
Формы и листы применяемые для выпечки тестовых заготовок кратко
Обновлено: 02.07.2024
Разделка ржаного теста включает деление его на куски, формование кусков теста и одну (окончательную) расстойку тестовых заготовок.
Разделка теста. Деление теста на куски
Разделка теста начинается с процесса его деления. На хлебозаводах деление теста на куски, как правило, производится на тестоделительных машинах.
Масса куска теста устанавливается исходя из заданной массы штуки хлеба или хлебобулочного изделия. При этом учитывают потери в массе куска теста при его выпечке (упек) и штуки хлеба при остывании и хранении (усыхание). Отклонения массы отдельных кусков теста от установленной должны быть минимальными. Значительные отклонения недопустимы даже при выработке хлеба, продаваемого не штуками, а по массе. Резко разнящиеся по массе куски теста будут расстаиваться и выпекаться с различной скоростью, что неминуемо вызовет и заметные различия в качестве хлеба. Точность работы тестоделительных машин приобретает особое значение при выработке штучного хлеба и хлебобулочных изделий, колебания в массе которых не должны превышать ±2,5% от установленной величины.
Из этого не следует, что тестоделительные машины для выработки штучного хлеба и хлебных изделий, дающие отклонения в массе отдельных кусков теста не более ±2,5%, являются удовлетворительными по точности деления.
На отклонения в массе штучного хлеба, помимо отклонения в массе кусков теста, влияют еще и такие факторы, как неравномерность упека при выпечке хлеба и усыхания его при хранении. Поэтому тестоделительные машины, предназначаемые для выработки штучного хлеба, должны давать куски теста, отклонения в массе которых не будут превышать ±1,5%.
Округление кусков теста
Округление кусков теста, т. е. придание им шарообразной формы, обычно осуществляется сразу же после деления теста на куски. Эта операция при выпечке круглых подовых изделий является операцией окончательного формования кусков теста, после которой они поступают на окончательную и в данном случае единственную расстойку. Так обстоит дело при производстве круглых булочек и круглого подового хлеба. При производстве многих видов изделий из пшеничной муки высшего, I и II сортов (батонов, булок, плетеных и витых изделий, розанчиков, рожков, подковок и т. п.) округление является лишь первой, промежуточной стадией формования изделия, за которой следует предварительная расстойка округленных кусков теста.
В этом случае цель операции округления (при ручном осуществлении носящая название подкатки) — улучшение структуры теста, способствующее получению изделий с более мелкой и равномерной пористостью мякиша.
Предварительная расстойка
Между операциями округления и окончательного формования кусков пшеничного теста должна иметь место предварительная или промежуточная расстойка. Округленные куски теста должны находиться в состоянии покоя в течение 5 -8 мин.
В результате механических воздействий, оказываемых на тесто в процессе деления на куски и последующего округления, в нем возникают внутренние напряжения и частично разрушаются отдельные звенья клейковинного структурного каркаса.
Если округленные куски теста сразу же передать на закаточную машину, которая оказывает весьма интенсивное механическое воздействие па тесто, то реологические свойства его могут ухудшаться. В процессе предварительной расстойки внутренние напряжения в тесте рассасываются (явление релаксации), а разрушенные звенья структуры теста частично восстанавливаются (явление тиксотропии).
В итоге реологические свойства теста, его структура и газоудерживающая способность улучшаются. Это приводит к некоторому увеличению объема готовых изделий и улучшению структуры и характера пористости мякиша.
Наблюдения, проведенные на ряде хлебозаводов, показали, что применение предварительной расстойки кусков теста заметно увеличивает объем батонов.
Брожение в округленных кусках теста в период их предварительной расстойки не играет практически значимой роли; Поэтому для этой стадии технологического процесса не нужно создавать особых температурных условий. Не требуется также и увлажнения воздуха. Некоторое подсыхание поверхности кусков теста при предварительной расстойке даже желательно, так как облегчает последующее прохождение их через закаточную машину.
На тесторазделочных поточных линиях предварительная расстойка производится в ленточных или цепных люлечных шкафах для расстойки непрерывного действия. Иногда предварительная расстойка осуществляется на длинных ленточных транспортерах, передающих куски теста от округлителя к закаточной машине.
Формование изделий из кусков теста
После предварительной расстойки округленным кускам теста придают форму, характерную для готовых изделий. Так, например, для получения обычных батонов из круглого куска теста необходимо сформовать цилиндрический кусок теста с тупыми округлыми концами. Для городских булок необходимо получить более короткие куски теста, цилиндрические в средней части и с заостренными концами.
Куски теста цилиндрической формы обычно получаются па закаточных машинах.
Для формования уже округленных кусков пшеничного теста после их предварительной расстойки применяются закаточные машины ряда марок, в которых кусок теста сначала раскатывается валками в продолговатый блин, затем сворачивается в трубку, которая позже подвергается раскатке. Прямое раскатывание округленных кусков пшеничного теста до приобретения ими формы батонов без предварительной раскатки куска теста в блин и сворачивания его в трубку не обеспечивает достаточной проработки теста. Такие батоны имеют заметно худшую, менее однородную и неравномерную пористость.
Для получения тестовых заготовок цилиндрической формы из ржаного теста применяются ленточные закаточные машины, в которых кусок теста раскатывается между транспортерными лентами, движущимися в разные стороны с различной скоростью.
Для окончательного формования тестовых заготовок для рожков (рогликов) и розанчиков созданы специальные машины.
Окончательная расстойка
Разделка теста заканчивается процессом окончательной расстойки тестовых заготовок. В процессе формования кусков теста из них почти полностью вытесняется углекислый газ (диоксид углерода). Если сформованный кусок теста сразу же посадить в печь, то хлеб выйдет с плотным, очень плохо разрыхленным мякишем, с разрывами и трещинами на корке. Для получения хлеба с хорошо разрыхленным мякишем сформованные куски теста подвергаются расстойке.
Для кусков пшеничного теста, уже прошедших предварительную расстойку, это будет вторая, окончательная, расстойка. Для тестовых заготовок из ржаного теста это будет первая и одновременно окончательная расстойка.
Во время окончательной расстойки в куске теста происходит брожение. Выделившийся при этом диоксид углерода разрыхляет тесто, увеличивая его объем. При расстойке кусков теста для подовых изделий на досках или листах одновременно с увеличением объема кусков изменяется и их форма; они в большей или меньшей мере расплываются.
В отличие от предварительной расстойки, окончательная расстойка должна проводиться в атмосфере воздуха определенной температуры (в пределах 35-40 °С) и относительной влажности (в пределах 75-85%). Повышенная температура воздуха ускоряет брожение в расстаивающихся кусках теста. Достаточно высокая относительная влажность необходима для предотвращения образования на поверхности кусков теста высохшей пленки — корочки.
Высохшая пленка (корочка) в процессе расстойки или выпечки обычно разрывается вследствие увеличения объема теста, что приводит к образованию па поверхности хлеба разрывов и трещин.
Готовность кусков теста в процессе расстойки обычно устанавливается органолептически, на основании изменения объема, формы и реологических свойств расстаиваюшихся кусков теста. Умение правильно определять готовность кусков теста в расстойке требует опыта и практического навыка. К сожалению, еще не разработаны достаточно проверенные объективные методы этого определения. Как недостаточная, так и избыточная расстойка отрицательно сказывается на качестве хлеба.
Если посадить в печь три батона из пшеничной муки, из которых один имел явно недостаточную, другой нормальную, а третий избыточную расстойку, то после выпечки эти батоны будут резко отличаться один от другого.
Батон с недостаточной расстойкой будет иметь в разрезе почти круглую форму, батон с нормальной расстойкой — слегка овальную, переходящую в округлую от нижней корки к бокам, а батон с избыточной расстойкой будет сильно расплывшимся и плоским. Кроме того, хлеб с недостаточной расстойкой обычно имеет трещины, через которые иногда выпирает мякиш.
Формовой хлеб при недостаточной расстойке имеет сильно округлую верхнюю корку, обычно подорванную вдоль боковой или боковых стенок; при чрезмерной расстойке, наоборот, верхняя корка посредине вогнута. Кроме того, при крутом тесте (как в подовом, так и в формовом хлебе) недостаточная расстойка может вызвать появление разрывов внутри мякиша.
Длительность расстойки сформованных кусков теста колеблется в весьма широких пределах (от 25 до 120 мин) в зависимости от массы кусков, условий расстойки, рецептуры теста, свойств муки и ряда других факторов.
Проведенными опытами было показано, что температура и относительная влажность воздуха весьма значительно влияет на длительность расстойки. Повышение температуры воздуха с 30 до 45 ”С при относительной его влажности 80-85% сокращало длительность расстойки на 23-30%.
Повышение относительной влажности воздуха с 65 до 85% при температуре 35 ºС вызывало ускорение расстойки примерно на 20%.
Наибольшее ускорение расстойки наблюдалось при повышении температуры воздуха до 45 ºС и относительной влажности до 90%. Однако относительную влажность воздуха не следует поддерживать выше 85%, так как это может привести к прилипанию кусков теста к доскам или карманам люлек, в которых идет расстойка.
Установлено также, что чем выше температура воздуха в камере для расстойки, тем соответственно ниже может быть относительная влажность воздуха. Скорость воздуха в расстойных камерах не должна быть слишком большой.
В работах, проведенных в МТИППе и ВНИИХПе, изучались факторы, обусловливающие формоудерживающую способность тестовых заготовок, от которой при производстве подовых изделий зависит длительность расстойки и форма (Н : D) готовых изделий. Было установлено, что формоудерживающая способность тестовой заготовки связана с численными значениями коэффициента поверхностного натяжения на границах: тесто — воздух и плоскость — тесто.
В работах ВНИИХПа было исследовано также и разрыхление тестовых заготовок, связанное с коэффициентом газопроницаемости и толщиной в тесте межпоровых ≪стенок≫.
Было изучено влияние на величины указанных показателей механической обработки теста, Усиленная обработка увеличивала прочность, понижала газопроницаемость межпоровых стенок и в связи с этим при увеличении длительности расстойки приводила к повышению разрыхленности и увеличению объема изделий.
Изучалось влияние добавок поверхностно-активных веществ (они снижали величины коэффициента поверхностного натяжения), жироводных эмульсий, влажности теста, параметров воздуха и др. факторов.
На основе производственной практики и проведенных исследований можно отметить, что длительность расстойки тестовых заготовок увеличивается при применении сильной муки, при понижении влажности и температуры теста, при внесении в тесто значительных количеств жира и сахара, уже тормозящих процесс брожения, при усилении механической обработки теста, при применении улучшителей окислительного действия, при уменьшении массы тестовых заготовок и при снижении температуры и влажности воздуха для расстойки.
На современных тесторазделочных поточных линиях окончательная расстойка производится в конвейерных шкафах для расстойки. Разработаны, производятся и применяются конвейерные шкафы для окончательной расстойки тестовых заготовок для различных видов хлеба и хлебных изделий, различных типов, конфигураций и типоразмеров.
На ряде предприятий окончательная расстойка тестовых заготовок производится на вагонетках в специальных камерах для расстойки.
Как в конвейерных шкафах, так и в камерах для окончательной расстойки параметры воздуха (температура и относительная влажность) должны быть оптимальными для протекания процесса расстойки и качества готовых изделий.
Формирование тестовой заготовки — придание тестовой заготовке формы, соответствующей данному виду хлебобулочного изделия.
После деления тестовые заготовки представляют собой бесформенные куски теста с неоднородной структурой, часто с шероховатой поверхностью. Механическая обработка тестовых заготовок на формующих машинах способствует получению тонкостенной равномерной пористости изделий и повышению объемного выхода.
В зависимости от вида вырабатываемых изделий формование тестовых заготовок может включать различные операции: округление, раскатку, закатку, фигурное формование, внесение начинки и др.
В зависимости от формы, которую придает машина тестовой заготовке, различают:
- округлительные машины, формующие шарообразные заготовки;
- закаточные машины, формующие удлиненные цилиндрические или сигарообразные заготовки;
- специальные формующие машины, основанные на методах штампования или экструзии.
Округление проводят для придания тестовым заготовкам гладкой шарообразной формы. Внешняя поверхность тестовой заготовки при округлении уплотняется, что повышает газоудерживающую способность теста и улучшает структуру пористости готовых изделий.
Для округления тестовых заготовок применяют тестоокругительные машины (тестоокруглители).
Раскатка — процесс воздействия вращающихся формующих органов на тестовую заготовку до получения ею плоской формы определенной толщины. Раскатку чаще осуществляют между валками, вращающимися навстречу друг другу. Обычно механизмы раскатки имеют несколько пар валков, при этом скорость каждой последующей пары увеличивается по сравнению с предыдущей. Это создает дополнительное растяжение теста в промежутках между парами валков. Один из валков заменить может быть заменён несущей поверхностью (конвейером). Такую раскатку применяют для предварительной деформации теста перед подачей его в раскатывающий механизм.
Прокатка — способ механической обработки тестовой заготовки обжатием между вращающимися валками с целью получения полуфабриката в виде отдельных пластов или жгутов. Прокатка применяется для обработки теста для слоеных и бараночных изделий.
Закатка — придание тестовым заготовкам цилиндрической или сигарообразной формы. Осуществляется чаще всего на ленточных и барабанных закаточных машинах.
Формование в закаточной машине является многоступенчатым и состоит из следующих стадий: раскатки (вальцевания), завивания рулона и уплотнения заготовки. Предварительно округлённые тестовые заготовка сначала раскатываются двумя парами валков в плоскую заготовку (лепёшку), которая с помощью завивающего устройства заворачивается в рулон, а затем поступает в зону уплотнения, состоящую из несущего ленточного конвейера и верхней прижимной плиты.
Тестозакаточные машины в зависимости от уплотняющего устройства подразделяются на ленточные, барабанные и комбинированные.
Фигурное формование. Формование тестовых заготовок для булочных и сдобных изделий сложной формы осуществляется вручную. После округления тестовые заготовки раскатывают, вносят при необходимости начинку, придают заданную форму и укладывают на предварительно смазанные листы. Количество и перечень операций при ручном формовании зависит от вида изделий. К изделиям, формование которых трудно или невозможно проводить механизированным способам, относятся плетёнки, плюшки, сдоба выборгская, калачи московские и др.
Разработаны автоматизированные и полуавтоматизированные поточные формовочные линии, позволяющие получать тестовые заготовки сложной формы из тестовой ленты (полотна). Линии состоят из двух основных участков:
Выпечка — это процесс превращения тестовых заготовок в готовые изделия, в результате которого окончательно формируется их качество. Выпечка хлеба осуществляется в хлебопекарной печи марки Wachtel COMMET.
В процессе выпечки происходят следующие изменения с тестовой заготовкой:
—образование корки и мякиша;
—формирование вкуса и аромата;
Все эти изменения вызываются теплофизическими, микробиологическими, биохимическими и коллоидными процессами, протекающими одновременно при помещении тестовой заготовки в среду пекарной камеры.
Процессы, протекающие в тестовой заготовке при выпечке:
· Прогревание теста-хлеба при выпечке. Тестовые заготовки прогреваются постепенно, начиная с поверхности, поэтому все процессы, характерные для выпечки хлеба, происходят не одновременно во всей его массе, а послойно, сначала в наружных, а потом во внутренних слоях. При прогревании слоя до температуры выше 100° С он превращается в корку. Температура слоя на границе между коркой и мякишем всегда равна 100° С и именно в этом слое происходит испарение влаги. Если слой перегревается до температуры выше 100° С, то он превращается в очередной слой, формирующий корку.
· Образование корки. Образование твердой хлебной корки происходит в результате обезвоживания наружных слоев тестовой заготовки. Твердая корка прекращает прирост объема теста и хлеба, поэтому корка должна образовываться не сразу, а через 6-8 мин после начала выпечки, когда максимальный объем заготовки будет уже достигнут. И первую зону пекарной камеры подают пар, конденсация которого на поверхности заготовок задерживает обезвоживание верхнего слоя и образование корки. Однако через несколько минут верхний слой, прогреваясь до температуры 100° С, начинает быстро терять влагу и при температуре 110-112° С превращается в тонкую корку, которая тем постепенно утолщается.
Влага, образовавшаяся при обезвоживании корки, испаряется в окружающую среду, а часть ее переходит в мякиш, так как влага при нагревании различных материалов всегда переходит от более нагретых участков (корки) к менее нагретым (мякишу). Влажность мякиша в результате перемещения влаги из корки повышается на 1,5— 2,5%. Влажность корки к концу выпечки составляет всего 5—7%, т. е. корка практически обезвоживается.
Температура корки к концу выпечки достигает 160-180° С. Выше этой температуры корка не нагревается, так как подводимая к ней теплота расходуется на испарение влаги, перегрев полученного пара, а также на образование мякиша.
· Образование мякиша. Основную роль в образовании мякиша хлеба играют коллоидные процессы, протекающие при прогревании тестовой заготовки и связанные главным образом с изменением состояния крахмала и белковых веществ. Эти изменения происходят почти одновременно. Крахмальные зерна при температуре 55—60° С и выше клейстеризуются, т. е. переходят из кристаллического состояния и аморфное. В зернах крахмала образуются трещины, в которые проникает влага, отчего они значительно увеличиваются в объеме. При клейстеризации крахмал поглощает как свободную влагу теста, так и влагу, выделенную белками. Поэтому свободной влаги в тесте уже не остается и мякиш хлеба становится сухим и нелипким на ощупь. Изменение состояния белковых веществ начинается при прогреве тестовой заготовки до температуры 50—75° С и заканчивается при тем пературе около 90° С. Белковые вещества в процессе выпечки подвергаются тепловой денатурации. При этом они уплотняются и выделяют влагу, поглощенную ими при образовании теста. Денатурированные белки фиксируют (закрепляют) пористую структуру мякиша и форму изделия. В изделии образуется белковый каркас, в который вкраплены зерна набухшего крахмала. После тепловой денатурации белков в наружных слоях изделия прекращается прирост объема заготовки.
· Увеличение объема изделий. Объем выпеченного изделия на 10 — 30% больше объема тестовой заготовки перед посадкой ее в печь.
Увеличение объема происходит главным образом в первые минуты выпечки в результате спиртового брожения и образования этилового спирта и диоксида углерода, перехода спирта в парообразное состояние при температуре 79° С, а также теплового расширения паров спирта и газов в тестовой заготовке. Увеличение объема тестовой заготовки улучшает внешний вид, пористость и усвояемость изделия.

· Микробиологические процессы, протекающие при выпечке. Жизнедеятельность бродильной микрофлоры теста (дрожжевых клеток и кислотообразующих бактерий) изменяется по мере прогревания куска теста-хлеба в процессе выпечки.
Дрожжевые клетки при прогревании теста примерно до 35° С ускоряют процесс спиртового брожения до максимума. Примерно до 40° С жизнедеятельность дрожжей в выпекаемой тестовой заготовке еще очень интенсивна. При прогревании свыше 45° С спиртовое брожение, вызываемое дрожжами, резко снижается, а при температуре теста около 50° С дрожжи начинают погибать.
Жизнедеятельность кислотообразующей микрофлоры в зависимости от температурного оптимума (около 35° С для нетермофильных бактерий и 48—54° С для термофильных) по мере прогревания тестовой заготовки сначала форсируется, после достижения температуры выше оптимальной для их жизнедеятельности замедляется, а затем совсем прекращается. При прогревании теста до 60° С кислотообразующая микрофлора теста почти полностью отмирает
· Биохимические процессы, протекающие при выпечке. К основным биохимическим процессам, протекающим при выпечке, относятся гидролиз крахмала под действием амилолитических ферментов и гидролиз белков под действием протеолитических ферментов. Очень важным является изменение активности амилаз и протеиназы при прогревании тестовой заготовки. Так (β-амилаза полностью инактивируется в заготовке из пшеничной муки при температуре около 82-84° С, а α-амилаза способна сохранять свою активность до 97—98° С, т. с. и готовом хлебе. Поэтому при выпечке хлеба из пшеничной муки выесшего, первого и второго сортов гидролиз крахмала в тесте и мякише хлеба в основном обусловлен действием амилаз теста.
Пока амилазы еще не инактивированы вследствие повышении температуры тестовой заготовки, они вызывают гидролиз крахмала В процессе выпечки хлеба атакуемость крахмала амилазами возрастает. Это объясняется тем, что крахмал, частично клейстеризованный при выпечке, во много раз легче гидролизуется амилазами В результате этого количество крахмала в тесте при выпечке снижается.
Белково-протеиназный комплекс теста в процессе выпечки хлеба также изменяется. Атакуемость белковых веществ возрастает, протеолитические ферменты в процессе выпечки инактивируются при температуре 80-85° С.
Необходимо отметить, что температура инактивации ферментом при выпечке зависит от скорости прогрева выпекаемого хлеба. Чем быстрее происходит прогрев, тем выше температура, при которой инактивируются ферменты.
Чем активнее протекают гидролиз крахмала и белков, тем больше накапливается продуктов реакции меланоединообразования, которые придают специфическую окраску корке и участвуют в формировании вкуса и аромата готовых изделий. Однако эти биохимические процессы не должны быть чрезмерно интенсивными, так как и этом случае возможно получение изделий, отличающихся повышенной расплываемостью и интенсивно окрашенной коркой, а также заминающимся липким мякишем.
· Уменьшение массы изделий при выпечке (упек). Упек — это уменьшение массы тестовой заготовки при выпечке за счет испарения части воды и улетучивания некоторых продуктов брожения. Величина упека определяется разностью между массой тестовой заготовки перед посадкой в печь и массой вышедшего из печи готового горячего изделия, выраженной в процентах к массе заготовки
Основной причиной уменьшения массы теста-хлеба при выпечке является испарение влаги при образовании корки. В незначительной степени (на 5—8%) упек обусловлен удалением из тестовой заготовки спирта, диоксида углерода, летучих кислот и других летучих веществ.
Выпечкапроизводится при температуре 220 - 240°С, продолжительность выпечки 10 – 40 мин (в зависимости от массы изделия). Готовность изделий определяют по увеличению объема и цвету корки (от светло – коричневого до темно – коричневого)
Выпечка — это процесс превращения тестовых заготовок в готовые изделия, в результате которого окончательно формируется их качество. Выпечка хлеба осуществляется в хлебопекарной печи марки Wachtel COMMET.
В процессе выпечки происходят следующие изменения с тестовой заготовкой:
—образование корки и мякиша;
—формирование вкуса и аромата;
Все эти изменения вызываются теплофизическими, микробиологическими, биохимическими и коллоидными процессами, протекающими одновременно при помещении тестовой заготовки в среду пекарной камеры.
Процессы, протекающие в тестовой заготовке при выпечке:
· Прогревание теста-хлеба при выпечке. Тестовые заготовки прогреваются постепенно, начиная с поверхности, поэтому все процессы, характерные для выпечки хлеба, происходят не одновременно во всей его массе, а послойно, сначала в наружных, а потом во внутренних слоях. При прогревании слоя до температуры выше 100° С он превращается в корку. Температура слоя на границе между коркой и мякишем всегда равна 100° С и именно в этом слое происходит испарение влаги. Если слой перегревается до температуры выше 100° С, то он превращается в очередной слой, формирующий корку.
· Образование корки. Образование твердой хлебной корки происходит в результате обезвоживания наружных слоев тестовой заготовки. Твердая корка прекращает прирост объема теста и хлеба, поэтому корка должна образовываться не сразу, а через 6-8 мин после начала выпечки, когда максимальный объем заготовки будет уже достигнут. И первую зону пекарной камеры подают пар, конденсация которого на поверхности заготовок задерживает обезвоживание верхнего слоя и образование корки. Однако через несколько минут верхний слой, прогреваясь до температуры 100° С, начинает быстро терять влагу и при температуре 110-112° С превращается в тонкую корку, которая тем постепенно утолщается.
Влага, образовавшаяся при обезвоживании корки, испаряется в окружающую среду, а часть ее переходит в мякиш, так как влага при нагревании различных материалов всегда переходит от более нагретых участков (корки) к менее нагретым (мякишу). Влажность мякиша в результате перемещения влаги из корки повышается на 1,5— 2,5%. Влажность корки к концу выпечки составляет всего 5—7%, т. е. корка практически обезвоживается.
Температура корки к концу выпечки достигает 160-180° С. Выше этой температуры корка не нагревается, так как подводимая к ней теплота расходуется на испарение влаги, перегрев полученного пара, а также на образование мякиша.
· Образование мякиша. Основную роль в образовании мякиша хлеба играют коллоидные процессы, протекающие при прогревании тестовой заготовки и связанные главным образом с изменением состояния крахмала и белковых веществ. Эти изменения происходят почти одновременно. Крахмальные зерна при температуре 55—60° С и выше клейстеризуются, т. е. переходят из кристаллического состояния и аморфное. В зернах крахмала образуются трещины, в которые проникает влага, отчего они значительно увеличиваются в объеме. При клейстеризации крахмал поглощает как свободную влагу теста, так и влагу, выделенную белками. Поэтому свободной влаги в тесте уже не остается и мякиш хлеба становится сухим и нелипким на ощупь. Изменение состояния белковых веществ начинается при прогреве тестовой заготовки до температуры 50—75° С и заканчивается при тем пературе около 90° С. Белковые вещества в процессе выпечки подвергаются тепловой денатурации. При этом они уплотняются и выделяют влагу, поглощенную ими при образовании теста. Денатурированные белки фиксируют (закрепляют) пористую структуру мякиша и форму изделия. В изделии образуется белковый каркас, в который вкраплены зерна набухшего крахмала. После тепловой денатурации белков в наружных слоях изделия прекращается прирост объема заготовки.
· Увеличение объема изделий. Объем выпеченного изделия на 10 — 30% больше объема тестовой заготовки перед посадкой ее в печь.
Увеличение объема происходит главным образом в первые минуты выпечки в результате спиртового брожения и образования этилового спирта и диоксида углерода, перехода спирта в парообразное состояние при температуре 79° С, а также теплового расширения паров спирта и газов в тестовой заготовке. Увеличение объема тестовой заготовки улучшает внешний вид, пористость и усвояемость изделия.
· Микробиологические процессы, протекающие при выпечке. Жизнедеятельность бродильной микрофлоры теста (дрожжевых клеток и кислотообразующих бактерий) изменяется по мере прогревания куска теста-хлеба в процессе выпечки.
Дрожжевые клетки при прогревании теста примерно до 35° С ускоряют процесс спиртового брожения до максимума. Примерно до 40° С жизнедеятельность дрожжей в выпекаемой тестовой заготовке еще очень интенсивна. При прогревании свыше 45° С спиртовое брожение, вызываемое дрожжами, резко снижается, а при температуре теста около 50° С дрожжи начинают погибать.
Жизнедеятельность кислотообразующей микрофлоры в зависимости от температурного оптимума (около 35° С для нетермофильных бактерий и 48—54° С для термофильных) по мере прогревания тестовой заготовки сначала форсируется, после достижения температуры выше оптимальной для их жизнедеятельности замедляется, а затем совсем прекращается. При прогревании теста до 60° С кислотообразующая микрофлора теста почти полностью отмирает
· Биохимические процессы, протекающие при выпечке. К основным биохимическим процессам, протекающим при выпечке, относятся гидролиз крахмала под действием амилолитических ферментов и гидролиз белков под действием протеолитических ферментов. Очень важным является изменение активности амилаз и протеиназы при прогревании тестовой заготовки. Так (β-амилаза полностью инактивируется в заготовке из пшеничной муки при температуре около 82-84° С, а α-амилаза способна сохранять свою активность до 97—98° С, т. с. и готовом хлебе. Поэтому при выпечке хлеба из пшеничной муки выесшего, первого и второго сортов гидролиз крахмала в тесте и мякише хлеба в основном обусловлен действием амилаз теста.
Пока амилазы еще не инактивированы вследствие повышении температуры тестовой заготовки, они вызывают гидролиз крахмала В процессе выпечки хлеба атакуемость крахмала амилазами возрастает. Это объясняется тем, что крахмал, частично клейстеризованный при выпечке, во много раз легче гидролизуется амилазами В результате этого количество крахмала в тесте при выпечке снижается.
Белково-протеиназный комплекс теста в процессе выпечки хлеба также изменяется. Атакуемость белковых веществ возрастает, протеолитические ферменты в процессе выпечки инактивируются при температуре 80-85° С.
Необходимо отметить, что температура инактивации ферментом при выпечке зависит от скорости прогрева выпекаемого хлеба. Чем быстрее происходит прогрев, тем выше температура, при которой инактивируются ферменты.
Чем активнее протекают гидролиз крахмала и белков, тем больше накапливается продуктов реакции меланоединообразования, которые придают специфическую окраску корке и участвуют в формировании вкуса и аромата готовых изделий. Однако эти биохимические процессы не должны быть чрезмерно интенсивными, так как и этом случае возможно получение изделий, отличающихся повышенной расплываемостью и интенсивно окрашенной коркой, а также заминающимся липким мякишем.
· Уменьшение массы изделий при выпечке (упек). Упек — это уменьшение массы тестовой заготовки при выпечке за счет испарения части воды и улетучивания некоторых продуктов брожения. Величина упека определяется разностью между массой тестовой заготовки перед посадкой в печь и массой вышедшего из печи готового горячего изделия, выраженной в процентах к массе заготовки
Основной причиной уменьшения массы теста-хлеба при выпечке является испарение влаги при образовании корки. В незначительной степени (на 5—8%) упек обусловлен удалением из тестовой заготовки спирта, диоксида углерода, летучих кислот и других летучих веществ.
Выпечкапроизводится при температуре 220 - 240°С, продолжительность выпечки 10 – 40 мин (в зависимости от массы изделия). Готовность изделий определяют по увеличению объема и цвету корки (от светло – коричневого до темно – коричневого)
Выпечка мучных кондитерских изделий является сложным и ответственным этапом технологического процесса. При выпечке тестовых заготовок происходят физико-химические и коллоидные изменения в тесте, предопределяющие качество готовых изделий. Поэтому для каждого вида изделий в зависимости от рецептурного состава, структуры теста, толщины и формы заготовки должны быть отдельно выбраны свои температурные режимы выпечки, обеспечивающие оптимальные условия для протекания физико-химических и коллоидных процессов. Интенсивность этих процессов в основном зависит от температуры, влажности и продолжительности нагревания.
Выпечка изделий осуществляется в печах, в которых тепло передается от греющих поверхностей и паро-воздушной среды пекарной камеры к тестовым заготовкам.
Наибольшее распространение в настоящее время получили газовые туннельные печи непрерывного действия с перфорированными или сетчатыми стальными конвейерами, на которые непосредственно укладываются отформованные тестовые заготовки.
Печь (рис. У-16) состоит из следующих основных узлов: пекарной камеры, печного конвейера, камеры предварительного охлаждения и газого - релочной системы.
Пекарная камера разделена на четыре секции 4, 5, 8 и 9 длиной по 2 м каждая. Печной конвейер состоит из двух барабанов: приводного 14 и натяжного 2, огибаемых замкнутой стальной сеткой 3 шириной 870 мм. Устройство 1 служит для натяжения цепной передачи приводного барабана. Верхняя ветвь 19 конвейера поддерживается от провисания внутри пекарной камеры чугунными опорами 18, а вне камеры - роликами 13. Печной конвейер приводится в движение приводной станцией 12.
Камера предварительного охлаждения 11 предназначена для охлаждения изделий после выпечки.
Газогорелочная система служит для сжигания природного газа внутри пекарной камеры. Г аз сжигается при помощи 34 беспламенных горелок 17 и 20, установленных над печной лентой и под лентой 19. Горелки вставляются в пекарную камеру через прямоугольные отверстия 10.
Газовые горелки располагаются в пекарной камере в соответствии с требованиями технологического режима выпечки. Более высокая температура среды в определенной зоне пекарной камеры достигается более частым расположением горелок. Кроме того, температуру среды пекарной камеры можно регулировать изменением подачи газа к горелкам вплоть до отключения некоторого их количества.
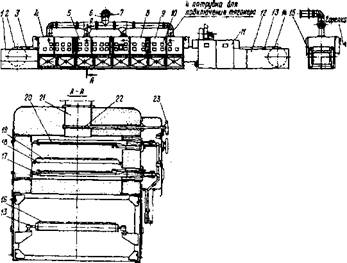
Phc. V-16. Газовая печь ШПГ
Продукты сгорания из пекарной камеры отсасываются вентилятором высокого давления через тяги 21 в вытяжные трубы 6. В каждой секции тягу регулируют заслонкой 22, поворачивая ее штурвалом 23, а на вытяжной трубе - заслонкой 7.
При выборе режимов выпечки необходимо обеспечить оптимальные условия теплообмена между тестовыми заготовками и паро-воздушной средой пекарной камеры, а также учитывать влияние параметров паровоздушной среды на физико-химические и коллоидные процессы, протекающие в тесте.
Основным параметром, обеспечивающим прогрев теста, является его температура, которая в процессе теплообмена непрерывно изменяется в разных слоях теста. Верхние слои прогреваются быстрее и к концу выпечки их температура достигает 170-180°С. Температура центральных слоев также повышается, но менее быстро и к концу процесса выпечки достигает 106-108°С. Таким образом, несмотря на малую толщину тестовых заготовок, в процессе их выпечки постоянно существует послойный температурный градиент. Он оказывает влияние на скорость влагообмена между тестом и средой пекарной камеры.
Одной из задач при выпечке является удаление из теста избытка влаги, которая удерживается физико-химической связью. Удаление такой влаги затруднено и по мере прогревания тестовых заготовок протекает неравномерно.
Перемещение адсорбционно и осмотически связанной влаги в материале подчиняется законам диффузии. Движущей силой этого процесса является градиент влажности. От его величины зависит скорость перемещения влаги внутри теста. При выпечке влажность тестовых заготовок уменьшается за счет испарения влаги из поверхностных слоев, поэтому между центральными и поверхностным слоем возникает влажностный градиент.
Ученые НИИКП установили при постоянном режиме выпечки три периода удаления влаги из теста, которые наглядно видны на кривой выпечки и кривой скорости выпечки (рис. У-17 и V-18).
в процессе выпечки влагоотдачи во время выпечки
Первый период (I) (см. рис. У-18) характеризуется переменной скоростью удаления влаги, второй период (II) - постоянной скоростью влагоотдачи и третий период (III) - падающей скоростью влагоотдачи с переходом в постоянную скорость удаления влаги.
Такой характер влагоотдачи обусловлен интенсивным прогревом поверхностных слоев теста в начальный период (при поступлении заготовок в печь), возникновением значительного температурного градиента, под влиянием которого часть свободной влаги мигрирует от поверхностных слоев теста к центральным, замедляя, таким образом, скорость удаления влаги.
Во II периоде выпечки температура центральных слоев теста превышает 100°С, свободная вода превращается в пар, возникает избыточное давление пара, под действием которого влага удаляется с постоянной скоростью. Зона испарения влаги постепенно углубляется внутрь тестовых заготовок, что сопровождается резким увеличением их объема.
В III период выпечки зона испарения достигает центральных слоев теста, свободная влага практически удалена, поэтому скорость влагоотдачи резко падает. В тесте остается лишь связанная с белковыми веществами и крахмалом вода, которая медленно удаляется с постоянной скоростью.
Такой характер изменения влажности тестовых заготовок предопределяет оптимальные режимы выпечки. На прогрев теста и интенсивность влагоотдачи основное влияние оказывают температура и относительная влажность среды пекарной камеры. Для окончательного определения их значений необходимо проанализировать влияние этих параметров на физико-химические изменения теста в процессе выпечки.
Кроме удаления влаги в процессе выпечки тестовых заготовок претерпевают изменения и другие составные части теста, что положительно влияет на структуру изделий и их качественные показатели.
Особенно значительные изменения претерпевают белки и крахмал муки, играющие основную роль в образовании структуры изделий. При прогреве теста до температуры 50-70°С белковые вещества теста денатурируют и освобождают воду, поглощенную при набухании. В этом же температурном интервале происходит интенсивное набухание и частичная клейстери - зация крахмала освободившейся водой.
Обезвоженные и коагулированные белки клейковины и частично клей - стеризованный крахмал образуют пористый скелет изделия, на поверхности которого адсорбируется жир в виде тонких пленок.
При температуре 60°С разлагается карбонат аммония с выделением газообразных веществ - аммиака и углекислоты, а при температуре 80- 90°С происходит разложение гидрокарбоната натрия с выделением углекислоты. При дальнейшем повышении температуры теста давление и объем образовавшихся газообразных вешеств увеличивается, в результате чего изменяется объем тестовых заготовок, а поры в тесте значительно расширяются. В разрыхлении теста большую роль играют пары воды, образующиеся в тесте в процессе выпечки.
Степень разрыхления теста и изменение его объема при выпечке также зависят от равномерного распределения в тесте химических разрыхлителей и структурно-механических свойств теста.
Затяжное и галетное тесто обладают значительной упругостью и поэтому оказывают большое сопротивление расширению образовавшихся в процессе выпечки газовых пузырьков. Поэтому эти изделия имеют небольшой подъем и недостаточно развитую пористость. В сахарном и особенно пряничном тесте благодаря высокой пластичности и незначительной упругости сравнительно легко увеличивается объем, а изделия имеют достаточно развитую пористость.
В процессе выпечки происходит постепенное обезвоживание тестовых заготовок и образование на их поверхности плотной корочки. Очень важно, чтобы возникновение корочки происходило не сразу, а постепенно, так как ее появление препятствует увеличению объема теста. Поэтому процесс выпечки вначале необходимо вести при невысокой температуре с увлажнением среды пекарной камеры, что способствует образованию тонкой корочки в более поздний период.
В процессе выпечки под действием высокой температуры наблюдаются химические изменения составных веществ теста. Уменьшается количество нерастворимого крахмала за счет частичного его гидролиза с образованием декстринов. Происходит частичная инверсия сахарозы; редуцирующие сахара взаимодействуют с аминокислотами, полипептидами и пептонами муки с образованием различных альдегидов, органических кислот и, в конечном итоге, меланоидинов, которые влияют на вкус и окраску корочки мучных изделий. Снижение содержания сахаров является результатом их частичной карамелизации.
На цвет корочки и изделий в целом оказывает влияние гидрокарбонат натрия, придавая им желтоватый цвет.
Уменьшается содержание отдельных белковых фракций, таких как: альбуминовая, глобулиновая и глиодиновая. Количество жира также уменьшается вследствие непрочной адсорбции его на поверхности белковых мицелл.
Содержание минеральных веществ в тесте при выпечке не изменяется, за исключением органического фосфора, количество которого снижается.
Щелочность изделий значительно снижается благодаря взаимодействию щелочных химических разрыхлителей с кислыми веществами, содержащимися в тесте.
С учетом трех периодов удаления влаги из тестовых заготовок при выпечке, отмеченных выше физико-химических изменений в тесте, НИИКП рекомендует следующие оптимальные режимы выпечки печенья:
1. Вначале процесс выпечки проводится при сравнительно низкой температуре (не выше 160°С), но высокой относительной влажности среды пекарной камеры.
Высокая относительная влажность среды способствует конденсации пара на поверхности тестовых заготовок, что интенсифицирует их быстрый прогрев, способствует денатурации белков и клейстеризации крахмала, а также разложению химических разрыхлителей с выделением газообразных продуктов, разрыхляющих тесто.
Высокая относительная влажность среды пекарной камеры препятствует преждевременному образованию на поверхности теста плотной корочки, и следовательно, способствует равномерному и быстрому испарению влаги с поверхностных слоев, свободному выходу газовых и паровых пузырьков, которые разрыхляют тесто, вызывая его подъем, а следовательно, формируют пористую структуру изделия.
2. Второй период выпечки характеризуется постоянной и максимальной скоростью влагоотдачи, поэтому во второй зоне печи температура постепенно повышается до 280-310°С, увлажнение пекарной камеры в этой зоне не проводится.
3. В третий период выпечки скорость испарения влаги снижается, так как вся свободная влага уже удалена. Поэтому температуру в последней зоне пекарной камеры снижают до 250°С, чтобы избежать обугливания поверхности печенья.
В этот период выпечки частично удаляется адсорбционно и осмотически связанная влага, окончательно фиксируется каркас изделий.
Продолжительность выпечки печенья колеблется в пределах 4-5 мин. При соблюдении оптимального режима длительность выпечки сокращается до 3,5 мин.
Для выпечки галет и крекеров применяется более мягкий режим с обязательным увлажнением среды пекарной камеры. Первые 4 мин температура в пекарной камере постепенно повышается с 230 до 270°С, а затем постепенно снижается до 205°С. Общая продолжительность выпечки для простых галет 7-10 мин, диетических галет и крекеров 5-7 мин. Более продолжительная выпечка галет по сравнению с печеньем объясняется тем, что влажность и толщина тестовых заготовок этих изделий выше, а максимальная температура среды пекарной камеры ниже.
Пряники также выпекают при переменном температурном режиме, и максимальная температура среды пекарной камеры не должна превышать 240°С. При выпечке тестовых заготовок для мятных пряников температура должна быть более низкой (190-210°С), чтобы избежать окрашивания их поверхности. Сравнительно невысокая температура среды пекарной камеры и значительная толщина тестовых заготовок для пряников приводит к увеличению продолжительности выпечки до 6-8 мин.
Сдобное печенье отличается составом, способом приготовления, консистенцией теста и формой изделий, что, естественно, отражается на режимах выпечки. Выемные сорта сдобного печенья целесообразно выпекать при переменном и высокотемпературном режиме: в первой трети печи при 220-280°С, в средней трети печи при 280-250°С. Продолжительность выпечки при этих условиях не превышает 3 мин.
Отсадочные, бисквитно-сбивные и белково-сбивные сорта сдобного печенья выпекают при более низкой температуре (200-230°С) в продолжение 5-7 мин, а миндальное печенье - при температуре 180-190°С в продолжение 15-20 мин.
Продолжительность охлаждения зависит от температуры и скорости окружающего воздуха. Охлаждать изделия следует при сравнительно мягком режиме, чтобы избежать в них перенапряжений, приводящих нередко к образованию трещин.
Рекомендуются следующие оптимальные условия охлаждения: температура среды 20-25°С, скорость охлаждающего воздуха 3-4 м/с. Наиболее целесообразно охлаждать изделия на транспортере закрытого типа с принудительной циркуляцией воздуха.
Охлаждение изделий сопровождается процессом их усушки за счет тепла, аккумулированного во время выпечки. Так как запас теплоты в изделиях ограничен, то по мере их охлаждения удаление влаги замедляется, а затем совершенно прекращается. Следовательно, потеря влаги за счет усушки изделий будет в основном зависеть от скорости их охлаждения до температуры 30-35°С. Решающим фактором здесь является принудительная циркуляция воздуха со скоростью 3-4 м/с.
На растрескивание печенья, галет и особенно крекеров, кроме температуры охлажденного воздуха, влияют и другие факторы: содержание клейковины, pH, количество жира, толщина изделий, режим выпечки.
Чем. выше содержание клейковины в муке, тем меньше растрескивается печенье. При низком значении pH теста увеличивается набухание клейковины и уменьшается пластичность теста, что вызывает растрескивание крекеров. Изделия, приготовленные с большим количеством сахара без жира, подвержены растрескиванию. Жир и яйца оказывают пластифицирующее влияние и поэтому препятствуют появлению трещин в изделиях.
Толщина печенья или галет оказывает большое влияние на растрескивание изделий. С увеличением толщины изделий растрескивание и образование лома, как правило, уменьшается. Недовыпеченное печенье в большей степени растрескивается, так как повышенное количество неравномерно распределенной влаги в изделиях приводит к перенапряжениям.
Растрескивание обычно обнаруживается в процессе хранения расфасованных в пачки и уложенных в ящики изделий.
Выпечка вафельных листов осуществляется в специальных печах (рис. V - 19) между двумя массивными металлическими плитами контактным способом.
Печь имеет конвейер 7 с тридцатью формами 5, состоящими из двух плит - нижней и верхней.
Вафельное тесто из бачка подается насосом на нижнюю плиту, с помощью периодически действующей трубчатой насадки 2. После этого при помощи направляющей 6 на нижнюю плиту автоматически опускается верхняя плита, снабженная роликом 3. Обе части формы закрываются замком, после чего формы поступают в рабочее пространство печи. Работа печи управляется с пульта 8.
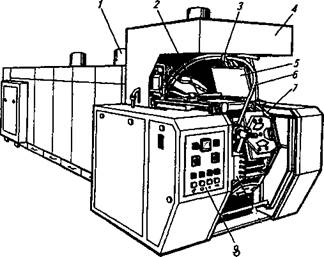
Рис. V-19. Вафельная печь
Печь обогревается газом или электричеством. Температура греющей поверхности печи 170°С. Время оборота форм 2 мин. За такое короткое время необходимо удалить из теста, влажность которого 63-65 %, значительное количество воды.
Благодаря большой поверхности плит и малой толщине теста (2-3 мм) на них, его температура в считанные секунды превышает 100°С. Влага в тесте мгновенно превращается в пар. Возникает значительный градиент давления пара, который и предопределяет характер влагоотдачи. При выпечке вафельного теста не наблюдается период постоянной скорости удаления влаги, а стадия прогревания теста очень незначительна. Наиболее интенсивный массообмен в контактном слое наблюдается в начале выпечки с постепенным снижением скорости влагоотдачи.
Интенсивное парообразование в тесте при его выпечке предопределяет пористость вафельных листов. Роль химических разрыхлителей в этом процессе незначительна.
За время полного оборота ценного конвейера (2-3 мин) вафельные листы выпекаются. Верхняя плита формы автоматически отделяется от нижней, и лист извлекается из формы.
Плиты форм могут быть гладкими, фигурными или с гравированным рисунком, благодаря чему вафельные полуфабрикаты приобретают соответствующую форму, а поверхность их - различный рисунок.
Выпеченные вафельные листы имеют температуру 150-170°С, их необходимо охладить до комнатной температуры. В зависимости от условий производства, имеющегося оборудования охлаждение листов проводят в стоках в помещении цеха или на люлечном конвейере.
Вафельные листы являются высокопористыми изделиями, способными поглощать или отдавать влагу в процессе выстойки в зависимости от остаточной влаги в них после выпечки и относительной влажности окружающей среды. Эти процессы продолжаются до наступления равновесной влажности и сопровождаются изменением линейных размеров листов, что является основной причиной коробления и растрескивания листов в процессе выстойки.
Применяемая выстойка и охлаждение вафельных листов в стопах создают условия для их коробления, так как влажность периферийных и центральных частей листов изменяются неравномерно. Это влечет за собой неравно'мерное изменение линейных размеров отдельных частей листов.
В случае вынужденной заготовки листов впрок и укладки их в стопы, рекомендуется охлаждение проводить в отдельном помещении при низкой относительной влажности воздуха (30 %) и температуре 50-52 °С. В этих условиях выстойки уменьшается скорость сорбции влаги периферийными частями вафельных листов, а следовательно, снижается градиент влажности между центральными и периферийными частями, что уменьшает коробление листов. Однако при этих условиях выстойки охлаждение вафельных листов в стопах происходит медленно и обычно продолжается 10-12 ч.
Наиболее рациональным способом выстойки вафельных листов является охлаждение одиночных листов на сетчатом транспортере. Благодаря равномерному доступу воздуха к поверхностям листа происходит равномерная сорбция влаги листом во всех его зонах, сопровождающаяся равномерным изменением линейных размеров листа, вследствие чего исключается коробление и растрескивание вафельных листов. Длительность охлаждения листов при таком способе до температуры помещения цеха составляет 1-2 мин. Для охлаждения вафельных листов в настоящее время применяют люлечные конвейеры.
Читайте также: