
Дуговая наплавка под флюсом кратко
Обновлено: 28.06.2024
Сущность процесса наплавки под флюсом, оборудование и материалы.
Отличительной особенностью процесса автоматической сварки под флюсом является то, что сварочная дуга горит не на открытом воздухе, а под слоем зернистого сыпучего флюса. Под действием тепла дуги расплавляется основной металл детали, электродная проволока и часть флюса, непосредственно прилегающая к зоне наплавки. Электродная проволока подаётся вниз в зону наплавки со скоростью её плавления, плавится и переходит в пол в виде отдельных капель.
Расплавленный флюс образует плотную эластичную оболочку флюсо-газовый пузырь. Поверх этого пузыря находится слой жидкого шлака, (см. “Разрез горения дуги под флюсом”). Флюсово-газовый пузырь надёжно защищает расплавленный металл от вредного воздействия кислорода и азота в воздухе, а также предохраняет металл от разбрызгивания.
Во флюсово-газовом пузыре создаётся большое давление газов, которое оттесняет часть жидкого металла в сторону противоположную направлению наплавки. После остывания жидкого металла образуется наплавленный слой покрытый затвердевшей шлаковой коркой.
Шлаковая корка удаляется с поверхности наплавленного металла лёгкими ударами молотка или зубила в торец корки. При наплавке больших цилиндрических или конических изделий её удаляют специальным скребком.
Преимущество автоматической наплавки под слоем флюса по сравнению с ручной электродуговой наплавкой:
1. Автоматическая наплавка повышает производительность труда на сварочно-наплавочных работах в 6-7 раз.
2. В результате рационального использования тепла дуги уменьшается расход электроэнергии. При ручной сварке на 1 кг наплавленного металла расходуется 6-7 квт-ч электроэнергии, а при автоматической – 3,5 квт-ч.
3. Потери электродного материала в виде огарков на разбрызгивании и угар при ручной наплавке составляет 20-30%, а при автоматической наплавке под флюсом не более 2-4%.
4. При автоматической наплавке качество наплавленного слоя не зависит от квалификаций сварщика, в то время как при ручной наплавке качество слоя в значительной степени определяется квалификацией рабочего.
Высокая производительность труда при автоматической наплавке под слоем флюса объясняется тем, что допускается большие плотности тока (150-200) без опасности разогрева электрода, т. к ток подводится через контакт на небольшом расстоянии от конца электрода.
Автоматическая наплавка нашла широкое применение при восстановлении деталей тракторов и с.-х. машин (катки, оси, колёса). Восстановить детали менее 50 мм наплавкой под флюсом не рационально т. к. сыпучий флюс не будет удерживаться на поверхности детали. Кроме того, детали будут подвергаться чрезмерному нагреву, при котором увеличивается коробление и появляется опасность их прожога. Такие детали лучше восстанавливать вибродуговой наплавкой с применением порошковой проволоки.
На плакате (лаборатория ремонта машин) приведена схема установки для наплавки цилиндрических деталей. Для наплавки деталей под слоем флюса выпускаются наплавочные головки различных конструкций. Основные части наплавочной головки - механизм подачи проволоки с редуктором для изменения скорости её подачи, бункер для флюса с флюсопроводом и специальный мундштук для проволоки. Наплавочную головку укрепляют изолированно на суппорте токарного станка, снабжённого редуктором для изменения часты вращения детали под от 0,29 до 4 об/мин. Электродная проволока сматывается с кассеты, а флюс под действием собственного веса подаётся на бункера. Для питания дуги используется источник постоянного тока. Переменным током пользуются сравнительно редко. При колебаниях напряжения переменного тока в сети дуга менее устойчива, вследствие чего получается неровный наплавленный слой. ”Минус” источника тока соединяется с массой станка, “плюс” с электродной проволокой. Для автоматического управления процессом (подача проволоки, включения станка и источника тока) предназначен аппаратный ящик.
Ток поступает к детали через медно – графитные щётки и кольцевую медную шину, закреплённую на патроне станка. Метал наплавляют при продольном перемещении суппорта с наплавочной головкой.
Станки
Для наплавки цилиндрических деталей используются токарные станки. Тип токарного станка определяется исходя из размеров восстанавливаемой детали, (высота центров станка, расстояние от патрона задней бабки). Для наплавки можно использовать изношенные останки, т. е. высокой точности от них не требуется. Число оборотов станка должно регулироваться в диапазоне 0,5 до 5 об/мин. Большинство токарных станков имеет минимальное число оборотов 10-20 об/мин. Поэтому для снижения числа оборотов установка оборудуется редуктором.
Наплавочные автоматы
Для наплавки деталей применяются наплавочные автоматы А-384Н, А-384 и др. Основные части наплавочной головки – механизм подачи проволоки с редуктором для изменения скорости её подачи, бункер для флюса с флюсопроводом и специальный мундштук для проволоки.
Данный способ наплавки применяется в основном для восстановления плоских поверхностей деталей, а также есть возможность наплавки цилиндрических деталей.
Этот способ предусматривает совмещение нескольких основных движений электродов — один из них подача по мере оплавления к детали и перемещение вдоль сварочного шва.
Способ наплавки под флюсом заключается в том, что в зону горения дуги специально, автоматически происходит подача сыпучего флюса и электродной проволоки. Под влиянием высокой температуры образуется так называемый газовый пузырь, в котором существует дуга, она и расплавляет металл. Часть флюса начинает плавиться, при этом образуя вокруг дуги эластичную и гладкую оболочку из жидкого флюса, которая выступает защитой расплавленного металла от окислителя, уменьшает разбрызгивание и угар. После кристаллизации расплавленного металла образуется сварочный шов.
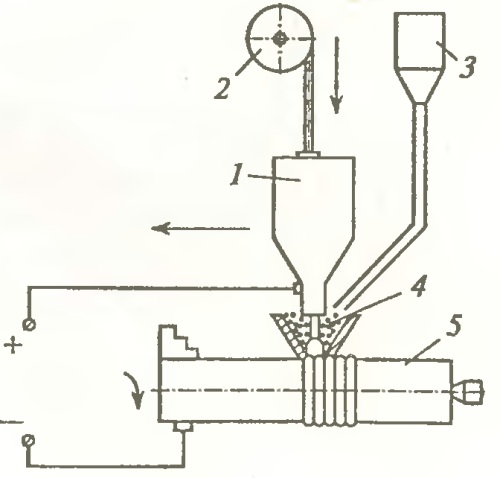
Схема автоматической дуговой наплавки цилиндрических деталей под флюсом:
1 — патрон; 2 — кассета; 3 — бункер; 4 — флюс; 5 — деталь.
— возможность получения требуемого покрытия с определенным составом, т. е. легируемый металл через проволоку и флюс и равномерного по химическому составу и свойствам;
— защита сварочной дуги и ванны жидкого металла от вредного влияния кислорода и азота воздуха;
— выделение растворенных газов и шлаковых включений из сварочной ванны в результате медленной кристаллизации жидкого металла под флюсом;
— возможность использования повышенных сварочных токов, которые позволяют увеличить скорость сварки, что способствует повышению производительности труда в 6-8 раз;
— экономичность в отношении расхода электроэнергии и электродного металла;
— отсутствие разбрызгивания металла благодаря статическому давлению флюса; возможность получения слоя наплавленного металла большой толщины (1,5—5 мм и более);
— независимость качества наплавленного металла от квалификации исполнителя;
— лучшие условия труда сварщиков ввиду отсутствия ультрафиолетового излучения; возможность автоматизации технологического процесса.
— значительный нагрев детали;
— невозможность наплавки в верхнем положении шва и деталей диаметром менее 40 мм из-за отекания наплавленного металла и трудности удержания флюса на поверхности детали;
— сложность применения для деталей сложной конструкции, необходимость и определенная трудность удаления шлаковой корки;
— возможность возникновения трещин и образования пор в наплавленном металле.
Режим наплавки определяется силой тока, напряжением, скоростью наплавки, материалом электродной проволоки, ее диаметром и скоростью подачи, маркой флюса и перемещением электрода, шагом наплавки.
Наплавка под слоем флюса, будучи механизированным процессом, как правило, выполняется для восстановления цилиндрических и плоских поверхностей.
1 Дуговая наплавка под флюсом – что она собой представляет?
Под наплавкой понимают операцию нанесения восстановительного или защитного металлического слоя на поверхность обрабатываемой детали (конструкции), осуществляемую посредством сварочного оборудования. По характеру процесса такая процедура восстановления деталей бывает прерывистой и непрерывной, по уровню механизации – автоматической, механизированной, ручной и автоматизированной.
Также наплавку различают по варианту защиты металла при ее выполнении:
- под расплавленным (предварительно) покрытием сварочного стержня;
- под слоем флюса.
Нас в рамках данной статьи интересует второй способ защиты металлических деталей.
Наплавка под флюсом вала или какого-либо иного изделия – это операция, в ходе которой сварочная дуга, горящая между деталью из металла и электродом, предохраняется от внешних воздействий составом, прошедшим процедуру расплавления.

Наплавка под флюсом осуществляется посредством совмещения двух движений сварочных стержней. Они, во-первых, передвигаются вдоль получаемого шва, а во-вторых, подаются ближе к детали по мере оплавления. Заметим, что расплавление флюса производится сварочной дугой, а его толщина варьируется в пределах 2–4 сантиметров.
Описываемый метод защиты дает гарантию на то, что воздух из окружающей среды не сможет влиять на металл. Следовательно, негативного процесса окисления вала или плоской конструкции наблюдаться не будет. Применение флюса также обеспечивает сохранность тепла в зоне проведения наплавки и исключает вероятность разбрызгивания металла.
В большинстве случаев обработка деталей по такой технологии ведется проволокой без покрытия, которая выполняет функцию электрода. Выбор сечения используемой сварочной проволоки обуславливается конкретными задачами, ставящимися перед процедурой наплавки. Разрешается применять проволоку диаметром 1–6 миллиметров.

Увеличения производительности и эффективности операции можно добиться двумя путями:
- подачей посредством двух сварочных приспособлений, работающих в полуавтоматическом режиме, в область наплавки одновременно двух проволок;
- применением электродов ленточного типа.
Наплавление вала, других цилиндрических деталей либо изделий с плоской поверхностью в большинстве случаев ведется на обратном по полярности токе:
- на обрабатываемую конструкцию идет "минус";
- на проволоку для сварки подается "плюс".
2 Наплавка под слоем флюса – достоинства и недостатки методики
На сегодняшний день операция с использованием расплавленного флюса считается самым широко распространенным вариантом наплавки деталей. Причин тому множество. Мы хотим выделить ключевые достоинства этой методики:
- Процесс характеризуется простотой выполнения всех необходимых работ. С наплавкой легко справляются сварщики с достаточно низкой профессиональной подготовкой.
- Производительность труда находится на очень высоком уровне. Это преимущество полностью проявляет себя при обработке простых по конфигурации деталей, поверхность коих описывается сравнительно большими размерами (обработка вала с применением флюса, правда, не будет столь высокопроизводительной).
- Гарантия максимальной безопасности для специалиста, выполняющего наплавку. Сварщик практически полностью защищен от риска получения ожога из-за отсутствия горячих брызг во время процесса.
- Качество наплавочных работ очень высокое. Эстетические показатели обработанных изделий безупречны, а главное, наплавленный металлический валик характеризуется отличной надежностью и прочностью. Эксплуатационный потенциал деталей, прошедших процедуру восстановления, по-настоящему безупречен.

Явных "минусов" рассматриваемой методики не так уж и много. Но они все же есть. Специалисты выделяют несколько недостатков применения флюса:
- Увеличенная зона нагрева. Она не позволяет производить наплавку изделий с малыми геометрическими размерами (например, небольшого вала), а также конструкций очень сложной формы.
- Оборудование имеет высокую стоимость. Намного дешевле использовать стандартное оборудование, предусматривающее выполнение работ покрытыми электродами для ручной дуговой сварки (наплавки).
- Снижение показателя прочности обработанных изделий (иногда их прочностные характеристики уменьшаются на 30–40 процентов).

Кроме того, в наплавленном металле могут формироваться поры и крупные по размерам трещины, что, конечно же, ухудшает эксплуатационные показатели вала либо другой детали после наплавки.
3 Оборудование для автоматической наплавки и особенности его эксплуатации
При обработке цилиндрической поверхности (например, вала) изделие монтируется на центрах либо в патроне обычного токарного станка, который определенным образом модифицируют так, чтобы на его суппорте можно было разместить устройство для наплавки. Наплавочный аппарат располагает специальной кассетой, из которой к электродуге подается сварочная проволока. Подача становится возможной за счет наличия подающего механизма.
При вращении вала проволока начинает перемещаться вдоль шва, а суппорт, передвигаясь в продольном направлении, перемещает электрод по длине детали. Мелкий сыпучий флюс при этом подается из бункера в область горения, где происходит плавление некоторой его части, что приводит к созданию эластичной оболочки вокруг сварочной дуги. Для того чтобы жидкий металл не отекал, проволоку слегка смещают в сторону, которая является по отношению к вращению вала противоположной.

Для выполнения процесса обычно применяется наплавочное оборудование (установки) УД209 и СН2, а также наплавочные специальные головки ОКС5523, А580М, А765. Рекомендуется использовать для наплавки следующие виды проволоки:
- для изделий из высокоуглеродистых сталей – Нп40Х13, Нп80, Нп65Г;
- для деталей из кремниймарганцовистых и марганцовистых сплавов – Св15Г, Св08Г, Св12ГС, Св08ГС, Св08ГА;
- для изделий из низколегированных сталей и сплавов с небольшим содержанием углерода – Св08А и Св08.

Применяемые в наши дни составы для автоматической наплавки под флюсом подразделяют на:
- Комбинированные (спецсмеси). Они включают в себя жидкое стекло, графитовый и феррохромовый порошок и какой-либо плавленый стандартный флюс.
- Керамические. В них обязательно имеются шлакоформирующие и особые стабилизирующие добавки, а также легирующие компоненты. Такой состав керамических флюсов обеспечивает наплавленному слою повышенную стойкость против износа и хорошие показатели твердости. Известные флюсы данной группы – ЖСН1, АНК30, АНК18, КСХ14Р.
- Плавленые. Данные составы используются наиболее часто. В них нет легирующих компонентов. Чаще всего наплавка ведется флюсами АН28, ОСу45, АН348А, АН20.
4 Использование электродной ленты для выполнения наплавки под флюсом
В Советском Союзе в середине прошлого столетия создали уникальный метод восстановления деталей при помощи электродов ленточного типа, которые представляют собой стальную широкую ленту. Ее к основному металлу при наплавке размещают почти под прямым углом, что приводит к повышению производительности выполнения наплавочных мероприятий.

Ленточные электроды обеспечивают возможность:
- увеличивать силу тока для осуществления процесса, а также его скорость;
- наносить за несколько проходов (а иногда и за один) необходимый по толщине наплавочный слой;
- получать большой по ширине и при этом абсолютно плоский наплавленный валик.
Чаще всего описываемые электроды применяются для обработки коррозионностойких металлов и сплавов. Ширина таких сварочных ленточных стержней может достигать 18 сантиметров. Теоретически можно использовать и более широкие электроды, но тогда возрастает вероятность того, что наплавляемый валик просто-напросто потеряет свою форму.

Различные дуговые способы сварки и наплавки чаще всего применяются при ремонте изношенных или поврежденных деталей. Благодаря своей универсальности, простоте в освоении и работе, относительной дешевизне расходников и оборудования данные методы металлообработки получили наибольшее распространение.
Тот или иной способ работы с металлом выбирается, исходя из характера поломки, типа металла, свойств обрабатываемой поверхности и других параметров. Из нашего материала вы узнаете о технологии выполнения различных видов сварки и наплавки, их преимуществах и недостатках.
4 способа дуговой сварки
Сварка металла электрической дугой (также ее называют электродуговой или просто дуговой) является на данный момент самым распространенным способом неразъемного соединения различных металлов методом плавления. При такой технологии используется процесс сильного локального нагрева свариваемых кромок деталей до жидкого состояния с помощью электрической дуги. После затвердевания эти части образуют сварочный шов. Самое массовое применение в различных производственных отраслях нашли четыре способа дуговой сварки.

-
Ручная дуговая сварка металла.
Такая технология выполняется двумя способами: с использованием неплавящихся или плавящихся электродов.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При ручном дуговом способе сварки неплавящимся электродом свариваемые кромочные поверхности заготовок располагаются впритык между собой. Возбуждается дуга между предназначенными для соединения частями изделия и неплавящимся (графитовым или угольным) электродом. Стыки деталей и присадка, которая подается в зону дуги, разогреваются до температуры плавления, в результате образуется ванна из расплавленного металла. После их затвердевания в ванночке образует сварной шов. Такой вид сварки применяют при наплавке твердых сталей, а также при сваривании цветных металлов и их сплавов.
Ручную дуговую сварку плавящимся электродом проводят при помощи так называемого штучного электрода, имеющего специальное покрытие. При такой технологии этот способ является наиболее распространенным. Электрическая дуга возбуждается аналогично варианту, рассмотренному выше, но в этом случае осуществляется плавление не только кромок, но и самого электрода. В результате образуется общая ванна расплавленного металла, которая затвердевает при охлаждении и формирует сварной шов.
Полуавтоматическая и автоматическая способы сварки под слоем флюса предназначены для механизации двух главных движений, производимых вручную при обычном типе сварки, – передвижение электрода вдоль линии свариваемых кромок изделия и его подача в зону дуги. При полуавтоматической сварке автоматизируется только подача электрода в зону дуги, а его перемещение по линии свариваемых стыков сварщик производит самостоятельно.
Автоматический дуговой способ сварки металла включает в себя механизацию всех необходимых основных операций. Расплавленный шлак, появившийся при плавлении флюса, который подается в зону дуги, выполняет функцию защиты расплавленного металла от воздействия азота и кислорода. Такой способ сварки обеспечивает качественное сварное соединение и высокую производительность.
Дуговой способ сварки металла в защитном газе производится с помощью неплавящихся (вольфрамовых) или плавящихся электродов. При первом варианте сварной шов формируется за счет плавления кромок металлического изделия. В некоторых случаях используется подача присадочного материала в зону дуги. Второй вариант подразумевает расплавление электродной проволоки и ее участие в формировании шва. Подача струи защитного газа, выталкивающего воздух из зоны дуги, исключает процессы азотирования и окисления расплавленного шва.
Электрошлаковый дуговой способ сварки основан на выделении теплоты при прохождении электрического тока через расплавленный шлак. Взаиморасположение электрода и свариваемых кромочных поверхностей изделия производится под углом 45° или вертикально. Шлак выполняет функцию защиты расплавленного металла от негативного влияния воздуха. С нижней стороны к свариваемым деталям ручным способом приваривают металлический поддон. По обе стороны зазора между изделиями устанавливают формирующие шов подвижные медные ползуны, охлаждаемые водой с внутренней полости. После этого на поддон насыпают специальный флюс, сверху которого размещены одна или две электродные проволоки.
Под слоем флюса между поддоном и электродом возбуждается дуга. Специальный механизм подает электродную проволоку в область горения дуги. В результате образовавшейся высокой температуры происходит расплавление флюса и проволоки, появляется ванна расплавленного металла со шлаковым слоем над ней. При прохождении тока через расплавленный шлак, обладающий высоким сопротивлением (по закону – Джоуля Ленца), создается необходимая для сварки температура. Пропорционально объему накопленного в ванне шлака и жидкого металла механизм подачи флюса и электродной проволоки вместе с медными ползунами автоматически снизу вверх перемещаются с той же скоростью, с какой поднимается жидкий металл.
Рекомендуем статьи по металлообработке
Механизированные дуговые способы наплавки
При выборе дугового способа наплавки необходимо учитывать такие важные параметры, как характеристики материала детали, предназначенной для реставрации, физико-механические свойства наплавляемого покрытия, геометрические параметры заготовки, уровень износа и некоторые другие.

Существует два вида механизированной сварки (наплавки) – автоматическая и полуавтоматическая. В первом случае происходит механическая подача как электродных расходных материалов (лент или проволок) в область обработки, так и относительное перемещение детали и электрода. При полуавтоматическом способе сварки механическим способом перемещаются только электроды. Подача электродной проволоки производится по шлангу к держателю, который перемещается самим сварщиком по необходимой траектории вручную.
Для выполнения работ при автоматическом дуговом способе наплавки требуется следующая базовая комплектация оборудования: сварочная головка, токарный или специальный станок, источник питания и аппаратный ящик.
Конструкция сварочной головки (автомата) состоит из механизма подачи ленты или электродной проволоки (чаще всего применяются тяговые ролики) с блоками регулировки скорости подачи, опускания, подъема, поворота головки.
Некоторые модели установок для наплавки, помимо устройства подачи электрода к заготовке, оснащаются механизмом, производящим поперечные колебания электрода, что позволяет получать за один проход слой наплавления значительно большей ширины. Это способствует повышению производительности и качества шва.
Способ дуговой наплавки под слоем флюса
В отличие от ручного дугового способа наплавки, при этом методе показатель допустимой плотности тока увеличивается до 10 раз (может быть в диапазоне от 150 до 200 А/мм 2 ), что допускает применять повышенные мощности сварочной дуги без риска перегреть электрод. При этом производительность наплавки может возрасти до семи раз.

Горение дуги происходит под слоем флюса, благодаря которому происходит значительное снижение теплового обмена с внешней средой. В итоге происходит существенное понижение удельного потребления электроэнергии в процессе наплавки металла с 6–8 кВт∙ч/кг до 3–5 кВт∙ч/кг. Кроме этого, обеспечивается защита сварочной ванны от негативного воздействия азота и кислорода воздушной среды. По сравнению с методом наплавки штучным электродом, при данной технологии наличие кислорода в наплавленном слое сокращается более чем в 20 раз, а азота становится в три раза ниже.
При дуговом способе наплавки под слоем флюса, по сравнению с ручной дуговой сваркой, процентный показатель потерь электродного материала на огарки и разбрызгивание сокращается с 20–30 до 2–4 %.
Между концом электродной проволоки и поверхностью детали происходит возбуждение сварочной дуги. Проволока поступает к зоне сваривания через мундштук механизма подачи, а основной металл и флюс – из флюсопровода. При высокой температуре сварочной дуги происходит плавление проволоки, флюса и основного металла и образуется сварочная ванна. Над зоной сварки образовывается жидкая пленка из флюса, то есть происходит горение дуги в газовом пузыре под расплавленной оболочкой из флюса.
Способность оболочки из флюса поддерживать тепло дуги позволяет сократить потери на угар наносимого металла и защитить расплавленную ванну от соединения с азотом и окисления. Помимо этого, флюс (как сыпучий, так и жидкий) осуществляет давление на расплавленный металл, что способствует качественному формированию шва.
На основном металле толщина флюса находится в пределах от 20 до 80 мм, притом та часть, которая не была задействована в процессе сварки, возвращается в бункер. При перемещении сварочной ванны происходит остывание уже наплавленного металла с образованием поверх него шлаковой корки, которую впоследствии легко отделить легкими ударами заостренного молотка. Шлак дробят и в смеси со свежим флюсом повторно применяют для сварки.
С помощью дугового способа наплавки под слоем флюса можно восстанавливать и упрочнять довольно изношенные детали – с износом до 5 мм. Такую технологию используют для наплавки металлических поверхностей с цилиндрической формой (различных осей, валов, опорных катков), плоских изделий (фланцев) и деталей с криволинейными формами (лопасти гидротурбин, зубья звездочек и т. д.).
К недостаткам можно отнести следующие моменты: не используется при наплавлении деталей диаметром меньше 50 мм, не видно сварочную ванну, большой расход флюса и его высокая стоимость.
При наплавке применяется постоянный ток, так как это позволяет обеспечивать устойчивость горения дуги и, соответственно, стабильный и качественный сварной шов. Полярность используют обратную, т. е. на электрод подают положительный потенциал, а на металлическую заготовку – отрицательный. При таком способе происходит меньший нагрев детали, значит, сокращаются тепловые потери.
Вибродуговая наплавка: описание технологии
Вибродуговой способ наплавки является разновидностью автоматической сварки в среде защитных газов и под слоем флюса. При такой технологии применяют постоянный ток с обратной полярностью напряжением от 12 до 20 В и плотностью от 50 до 70 А/мм 2 .
В качестве источников питания применяют выпрямитель с жесткой внешней характеристикой и сварочный преобразователь. Для дополнительной индуктивности и стабилизации сварочного тока используют дроссель низкой частоты.

В конструкции наплавочной головки имеется механизм подачи, с помощью которого в зону горения дуги с заданной скоростью подается электродная проволока. При помощи электромеханического вибратора мундштук совершает возвратно-поступательные движения (вибрации) с частотой колебаний от 100 до 120 Гц.
Значение амплитуды колебаний электрода относительно детали находится в диапазоне 1–3 мм. Периодическое прерывание дуги является причиной мелкокапельного переноса металлических частиц с поверхности электрода на заготовку. По этой причине формируется предельно минимальная сварочная ванна, обеспечивающая довольно надежное сплавление основного и электродного металла, небольшую глубину области термического воздействия и невысокое нагревание заготовки, намного меньшее по сравнению с обычной дуговой наплавкой выгорание легирующих элементов.
Метод вибродуговой наплавки широко используется для восстановления износа наружных и внутренних поверхностей деталей из стали и чугуна, имеющих цилиндрические и конические формы, а также плоские заготовки. Диапазон диаметральных размеров деталей, обрабатывающихся таким способом, составляет от 8 до 200 мм.
Однослойная наплавка обеспечивает толщину слоя от 0,3 до 3 мм, а при нанесении нескольких слоев ее можно произвести любой толщины.
Функцию защиты расплавленного металла могут выполнить также пар, флюс и углекислый газ.
Способ дуговой наплавки в среде защитных газов
Для сварки различных марок металла используются следующие виды защитных газов:
- азот – для меди и сплавов на ее основе;
- углекислый газ, водяной пар – для чугуна и стали;
- гелий и аргон – для любых металлов;
- различные смеси газов.
Высокая стоимость инертных газов вынуждает ограничивать их применение при дуговом способе наплавки деталей из высоколегированных сталей и сплавов из алюминия.
Подача электродной проволоки в зону горения дуги через наконечник и мундштук, которые расположены внутри газоэлектрической горелки, происходит с определенной скоростью при помощи специального механизма.
Во время контакта детали и сварочной проволоки возникает дуга. Сразу же начинается перемешивание расплавленного металла детали и электрода. По трубке в зону горения дуги под давлением 0,05–0,2 МПа осуществляется подача углекислого газа, который вытесняет воздух и тем самым защищает расплав от негативного воздействия азота и кислорода.
При дуговом способе наплавки может использоваться токарный станок, деталь устанавливают и зажимают в патроне, на суппорте крепится наплавочная головка. Углекислый газ из баллона подается в зону горения дуги. При выходе газа из баллона происходит его быстрое расширение и понижение температуры, по этой причине остаточная влага в баллоне может привести к обмерзанию понижающего редуктора и его преждевременной поломке. В целях исключения такого отрицательного момента применяют осушитель и подогреватель.
Газ проходит по змеевику, подогревается при помощи электрического тэна. После этого он поступает в осушитель, в котором методом взаимодействия с поглотителями влаги (может быть медный купорос или силикагель) происходит его обезвоживание. Расходные параметры углекислого газа контролируются при помощи расходомера.
Из-за относительно небольшой стоимости углекислого газа дуговой способ наплавки в среде СО2 постепенно вытесняет вибродуговой метод и в какой-то степени наплавку под слоем флюса, а, помимо всего, и сварку штучными электродами при сваривании дугой стального тонколистового материала. Если сравнить со сваркой под слоем флюса, такой способ наплавки обладает производительностью на 25–30 % выше, причем его стоимость ниже на 10–20 %. Процесс можно довольно просто автоматизировать и механизировать, так как сварка и наплавка производится в любом пространственном положении. При отсутствии флюса исключается операция по отбиванию зоны сварного шва от шлаковых включений и остатков флюса, что особенно характерно при наплавке в несколько слоев.
С уменьшением зоны термического влияния обеспечивается высокое качество сварки, появляется возможность реставрировать детали с меньшими диаметрами (10–12 мм), а также сваривать металлы небольшой толщины. Механизированный дуговой способ наплавки в углекислом газе широко используют при ремонтах кузовов, кабин и других деталей из листовой стали небольшой толщины, а также для реставрации поверхностей шеек валов, пальцев, зубьев различных шестеренок и звездочек, осей, резьбы и др.
К минусам такого метода наплавления и реставрации поверхностей можно отнести относительно большие потери электродного материала (8–12 %) и открытое световое излучение дуги. На наплавленном слое часто появляются различные трещины и выгорание легирующих элементов. Это происходит по причине разложения углекислого газа при высоких температурах на атомарный кислород и оксид углерода. Чтобы избежать таких процессов, используют электродную проволоку с высоким содержанием кремния, хрома, марганца и некоторых раскислителей, таких как Св-15Х12НМВФБ, Св-08ХГСМА, Св-08Г2С.
Наплавка дуговым способом в среде углекислого газа производится на обратной полярности и постоянном токе.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
По статистике при восстановлении деталей в 60% случаев используется сварка и наплавка. Сваркой устраняют механические повреждения. Наплавкой восстанавливают изношенные поверхности деталей.

Сущность восстановления сваркой и наплавкой
Оба метода основаны на тепловом воздействии, отличаются только настройки используемого оборудования. Наплавка ― это нанесение на поверхность деталей слоя из сплава основного и присадочного металла. Наплавкой восстанавливают не только геометрические размеры, но также наносят покрытия для повышения жаростойкости, прочности, износоустойчивости и т. д. Процедура выполнятся на поверхности любой формы― от плоской до конической и сферической.
Сварка ― это процесс создания соединения металлических элементов методом плавления или давления. Этим способом заделывают трещины, сколы, отверстия от пробоин, крепят отломившиеся элементы. С такими повреждениями рам, поддонов, кузовов, обоих мостов постоянно сталкиваются при ремонте автомобилей. Сварку также применяют совместно с другими восстановительными процедурами.
Для качественного восстановления деталей сваркой и наплавкой необходимо:
- не допускать сильного смешивания основного металла с наносимым;
- плавить основной металл на минимальную глубину;
- не делать больших припусков на последующую обработку;
- принимать меры по снижению остаточных напряжений и деформации.
Подготовка деталей
Перед восстановлением детали сваркой или наплавкой с поверхности удаляют ржавчину, окалину, грязь металлической щеткой или пескоструйной обработкой до блеска. Обезжиривание выполняют растворителем или нагревом поверхности до 300⁰C. На кромках закрепляемых элементов снимают фаски. У трещин разделывают края под углом 120 — 140⁰, на концах сверлят отверстия диаметром 3 — 4 мм. Глухие трещины углубляют насквозь, чтобы газы при сварке не образовывали поры.
С деталей, которые уже восстанавливались, сначала удаляют остатки нанесенного ранее слоя. Затем проводят процедуру очистки. Если износ не больше 1 мм, с места восстановления снимают слой на глубину 0,5 — 1 мм шлифовальным кругом или резцом. Это обеспечит однородность структуры нанесенного сплава.
Электродуговая сварка и наплавка
Это самая распространенная технология восстановления в промышленности и на дому. Она легко выполняется на обычном сварочном оборудовании. Работу выполняют плавящимися покрытыми электродами и неплавящимися с присадочной проволокой.
Качество конечного результата определяется параметрами электродов. Для ремонта сваркой площадь поперечного сечения стержней выбирают в зависимости от размера повреждения, толщины металла. Для создания слоя с заданными параметрами выбирают марки электродов с легирующими присадками. Они могут содержаться в металле и обмазке стержней.

Наплавку на детали из низкоуглеродистых сталей, которые не подвергались термической обработке, проводят сварочными электродами. Форму изделий из закаленной легированной, высокоуглеродистой стали восстанавливают наплавочными электродами с присадками или стержнями из твердых сплавов. Ими же наносят слои на режущие кромки инструмента для обработки металла.
Важно!
Для предотвращения деформирования, детали из высокоуглеродистой легированной стали предварительно нагревают до 300⁰C.
После окончания работы проводят отпуск для снятия внутренних напряжений в сварочных швах. Для низкоуглеродистой, низколегированной стали предварительный нагрев не требуется.
На цилиндрическую поверхность валики накладывают тремя способами:
- в виде спиралей;
- в форме замкнутых окружностей;
- параллельно оси вращения.
На плоские поверхности наплавляют рядом расположенные широкие валики либо узкие с перекрытием 0,3 — 0,5 по ширине. На место большого износа сначала накладывают слой из низколегированной стали. Наплавку и сварку элементов небольшой толщины выполняют на постоянном токе обратной полярности. Толстостенные детали сваривают переменным или постоянным током с прямой полярностью.
Восстановление деталей в среде защитных газов
Этим способом восстанавливают детали наплавкой и сваркой толщиной от 0,6 мм и валов диаметром до 5 см. Поступающий под давлением к месту сварки газ защищает расплавленный металл от соприкосновения с воздухом. Самые качественные швы получаются в среде аргона или гелия, однако из-за их высокой цены чаще пользуются углекислым газом. В среде азота восстанавливают детали из меди.
При нагреве до высокой температуры из углекислого газа выделяется кислород, который способствует выгоранию углерода, марганца, кремния. Поэтому для работы со сталью применяют сварочную или присадочную проволоку с высоким содержанием этих элементов. Выбор диаметра в диапазоне 0,5 — 2,5 мм зависит от толщины деталей. Наплавку на нержавеющую сталь проводят проволокой из нержавейки, желательно той же марки.
Восстановление в среде углекислого газа выполняют на постоянном токе обратной полярности. Чтобы процесс протекал стабильно, выбирают сварочное оборудование с жесткими характеристиками. Автоматической наплавкой восстанавливают детали диаметром от 10 мм из низкоуглеродистых сортов стали.
Подачу проволоки настраивают так, чтобы не возникали короткие замыкания или обрывы дуги. Скорость наплавки определяется по толщине создаваемого слоя. Валики накладывают с шагом 2,5 — 3,5 мм.
Сварка и наплавка под слоем флюса
Восстановление этим способом проводят электрической дугой, которая горит под расплавленным флюсом. Таким образом, создается эластичная оболочка, защищающая расплавленный металл от соприкосновения с воздухом. Флюсы также поддерживают стабильность горения дуги, раскисляют, легируют, рафинируют наплавляемый металл.
Для сварки и наплавки применяют два вида флюсов:
- Керамические, состоящие из металлических и неметаллических компонентов, что позволяет проводить легирование в большом диапазоне.
- Плавленые не содержат металлических компонентов, поэтому возможности легирования ограничены десятыми долями процента. По сравнению с керамическими видами эти флюсы дешевле, лучше защищают, со швов легче отделяется шлак. Плавлеными флюсами с высоким содержанием кремния пользуются при нанесении слоев из углеродистых, низколегированных сортов стали.

Наплавку металла под флюсом проводят сварочной проволокой без покрытия. Диаметр (1 — 6 мм) определяют по толщине создаваемого слоя, формы валиков, габаритов деталей. Чтобы увеличить производительность, восстановление ведут ленточными электродами шириной до 10 см или одновременно двумя проволоками с подачей разными механизмами.
Восстановление выполняют на постоянном токе с обратной полярностью. На круглых деталях валики располагают с шагом 2 — 6 диаметра проволоки. Для уменьшения деформации на плоской поверхности наплавку ведут через валик или поочередно на разных участках.
Другие способы восстановления
Также популярны альтернативные методы восстановления:
- Вибродуговая наплавка отличается от обычной электросварки тем, что электрод кроме поступательного движения совершает перпендикулярные колебания частотой 90 — 100 кол/сек. В ходе процесса металл переносится мелкими каплями в сварочную ванну небольшого размера. Этим достигается незначительная глубина проплава, высокая прочность сцепления материала электрода с металлом детали.
- Пламенная наплавка проводится за счет нагрева основного металла и присадочной проволоки струей ионизированного газа, направляемой в рабочую зону соплом горелки.
- Электроконтактную наплавку выполняют методом пластической деформацией после нагрева металла детали и присадочного материала импульсным током. Отличается высокой производительностью (до 150 см²/мин), незначительным термическим воздействием, малым проплавлением.
Перспективными считают способы наплавки (сварки), прошедшие экспериментальную проверку:
- электронно-лучевая;
- высокочастотным током;
- лазерная;
- пропиткой композиционных сплавов;
- взрывом;
- самораспространяющимся высокотемпературным синтезом.
Особенности восстановления деталей из чугуна
Сложность восстановления чугунных деталей связана с тем, что при быстром остывании шов становится чрезмерно хрупким, так как в металле остается много углерода. Поскольку у материалов деталей и швов коэффициенты усадки разные, во время и после окончания сварки образуются трещины. При высокой температуре углерод и кремний выгорают с образованием шлака и газов, которые при быстром остывании остаются внутри швов в виде пор, включений.
Для получения прочных однородных швов восстановление выполняют методом горячей сварки. Деталь предварительно медленно нагревают до 650 — 700⁰C в течение 1,5 — 2 часов в печи. Затем переносят в термос, чтобы температура во время работы не упала ниже отметки 500⁰C. Сварку или нанесение слоя ведут через люк. После окончания восстановления деталь отжигают при 600 — 650⁰C в печи или термосе. Инструкция рекомендует снижать температуру со скоростью 50 — 100⁰C/час.
Обратите внимание!
Если ремонт выполняют газовой горелкой, в качестве присадочного материала применяют стержни из чугуна.
Электросварку проводят чугунными электродами с покрытием, в состав которого входит до 50% графита. Из-за низкой производительности, сложности оборудования, этим способом пользуются редко.
Восстановление холодной сваркой выполняют без предварительного нагрева. Поэтому принимают меры для предотвращения деформирования и образования дефектов. Газовой горелкой чугун плавят медленно, но без перегрева. Электросварку проводят постоянным током обратной полярности, диаметр электродов 3 — 4 мм. Валики при наплавке накладывают вразброс участками по 40 — 50 мм. Прежде чем начать следующий, предыдущий шов охлаждают до 50 — 60⁰C.
В зависимости от решаемых задач для холодной сварки применяют присадочные стержни и электроды:
- чугунные;
- стальные;
- комбинированные;
- пучковые;
- монелевые;
- медно-стальные.
При восстановлении деталей, следует учитывать, что независимо от метода наплавки, нанесенный металл будет неоднороден по механическим параметрам, структуре, химическому составу. Поэтому если деталь работает в условиях больших нагрузок, рекомендуется заменить ее новой.
Читайте также: