
Электрошлаковая сварка это кратко
Обновлено: 07.07.2024
Электрошлаковая сварка — наиболее производительный способ соединения металлических деталей значительной толщины. Используется для сваривания сталей, чугунов, цветных металлов и сплавов. Процесс идет в вертикальной плоскости. Необходимое для плавления кромок тепло выделяется в расплавленном флюсе при прохождении сквозь него тока. Сварка выполняется специальными аппаратами.
Содержание
- Сущность процесса электрошлаковой сварки
- Основные схемы процесса
- Типы сварных соединений и виды сварных швов
- Преимущества и недостатки электрошлаковой сварки
- Преимущества
- Недостатки
- Выбор сварочных материалов (проволоки и флюса)
- Выбор параметров режима сварки
- Выбор количества электродных проволок
- Подготовка деталей к сварке
- Сварка с порошковым присадочным материалом
- Способ с сопутствующим охлаждением
- Сварка при увеличенном вылете сварочной проволоки
- Наиболее характерные дефекты
- Способы контроля сварных швов
Электрошлаковая сварка — это один из видов сварки плавлением, который появился недавно, если сравнивать его с традиционными способами, например, относительно ручной дуговой сварки. Этот способ позволяет сваривать металлы практически неограниченной толщины, что делает его одним из ведущих и перспективных технологических процессов.
Наиболее важным остаётся качество сварки в сложных крупногабаритных изделиях, поэтому, большое внимание уделяется процессу подготовки свариваемых частей и техника сварки.
Общая информация
При электрошлаковой сварке металлы соединяются под воздействием высокой температуры и расплавленного твёрдого остатка руды — шлака. Этот метод не нуждается в дуге, так как электрод окунают в шлак, проводя по нему ток.
Шлак нагревается, образуя шов на стыке элементов. Чаще всего электрошлаковая сварка помогает в пайке вертикальных конструкций. В этом случае шов начинают внизу детали и ведут вверх.
Классификация типов электрошлаковой сварки
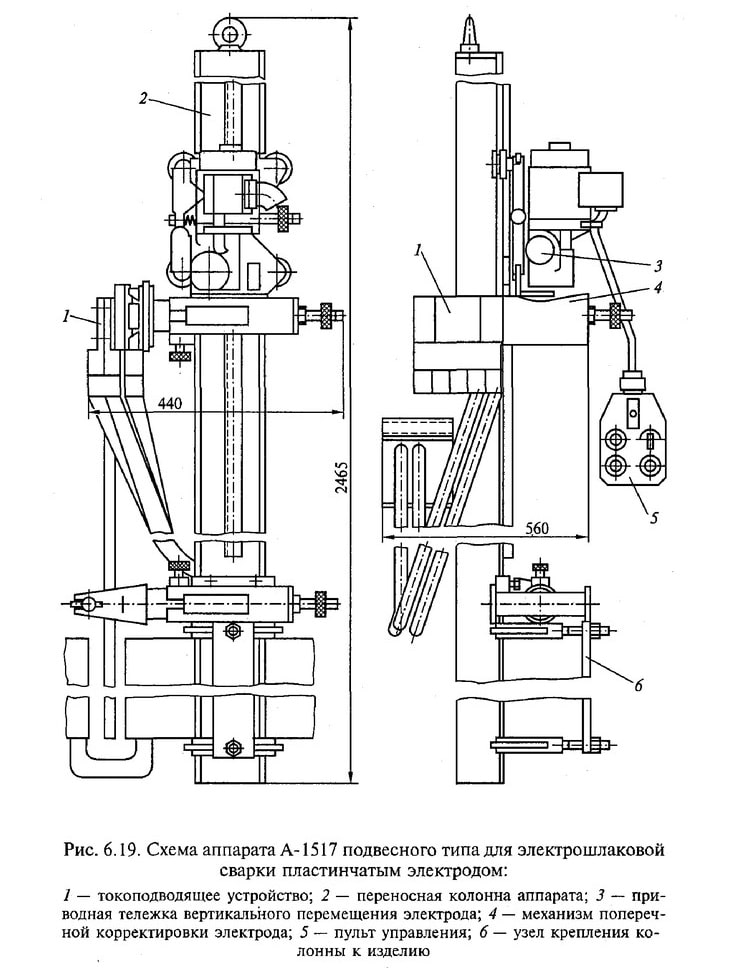
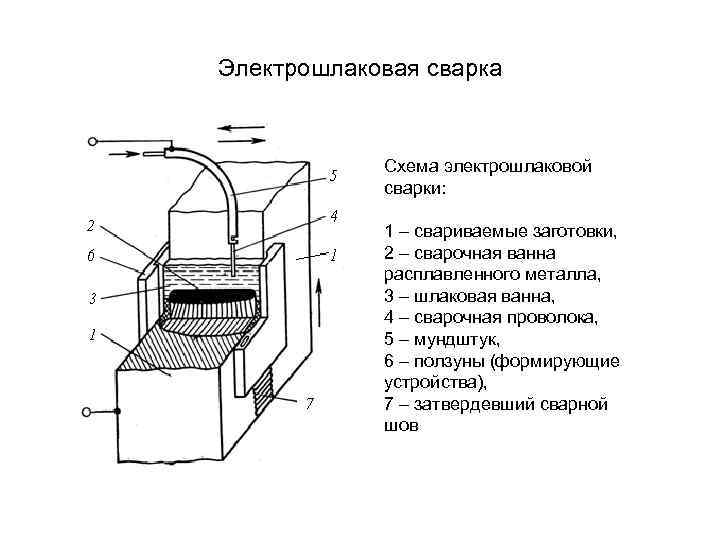
Схема аппарата для электрошлаковой сварки.
Электрошлаковая сварка может подразделяться по самым разным критериям.
По типу формирования сварочной ванны:
- свободное формирование ванны;
- принудительное формирование ванны.
Если принять во внимание тип электродов и способ их погружения в сварочную ванну, ЭШС делится на три вида:
ЭШС с проволокой
По данной технологии электродная проволока подается в сварочную шлаковую ванну постепенно, по ходу их расплавления. Электроды передвигаются в горизонтальной плоскости медленно и ровно – их движение поступательное.
В результате обеспечивается ровное нагревание толщины кромок свариваемых металлических заготовок. Немаловажный фактор: для реализации данного способа нужен практический опыт сварщика, новичкам здесь будет непросто.
ЭШС с пластинами
Это метод с использованием электродов в виде пластин и с большим диаметром, который нужен для того, чтобы максимально перекрыть зазор между соединяемыми заготовками. Пластинки электродов фиксируются, чтобы подаваться в ванну через короткие промежутки времени – в зависимости от того, хватает ли расплавленного металла в ванне для заполнения зазора между поверхностями.
Следует ответить, что конструкция аппаратов для ЭШС пластинами или электродами с большим диаметром проще в использовании, чем при ЭШС с помощью проволоки.
Электроды с большим диаметром бывают разной формы: их сечения могут быть прямоугольными или круглыми, если нужно работать с заготовками цилиндрической формы. Они бывают даже полые внутри, заполненные металлической крупкой.
ЭШС плавящимся мундштуком
По своей сути это комбинация двух первых технологий. Пластина из электрода также фиксируется в зазоре, в который подается проволока с помощью направляющих трубок. В процессе сварки пластины неподвижны, потому что расплавленного металла в ванне вполне достаточно за счет подающейся проволоки.
Данная технология может применяться при сварке кромок любой толщины, а шов может достигать в длину трех метров и даже больше. С ее помощью можно варить сложные криволинейные швы.
В аппарат для ЭШС с мундштуком входит специальный переносной механизм для подачи проволоки. Все детали и мелкие конструктивные элементы в ЭШС описаны в ГОСТе 15164.
Виды сварных соединений.
Какие выводы можно сделать? Для сварки металлических деталей с краями большой толщины нужно использовать либо специальные колебательные движения электродов для постепенности прогревания, либо электроды с пластинами или большого диаметра. А самым лучшим вариантом будет сочетание этих способов.
В промышленности чрезвычайно популярна сварка проволокой. Это швы самой разной формы с любой длиной, края деталей любой толщины: от 20-ти до 600 миллиметров. Если применяются пластины, варить можно швы тоже любой толщины, но с ограниченной длиной до 1,5 метров. Пластинчатая ЭШС возможна с чугунными электродами, ведь из чугуна практически невозможно сделать проволоку.
Виды электрошлаковой сварки
Данная схема соединения металлов может быть разных видов, которые отличаются между собой применяемыми электродами и способом их подачи.
Технология

Процесс электрошлаковой сварки несложный: два металлических элемента с небольшим промежутком между ними ставят в вертикальное положение. Возле пустого пространства устанавливают ползуны-кристаллизаторы и трубы с холодной водой для остужения шва.
Ток проходит прямиком в загруженный флюс (шлак), расплавляя его. Материал в жидком состоянии хорошо проводит тепловое напряжение и, благодаря этому, нагревает уже сам металл. Стержень и края элементов плавятся, образуя сварочную ванну.
Сварочная дуга в этом случае отсутствует, а флюс предотвратит появление дефектов и окисление металлических деталей. Он нужен в небольшом количестве, что очень экономно.
Тут подойдёт и флюс для обычной сварки с помощью дуги, и специальный для электрошлакового сваривания.
Сварочные материалы и оборудование
Флюсы для электрошлаковой сварки должны удовлетворять следующим требованиям:
- быстро и легко устанавливать электрошлаковый процесс в широком диапазоне напряжений и сварочных токов;
- обеспечивать достаточное проплавление кромок основного металла и удовлетворительное формирование поверхности шва без подрезов и наплывов;
- расплавленный флюс не должен вытекать в зазоры между кромками и формирующими шов устройствами при существующей точности сборки и отжимать ползуны от свариваемых кромок;
- образовывать шлак, легко удаляющийся с поверхности шва;
- способствовать предотвращению пор, неметаллических включений и горячих трещин в металле шва.
Для начала электрошлакового процесса применяют флюс АН-25. Он электропроводен в твердом состоянии и имеет высокую электропроводимость в расплавленном состоянии.
Электрошлаковую сварку и наплавку чугуна ведут на флюсах АНФ-14 и АН-75.
Флюс перед употреблением прокаливают в электрической печи согласно требованиям паспорта или технических условий при 300— 700 °С в течение 1—2 ч. Толщина слоя флюса 80—100 мм.
При ЭШС электродным металлом может быть проволока, пластина, труба и лента. Как правило, используют проволоку сплошного сечения диаметром 3 мм, но можно применять проволоку и других диаметров (1—2 или 5—6 мм).
Химический состав электродного металла выбирают в соответствии с основным металлом и требованиями к служебным характеристикам металла шва. Лучшим вариантом ЭШС считается такой, когда металл шва и основной близки по химическому составу и механическим свойствам. Такая однородность сварного соединения обеспечивает наилучшие условия для изготовления сварного изделия и его эксплуатации.
Наиболее просто это достигается применением в качестве электродного металла пластин или стержней по химическому составу, аналогичных основному металлу.
При сварке плавящимся мундштуком, когда мундштуки представляют собой набор трубок из низкоуглеродистой стали, металл шва легируют, используя проволоку соответствующего состава.
Благодаря большой хорошо перемешивающейся ванне расплавленного металла электрошлаковую сварку возможно вести несколькими электродами, которые значительно отличаются один от другого по химическому составу, и получать металл заданного состава.
При ЭШС иногда применяют дополнительно присадочные металлические материалы, подаваемые в шлаковую ванну. Они расплавляются за счет теплоты в шлаке и попадают в металлическую ванну, участвуя в образовании шва. Дополнительное легирование металла шва возможно через покрытие плавящегося мундштука.
Для электрошлаковой сварки используют комплекс оборудования, включающий сварочную аппаратуру и вспомогательное оборудование. Такой комплекс называется сварочной установкой. Установки для ЭШС подразделяют на универсальные и специальные. На монтаже в основном применяют универсальные установки. Для каждого способа ЭШС существуют различные установки, которые укомплектованы сварочным аппаратом и источником сварочного тока.
Преимущества и недостатки способа ЭШС
- Высокая производительность при больших толщинах деталей — примерно в 20 раз выше
- Сравнительно малый расход электроэнергии и флюса из расчета на 1 кг металла.
- Качество металла шва выше. Также путем шлакового переплава получают высокие характеристики металла.
- Нет необходимости разделывать кромки, что снижает трудоемкость подготовительных операций.
Способ не лишен и некоторых недостатков.
- Технология сварки должна предусмотреть вертикальную ориентацию шва.
- Процесс недопустимо прерывать, чтобы избежать образования дефектов и повторного сваривания деталей, как показано на видео.
- Полученный шов имеет крупнозернистую структуру. Для получения хороших прочностных характеристик изделие нужно подвергать термообработке.
Вообще метод является универсальным. Им выполняют все виды соединений любой конфигурации: тавровые, стыковые, кольцевые и угловые.
Техника ЭШС — практические выводы
Качество шва и параметры шва (форма, глубина, ширина) можно менять, задавая определенный режим. Основные факторы:
- электрические;
- механические (скорости);
- расположение электродов, их число.
Вспомогательные величины устанавливаются согласовано с основными. Изменение каждого из основных факторов позволяет влиять на параметры шва. Электрошлаковая сварка протекает устойчиво при малых удельных значениях тока (0,1 А/мм2). Это дает возможность применять пластинчатые, либо ленточные электроды, плавящийся мундштук.
Путем контактно-шлаковой сварки можно приваривать стержни к плоской поверхности. Разработаны методики получения кольцевых швов. Для образования шлака используются специальный твердый электропроводный флюс, либо предварительно расплавляют его в кокиле.
Если у вас есть опыт в практическом применении ЭШС, просим поделиться знаниями в блоке .
Поиск записей с помощью фильтра:
Область применения ЭШС
В современном мире электрошлаковая сварка внедрена на многих предприятиях не только нашей страны, но и в мире. Этот способ сварки применяется в тяжёлом и энергетическом машиностроении, кораблестроении, химическом машиностроении, авиационной промышленности.
При помощи ЭШС можно сваривать стали разных марок и классов. Это и сварка жаропрочных сталей, и сварка никелевых сплавов, алюминия, меди и сплавов на медной основе, сварка титана и титановых сплавов.
Изобретение и внедрение ЭШС позволило получать изделия и заготовки любой формы и практически любых габаритов из отливок и поковок, а также из относительно небольших размеров проката простой формы. Разработанные способы устранения деформаций после сварки делают возможным изготовление крупногабаритных сварных конструкций с требуемыми размерами.
Диапазон свариваемого металла способом ЭШС составляет 20-3000 мм. Практические результаты показали, что целесообразнее всего применение ЭШС при толщине свариваемого металла не менее 40мм.
Зри в корень
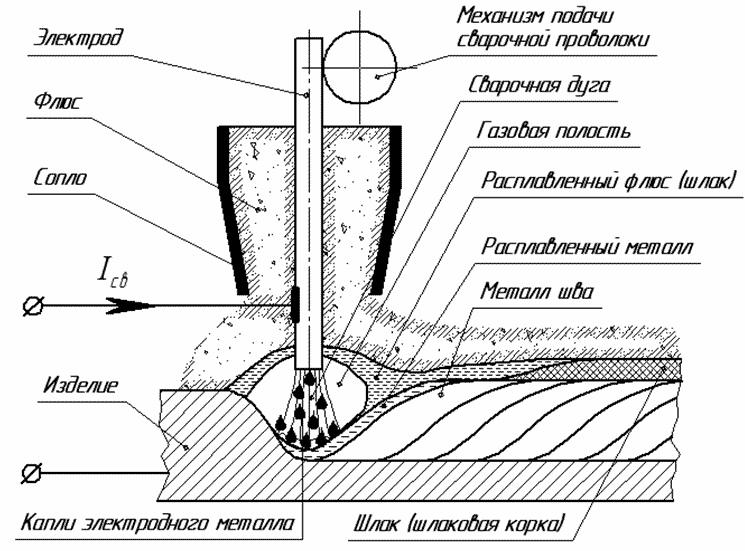
Сущность процесса заключается в том, что в подготовленный зазор между соединяемыми деталями помещают специальный химический состав – сварочный флюс, на который воздействуют с помощью электрической дуги. В результате нагрева флюс расплавляется, превращаясь в шлак, который защищает зону обработки от воздействия атмосферного воздуха. При использовании этой технологии расплавленный металл остывает медленно, что создаёт благоприятные условия для формирования качественной структуры соединительного шва. Понять, что такое электрошлаковая сварка, посмотрев видео, довольно сложно. Ведь в этом случае зрители получают представление лишь о внешней стороне процесса.
Заключение
Если вы сомневались, стоит ли пробовать себя в электрошлаковой сварке, эта статья должна была вам помочь. Теперь вы знаете, как и где применяется такая технология, какие правила её использования.
Марки флюса, которые мы посоветовали, — примеры, на которые вы сможете опираться, но учитывайте и свои предпочтения.
ЭШС — решение многих проблем начинающих сварочных предприятий. Она позволяет экономить ресурсы и рабочее время, создавая качественный продукт в больших количествах. Желаем удачи в ваших начинаниях!
Где и зачем нужна ЭШС
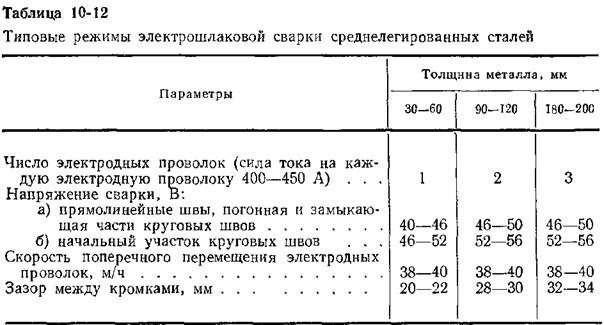
Режимы электрошлаковой сварки.
Экономия металлов, их долговечность и надежность, снижение металлоёмкости конструкций с одновременным повышением их прочности – только часть задач постоянного характера, которые стоят в отраслях, связанных с современным машиностроением.
Давно высчитано, что при производстве сварных металлических конструкций затраты на промежуточные ресурсы и расходные материалы составляют больше половины общих расходов. Особенно это актуально для отраслей, касающихся массивного крупногабаритного оборудования разного толка, но больше всего газовой, нефтяной и энергетической.
Если с самого начала электрошлаковая технология была изобретена исключительно для сварки в вертикальном положении, то в последующем обнаружились серьезные преимущества этого способа с точки зрения экономии ресурсов.
Теперь ЭШС – главный метод в работе с металлическими деталями большой толщины. Более того, на сегодняшний день ЭШС используется не только в сварке. Этот процесс отлично подходит в производстве слитков и отливок.
Где применяется
Основная область применения – тяжелое машиностроение.
- соединение толстостенных листов и деталей (бронекорпусов кораблей, валов гидравлических турбин, станин мощных прессов и прокатных станов, брони танков, барабанов котлов высокого давления);
- сварка металлов, имеющих разный химический состав;
- сооружение кожухов домен;
- производство сварно-кованых и сварно-литых конструкций;
- изготовление металлургического оборудования, толстостенных цилиндров.
Метод также применяют для сварки металла небольшой толщины (14-30 мм), например, монтажных стыков корпусов судов на стапеле.
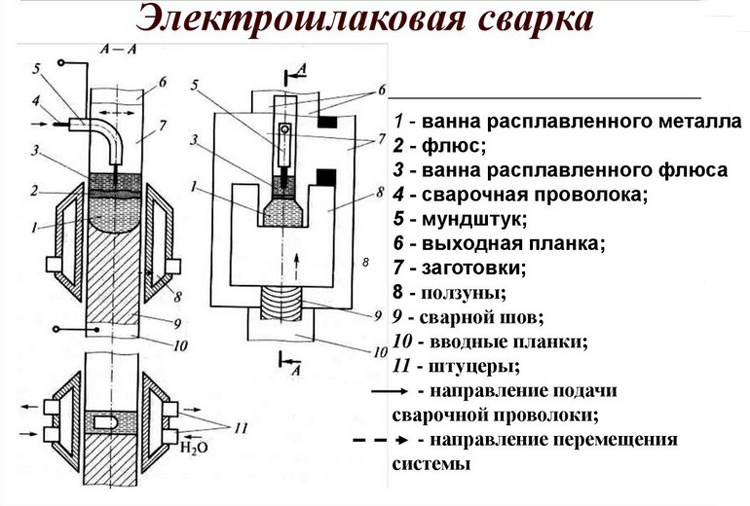
Электрошлаковая сварка плавящимся мундштуком
Плавящийся электрод состоит из набора пластин, или стержней с каналами для подвода сварочной проволоки. Также мундштук может быть в виде трубы с толстой стенкой.

Та или иная форма мундштука предназначена для каждого конкретного случая. Эта форма зависит от формы свариваемого шва. Материал мундштука должен быть схож по составу с основным материалом.
Наиболее распространёнными являются мундштуки со спиралевидными каналами для сварочной проволоки. Диаметр проволоки составляет 4-5мм. Спираль приваривается к пластине мундштука при помощи электродов диаметрами 2-3мм.
Плавящийся мундштук необходимо надёжно изолировать от свариваемых кромок, иначе возможно короткое замыкание. Естественно, в процессе сварки вместе с материалом мундштука в сварочную ванную будет попадать и материал изоляторов, поэтому их состав должен быть таким, чтобы исключить негативное влияние на состав сварного шва. Кроме того, изолятор необходимо изготавливать пластичным.
Изоляторы устанавливаются на расстояние 100-150мм по горизонтали и на расстоянии 200-250мм по высоте между рядами.
После подготовки и сборки свариваемых заготовок, устанавливают плавящийся мундштук в зазоре независимо от аппарата. Мундштук крепится на специальном кронштейне.

Каналы мундштука соединяются с механизмом подачи проволоки переходными трубками, образующими переходной тракт. На дно кармана помещают стальной порошок или стружку. Места неплотного прилегания формирующих устройств замазывают глиной. На слой стружки засыпается немного флюса, примерно 20-30% от общего объёма, проверяют напряжение холостого хода трансформаторов, расход воды в системе охлаждения формирующих устройств, а также наличие всех нужных инструментов.
Сварку ведут при скорости подачи сварочной проволоки 150-170м/ч. После стабилизации процесса скорость подачи снижают до 90-100м/ч, в зазор засыпается флюс из расчёта два объёма флюса на один объём жидкого металла.
Техника выполнения швов электрошлаковой сваркой, окончание процесса и все последующие операции сходны с техникой выполнения прямолинейных швов. При сварке толстого металла толщиной 100-200мм предпочтительнее использовать трёхфазную систему питания для предотвращения перекоса фаз.
Плавящийся мундштук широко используется не только для сварки, но и при наплавочных работах при ремонте. При этом толщина наплавленного слоя может составлять 20-100мм.

Видео: Электрошлаковая сварка, технология
Дополнительные материалы по теме:
Кол-во блоков: 20 | Общее кол-во символов: 21797
Количество использованных доноров: 7
Информация по каждому донору:
Существует множество небольших производств, где сварщиков немного, но при этом предприятие выпускает вполне качественную продукцию, да еще и большими партиями. Как им удается достичь этого? Все просто: существуют технологии сварки, отличающиеся повышенной производительностью и экономичностью, что позволяет применять их на производствах любого масштаба.

Одна из таких технологий — электрошлаковая сварка, она же ЭШС. Из этой статьи вы узнаете сущность электрошлаковой сварки, ее плюсы и минусы. Мы также расскажем, какое оборудование и расходные материалы применяются для ЭШС сварки.
Общая информация
ЭШС или электрошлаковая сварка — это метод соединения металлов, при котором тепло, плавящее металл, образуется в среде расплавленного шлака. Электрод погружается в шлак, пропуская электрический ток, который тем самым генерирует тепло в шлаке. Такой процесс не требует использования дуги. Зачастую ЭШС применяют при сварке вертикально расположенных деталей, шов ведут снизу вверх.
Разновидности

Все эти методы имеет свои особенности, достоинства и недостатки, поэтому в рамках этой небольшой статьи мы не будет рассказывать обо всех видах ЭШС сварки. Скажем только, что самый популярный метод — с применением одного, реже двух электродов, которые могут быть неподвижны или совершать колебательные движения.
Технология
Ток проходит через электрод прямо во флюс, и тот начинает плавиться. В последствии образуется шлак, который за счет своей высокой теплопроводности как раз и является тем самым источником тепла, нагревающим металл. Шлак плавит электрод, кромки и способствует образованию сварочной ванны. Дуги в этом процессе нет, как таковой. Флюс защищает сварное соединение от негативного влияния кислорода и улучшает его качественные характеристики. При этом он используется вполне экономично и его расход невелик. Можно использовать обычный флюс для дуговой сварки или флюс особый. Но об этом мы поговорим далее.
Применяемое оборудование и материалы
Оборудование для электрошлаковой сварки стоит недорого и состоит из сварочного аппарата и приборов, выполняющих вспомогательные функции. Обычно оборудование для ЭШС продается в комплекте, что очень удобно. Такой комплект называется сварочной установкой для электрошлаковой сварки. Это, пожалуй, все, что можно сказать про применяемое оборудование.
А вот с флюсами все гораздо интереснее. Для ЭШС нужно применять плавленые флюсы. Если вы собираетесь варить углеродистую или низколегированную сталь, то мы рекомендуем использовать флюсы АН-8, АН-8М, АН-22. Также отдельно отметим флюс АН-47, при его применении швы получаются качественными, а процесс сварки всегда устойчив.

Вы можете применять и другие флюсы, если посчитаете нужным, но учитывайте что они должны соответствовать следующим требованиям:
- Выполнять свои функции при любом значении сварочного тока или напряжения, а также беспроблемно устанавливать ЭШС процесс.
- В достаточной степени плавить кромки деталей и способствовать улучшению качества шва, не образуя подрезы или наплывы, трещины, включения и прочие дефекты.
- Выбранный вами флюс не должен стекать через зазор между деталями.
- Флюс должен образовывать шлак, который можно потом легко удалить с металла.
Перед сваркой флюс нужно обязательно прокалить в печи. Температура прогрева может варьироваться от 300 до 700 градусов по Цельсию. Температура зависит от типа флюса и подбирается индивидуально, но в любом случае время прокаливая не должно превышать двух часов.
Достоинства и недостатки
У электрошлаковой сварки много достоинств. Во-первых, сама сварка крайне устойчива при любом роде тока. К тому же, она мало чувствительна к каким бы то ни было изменения тока или даже его кратковременным прерываниям. Вам даже не нужно иметь высокую квалификацию, чтобы выполнить шов качественно.
Во-вторых, такая сварка обеспечивает очень высокую производительность труда. Этого удается достичь за счет быстрого плавления электрода. А если у сварщика есть опыт, то ЭШС-сварка и вовсе будет вне конкуренции. Даже небольшой завод сможет производить большие партии разнообразной продукции.
В-третьих, электрошлаковая сварка крайне экономична. Флюс расходуется мало (в 15 раз меньше, чем при классической дуговой сварке), электроэнергия тоже (на 10-20% меньше, чем при дуговой сварке). К тому же, применяемое оборудование и расходники стоят недорого. Для небольших предприятий это очень важный плюс.
В-четвертых, не нужно особым образом подготавливать кромки металла и качественно их обрабатывать. Это основные плюсы. Также отметим, что при ЭШС сварочная ванна хорошо защищена от кислорода.
Но не обходится и без недостатков, хоть мы и не считаем их такими уж существенными. Прежде всего, с помощью ЭШС вы сможете варить только детали, расположенные вертикально или под небольшим углом (отклонение не более 30 градусов). Это существенно сужает возможности сварщика и делает невозможной труднодоступную сварку, например.
Вместо заключения
Мы постарались кратко, но понятно описать, что такое электрошлаковая сварка. Пользуясь этой статьей, вы сможете применить эту технологию в своей практике, поскольку теперь знаете все марки флюса и особенности проведения сварки. Мы считаем, что ЭШС-сварка просто незаменима на мелких предприятиях, ведь она экономична, производительна и позволяет выпускать относительно качественную продукцию. А вы когда-нибудь прибегали к электрошлаковой сварке? Расскажите о своем опыте в комментариях. Желаем удачи в работе!

Виды и способы сварки
Электрошлаковая сварка (ЭШС) применяется для массового вертикального соединения металлических деталей. Способ при невысокой себестоимости помогает получать качественные швы. Флюс защищает расплавленный материал от окисления, способствует лучшему прогреву металла. Плавящийся электрод или присадочная проволока являются легирующим компонентом.
Особенности электрошлаковой сварки
Отсутствие дуги – главный отличительный признак этого метода. Электроэнергия передается шлаку, считающемуся проводником. Это способствует выделению нужного для расплавления тепла. Перед началом работы специальный электрод помещают в емкость с побочными продуктами. Способ сварки имеет такие особенности:
- большое расстояние между деталями, расположенными вертикально;
- отсутствие контакта сварочной ванны с кислородом (вся площадь остается под шлаком);
- небольшой расход флюса, легирование соединения плавящимся электродом;
- длительное пребывание шва в жидком состоянии, способствующее испарению газов.
Суть процесса
Сущность технологии заключается в передаче тока шлаку, а от него – электроду и кромкам деталей. Стабильность процесса обеспечивается постоянной температурой, которая может достигать 1900-2000 °C.
Большая часть тепла попадает в сварочную ванну, далее энергия поступает к краям деталей.
Основные схемы
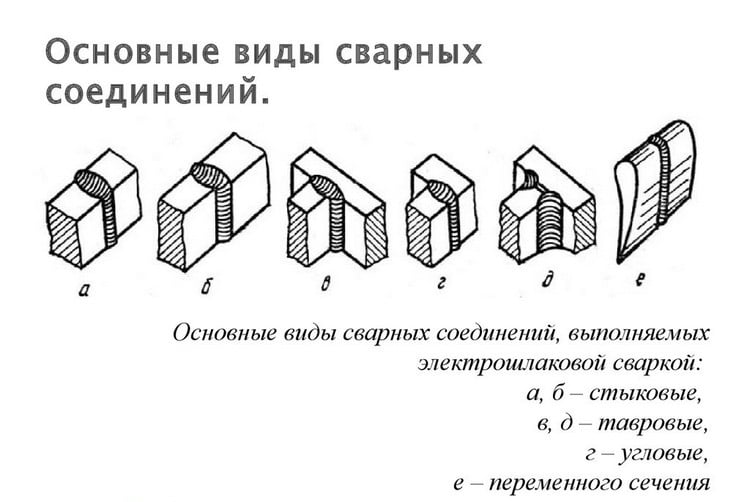
Электрошлаковый метод используют не только для соединения деталей, но и для отлива, наплавки. Сварку выполняют плавящимися электродами или мундштуками, присадочными прутками большого диаметра. Существует 6 основных схем работы, которые можно увидеть на изображении.
Стоит рассмотреть особенности каждого варианта:
- Первые 2 способа считаются самыми распространенными. Их применяют для соединения заготовок высотой 2-4,5 см с помощью присадки диаметром 3 мм.
- Третья схема может использоваться для сварки более массивных конструкций. Толщина каждой детали может достигать 12 см.
- Четвертый вариант отличается высокой производительностью.
- Пятая схема относится к категории узконаправленных методов. Ее используют при работе с низколегированными сталями. Высота листа может достигать 10 см.
- Шестая схема предназначена для создания габаритных конструкций без дальнейшей термической обработки. Толщина свариваемых заготовок может составлять до 6 см. Способ помогает получить прочный однородный шов.
Типы сварных швов и соединений
Технология ЭШС позволяет варить детали, находящиеся в разных пространственных положениях. Самыми используемыми считаются следующие виды швов:
- Стыковые соединения. Между деталями оставляют небольшое расстояние, что считается главной особенностью электрошлаковой технологии. Порядок разделки кромок и формирования сварных швов регулируется ГОСТ 15164. При сварке встык разных по толщине деталей утончают более толстый край. Допускается приваривание металлической пластины к менее массивной заготовке.
- Тавровые и угловые соединения. Применяются реже, чем стыковые. При использовании плавящегося мундштука сварные кромки разделывают K- или V-образным способом.
- Прямолинейные соединения. Выполняются в вертикальном положении. Допускается небольшой наклон.
- Кольцевые швы. Используются при работе со сферическими или цилиндрическими заготовками.
Сферы применения
Технология считается узкоспециализированной. Ее применяют в судо- и автомобилестроении, создании мостов и других массивных конструкций. С помощью ЭШС сваривают опорные элементы прокатных станков, вес которых достигает 100 т. Технология может применяться при электрошлаковом переплаве. Ток в этом случае поступает не к присадочной проволоке, а к расплавляемому материалу. ЭШС не используют для:
- работы с тонкостенными элементами, которые под шлаком полностью расплавляются;
- формирования разнонаправленных соединений;
- сварки слишком массивных деталей, которые невозможно охватить ползунами.
Типы электрошлаковой сварки
Способы различаются видами присадочных материалов и способами их подачи.
С электродными проволоками
Материал выбирают с учетом типа сварочного аппарата, характеристик соединяемых металлов. Проволока поступает в пространство между деталями медленно. Ее подают сверху вниз, следуя за передвигающимися электродами.
С электродами большого сечения
В процессе сварки используются круглые или прямоугольные элементы увеличенного диаметра. Их придвигают к зазору по мере формирования расплава. В отличие от проволоки, электроды увеличенного сечения быстро образуют большой объем шовного материала.
С плавящимся мундштуком
Технология объединяет 2 предыдущих способа. Токопроводящие пластины устанавливают в положение, способствующее быстрому нагреву флюса. По направляющему мундштуку в сварочную ванну поступает проволока. Способ предназначен для формирования криволинейных соединений.
Подготовительные работы
Сварку начинают с выбора присадочных материалов и оборудования. После этого подготавливают детали к соединению.
Выбор сварочных материалов
Типы используемых для ЭШС проволок можно изучить с помощью таблицы:
Выбор режимов
Главными показателями являются:
- сила тока, I;
- снижение напряжения между шлаковой ванной и электродом, U;
- скорость поступления проволоки, Vе;
- скорость ведения электрода, Vсв;
- глубина шлаковой ванны, h;
- вылет проволоки, L;
- скорость колебаний электрода, Vk;
- число стержней, n;
- сечение электрода.
Для расчета силы тока применяют формулу I=(0,22Ve 90)n 1,2(Vсв 0,48Vп)ab, где a и b – высота и ширина заготовок. Скорость подачи присадки составляет: Vе= VсвF/S. Показатели Vk, L, h являются постоянными.
Выбор количества электродных проволок
Параметр зависит от габаритов свариваемых заготовок. Если толщина не превышает 5 см, работают с 1 проволокой. 2 электрода требуются, когда параметр составляет 5-12 см. При сварке более массивных элементов применяют 3 проволоки.
Подготовка изделий
Перед началом работы торцы деталей очищают от ржавчины, оксидной пленки. Для этого используют специальные шлифовальные машины. Кромкам придают нужные формы и размеры. Рекомендуют устанавливать детали с клиновидным зазором, увеличивающимся кверху. Угол раскрытия выбирают с учетом способа сварки и фиксации заготовок. Показатель чаще всего составляет 1-2°. Детали закрепляют планками или скобами, привариваемыми вдоль стыка. После завершения сварки фиксаторы срезают газоплазменным способом.
Технология электрошлаковой сварки
Процесс расплавления кромок деталей начинается после подачи флюса в сварочную ванну. Обрабатываемая область нагревается до нужной температуры. Существуют 2 метода создания шлаковой ванны:
- Твердый старт. Плавление начинается за счет горения электрической дуги. Нужные характеристики ванны поддерживают, подсыпая шлак.
- Жидкий старт. В рабочую зону подают расплавленный флюс. Материал предварительно нагревают в печи.
При использовании первого метода наблюдается повышенный расход электроэнергии из-за необходимости увеличения силы тока. Дно планки нужно засыпать металлическим порошком, требующимся для возбуждения дуги. В процессе нужно контролировать состояние расходных материалов, регулярно добавлять их.
Применяемое оборудование
Чаще всего для сварки электрошлаковым методом используют станок А535. Он работает с переменным током, подходит для создания продольных или кольцевых швов шириной не более 30 см. Аппарат имеет такие технические характеристики:
- толщина свариваемых заготовок – до 45 см;
- способ питания – подключение к сети 380 В;
- число электродов – 3;
- частота тока – 50 Гц;
- диаметр присадочной проволоки – 3 мм.
Реже используется станок А550. Сварка ведется тем же способом, что и при работе с предыдущим агрегатом. Однако технические характеристики станков несколько отличаются. В А550 устанавливают высоту хода автоматических ползунов, зависящую от толщины деталей.
Контроль качества
Появление дефектов ухудшает качество сварного соединения, делая его менее прочным. Для обнаружения недостатков предназначены специальные методы.
Характерные дефекты
При работе по технологии ЭШС сварные соединения могут приобретать такие недостатки:
- Горячие трещины. Возникают при работе с любыми видами сталей. Однако наиболее подвержены трещинам высокоуглеродистые сплавы. Способствует появлению дефектов и высокая скорость сварки при жесткой фиксации деталей.
- Холодные трещины. Появляются при соединении заготовок из среднелегированных сталей с ферритовой присадкой. Предотвратить появление дефектов помогает уменьшение глубины ванны, равномерный провар соединения.
- Иные дефекты. К ним относятся посторонние включения, поры, непровары. Появляются при несоблюдении правил сварки.
Способы контроля сварных швов
Соединения, получаемые в результате ЭШС, требуют комплексного исследования. Применяют такие методы контроля:
Преимущества и недостатки
К положительным качествам технологии относятся:
- Защищенность металла от окисления. Нет необходимости использовать аргон или другой газ.
- Равномерный разогрев, медленное остывание деталей. Повышение температуры начинается с флюсового слоя. Шлаковое покрытие поддерживает стабильный уровень нагрева. Это положительно влияет на качество шва.
- Минимальное влияние силы тока на процесс формирования соединения. Прогрев происходит не из-за дуги, а благодаря шлаку. Расплавление не прекращается после отключения станка от электросети.
- Возможность сваривания толстых деталей за 1 проход. Необходимость формирования многослойных швов отсутствует. При использовании 2 электродов можно соединять заготовки толщиной более 20 см.
- Минимальный расход шлака. Объем материала не превышает 5% от массы металла. Затрачивается небольшое количество энергии. Потери, свойственные другим технологиям сварки, отсутствуют.
- Высокий КПД. При минимальных денежных вложениях можно выполнять объемные сварочные работы.
- Автоматизация большей части сварочных процессов.
- Сокращение длительности подготовительного этапа. Необязательно разделывать кромки. Зазор между деталями заполняется расплавом.
К недостаткам метода можно отнести:
- невозможность формирования некоторых видов швов (способом ЭШС выполняют лишь вертикальные или подобные им соединения);
- непрерывность процесса;
- зернистость корневого слоя, снижающая прочность шва.
Дополнительная информация
Параметры шва (ширину, глубину, внешний вид) можно менять, используя тот или иной режим. Главными факторами считаются:
- места установки электродов;
- скорость ведения сварки;
- число электродов;
- электрические параметры.
Дополнительные величины должны устанавливаться в соответствии с основными. Малейшие изменения отражаются на свойствах шва. При небольшой удельной силе тока электрошлаковая сварка протекает стабильно. С ее помощью можно соединять стержни с металлическими листами.
В промышленных масштабах для вертикального соединения металлов используют метод ЭШС. Электрошлаковая сварка позволяет при минимальных затратах получать качественное соединение. Флюс не только предохраняет расплав от окисления, но и обеспечивает прогрев деталей. Электрод или сварная проволока выступают легирующим металлом, в составе расплава до 20% присадки. Он заполняет зазор между соединяемыми элементами, образуется плотный шов однородной структуры. Об особенностях ЭШС, преимущества и недостатках стоит сказать подробнее.

Сущность процесса и область применения
Что же такое электрошлаковая сварка? Нагрев металла в шлаковой массе, разогреваемой электрической дугой переменного тока. Она возникает между электродом и деталью. Другого не дано. Шлаковая ванна выполняет роль защитной атмосферы. С обеих сторон от расползания он сдерживается двумя параллельно расположенными бегунами. Они ограничивают площадь разогрева деталей. Электрод или присадочную проволоку опускают во флюс. При прохождении тока он плавится, образуя с металлом ванну расплава.
В сущности, электрошлаковая сварка – это бездуговая вертикальная сварка, в процессе задействован температурный потенциал разогреваемого током шлака. Он остается в зоне шва благодаря ползунам. Фокус заключается в том, что вертикальным способом можно за один проход проварить толстый слой сплава.
В процессе разогрева жидкий металл за счет большой плотности оседает вниз, заполняя зазор, а легкие шлаковые образования всплывают, захватывая с собой пузырьки воздуха из расплава. Ванна расплава четко разграничена на две фракции: металл/неметалл благодаря высоте сварочной зоны.
Область использования метода ЭШС ограничена:
- не применяется для тонкостенных элементов, они под шлаком расплавятся полностью;
- не образует разнонаправленных швов;
- размер деталей не должен выходить за рамки возможностей установки ползунов.
Метод удобен для сварки массивных элементов из различных стальных сплавов от чугуна до высоколегированных.
Виды электрошлаковой сварки
Разновидности ЭШС по виду присадки, способу ее подачи:
- С использованием проволоки. Она подается в ванну расплава постепенно, сверху вниз, вслед за перемещающимися в одной горизонтальной плоскости электродами.
- С использованием пластин и токоподающих электродов круглой или прямоугольной формы. Пластины опускаются к зазору по мере необходимости образования расплава. В отличие от проволоки одномоментно образуют большой объем расплава.
- С использованием мундштука. По сути, это унификация первых двух способов. Токоподающие пластины фиксируются в определённом положении, флюс быстро прогревается. А к зазору по направляющему мундштуку подается проволока. Этот метод разработан для криволинейных швов.
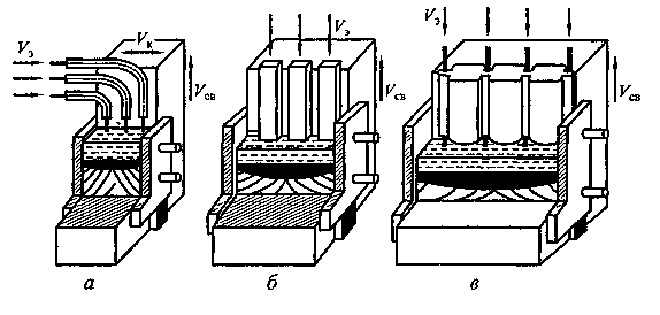
Способы электрошлаковой сварки: а) с использованием проволоки; б) с использованием пластин и токоподающих электродов; в) с использованием мундштука.
Технология электрошлаковой сварки
Две свариваемые детали располагаются рядом с небольшим зазором, с торцов плотно фиксируются медными бегунами. От возбуждения электродуги слой флюса расплавляется, образуя горячий шлак. Он заполняет все ограниченное пространство. За счет хорошей электропроводности шлака дуга угасает, но движение тока при этом не прекращается, выделяется тепло, шлаковые частицы прогреваются до температуры плавления присадки и мягкости сплава. Расплав заполняет зазор, образуется однородный шов. Он защищен шлаковой ванной, разогретой свыше 1500°С. Во флюс можно одновременно опустить параллельно несколько присадок, все они будут равномерно разогреваться горячим шлаком. Подаются они всегда сверху вниз. При искусственном охлаждении ползунов (к ним подводится вода) нижние диффузионные слои твердеют постепенно и равномерно.
Виды сварных швов, образуемых методом ЭШС:
- стыковые прямой, криволинейной формы;
- тавровые, двутавровые;
- угловые односторонние, двухсторонние;
- вертикальные переменного сечения.
Оборудования и материалы для ЭШС
Технология предполагает использование ограничительных ползунов из чистых медных сплавов и шлакообразующих флюсов. Их химический состав зависит от марки стали. На флюсе типа АН-8, АН-22 или АН-47, содержащим до 40% кремния, 20% марганца и 15% алюминия, производится сварка низколегированных углеродистых сталей. Шлаковую ванну для высоколегированных сплавов, чугуна создают путем расплавления фторидных флюсов АНФ-1, АНФ-9 с оксидом титана. Для нержавеющего нужен состав АН-45 с зерном до 1,6 мм. Безмарганцевые флюсы применяют для бронированных сплавов.
Преимущества и недостатки
Логичнее начать с достоинств ЭШС:
Несколько минусов, которые нельзя скидывать со счетов:
- Вариативность швов уменьшается, методом ЭШС выполняют только вертикальные или сильно приближенные к ним швы.
- Процесс непрерывный, нельзя остановиться на середине шва, пострадает качество соединения.
- Высокая зернистость диффузионного слоя, при минусовых соединениях пластичность металла существенно снижается, шов приобретает хрупкость.
В промышленных масштабах электрошлаковая сварка экономически целесообразна при соединении толстых элементов. Для тонкостенных деталей расходы на оборудование окажутся слишком большими.
Электрошлаковая сварка появилась не так давно – несмотря на это, она уже успела завоевать популярность среди специалистов в своей области. Этот вариант сваривания деталей относится к перспективным технологическим процессам, так как позволяет соединять металлические изделия с различной толщиной.


Что это такое?
Электрошлаковую сварку относят к термическим видам плавки металла. Источником нагрева в данном случае выступает тепло, которое выделяется энергетическим носителем в процессе прохождении ванны из шлака. Обычно такая сварка используется при необходимости вертикально соединить всевозможные элементы конструкций и заготовок.
Характеристика процесса подразумевает нагрев рабочей области теплом из ванны со шлаком, что присутствует в составе. Процедура нагревания масс шлака возможна благодаря наличию электротока. Суть проведения данной процедуры заключается в плавке и быстром последующем охлаждении заготовки. Чтобы электрошлаковая сварка прошла успешно, мастерам необходимо воспользоваться специальным оборудованием.
Классификация электросварки происходит с учетом количества электродов и возможностей его колебаний. В ГОСТах присутствует вся информация, которая касается требований, условий, иных моментов, что обязательно должны учитываться во время сварки. В ГОСТ 30482-97 описаны правила сварочных процедур, в ГОСТ 9087-81 имеется информация о сварочных материалах, а в ГОСТ 15164-78 указаны виды, габариты и элементы процесса.
Читайте также: