
Оборудование сварочного поста кратко
Обновлено: 30.06.2024
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.

На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.

У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Некоторые требования к сварочной кабине:
Обмен воздуха в помещении не менее 40 м3/час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Пример передвижного газосварочного поста
Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Устройство поста для ручной дуговой сварки.
Сварочный пост для ручной дуговой сварки традиционно оборудуется всеми устройствами, инструментами и материалами, которые могут потребоваться во время сваривания. Обязательно наличие сварочного аппарата, который включает в себя источник питания, аппаратуру для пуска, провода для осуществления сварки, держатели электродов. Кроме этого, правильно должно быть оборудовано и само рабочее место сварщика.
Сварочные посты бывают как стационарными, так и передвижными (то есть такими которые можно перевозить на разные площадки).
Особенность работы на стационарном посту заключается в том, что к рабочему месту сварщика подаются конструкции, которые необходимо сварить. Сварщик, выполняя работы, перемещается от шва ко шву, при этом вся аппаратура находится на одном месте.
Отметим, что допускается передвижения сварщика в пределах длины кабеля, используемого при сварке. Обычно это не больше 30-40 метров. Сразу оговоримся, что более длинные провода обычно не используются, так как это приводит к значительному падению напряжения в цепи. А это сказывается на всем сварочном процессе.
Как обустроить газосварочный пост
Для работы с газовой сваркой и обустройства места работы с ним нужно, во-первых, само оборудование.

- Генератор ацетилена.
- Кислород (баллоны с редуктором).
- Рукава для подачи газа, и горелки.
Переносной газосварочный пост для использования такого оборудования изготавливают в виде тележки, которую легко перемещать в нужное место. Чаще всего используется трубная конструкция с платформой. Переместив оборудование на нужное место, сварщик разворачивает и подтягивает рукава к месту работы.
Оборудование сварочного поста газосварщика включает следующие элементы.
- Стол, как правило, имеет металлическую столешницу.
- Газовое оборудование располагается в стороне (на предприятиях подача газа может быть централизованной по газопроводу).
- Возле стола (обычно сверху) располагается вытяжка. Для удаления продуктов горения.
- Обязательно устраивается хорошее освещение.
По требованиям безопасности, сварочный пост для газовой сварки должен находиться на расстоянии не менее 10 метров от генератора ацетилена и кислородного баллона. Такой же метраж соблюдается при расположении оборудования от источников открытого огня!
Если приходиться работать в замкнутом пространстве или же труднодоступных местах, то обязательно нужно обеспокоиться дополнительной подачей воздуха!
Сварка относится к категории работ повышенной опасности. Поэтому для ее выполнения обустраивают сварочный пост. Это небольшая зона, которая размещается внутри или вне помещения. В зависимости от вида работы пост оснащается соответствующим оборудованием и инструментами.

Виды сварочных постов
В сущности, сварочные посты это рабочие места, на которых созданы условия для безопасной и удобной работы. В зависимости от источника энергии они бывают газо- и электросварочного вида. К рабочим местам для газовой сварки предъявляются повышенные требования по воздухообмену. На электросварочных постах обеспечивают надежную защиту от поражения электротоком.
Классификация по конструкции подразделяется на стационарные и передвижные виды. Первые оборудуют на отведенном месте для сварки заготовок небольшого размера, так как площадь столешницы верстака ограничена. Вторые делают в виде каркасов на колесах с установленным оборудованием. Мобильность рабочего места удобна для сварки сложных объектов.
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.

При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.

Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.

Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Организация газосварочного поста
Основной комплект оборудования газового поста состоит из следующих элементов:
- генератора ацетилена или баллона со сжиженным метаном, пропаном или бутаном;
- баллона с кислородом;
- горелки;
- шлангов, редукторов для регулирования давления кислорода и газа, контрольных манометров.
На передвижном посту обустраивают место с креплениями для установки баллонов. Двухколесную тележку для перемещения оборудования делают из труб. После прибытия к месту работы оператор раскручивает шланги на требуемую длину, открывает вентили на баллонах, приступает к сварке.

Стационарный газосварочного пост оборудуют:
- металлическим столом;
- приточно-вытяжной вентиляцией;
- светильником.
По правилам пожарной безопасности генератор ацетилена необходимо размещать на расстоянии не меньше 10 м от места проведения сварочных работ. Для хранения газовых баллонов должно быть выделено помещение или вместительный металлический шкаф с замками. Их переносят на пост к началу сварочных работ.
Требования к сварочным постам
При организации сварочного рабочего места необходимо выполнять не только требования техники безопасности, но также соблюдать санитарные нормы. Чтобы были хорошо видны мелкие детали, нужно обеспечить освещенность не ниже 80 лк с условием, что свет не будет раздражать глаза. Светильники размещают так, чтобы на рабочем столе не было теней.
Поскольку при сварке выделяются вредные для здоровья газы, организация вентиляции должна быть выполнена в строгом соответствии со всеми требованиями. По санитарным нормам вытяжка должна действовать на территории радиусом 4 м, обеспечивая воздухообмен не меньше 40 мᶾ/час. Если объем сварочных работ невелик эти условия выполнит естественная приточно-вытяжная вентиляция.

В цехах, где одновременно работают несколько сварщиков, устанавливают централизованную приточно-вытяжную систему, к которой подсоединяют каждое рабочее место. Для регулирования интенсивности воздухообмена вентиляционные рукава оснащают заслонками. При работе внутри замкнутого пространства (цистерны, емкости для хранения жидкостей и пр.) приточный воздух подают под маску.
Если на рабочем месте установлено однофазное оборудование, в его составе должен быть осциллятор. Для трехфазного напряжения наличие магнитного контактора обязательно. Если по технологии требуется резка металла нужно выделить место, где будет размещаться режущий инструмент.
Если часто приходится заниматься ремонтом металлических изделий на дому пост для сварочных работ не будет лишним в хозяйстве. Однако, чтобы работа была комфортной и безопасной необходимо выполнение всех требований. Особенно к вентиляции.
Рабочее место сварщика - это сварочный пост (рис. 20), который оснащен необходимым инструментом и оборудованием для выполнения работ. Сварочные посты могут быть оборудованы как в производственном помещении, так и на открытой производственной площадке (строительно-монтажные условия работы). В зависимости от условий работы сварочные посты могут быть стационарными или передвижными. Сварочные посты необходимо размещать в специальных сварочных кабинах. В кабинах в качестве источников питания размещаются наиболее распространенные однопостовые сварочные трансформаторы типа ТДМ для сварки на переменном токе, или сварочные выпрямители типа ВД или ВДУ для сварки на постоянном токе. Применяются также и многопостовые источники питания на несколько независимых постов.

Рис. 20. Сварочный пост для ручной сварки: 1 - сеть
электрического питания; 2 - рубильник или магнитный пускатель; 3 - источник питания; 4 - сварочные провода; 5 - электрододержатель; 6 - зонд местной вытяжки воздуха
Кабина сварочного поста должна иметь размеры: 2(1,5) или 2(2) м и высоту не менее 2 м. В кабине устанавливается металлический стол, к верхней части кабины подводится зонд местной вытяжки воздуха от вентиляционной системы. В столе предусматриваются выдвижные ящики для хранения необходимого инструмента и приспособлений. Сварочный пост комплектуется источником питания, электрододержателем, сварочными проводами, зажимами для токонепроводящего провода,
сварочным щитком с защитными светофильтрами, различными
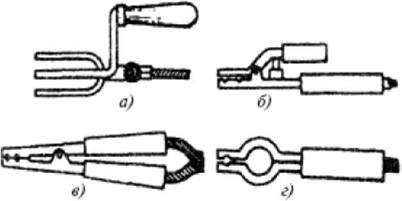
зачистными и мерительными инструментами. Сварщики обеспечиваются средствами личной защиты, спецодеждой. Электрододержатель - приспособление для закрепления электрода и подвода к нему тока (рис. 21). Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные, изготовляемые в
соответствии с существующими стандартами: I типа - для тока до 125 А; II типа - для тока 125—315 A; III типа - для тока 315- 500 А. Эти электрододержатели выдерживают без ремонта 8 000—10 000 зажимов. Время замены электрода не превышает 3—4 с. По конструкции различаются винтовые, пластинчатые, вилочные и пружинные
Щитки сварочные изготавливаются двух типов: ручные и головные из легких негорючих материалов. Масса щитка не должна превышать 0,50 кг. Защитные светофильтры (затемненные стекла), предназначенные для защиты глаз от излучения дуги, брызг металла и шлака, изготавливаются 13 классов или номеров. Номер светофильтра
подбирается в первую очередь в зависимости от индивидуальных особенностей зрения сварщика. Однако следует учитывать некоторые объективные факторы: величину сварочного тока, состав свариваемого металла, вид дуговой сварки, защиту сварочной ванны от воздействия газов воздуха. Размер светофильтра 52x102 мм. При сварке покрытыми электродами следует ориентироваться на применение светофильтров различных номеров в зависимости от величины сварочного тока: 100 А - №С5; 200 А-№С6; 300 А-№С7; 400 А-№С8; 500 А -№С9 ит. д. При сварке плавящимся электродом тяжелых металлов в инертном газе следует пользоваться светофильтром на номер меньше, а легких металлов - на номер больше по сравнению со светофильтром при сварке покрытыми электродами. При сварке в среде С02 применяют следующие светофильтры: до 100 А-№С1; 100-150 А-№С2; 150-250 А - № СЗ; 250—300 А -№С4; 300—400 А-№С5 ит. д. Светофильтры вставляются в рамку щитка, а снаружи светофильтр защищают обычным стеклом от брызг металла и шлака. Прозрачное стекло периодически заменяют. Кабели и сварочные провода необходимы для подвода тока от источника питания к электрододержателю и изделию. Кабели изготавливают многожильными (гибкими) по установленным нормативам для электротехнических установок согласно ПУЭ (Правила устройства и эксплуатации электроустановок) из расчета плотности тока до 5 А/мм2 при токах до 300 А. Электрододержатели присоединяются к гибкому (многожильному) медному кабелю марки ПРГД или ПРГДО. Кабель сплетен из большого числа отожженных медных проволочек диаметром 0,18— 0,20 мм. Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи. Рекомендуемые сечения сварочных проводов для подвода тока от сварочной машины или источника питания к электрододержателю и свариваемому изделию приведены в (табл. 2).
Всем студентам-сварщикам рано или поздно придется узнать, что такое сварочный рабочий пост. Ведь именно за постом будет проходить вся ваша работа. У сварочного поста нет четкого определения, но мы постараемся кратко сформулировать его. Итак, сварочным постом принято называть небольшую зону (она может быть как в цеху, так и на улице), оснащенную всем необходимым сварочным оборудованием и комплектующими для него.

Зачастую оборудование сварочного поста состоит из сварочного аппарата, электродов, баллонов с газом (если необходимо), кабелей, горелок, зажимов, инструментов для обработки металла и вообще всем, что может пригодиться вам в работе. Иногда на посту даже есть средства индивидуальной защиты, например, масками или перчатками. Но это лишь базовая информация. В этой статье мы подробно расскажем все о постах для электросварщика.
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.

На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.

У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.
Требования к посту
Общие требования
Требования к сварочным постам обусловлены техникой безопасности и удобством проведения работ. Важно, чтобы посты были заземлены. Рекомендуется размещать их на бетонном или кирпичном основании. У поста должны быть удобные ниши для хранения не только инструментов, но и документации.
О вентиляции мы уже говорили, она обязательна. Сварочные столы должны быть изготовлены из стали или чугуна. Сварщик должен работать, стоя на резиновом коврике.

Применение сварочного поста для ручной дуговой сварки, где мастер будет работать сидя, предполагает использование специального кресла, не проводящего ток. Само кресло должно быть эргономически удобным, чтобы сварщик не уставал даже после нескольких часов непрерывной работы.
Организация сварочного поста не обходится без правильного освещения. Оно должно быть достаточно ярким, чтобы обеспечивать хорошую видимость даже самых мелких деталей. При этом световой поток не должен раздражать сетчатку глаз. Лампы нужно располагать прямо над постом.
Любой пост оснащается выключателем подачи тока. Эта функция должна быть везде, даже если это многопостовая сварка. Сварочные столы должны иметь толщину не менее 2 сантиметров.
Индивидуальные требования
Организация рабочего места сварщика ручной дуговой сварки и организация рабочего места сварщика полуавтоматической сварки конечно отличаются. Есть индивидуальные требования к постам в зависимости от технологии сварки.
Если предполагается сварка на переменном токе, то пост должен быть оборудован осциллятором. Если предполагается, что пост должен использоваться для резки металла, то нужно заранее предусмотреть место для режущего инструмента.
При применении трехфазного напряжения тока нужно предусмотреть расположение контактора. Что касается всех работ, в ходе которых используется газ, то должно быть оборудовано место под хранение и настройку баллона.
Вместо заключения
Подбирая оборудование для поста необходимо учесть все требования и нюансы. Недостаточно просто поставить сварочный аппарат и положить пару электродов. Нужно полноценное обеспечение всех норм и правил. И одно из важнейших — это качественная вентиляция сварочного поста. Благодаря вентиляции можно соблюсти многие требования пожарной безопасности к постам и сохранить здоровье сварщика.
Читайте также: