей качество поверхности зачастую неважно. В этом случае, чем больше толщина слоя, тем быстрее будет печать. Увеличение толщины слоя в 10 раз во столько же увеличит и скорость печати.
Диаметр сопла
Диаметр сопла влияет на детализацию изделия и на качество гладких поверхностей на нем. Стандартный размер — 0,4-0,5 мм, сопло с меньшим диаметром может обеспечить лучшую детализацию и обеспечить более четкие грани изделия, но чем меньше диаметр сопла, тем меньше скорость печати. Поэтому многие принтеры имеют возможность замены сопла под конкретную задачу.

Варианты выбора
Ювелирам, стоматологам и моделистам наверняка понравится точный и простой в использовании фотополимерный принтер.
Для знакомства с 3D-печатью и изготовления несложных фигурок будет достаточно недорогого филаментного принтера.
Для печати деталей из большого ассортимента пластиков, выбирайте среди моделей с подогреваемой платформой.

Если вы собираетесь изготавливать небольшие изделия — шестеренки и другие детали для бытовой техники, миниатюрные модели и т.п., вам подойдет точный филаментный принтер с небольшим размером рабочего пространства.
Для изготовления крупных изделий — корпусов, больших моделей, декоративных изделий — вам потребуется 3D-принтер с большим объемом рабочего пространства.
Читайте также:
- Каково значение традиций пушкина толстого достоевского в литературе начала 20 века кратко
- Стратегия действий 2017 2021 узбекистан кратко
- Александра экстер биография кратко
- История речевой культуры истоки риторики кратко
- Статья 20 информированное добровольное согласие на медицинское вмешательство и на отказ кратко