Сварочное оборудование конспект кратко
Обновлено: 02.07.2024
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).
Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа).
Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.
Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями.
Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый).
Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5).
Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).
Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Полезное
Смотреть что такое "Сварочное оборудование" в других словарях:
Сварочное оборудование — Термины рубрики: Сварочное оборудование Автомат для дуговой сварки Автомат сварочный Агрегат сварочный Аппарат сварочный … Энциклопедия терминов, определений и пояснений строительных материалов
сварочное оборудование для соединения полиэтиленовых труб и деталей с высокой степенью автоматизации — Сварочный аппарат (машина), имеющий компьютерную программу основных параметров сварки, компьютерный контроль за их соблюдением в ходе технологического процесса, компьютерное управление процессом сварки и последовательностью этапов… … Справочник технического переводчика
сварочное оборудование для соединения полиэтиленовых труб и деталей со средней степенью автоматизации — Сварочная машина, имеющая частично компьютеризированную программу основных параметров сварки, полный компьютеризованный контроль за соблюдением режима сварки по всему циклу, а также осуществляющая регистрацию результатов сварки и их последующую… … Справочник технического переводчика
СВАРОЧНОЕ ОБОРУДОВАНИЕ И ОСНАСТКА — комплекс основного и вспомогательного оборудования и оснастки, применяемых при сварке. Основное оборудование включает источники питания сварочной дуги постоянным или переменным током и сварочную аппаратуру для электро и газовой сварки. Основные… … Морской энциклопедический справочник
аттестованное сварочное оборудование — 3.1.3 аттестованное сварочное оборудование: Сварочное оборудование, прошедшее аттестацию и имеющее свидетельство об аттестации в соответствии с требованиями title= Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и… … Словарь-справочник терминов нормативно-технической документации
подводное сварочное оборудование — Технические средства и приспособления, предназначенные для сварки и резки металлов, осуществляемых при полном погружении зоны дуги в воду. [ГОСТ Р 52119 2003] Тематики техника водолазная Обобщающие термины средства обеспечения водолазных работ … Справочник технического переводчика
подводное сварочное оборудование — 132 подводное сварочное оборудование: Технические средства и приспособления, предназначенные для сварки и резки металлов, осуществляемых при полном погружении зоны дуги в воду. Источник: ГОСТ Р 52119 2003: Техника водолазная. Термины и… … Словарь-справочник терминов нормативно-технической документации
Оборудование механическое для сварки — Оборудование механическое для сварки – оборудование, предназначенное для установки свариваемых частей в удобное для сварки пространственное положение, перемещения их при сварке, а также для размещения и перемещения сварочного оборудования… … Энциклопедия терминов, определений и пояснений строительных материалов
Сварочное оборудование — что это такое, виды, особенности
Сварка металлов применяется во многих отраслях промышленности, строительстве и даже в решении мелких бытовых вопросов. Чтобы сделать ровный шов, необходимо обладать навыками и оборудованием.
Сварочное оборудование – это все то, что необходимо сварщику для работы. Это и особые сварные устройства, и защитные элементы, и расходные материалы. Применяя все это, можно соединить большую часть металлов на молекулярном уровне. Конечное изделие получается прочным, и будет служить долго.
От типа сварного аппарата зависит технология сварки, которой должен владеть работник. Выбор способа сварки зависит от поставленной задачи.

Виды сварочного оборудования

Специалисты используют механизмы следующих разновидностей:
Сварочные выпрямители

Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ.
Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост.
Достоинство выпрямителя – возможность эксплуатации в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют. Также он отлично подходит для выполнения сложных сварочных работ, таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам.
Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Как сделать сварочный трансформатор своими руками. Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки
![]()
Если приобрести готовое заводское оборудование не получается, собрать сварочный аппарат можно и своими руками.
Трансформатор можно намотать и своими руками. Он представляет собой две индуктивно связанные обмотки: первичную и вторичную. Они размещаются в сердечнике из электротехнической стали, который служит магнитопроводом.
Как правило, самодельные агрегаты рассчитаны на силу тока в промежутке от 150 до 170 А. Они выдерживают напряжение в районе 50 В. Для бытовых нужд этих показателей более, чем достаточно. Если необходимы красивые ровные швы, лучше всего использовать электрода диаметром до 3 мм. Если хочется применять 4-мм и толще, то лучше собрать аппарат мощнее, ведь об аккуратных швах придется забыть.
Аппарат, собранный в кустарных условиях всегда будет допускать погрешность. Это нужно помнить перед расчетом намотки. Чтобы получить напряжение в 60 В и силу тока от 120 до 160 А, необходимо выбрать проволоку с сечением не меньше 4 кв. мм. Хороший вариант – 7 кв. мм. Использование такого провода убережет от перепадов напряжения. Первичная обмотка выполняется медными проводками диаметром в 3 мм. Оболочка их должна быть тканевой, но не полимерной. Во втором случае вероятность короткого замыкания при перегреве будет значительно выше.
Сердечник трансформатора собирается из пластин электротехнической стали толщиной от 0,35 до 0,55 мм. Пластины должны быть Г-образными. Они накладывают друг на друга, пока не будет получен сердечник нужной толщины. После этого его необходимо изолировать и можно приступать к созданию намотки.
Первичная намотка – 210 витков, вторичная – в районе 70. Закрепляются концы обмотки текстолитовой пластиной.Сварочный трансформатор: устройство и принцип действия
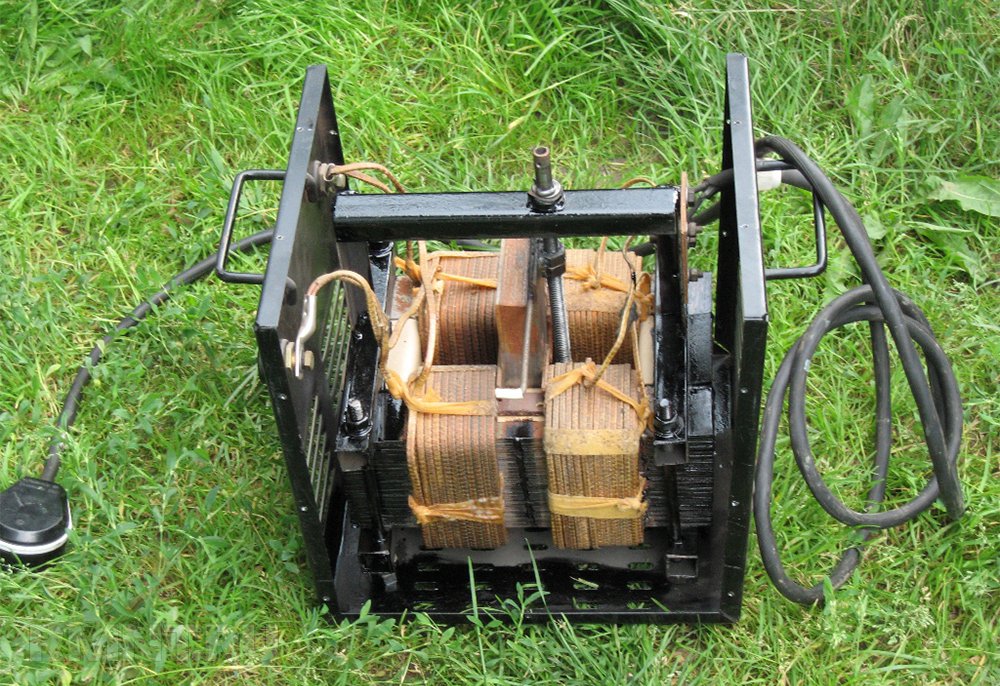
![]()
Классический трансформатор состоит из:
- Первичной обмотки из изолированных проводов, на которые поступает электричество из сети.
- Вторичной неизолированной обмотки.
- Сердечника (замкнутого магнитопровода).
- Система подвеса элементов трансформатора.
- Система управления, контролирующая расположение обмоток и величину воздушного зазора между ними.
- Винт управления воздушным зазором.
- Рукоять управления винтом.
Сердечник трансформатора обеспечивает непосредственно трансформацию напряжения из сети до нужного уровня. Когда устройство подключается к сети, электричество сначала попадает на первичную обмотку, где создается магнитное поле за счет определенно размещенных витков. Далее, с учетом рассеивания, поле передается на вторичную обмотку, с витками, количество которых отличается. Расстояние между намотками определяет уровень напряжения: чем дальше они расположены, тем оно ниже. Так как вторичная обмотка одним концом выходит на электродержатель, туда подается уже необходимое напряжение.
Что выбрать: сварочный трансформатор или сварочный инвертор
![]()
Выпрямители сварочные
![]()
Напряжения в домашних сетях 220В будет недостаточно выпрямителю. Для правильной работы большинства функций необходимо 380В (трехвазная промышленная электросеть). Это существенный недостаток выпрямителей.
Любому сварщику необходимо уметь правильно зажигать дугу. У выпрямителей нет функции, вроде форсажа дуги и горячего старта, поэтому начинающие сварщики могут не сразу совладать с выпрямителем.Ремонт сварочного инвертора своими руками
![]()
Оборудование сварщика не застраховано от сбоев. Отремонтировать электронную плату управления инвертора сможет далеко не каждый. Также перед тем, как приступать к ремонту, обязательно определить настоящую причину поломки.
Бывает, что из строя выходят диодные мосты, транзисторы и другие микросхемы. Чтобы своими силами решить такую проблему, потребуются знания особенностей расположения элементов микросхемы.✅Виды сварочного оборудования ➜-- ✅Сварочные выпрямители ➜-- ✅Что выбрать: сварочный трансформатор или сварочный инвертор ➜-- ✅Ремонт сварочного инвертора своими руками.
![Сварочное оборудование: кратко о главном]()
Фактически хоть какой вид работы с металлом - и на производстве, и в мастерской, и даже при ремонте квартиры, просит внедрения такового вида обработки материала, как сварка. Сварочное оборудование применяется практически в каждой отрасли индустрии, потому оно очень нужно. Современный рынок предлагает большой выбор сварочного оборудования для хоть какого типа работ. Это – выпрямители, сварочные дуги, рампы, сварочные электроды, сварочные аппараты, генераторы, резаки, сварочные инверторы и полуавтоматы, автономные сварочные агрегаты и трансформаторы.
Снаружи сварка как процесс смотрится всегда идиентично, но в каждой отрасли индустрии она имеет свои особенности, для каждого вида и объема сварочных работ имеется более подходящее сварочное оборудование. Например, для использования в домашних критериях более применимым является аппарат дуговой сварки. В данном случае края соединяемых железных деталей плавятся под воздействием электронной дуги. Вследствие относительной дешевизны электродов по сопоставлению с другими видами расходных материалов, любители, обычно, отдают предпочтение сварке ММА. Для такового вида сварки подходят сварочные трансформаторы и сварочные инверторы.
Сварочные инверторы, невзирая на свои маленькие размеры, владеют высочайшей производительностью и употребляются в сварке аргоно-дугового (TIG-сварка) и электродугового типов. Для дуговой, автоматической сварки изделий из стали неизменным и переменным током, также сварки в среде аргона употребляются сварочные выпрямители. Выпрямители имеют ординарную и приятную панель управления и надежную электронику, что позволяет полностью использовать во время сварки все заложенные в выпрямитель функции: зажигание дуги отрывом, регулируемая сила дуги, регулируемый жаркий старт, также отображение на экране силы тока и напряжения.
![Сварочное оборудование: кратко о главном]()
Сварочные полуавтоматы - те же выпрямители, оборудованные вприбавок механизмом подачи сварочной проволоки. Потому сварочным полуавтоматом комфортно воспользоваться, например, при ремонте машин по мере надобности заварить узкий металл. Сварочный трансформатор нужен в критериях, когда употребляется переменный ток, они регулируют силу электротока при проведении ручной электродуговой сварки при помощи покрытых сварочных электродов разных конструкций из малоуглеродистых сталей. Таковой вид оборудования, как механизм подачи проволоки, производит надежную и фиксированную по скорости подачу различной проволоки для сварочных работ.
Существует и другой тип сварочного оборудования, с помощью которого обеспечивается защита и безопасность человека во время процесса сварки. К нему можно отнести сварочные костюмчики, которые обеспечивают защиту от больших температур. Сварочные маски и дыхательные маски защитят человека от попадания в его организм вредных газов, выделяющихся в процессе сварки. Для удаления этих газов даже разработаны особые системы, их комфортно использовать в закрытых помещениях - легкие, портативные аппараты, размещающиеся на любом рабочем месте.
Современное сварочное оборудование состоит из взаимозаменяемых модулей, что упрощает его обслуживаниее и ремонт. Если появляется поломка, можно не чинить весь сварочный аппарат - довольно поменять либо отремонтировать отдельный модуль. Производители сварочного оборудования сейчас выпускают все нужные запчасти. Сварочное оборудование, предлагаемое современными производителями, в неотклонимом порядке проходит стандартизацию и сертификацию, независимо от того, забугорная это либо российская продукция.
![Виды сварочного оборудования - Кедр - 1]()
На рынке присутствуют разные виды сварочного оборудования. С одной стороны это облегчает выбор, позволяя приобрести устройство чётко под свои нужды, с другой – может запутать неопытного человека. При этом мало купить один лишь сварочный аппарат. Неизбежно потребуется дополнительное рабочее и защитное оборудование.
Для сварки в домашних условиях ручным дуговым методом как минимум необходим набор плавких электродов, маска сварщика и перчатки. Для профессиональной работы могут понадобиться:
клеймы и электродержатели;
газовые баллоны с необходимым для них оборудованием.
Но основным элементом оборудования для сварочных работ является сам сварочный аппарат. О нём следует рассказать подробней.
Виды сварочных аппаратов
Параметры электроэнергии из сети не подходят для осуществления сварки. Чтобы преобразовать её в сварочный ток, используют сварочные аппараты. Они понижают напряжение до необходимых значений, в результате увеличивается сила тока. Устройства делятся несколько разновидностей: трансформаторы, выпрямители, инверторы и полуавтоматы.
Трансформаторы
Это самый простой и старейший вид сварочного аппарата. Основой конструкции является трансформатор, состоящий из первичной и вторичной обмоток. Он понижает приходящее на него напряжение, выдавая переменный ток, значение которого регулируется смещением обмоток относительно друг друга.
Плюсы: цена, надёжность, простота конструкции, неприхотливость в обслуживании и эксплуатации, высокая мощность.
Минусы: низкий КПД, большой вес и габариты, нестабильная дуга, сильно просаживает электросеть и потребляет много энергии, можно варить только чёрные металлы.
Применение: используется для сварки низколегированной стали, если не важна высокая точность и качество шва.
Выпрямители
Конструктивно выпрямители схожи с трансформаторами, но имеют выпрямительный блок, за счёт которого на выходе получается постоянный ток.
Достоинства: неприхотливость, простота в обслуживании и надёжность, высокая мощность, стабильная дуга, возможность варить цветные металлы и нержавейку, хорошее качество шва.
Недостатки: большой вес и габариты, потребляют значительное количество электроэнергии, просаживая сеть.
Применение: как и трансформаторы, выпрямители могут иметь переключатель, позволяющий запитать устройство от домашней сети 220 В или от трёхфазной 380 В (последний вариант предпочтительней). Варят чёрные и цветные металлы, нержавейку и чугун.
Инверторы
Это самый популярный на сегодняшний день вид сварочных устройств. Электричество из сети поступает на выпрямитель, меняя значение с переменного на постоянное. Затем ток проходит через блок схем, превращаясь снова в переменный, при этом увеличивается его частота. Дальше его путь лежит через трансформатор, затем через ещё один выпрямитель. В итоге на дугу подаётся высокочастотный постоянный ток.
Плюсы: компактен, мало весит, высокий КПД, мощная дуга, минимальное разбрызгивание металла, качественный шов, можно варить как чёрные, так и цветные металлы, потребляет минимум энергии.
Минусы: сложная конструкция затрудняет ремонт и обслуживание, боится пыли и повышенной влажности.
Главная особенность инвертора заключается в его универсальности. Он широко применяется на производстве для сварки различных металлов, а так же является лучшим вариантом для дома и дачи.
Полуавтоматы
Этот вид оборудования отличается более сложной конструкцией. Здесь сварка происходит не обычными электродами, а специальной проволокой в среде защитного газового облака. Газ из баллона поступает к месту сварки через горелку, через неё же автоматически подаётся проволока. Газовое облако защищает шов от окисления кислородом, а подача проволоки обеспечивает более высокую скорость работы.
Плюсы: полуавтоматы применяются для работы как с чёрными, так и с цветными металлами, можно варить даже тонкий листовой металл, качественный сварной шов, производительность.
Минусы: кроме самого аппарата нужен ещё и баллон с газом – это делает конструкцию более массивной и взрывоопасной, при работе на улице сильный ветер может сдувать защитную газовую среду.
Применяются при сварке цветных и чёрных металлов, не заменим при работе с листовой сталью толщиной менее 1 мм.
Типы сварочного оборудования
Теперь рассмотрим оборудование не с позиции их устройства, а по типу работы. Этот пункт не менее важен при выборе оборудования. Различают несколько типов сварки:
Ручная дуговая (ММА).
Полуавтоматическая в газовой среде (MIG/MAG).
Аппараты для ручной дуговой сварки (ММА)
Чаще всего MMA сварка используется для работы в небольших мастерских и в бытовых условиях – дома, на даче или в гараже. В процессе работы можно применять любой вид оборудования (трансформатор, выпрямитель или инвертор). Электродом является проволока, покрытая специальной обмазкой. Возникающая электрическая дуга плавит электрод, соединяя свариваемый металл. А обмазка, сгорая, образовывает над сварочной ванной газовое облако, защищающее от взаимодействия с кислородом.
Ручная дуговая сварка требует некоторых навыков, так как приходится постоянно контролировать расстояние между проволокой и свариваемой поверхностью, чтобы обеспечить стабильную дугу. На шве образуется шлак, который впоследствии требует зачистки. Методом ММА сваривают различные виды чёрных металлов, чугун, нержавейку и некоторые цветные металлы.
Аппараты для полуавтоматической сварки (MIG/MAG)
Сварочный процесс происходит в газовой среде – инертной (MIG) или активной (MAG). Газ выполняет ту же защитную функцию, что и обмазка на электродах ММА, но более эффективен. Сварочная проволока подаётся в зону работы автоматически, а вдоль поверхности устройство перемещают вручную – отсюда и название. Для работы подходят трансформаторы, выпрямители, инверторы. Последний в современных условиях применяется чаще.
Полуавтомат предпочтительней при соединении твердосплавных легированных сталей, всех видов цветных металлов и при сварке тонкостенных материалов толщиной менее 1 мм. За счёт автоматической подачи проволоки экономится время, а значит за один и тот же срок можно выполнить больший объём работы.
Аппараты для аргонодуговой сварки (TIG)
Эта методика подходит для соединения любых металлов, но уступает по скорости полуавтомату. Оборудование схоже с тем, что применяют для MIG/MAG, но в качестве газа используется аргон, а электрод сделан из неплавкого материала (графит или вольфрам). В зону сварочной ванны подают связующий материал – прутки по составу аналогичные свариваемому металлу. Аргонодуговая сварка обходится дорого и менее производительна, чем полуавтоматическая, но позволяет получать очень ровный и качественный шов. Качество аргонодуговой сварки зависит не только от навыков сварщика, но и от выбранного защитного газа, а также от сварочного аппарата. Лучшим вариантом станет инвертор с возможностью переключения его на переменный и постоянный ток.
Аппараты для точечной сварки
Этот способ сварочных работ относится к термомеханическому классу. Точечные сварочные аппараты бывают нескольких видов:
переносные – подходят для домашнего использования;
стационарные – для промышленных предприятий;
двусторонние – соединяют листы металла с обеих сторон;
односторонние – используются там, где невозможен доступ к обратной стороне.
Точечным способом сваривают в основном изделия из тонкой листовой стали. Принцип работы прост: детали соединяют друг с другом внахлёст, электроды с обеих сторон нагревают их до состояния пластичности, сплавляя между собой в точке соприкосновения. Импульсный ток делает время нагрева почти мгновенным – от 0,01 до 0,1 секунды. Получается прочный и надёжный шов за очень короткое время. Минусом является то, что этим способом невозможно добиться герметичности.
Аппараты для газовой сварки
Здесь нет необходимости в использовании традиционного электрического сварочника. Всё оборудование может состоять из двух газовых баллонов с ацетиленом или пропаном и кислородом, шлангов-рукавов и горелки.
Смесь газов при сгорании достигает температуры выше 3000 градусов. Пламенем разогревают кромки свариваемых поверхностей, добавляя в сварочную ванну присадочную проволоку. Горелкой можно регулировать силу пламени. Если увеличить подачу кислорода, то он будет выдувать расплавленный под действием температуры металл, не сваривая изделие, а разрезая его на две части.
Метод применим в условиях, когда нет доступа к электричеству. Технология проста, но требует тщательной подготовки деталей и навыков в регулировании мощности горелки. Из минусов можно выделить невысокую производительность. При наличии универсальной горелки, оборудование можно использовать и для резки металлических изделий.
Аппараты для плазменной резки
Плазмой называют газ, в состав которого входят проводящие электричество заряженные частицы. Процесс сварки/резки осуществляется так: инертный газ по шлангам поступает к горелке, где ионизируется, проходя между двумя электродами, нагревается и превращается в плазменную струю. Образующаяся дуга может достигать температуры более 30 тыс. градусов.
Существует три вида подходящих аппаратов для плазменной резки, с различными характеристиками:
микроплазменный – 0,1-25 А;
средний – 25-150 А;
аппарат большого тока – выше 150 А.
В процессе резки металл расплавляется, а ионизированная струя вымывает его. Если необходимо соединить изделия, то достаточно уменьшить силу плазменного потока и добавить присадочную проволоку.
Плазменные сварочники чаще используют для резки. Плюс заключается в том, что можно резать даже толстый слой материала. А при работе с тонкостенной сталью не происходит деформация кромок. Минус в дороговизне оборудования.
Советы по выбору
Теперь вы знаете, какие бывают типы сварочных аппаратов. Знание классификации поможет определиться с выбором устройства, подходящего именно под ваши задачи и возможности. Остался последний параметр – цена. Здесь важно помнить, что бюджетные модели могут не сильно отличаться от дорогих по базовым характеристикам. Основная разница будет в надёжности и времени непрерывной работы. Поэтому, если вы планируете лишь изредка выполнять небольшой объём работы, нет смысла выбирать профессиональное оборудование. Для домашнего использования можно подобрать недорогой сварочник с неплохими возможностями.
Читайте также: