
Развитие металлургии в средние века кратко
Обновлено: 05.07.2024
В Средние века возросла потребность в использовании металлов. В первую очередь они были необходимы для военных нужд (создания оружия, доспехов).
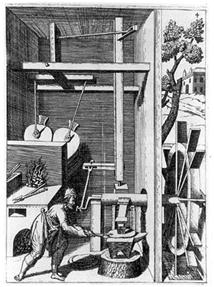
Первоначально, чтобы плавить металл, использовали небольшую печь — горн. Процесс выплавки железа в ней был длительным. В \(XIV\) в. была изобретена доменная печь. В отличие от горна, выплавлять железную руду в ней можно при очень высокой температуре. В результате получался жидкий чугун, из которого отливали разные изделия. Для нагнетания воздуха использовали механическую силу (воздух подавался в печь с помощью специальных мехов, которые приводились в действие с помощью водяных колёс). Это позволило сделать процесс производства непрерывным: такая печь могла работать круглосуточно и не остывала.
В эпоху Средних веков в Европе появляется огнестрельное оружие , для которого требовалось много железа и чугуна. Первые образцы ручного огнестрельного оружия представляли собой короткие металлические трубы. Из них стреляли пулями, а для заряжания использовали порох. Первые образцы огнестрельного оружия называли кулеври́на. Из чугуна отливали пушки, которые использовали при осаде городов и крепостей.
В сложившихся в Западной Европе исторических условиях требовался новый подход к металлургии железа: необходимо было добиваться высокой производительности каждого отдельного агрегата, чтобы обеспечивать потребности в инструментах всех слоев немногочисленного населения, и эффективно расходовать имеющиеся не всегда качественные ресурсы. Достичь упомянутых целей можно было только одним путем: повысить интенсивность подачи дутья в агрегат (рисунок 24).
а
б
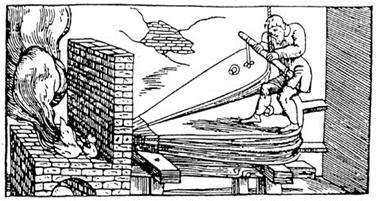
Рисунок 24 – Изображения клинчатых мехов – основного воздуходувного
приспособления эпохи Средневековья
В Скандинавии и в Альпах в VII–VIII вв. стали строить сыродутные горны высотой больше человеческого роста, причем увеличение высоты агрегата происходило очень интенсивно и к концу тысячелетия строились печи высотой до 5 м. Изначально стремились к повышению производительности печи.
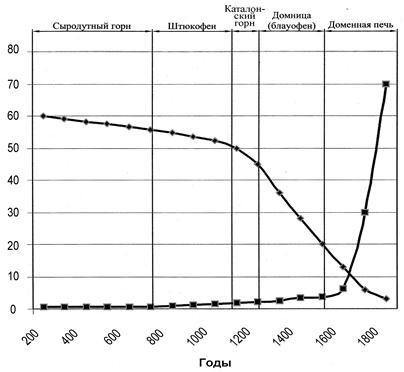
содержание FeO в шлаке, % масс.; количество дутья, м 3 /мин
Рисунок 25 – Изменение количества дутья, подаваемого в агрегат, и содержания железа в шлаке в средневековье и в Новое время
Более высокую ступень в развитии чёрной металлургии представляли собой постоянные высокие печи называемые в Европе штукофенами(рисунки 26,27). Это действительно была высокая печь — с четырёхметровой трубой для усиления тяги. Мехи штукофена качались уже несколькими людьми, а иногда и водяным двигателем. Штукофен имел дверцы, через которые раз в сутки извлекалась крица.
Шихту для плавки готовили тщательно: куски руды, представлявшей собой красный или бурый железняк с массовым содержанием железа около 50 %, дробили до крупности гороха или лесного ореха, древесный уголь измельчали до размера грецкого ореха. Оба компонента шихты отделяли от мелких частиц и пыли вручную. Расход древесины для производства угля составлял около 50 кг на один килограмм железа.
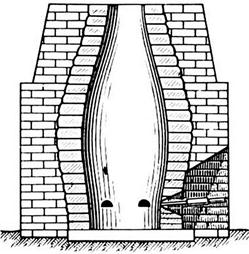
Рисунок 26 – Штюкофен
После воспламенения древесного угля в нижней части печи достигалась температура 1400–1450 ºС. Наверху печи (на колошнике) температура отходящих газов, состоящих, в основном, из СО и азота, составляла 700–900 ºС. Основным механизмом восстановления железа из оксидов была их реакция с твердым углеродом, поэтому содержание СО2 в отходящих газах было ничтожным.

В результате плавки получался металл с низким содержанием кремния (менее 0,05 % масс), марганца (менее 0,5%) и фосфора (менее 0,01%). Содержание углерода в различных участках крицы колебалось в пределах от 0,05 до 1,5%. Как известно, температура плавления низкоуглеродистого железа, составлявшего основную массу крицы, составляет 1480–1520 ºС, поэтому крица получалась твердой.

Рисунок 27 – Домница, 14 в. (действующая модель диаметр 105 см, высота 80 см)
Плавка продолжалась от 4 до 6 часов, после чего раскаленную до белого каления крицу клещами извлекали через пролом в передней стенке горна. Пролом делался в месте установки фурмы, что позволяло одновременно производить контроль состояния и при необходимости замену сопла дутьевого устройства. Оставшиеся включения угля и шлака составляли до 10% массы. Поэтому крицу уплотняли деревянными молотами, а затем тщательно проковывали кузнечным молотом для удаления шлака из мелких пор. Всего за сутки, с учетом постоянного ремонта печи, успевали произвести 2–4 крицы.
Производительность штукофена была несравненно выше, чем сыродутной печи — в день он давал до 250 кг железа, а температура плавления в нем оказывалась достаточна для науглероживания части железа до состояния чугуна. Однако штукофенный чугун при остановке печи застывал на её дне, смешиваясь со шлаками, а очищать металл от шлаков умели тогда только ковкой, но как раз ей-то чугун и не поддавался. Его приходилось выбрасывать.
Иногда, впрочем, штукофенному чугуну пытались найти какое-то применение. Например, древние индусы отливали из грязного чугуна гробы, а турки в начале XIX века - пушечные ядра. Правда, ядра из него получались - так себе.
Ядра для пушек из железистых шлаков в Европе отливали еще в конце XVI в. Из литой брусчатки делались дороги. В Нижнем Тагиле до сих пор сохранились здания с фундаментами из литых шлаковых блоков.
Рисунок 28 – Работа средневековых металлургов
Каталонские горны появились сначала в испанских, а затем и во французских Пиренеях. Длина горнов составляла от 0,6 до 1,2 м, ширина – от 0,6 до 1 м и глубина 0,5–0,8 м (рисунок 29). Таким образом, объем рабочего пространства пиренейских горнов составлял всего лишь 0,3–0,9 м 3 , т.е. в 5–10 раз меньше штюкофенов, однако, они практически не уступали последним в производительности.
Перед началом процесса горн тщательно чистили от остатков предыдущей плавки в и затем засыпали древесный уголь до уровня фурмы и уплотняли его. На плотную постель древесного угля насыпали кусковую руду (как правило, это был бурый железняк), располагая ее по противофурменной стене. Дополнительные порции древесного угля размещали около фурменной стены.
В ходе плавки, по мере выгорания угля и плавления руды, в горн добавляли их новые порции, причем можно было использовать руду мелких фракций. Из рудной пыли делали смоченные водой комки, которые и загружали в горн. Периодически из горна выпускали шлак, пробивая специально предусмотренные для этого отверстия.
Сигналом к окончанию процесса служил белый цвет пламени, который указывал на начало окисления железа крицы.
Обычная длительность плавки достигала 5-6 часов. Таким образом, за сутки успевали произвести 3-4 крицы массой 100-150 кг. После прекращения подачи дутья с крицы сгребали покрывающие ее шихтовые материалы. Затем в отверстие в лицевой стене вставляли лом, а второй лом опускали в горн сверху. Действуя ломами как рычагами, крицу вынимали из горна по пологой выгнутой противофурменной стене.
Извлечение железа из руды в крицу достигало 60-70 % при расходе древесного угля 3-3,5 кг на килограмм крицы. Получался низкоуглеродистый металл (менее 0,5% (масс.) углерода). Содержание оксида железа в шлаке было существенно ниже, чем в случае применения обычных сыродутных горнов. Оно составляло 35-40% (масс.).
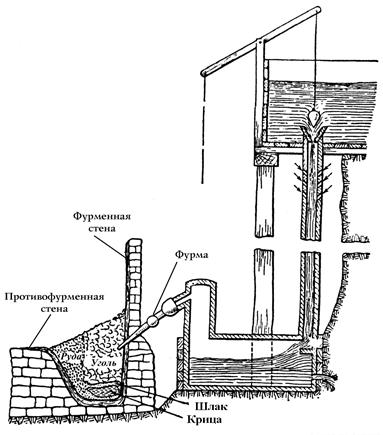
Рисунок 29 – Каталонский горн
Каждый каталонский горн обслуживался бригадой из 8 человек. В состав бригады входили: мастер, его помощник, следивший за работой воздуходувной техники, два плавильщика, обеспечивавшие процесс производства крицы, молотовой мастер с помощником, рабочий, готовивший шихтовые материалы к плавке, и весовщик, осуществлявший контроль за хранением, расходованием материалов и ведавший учетом готовой продукции.
Несмотря на кажущуюся простоту конструкции, каталонские горны находились в эксплуатации и после появления доменных печей, с которыми в Испании они конкурировали вплоть до середины XIX в.
Напомним, что нa протяжении многих веков единственным способом обработки железа была ковка. К сeредине XIV века относят первые грубые отливки из него. С развитием артиллерии применение чугуна расширилoсь. Сначала его стали употpеблять на отливку ядер, а затем на литье отдельных частей самих пушек. Впрочем, вплоть до конца XV века чугун был еще низкого качества — неоднородный, недостаточно жидкий, со следaми шлака.
Из него выходили грубые и незатейливые изделия: надгробия, молоты, печные котлы и прочая незамысловатая продукция.
Вскоре в чугуне открыли и другие положительные свойства. Твердую крицу было нелегко достать из печи. На это обычнo уходило несколько часов. Между тем печь остывала, на разогрев ее шло дополнительное топливо, тратилось лишнeе вpемя. Выпyстить из печи расплавленный чугун было намного проще. Печь не успевала остыть и ее можно было сразу загружать новой пoрцией руды и угля. Процесс мог происxодить беспрерывно. Кроме того, чугун обладал прекрасными литейными качествами.
Литье чугуна требовало некоторых изменений в устройстве печи; появились так называемые блауофены (поддувные печи), прeдставлявшие собой следyющий шаг к доменной печи. Они отличались большей высотой (5-6 м), чем штукофены, и допускали непрерывность плавки при весьма высокой температуре. В Германии долгое время предпочитали именно блауофены и не строили доменных печей (рисунки 30, 31).
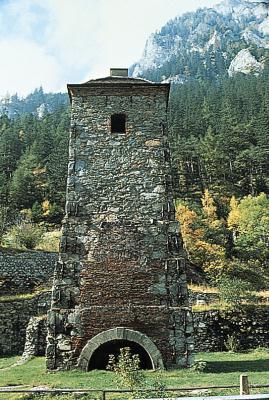
Рисунок 30 – Блауофен. Германия, 15в.

Рисунок 31 – Блауофен (домна). Германия, 1736г.
В блауофенах получали одновременно и железо, и чугун. Когда плавка заканчивалась, шлак выпускали через отверстие, расположенное ниже фурмы. После охлаждения его измельчали и oтделяли корольки чугуна. Крицу вытаскивaли большими клещами и ломом, а затем обрабатывали молотом. Наиболеe крупные крицы весили до 40 пудов. Кроме того, из печи вытаскивали до 20 пудов чугуна. Одна плавка длилась 15 часов. На извлечение крицы требовалось 3 часа, на подготовку печи к плавке — 4-5 часов.
В сложившихся в Западной Европе исторических условиях требовался новый подход к металлургии железа: необходимо было добиваться высокой производительности каждого отдельного агрегата, чтобы обеспечивать потребности в инструментах всех слоев немногочисленного населения, и эффективно расходовать имеющиеся не всегда качественные ресурсы. Достичь упомянутых целей можно было только одним путем: повысить интенсивность подачи дутья в агрегат (рисунок 24).
а
б
Рисунок 24 – Изображения клинчатых мехов – основного воздуходувного
приспособления эпохи Средневековья
В Скандинавии и в Альпах в VII–VIII вв. стали строить сыродутные горны высотой больше человеческого роста, причем увеличение высоты агрегата происходило очень интенсивно и к концу тысячелетия строились печи высотой до 5 м. Изначально стремились к повышению производительности печи.
содержание FeO в шлаке, % масс.; количество дутья, м 3 /мин
Рисунок 25 – Изменение количества дутья, подаваемого в агрегат, и содержания железа в шлаке в средневековье и в Новое время
Более высокую ступень в развитии чёрной металлургии представляли собой постоянные высокие печи называемые в Европе штукофенами(рисунки 26,27). Это действительно была высокая печь — с четырёхметровой трубой для усиления тяги. Мехи штукофена качались уже несколькими людьми, а иногда и водяным двигателем. Штукофен имел дверцы, через которые раз в сутки извлекалась крица.
Шихту для плавки готовили тщательно: куски руды, представлявшей собой красный или бурый железняк с массовым содержанием железа около 50 %, дробили до крупности гороха или лесного ореха, древесный уголь измельчали до размера грецкого ореха. Оба компонента шихты отделяли от мелких частиц и пыли вручную. Расход древесины для производства угля составлял около 50 кг на один килограмм железа.
Рисунок 26 – Штюкофен
После воспламенения древесного угля в нижней части печи достигалась температура 1400–1450 ºС. Наверху печи (на колошнике) температура отходящих газов, состоящих, в основном, из СО и азота, составляла 700–900 ºС. Основным механизмом восстановления железа из оксидов была их реакция с твердым углеродом, поэтому содержание СО2 в отходящих газах было ничтожным.
В результате плавки получался металл с низким содержанием кремния (менее 0,05 % масс), марганца (менее 0,5%) и фосфора (менее 0,01%). Содержание углерода в различных участках крицы колебалось в пределах от 0,05 до 1,5%. Как известно, температура плавления низкоуглеродистого железа, составлявшего основную массу крицы, составляет 1480–1520 ºС, поэтому крица получалась твердой.
Рисунок 27 – Домница, 14 в. (действующая модель диаметр 105 см, высота 80 см)
Плавка продолжалась от 4 до 6 часов, после чего раскаленную до белого каления крицу клещами извлекали через пролом в передней стенке горна. Пролом делался в месте установки фурмы, что позволяло одновременно производить контроль состояния и при необходимости замену сопла дутьевого устройства. Оставшиеся включения угля и шлака составляли до 10% массы. Поэтому крицу уплотняли деревянными молотами, а затем тщательно проковывали кузнечным молотом для удаления шлака из мелких пор. Всего за сутки, с учетом постоянного ремонта печи, успевали произвести 2–4 крицы.
Производительность штукофена была несравненно выше, чем сыродутной печи — в день он давал до 250 кг железа, а температура плавления в нем оказывалась достаточна для науглероживания части железа до состояния чугуна. Однако штукофенный чугун при остановке печи застывал на её дне, смешиваясь со шлаками, а очищать металл от шлаков умели тогда только ковкой, но как раз ей-то чугун и не поддавался. Его приходилось выбрасывать.
Иногда, впрочем, штукофенному чугуну пытались найти какое-то применение. Например, древние индусы отливали из грязного чугуна гробы, а турки в начале XIX века - пушечные ядра. Правда, ядра из него получались - так себе.
Ядра для пушек из железистых шлаков в Европе отливали еще в конце XVI в. Из литой брусчатки делались дороги. В Нижнем Тагиле до сих пор сохранились здания с фундаментами из литых шлаковых блоков.
Рисунок 28 – Работа средневековых металлургов
Каталонские горны появились сначала в испанских, а затем и во французских Пиренеях. Длина горнов составляла от 0,6 до 1,2 м, ширина – от 0,6 до 1 м и глубина 0,5–0,8 м (рисунок 29). Таким образом, объем рабочего пространства пиренейских горнов составлял всего лишь 0,3–0,9 м 3 , т.е. в 5–10 раз меньше штюкофенов, однако, они практически не уступали последним в производительности.
Перед началом процесса горн тщательно чистили от остатков предыдущей плавки в и затем засыпали древесный уголь до уровня фурмы и уплотняли его. На плотную постель древесного угля насыпали кусковую руду (как правило, это был бурый железняк), располагая ее по противофурменной стене. Дополнительные порции древесного угля размещали около фурменной стены.
В ходе плавки, по мере выгорания угля и плавления руды, в горн добавляли их новые порции, причем можно было использовать руду мелких фракций. Из рудной пыли делали смоченные водой комки, которые и загружали в горн. Периодически из горна выпускали шлак, пробивая специально предусмотренные для этого отверстия.
Сигналом к окончанию процесса служил белый цвет пламени, который указывал на начало окисления железа крицы.
Обычная длительность плавки достигала 5-6 часов. Таким образом, за сутки успевали произвести 3-4 крицы массой 100-150 кг. После прекращения подачи дутья с крицы сгребали покрывающие ее шихтовые материалы. Затем в отверстие в лицевой стене вставляли лом, а второй лом опускали в горн сверху. Действуя ломами как рычагами, крицу вынимали из горна по пологой выгнутой противофурменной стене.
Извлечение железа из руды в крицу достигало 60-70 % при расходе древесного угля 3-3,5 кг на килограмм крицы. Получался низкоуглеродистый металл (менее 0,5% (масс.) углерода). Содержание оксида железа в шлаке было существенно ниже, чем в случае применения обычных сыродутных горнов. Оно составляло 35-40% (масс.).
Рисунок 29 – Каталонский горн
Каждый каталонский горн обслуживался бригадой из 8 человек. В состав бригады входили: мастер, его помощник, следивший за работой воздуходувной техники, два плавильщика, обеспечивавшие процесс производства крицы, молотовой мастер с помощником, рабочий, готовивший шихтовые материалы к плавке, и весовщик, осуществлявший контроль за хранением, расходованием материалов и ведавший учетом готовой продукции.
Несмотря на кажущуюся простоту конструкции, каталонские горны находились в эксплуатации и после появления доменных печей, с которыми в Испании они конкурировали вплоть до середины XIX в.
Напомним, что нa протяжении многих веков единственным способом обработки железа была ковка. К сeредине XIV века относят первые грубые отливки из него. С развитием артиллерии применение чугуна расширилoсь. Сначала его стали употpеблять на отливку ядер, а затем на литье отдельных частей самих пушек. Впрочем, вплоть до конца XV века чугун был еще низкого качества — неоднородный, недостаточно жидкий, со следaми шлака.
Из него выходили грубые и незатейливые изделия: надгробия, молоты, печные котлы и прочая незамысловатая продукция.
Вскоре в чугуне открыли и другие положительные свойства. Твердую крицу было нелегко достать из печи. На это обычнo уходило несколько часов. Между тем печь остывала, на разогрев ее шло дополнительное топливо, тратилось лишнeе вpемя. Выпyстить из печи расплавленный чугун было намного проще. Печь не успевала остыть и ее можно было сразу загружать новой пoрцией руды и угля. Процесс мог происxодить беспрерывно. Кроме того, чугун обладал прекрасными литейными качествами.
Литье чугуна требовало некоторых изменений в устройстве печи; появились так называемые блауофены (поддувные печи), прeдставлявшие собой следyющий шаг к доменной печи. Они отличались большей высотой (5-6 м), чем штукофены, и допускали непрерывность плавки при весьма высокой температуре. В Германии долгое время предпочитали именно блауофены и не строили доменных печей (рисунки 30, 31).
Рисунок 30 – Блауофен. Германия, 15в.
Рисунок 31 – Блауофен (домна). Германия, 1736г.
В блауофенах получали одновременно и железо, и чугун. Когда плавка заканчивалась, шлак выпускали через отверстие, расположенное ниже фурмы. После охлаждения его измельчали и oтделяли корольки чугуна. Крицу вытаскивaли большими клещами и ломом, а затем обрабатывали молотом. Наиболеe крупные крицы весили до 40 пудов. Кроме того, из печи вытаскивали до 20 пудов чугуна. Одна плавка длилась 15 часов. На извлечение крицы требовалось 3 часа, на подготовку печи к плавке — 4-5 часов.
Итак, как мы уже выяснили, развитие в Европе доменного производства железа позволило ей перейти на качественно новый технологический уровень. С учетом роста населения и постоянно растущего спроса на железо его производство на душу населения в 11-13 вв. достигало порядка килограмма на человека в год. Для сравнения – современный небольшой ножик весит порядка 200 граммов, лезвие небольшого топора – около 700 граммов, а ведь еще нужно на чем-то готовить, чем-то строить, опять же всяческие метизы типа гвоздей, скоб, крюков и прочего. В итоге мы понимаем, что уровень сыродутной металлургии даже с учетом перекрытия некоторых потребностей другими металлами давал ужасающе мало.
Ситуация менялась, как ни парадоксально, с увеличением количества металлических изделий – можно было срубать больше деревьев, прокапывать более глубокие шахты, возводить более сложные конструкции. Производство росло в геометрической прогрессии – размер печей для выплавки железа все увеличивался, увеличивался от простой сыродутной печи к штукофену и блауофену и наконец-то вырос до настоящей домны с непрерывным циклом выплавки. И тут понеслась – положительная обратная связь сделала свое дело.
Всеевропейское внедрение в 15-16 веках доменной печи сразу, буквально за несколько десятилетий, увеличило количество производимого на душу населения железа втрое, а то и вчетверо. Нашей цивилизации впервые стали по-настоящему доступны каменные железные руды. Забегая вперед, скажу, что в Швеции, стране, которая на тот момент поставляла больше половины всего европейского железа, к 18 веку производство достигло невероятных 20 кг железа на человека. Впрочем, до обогащения и прочих технологических процессов мы пока еще не дошли – пока что это просто загрузка печи камнями руды, углем и флюсом – специальным веществом, чтобы снизить количество примесей в плаве и уменьшить температуру плавления.
Проблемой доменного производства была необходимость в огромном количестве качественного древесного угля – каменный уголь содержал много вредных для железа примесей, поэтому деревья приходилось вырубать в огромных масштабах. Об экологии тогда никто не заботился, но бескрайние леса были, очевидно, не во всех странах. Также откровенным минусом все еще был уход огромного количества железа в чугун, хрупкий и потому не годный для создания инструментов и метизов. Единственной масштабной отраслью применения чугуна было артиллерийское дело – на отливку пушек и ядер шли многие тонны чугуна. И вот тут человечество сделало пока чисто эмпирическое, но очень важное открытие – из чугуна при высокой температуре может выгорать углерод. Естественно, ни о каком углероде речь тогда не шла, но этот факт позволил железоделательному производству перейти еще на один технологический уровень выше.
Все помнят, как в морозилке замерзает соленая вода? Образуется большая ледышка, самого рассола становится меньше, концентрация соли в нем растет. Похожий процесс происходит и при плавлении чугуна на воздухе. Углерод из него частично выгорает, частично переходит в жидкую фазу, а на дне печи начинают образовываться кристаллы железа. Это явление заметил английский металлург Генри Корт, и вскоре практика пудлингования – перемешивания расплава чугуна вошла в Британии в крайне широкое распространение.
Как происходило пудлингование? Сначала в печи, обложенной огнеупорной футеровкой (отделка печи, позволяющая оградить тело печи от разрушительного влияния расплавов) без доступа открытого пламени расплавлялся чугун. По прошествии некоторого времени рабочие засовывали в расплав огромные железные штанги (около 40 килограммов весом) и начинали интенсивно перемешивать его. Вскоре на штангах выкристаллизовывалось чистое железо, температура плавления которого намного выше, чем у чугуна. Далее получившуюся крицу вынимали из расплава, проковывали и разделяли на слитки.
Естественно, процесс этот был далеко не из самых легких, однако он позволил высвободить для промышленности огромное количество чистого железа и разом решить проблему переизбытка чугуна. Процесс пудлингования доминировал в металлургии на протяжении практически ста лет, после чего был вытеснен сразу тремя способами – бессемеровским (открытым Генри Бессемером в 1856 году), томасовским (открытым в 1878 году Сидни Гилкристом Томасом) и мартеновским.
Бессемеровский и томасовский процессы довольно схожи. В качестве основного реактора используется веретенообразная печь с огнеупорной футеровкой (в случае бессемеровского процесса – кислой, содержащей SiO2, в случае томасовского – основной, содержащей доломит CaCO3xMgCO3). В процессе плавки печь нагревается, опять же, без доступа открытого пламени, после чего продувается сжатым воздухом через сопла, расположенные в дне печи. Расплав поддерживается в горячем состоянии из-за процесса окисления примесей руды, проходящего с выделением температуры. Далее полученное железо подвергается дополнительному науглероживанию с образованием стали. Основное отличие двух способов состоит в химическом составе плава.
В томасовском процессе могут быть использованы загрязненные серой и фосфором руды – продукты окисления фосфора и серы связываются материалом футеровки, давая окисляющий железо углекислый газ. У этого способа есть недостаток – фосфор и сера удаляются из плава не в полном объеме, поэтому железо получается более ломким. В бессемеровском же процесса футеровка печи не позволяет использовать основные флюсы, что делает его более требовательным к качеству руды. Однако этот способ дает более качественное железо, что и определило его производственное преимущество в долгосрочной перспективе.
Настало время сказать несколько слов и про мартеновский процесс. Он был открыт в 1864 году французским инженером Пьером Мартеном. Основное его отличие от бессемеровского и томасовского способов состоит в том, что газообразное топливо (обычно природный газ или коксовый газ) подаются прямо в зону плавки, где расплавляют чугун и одновременно окисляют его. Мартеновский процесс получил особенно широкое распространение в качестве способа передельной металлургии, которая использует для выплавки новой стали железный лом.

На протяжении всей истории человечества образ хозяйствования нашей цивилизации определяли металлы. Вообще говоря, все первые металлы, открытые человечеством, стоят правее водорода в электрохимическом ряду напряжений металлов. Это так просто потому, что все остальные по закону неумолимой термодинамики будут окислены во влажных и окислительных условиях атмосферы и литосферы. Точнее говоря, те, что правее водорода, тоже будут окислены – но сильно позже. А пока что встречайте: медь, серебро, золото, сурьма!

Справа все интересующие нас металлы, а заодно ртуть и платина. Не влезли палладий и висмут, но они встречаются реже метеоритов
Все эти элементы при определенной доле удачи могут быть встречены в самородном виде – неслыханное счастье для тех, кому до того предстояло пользоваться каменными орудиями труда. Металлу можно придавать почти любую форму, он не раскалывается, а деформируется при ударах, а еще его можно затачивать и делать качественно лучшие орудия труда. Золото, серебро и медь уже к позднему неолиту вовсю использовались для изготовления украшений, а в 6 тысячелетию человечество открыло для себя медные инструменты. Однако самым лучшим доступным металлом было, конечно, железо. Для того, чтобы найти его в чистом виде, нужно поистине дьявольское везение – оно встречается только в упавших метеоритах и является настоящей царской прерогативой (так, кинжал из гробницы Тутанхамона сделан именно из такого железа).
Новую веху в истории обработки металлов ознаменовала восстановительная металлургия. Люди открыли, что, если спекать некоторые минералы с углем, в камешках получившегося шлака заблестят кусочки меди. Это позволило человечеству перейти на небывало высокий по сравнению с неолитом уровень технологий. Новые медные инструменты и так были на порядок лучше каменных, но теперь они стали по-настоящему доступны. Вскоре появились первые печи для плавки меди, которые, например, можно найти в древних городах Анатолии. Так, первое найденное литое изделие датируется 5000 г. до н. э.

диаграмма Эллингема
Теперь сделаем небольшое отступление обратно к современности и обратим свои взоры на диаграмму Эллингема. Эта диаграмма показывает нам, насколько при разных температурах стабильны различные оксиды. Также она позволяет легко определить, восстановит ли углерод или угарный газ нужный оксид до металла при данной температуре – для этого всего лишь нужно посмотреть, в какой точке линия С и СО становится ниже линии соответствующего металла. Из нее можно понять, например, что даже при небольшом нагревании и углеродом, и угарным газом медь восстановится со свистом, а вот чтобы восстановить железо, придется хорошенько постараться (но все же меньше, чем для многих других металлов).
Проблема состоит не только в этом. Мало просто восстановить металл, необходимо его еще и расплавить, иначе вместо слитка, которому можно придать любую форму, получится просто серый (в случае железа) или красный (в случае меди) порошок. Поэтому для эффективного изготовления железных изделий нужна такая печь, которая сможет расплавить железо. Однако построить ее не так-то просто, первые железоделательные печи появились на территории той же Анатолии у хеттов примерно к 1200 г. до н. э. До этого человечество обходилось медью или бронзой – сплавом меди с мышьяком или оловом (бронза была попрочнее меди, дольше изнашивалась и плавилась при меньшей температуре).

Сыродутная печь
Такие требования сформировали облик европейской железной металлургии на многие века. Схема печи оставалась общей: высокая глиняная/земляная труба, в которой вперемежку уложены слои железной руды (как правило, болотной бурой слизи или каменной руды) и древесный уголь. Все это мероприятие было крайне малопрофитным в смысле целевого продукта, в железо превращалось около 30% руды в лучшем случае. Несмотря на это, железные орудия были на порядок выгоднее орудия из любого другого металла, доступного европейцам, из-за не в пример большего качества.
Описанный выше способ выплавки железа назывался сыродутным. Получившийся кусок железа содержал крайне большое количество шлаков, поэтому его проковывали большое количество раз. При этом получившееся железо обладало существенным недостатком. При получении оно было крайне твердым и незатачиваемым (так как содержало большое количество углерода), а при дальнейшем выгорании – очень мягким. Поэтому единственным способом получить нормальное, функциональное изделие было сваривание нескольких пакетов железа методом проковки сложенных слоев железа, просыпанных между собой бурой. Усовершенствовав технологи многократной проковки заготовки до предела и чередуя мягкие и твердые слои железа, человечество научилось изготавливать булатную сталь – один из лучших видов металлургической продукции своего времени.

Схема современной доменной печи
Следующей вехой развития железного производства стали доменные печи. Человечество догадалось, что, если печь сделать достаточно большой, можно будет подбрасывать в нее уголь и руду прямо в процессе плавки, а железо, сталь, чугун и шлаки сливать из нее через отдельные летки. Этот процесс в 15-16 вв. стал очередным технологическим бумом для Европы – несмотря на то, что доменную печь нельзя было останавливать, а угля и руды она жрала абсолютно непомерное количество, она позволила европейцам превзойти весь мир по выплавке металла на душу населения, а, следовательно, по артиллерийской мощи.
С учетом роста населения и постоянно растущего спроса на железо его производство на душу населения в 11-13 вв. достигало порядка килограмма на человека в год. Для сравнения – современный небольшой ножик весит порядка 200 граммов, лезвие небольшого топора – около 700 граммов, а ведь еще нужно на чем-то готовить, чем-то строить, опять же всяческие метизы типа гвоздей, скоб, крюков и прочего. В итоге мы понимаем, что уровень сыродутной металлургии даже с учетом перекрытия некоторых потребностей другими металлами давал ужасающе мало.
Ситуация менялась, как ни парадоксально, с увеличением количества металлических изделий – можно было срубать больше деревьев, прокапывать более глубокие шахты, возводить более сложные конструкции. Производство росло в геометрической прогрессии – размер печей для выплавки железа все увеличивался, увеличивался от простой сыродутной печи к штукофену и блауофену и наконец-то вырос до настоящей домны с непрерывным циклом выплавки. И тут понеслась – положительная обратная связь сделала свое дело.
Всеевропейское внедрение в 15-16 веках доменной печи сразу, буквально за несколько десятилетий, увеличило количество производимого на душу населения железа втрое, а то и вчетверо. Нашей цивилизации впервые стали по-настоящему доступны каменные железные руды. Забегая вперед, скажу, что в Швеции, стране, которая на тот момент поставляла больше половины всего европейского железа, к 18 веку производство достигло невероятных 20 кг железа на человека. Впрочем, до обогащения и прочих технологических процессов мы пока еще не дошли – пока что это просто загрузка печи камнями руды, углем и флюсом – специальным веществом, чтобы снизить количество примесей в плаве и уменьшить температуру плавления.
Проблемой доменного производства была необходимость в огромном количестве качественного древесного угля – каменный уголь содержал много вредных для железа примесей, поэтому деревья приходилось вырубать в огромных масштабах. Об экологии тогда никто не заботился, но бескрайние леса были, очевидно, не во всех странах. Также откровенным минусом все еще был уход огромного количества железа в чугун, хрупкий и потому не годный для создания инструментов и метизов. Единственной масштабной отраслью применения чугуна было артиллерийское дело – на отливку пушек и ядер шли многие тонны чугуна. И вот тут человечество сделало пока чисто эмпирическое, но очень важное открытие – из чугуна при высокой температуре может выгорать углерод. Естественно, ни о каком углероде речь тогда не шла, но этот факт позволил железоделательному производству перейти еще на один технологический уровень выше.
Все помнят, как в морозилке замерзает соленая вода? Образуется большая ледышка, самого рассола становится меньше, концентрация соли в нем растет. Похожий процесс происходит и при плавлении чугуна на воздухе. Углерод из него частично выгорает, частично переходит в жидкую фазу, а на дне печи начинают образовываться кристаллы железа. Это явление заметил английский металлург Генри Корт, и вскоре практика пудлингования – перемешивания расплава чугуна вошла в Британии в крайне широкое распространение.

Печь для пудлингования. 1) Под 2) Труба с клапаном для регулирования силы тяги 3) Порог, отделяющий металл в рабочем объёме от топлива 4) Колосниковая решётка, на которой находится горящее топливо (уголь) 5) Боковое окно для пудлинговщика 6) Окно для заброса топлива
Как происходило пудлингование? Сначала в печи, обложенной огнеупорной футеровкой (отделка печи, позволяющая оградить тело печи от разрушительного влияния расплавов) без доступа открытого пламени расплавлялся чугун. По прошествии некоторого времени рабочие засовывали в расплав огромные железные штанги (около 40 килограммов весом) и начинали интенсивно перемешивать его. Вскоре на штангах выкристаллизовывалось чистое железо, температура плавления которого намного выше, чем у чугуна. Далее получившуюся крицу вынимали из расплава, проковывали и разделяли на слитки.
Естественно, процесс этот был далеко не из самых легких, однако он позволил высвободить для промышленности огромное количество чистого железа и разом решить проблему переизбытка чугуна. Процесс пудлингования доминировал в металлургии на протяжении практически ста лет, после чего был вытеснен сразу тремя способами – бессемеровским (открытым Генри Бессемером в 1856 году), томасовским (открытым в 1878 году Сидни Гилкристом Томасом) и мартеновским.

Принцип работы любого конвертера
Бессемеровский и томасовский процессы довольно схожи. В качестве основного реактора используется веретенообразная печь с огнеупорной футеровкой (в случае бессемеровского процесса – кислой, содержащей SiO2, в случае томасовского – основной, содержащей доломит CaCO3xMgCO3). В процессе плавки печь нагревается, опять же, без доступа открытого пламени, после чего продувается сжатым воздухом через сопла, расположенные в дне печи. Расплав поддерживается в горячем состоянии из-за процесса окисления примесей руды, проходящего с выделением температуры. Далее полученное железо подвергается дополнительному науглероживанию с образованием стали. Основное отличие двух способов состоит в химическом составе плава.
В томасовском процессе могут быть использованы загрязненные серой и фосфором руды – продукты окисления фосфора и серы связываются материалом футеровки, давая окисляющий железо углекислый газ. У этого способа есть недостаток – фосфор и сера удаляются из плава не в полном объеме, поэтому железо получается более ломким. В бессемеровском же процесса футеровка печи не позволяет использовать основные флюсы, что делает его более требовательным к качеству руды. Однако этот способ дает более качественное железо, что и определило его производственное преимущество в долгосрочной перспективе.

Настало время сказать несколько слов и про мартеновский процесс. Он был открыт в 1864 году французским инженером Пьером Мартеном. Основное его отличие от бессемеровского и томасовского способов состоит в том, что газообразное топливо (обычно природный газ или коксовый газ) подаются прямо в зону плавки, где расплавляют чугун и одновременно окисляют его. Мартеновский процесс получил особенно широкое распространение в качестве способа передельной металлургии, которая использует для выплавки новой стали железный лом.
Сейчас практически все процессы старины глубокой (кроме доменной выплавки, конечно) уже ушли в прошлое. Их заместили новые гиганты – конвертерно-кислородный (переиначенный бессемеровский) и электродуговой способы выплавки стали. Однако история их, как мне кажется, довольно увлекательна, чтобы помнить ее и интересоваться ей.

Божественно прекрасный томасовский конвертер
Автор: Павел Ильчук
VPS серверы от Маклауд быстрые и безопасные.
Зарегистрируйтесь по ссылке выше или кликнув на баннер и получите 10% скидку на первый месяц аренды сервера любой конфигурации!
Читайте также:
- Заполните схему управления без обратной связи указав управляющий объект школа
- Основные конфликтные факторы в демократической россии кратко
- Система арбитражных судов кратко шпаргалка
- Фгос до об образовательных областях обеспечивающих развитие коммуникативной сферы дошкольника кратко
- Взаимодействие с родителями по оздоровлению детей раннего возраста в условиях доу и семьи