
В каких случаях при пространственной разметке применяют координатно разметочные машины ответ кратко
Обновлено: 02.07.2024
Разметка - операция нанесения на обрабатываемую заготовку разметочных линий (рисок), которые определяют контуры будущей детали или места, подлежащие обработке. Точность разметки может достигать 0,05 мм. Перед разметкой необходимо изучить чертеж размечаемой детали, выяснить особенности и размеры детали, ее назначение. Разметка должна отвечать следующим основным требованиям: • точно соответствовать размерам, указанным на чертеже; • разметочные линии (риски) должны быть хорошо видны и не стираться в процессе обработки заготовки. Для установки подлежащих разметке деталей используют разметочные плиты, подкладки, домкраты и поворотные приспособления. Для разметки используют чертилки, кернеры, разметочные штангенциркули и рейсмасы. В зависимости от формы размечаемых заготовок и деталей применяют плоскостную или пространственную (объемную) разметку.
Плоскостную разметку выполняют на поверхностях плоских деталей, а также на полосовом и листовом материале. При разметке на заготовку наносят контурные линии (риски) по заданным размерам или по шаблонам.
Пространственная разметка наиболее распространена в машиностроении и существенно отличается от плоскостной. Трудность пространственной разметки в том, что приходится не только размечать поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой.
База - базирующая поверхность или базовая линия, от которой ведут отсчет всех размеров при разметке. Ее выбирают по следующим правилам: • при наличии у заготовки хотя бы одной обработанной поверхности ее выбирают в качестве базовой; • при отсутствии обработанных поверхностей у заготовки в качестве базовой принимают наружную поверхность.
Подготовка заготовок к разметке начинается с ее очистки щеткой от загрязнений, окалины, следов коррозии. Затем заготовку зачищают шлифовальной бумагой и обезжиривают уайт-спиритом. Перед окрашиванием поверхности, подлежащей разметке, необходимо убедиться в отсутствии на детали раковин, трещин, заусенцев и других дефектов. Для окраски поверхностей заготовки перед разметкой используют следующие составы: • мел, разведенный в воде; • обыкновенный сухой мел. Сухим мелом натирают размечаемые необработанные поверхности мелких неответственных заготовок, так как эта окраска непрочная; • раствор медного купороса; • спиртовой лак применяют только при точной разметке поверхностей небольших изделий. Выбор окрашивающего состава для нанесении на базовую поверхность зависит от вида материала заготовки и способа ее получения: • необработанные поверхности заготовок из черных и цветных металлов, полученных ковкой, штамповкой или прокаткой, окрашивают водным раствором мела; • обработанные поверхности заготовок из черных металлов окрашивают раствором медного купороса, который при взаимодействии с материалом заготовки образует на ее поверхности тонкую пленку чистой меди и обеспечивает четкое выделение разметочных рисок; • обработанные поверхности заготовок из цветных металлов окрашивают быстросохнущими лаками.
Способы разметки
Разметку по шаблону применяют при изготовлении больших партий одинаковых по форме и размерам деталей, иногда для разметки малых партий сложных заготовок. Разметку по образцу используют при ремонтных работах, когда размеры снимают непосредственно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ. Образец отличается от шаблона тем, что имеет разовое применение. Разметку по месту производят , когда детали являются сопрягаемыми и одна из них соединяется с другой в определенном положении. В этом случае одна из деталей выполняет роль шаблона. Разметку карандашом производят по линейке на заготовках из алюминия и дюралюминия. При разметке заготовок из этих материалов чертилки не используют, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии. Брак при разметке, т.е. не соответствие размеров размеченной заготовки данным чертежа, возникает из-за невнимательности разметчика или неточности разметочного инструмента, грязной поверхности плиты или заготовки.
Рубка металла.
Рубка металла — это операция, при которой с поверхности заготовки удаляют лишние слои металла или заготовку разрубают на части. Рубка осуществляется с помощью режущего и ударного инструмента. Режущим инструментом при рубке служат зубило, крейцмейсель и канавочник. Ударный инструмент – слесарный молоток. Назначение рубки: - удаление с заготовки больших неровностей, снятия твердой корки, окалины; - вырубание шпоночных пазов и смазочных канавок; - разделка кромок трещин в деталях под сварку; - срубание головок заклепок при их удалении; - вырубание отверстий в листовом материале. - рубка пруткового, полосового или листового материала. Рубка может быть чистовой и черновой. В первом случае зубилом за один проход снимают слой металла толщиной 0,5 мм, во втором — до 2мм. Точность обработки, достигаемая при рубке, составляет 0,4 мм.

Правка и рихтовка.
Правка и рихтовка - операции по выправке металла, заготовок и деталей, имеющих вмятины, волнистость, искривления и другие дефекты. Правку можно выполнять ручным способом на стальной правильной плите или чугунной наковальне и машинным на правильных вальцах, прессах и спец.приспособлениях. Ручную правку применяют при обработке небольших партий деталей. На предприятиях используют машинную правку.
Гибка.
Гибка — операция, в результате которой заготовка принимает требуемые форму и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Гибку выполняют вручную молотками с мягкими бойками на гибочной плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм — плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Резка.
Резка (разрезание) - разделение сортового или листового металла на части с помощью ножовочного полотна, ножниц или другого режущего инструмента. Разрезание может осуществляться со снятием стружки или без снятия. При разрезании металла ручной ножовкой, на ножовочных и токарно-отрезных станках происходит снятие стружки. Разрезание материалов ручными рычажными и механическими ножницами, пресс-ножницами, кусачками и труборезами осуществляется без снятия стружки.
Размерная обработка.
Опиливание металла.
Опиливание — операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента вручную или на опиловочных станках. Основной рабочий инструмент при опиливании - напильники, надфили и рашпили. С помощью напильников обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия любой формы. Точность обработки опиливанием — до 0,05 мм.
Обработка отверстий
При обработке отверстий используются три вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование. Сверление — операция по образованию сквозных и глухих отверстий в сплошном материале. Выполняется при помощи режущего инструмента - сверла, совершающего вращательное и поступательное движения относительно своей оси. Назначение сверления: - получение неответственных отверстий с низкими степенью точности и классом шероховатости обработанной поверхности (например, под крепежные болты, заклепки, шпильки и т.д.); - получение отверстий под нарезание резьбы, развертывание и зенкерование.
Рассверливание — увеличение размера отверстия в сплошном материале, полученного литьем, ковкой или штамповкой. Если требуется высокое качество обработанной поверхности, то отверстие после сверления дополнительно зенкеруют и развертывают.
Зенкерование — обработка цилиндрических и конических предварительно просверленных отверстий в деталях специальным режущим инструментом - зенкером. Цель зенкерования - увеличение диаметра, улучшение качества обработанной поверхности, повышение точности (уменьшение конусности, овальности). Зенкерование может быть окончательной операцией обработки отверстия или промежуточной перед развертыванием отверстия.
Зенкование — это обработка специальным инструментом — зенковкой — цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок. Цекование производят цековками для зачистки торцовых поверхностей. Цековками обрабатывают бобышки под шайбы, упорные кольца, гайки.
Развертывание — это чистовая обработка отверстий, обеспечивающая наибольшую точность и чистоту поверхности. Развертывание отверстий производят специальным инструментом — развертками — на сверлильных и токарных станках или вручную.

Пространственную разметку производят на разметочной плите, установив и закрепив заготовку на ней таким образом, чтобы каждая плоскость или ось детали была параллельна или перпендикулярна общей плоскости разметочной плиты. Для установки и выверки на разметочной плите заготовки пользуются различными призмами, опорными прокладками, домкратами, разметочными кубиками и специальными (часто поворотными) приспособлениями.
Установка заготовки на плите производится следующим образом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Его выбирают так, чтобы было удобно начать разметку от выбранной базы, параллельной плоскости разметочной плиты. Заготовку устанавливают в требуемом положении с помощью подкладок, клиньев, домкратов или непосредственно на плоскость плиты, на угольники, разметочные ящики, призмы. Установка должна быть прочной (без качания).
Приемы пространственной разметки (рис. 12, а, б, в, г) в основном совпадают с приемами проекционного технического черчения. Порядок нанесения рисок и накернивания при пространственной разметке такой же, как и при плоскостной.
При нанесении рисок заготовка остается неподвижной, а рейсмас или штангенрейсмас перемещается относительно её по разметочной плите. Риски проводятся с одного раза. Разметочные линии наносят в следующем порядке: сначала проводят все горизонтальные риски со всех четырех или двух противоположных сторон заготовки, затем вертикальные и в заключении все окружности, дуги, сопряжения, фасонные и наклонные линии.
Кроме основных разметочных рисок параллельно им на расстоянии 5-7 мм проводят контрольные риски, которые служат для проверки установки заготовки на станке при дальнейшей обработке, а также для возможности обработки в тех случаях, когда разметочная риска почему-то исчезла.
Наметка по шаблонам.
При изготовлении партии одинаковых деталей применяют разметку по шаблонам – наметку. В этом случае из листовой стали изготовляют шаблон, конфигурация и размеры которого точно соответствуют детали. Затем шаблон накладывают на подготовленную для разметки поверхность заготовки и чертилкой обводят его контур.Затем по рискам наносят керны.
| Рис. 13. Разметка по шаблону |

Для разметки фасонного металла применяют линейные шаблоны, с помощью которых одновременно с наметкой контура детали размечают центры будущих отверстий.
Комплексная разметка по шаблону горизонтальных и вертикальных линий, а также внутренних или наружных контуров на заготовках, предназначенных для серийного производства, значительно упрощает и ускоряет работу.
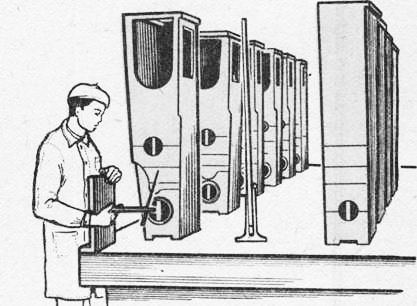
Повышение производительности достигается за счет того, что размеры детали переносят путем накладывания шаблона на поверхность заготовки или подвешивания (установкой) их на специальных стойках.
| Рис. 12. Приемы пространственной разметки: а – нанесение краски на заготовку, установленную на призму;б– нахождение центра отверстия заготовки; в– нанесение рисок на заготовку; г– разметка заготовки, установленной на разметочном приспособлении (ящике) |

Пространственная разметка применяется для графических построений, осуществляемых на поверхности объемных деталей, расположенных в разных плоскостях под различными углами друг к другу. Трудность пространственной разметки заключается в том, что приходиться не только размечать отдельные элементы на одной поверхности (стороне) детали, а увязывать разметку этих отдельных поверхностей (плоскостей, осей отверстий, их соосности, углов наклона и т.п.) между собой.

Пространственную разметку производят на разметочной плите, установив и закрепив заготовку на ней таким образом, чтобы каждая плоскость или ось детали была параллельна или перпендикулярна общей плоскости разметочной плиты. Для установки и выверки на разметочной плите заготовки пользуются различными призмами, опорными прокладками, домкратами, разметочными кубиками и специальными (часто поворотными) приспособлениями.
Установка заготовки на плите производится следующим образом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Его выбирают так, чтобы было удобно начать разметку от выбранной базы, параллельной плоскости разметочной плиты. Заготовку устанавливают в требуемом положении с помощью подкладок, клиньев, домкратов или непосредственно на плоскость плиты, на угольники, разметочные ящики, призмы. Установка должна быть прочной (без качания).
Приемы пространственной разметки (рис. 12, а, б, в, г) в основном совпадают с приемами проекционного технического черчения. Порядок нанесения рисок и накернивания при пространственной разметке такой же, как и при плоскостной.
При нанесении рисок заготовка остается неподвижной, а рейсмас или штангенрейсмас перемещается относительно её по разметочной плите. Риски проводятся с одного раза. Разметочные линии наносят в следующем порядке: сначала проводят все горизонтальные риски со всех четырех или двух противоположных сторон заготовки, затем вертикальные и в заключении все окружности, дуги, сопряжения, фасонные и наклонные линии.
Кроме основных разметочных рисок параллельно им на расстоянии 5-7 мм проводят контрольные риски, которые служат для проверки установки заготовки на станке при дальнейшей обработке, а также для возможности обработки в тех случаях, когда разметочная риска почему-то исчезла.
Наметка по шаблонам.
При изготовлении партии одинаковых деталей применяют разметку по шаблонам – наметку. В этом случае из листовой стали изготовляют шаблон, конфигурация и размеры которого точно соответствуют детали. Затем шаблон накладывают на подготовленную для разметки поверхность заготовки и чертилкой обводят его контур.Затем по рискам наносят керны.
| Рис. 13. Разметка по шаблону |
Для разметки фасонного металла применяют линейные шаблоны, с помощью которых одновременно с наметкой контура детали размечают центры будущих отверстий.
Комплексная разметка по шаблону горизонтальных и вертикальных линий, а также внутренних или наружных контуров на заготовках, предназначенных для серийного производства, значительно упрощает и ускоряет работу.
Повышение производительности достигается за счет того, что размеры детали переносят путем накладывания шаблона на поверхность заготовки или подвешивания (установкой) их на специальных стойках.

Приемы и последовательность пространственной разметки
Приемы и последовательность пространственной разметки
Выбор базы при разметке. Правильный выбор базы при разметке предопределяет качество разметки. Выбор разметочных баз зависит от конструктивных особенностей и технологии изготовления детали.
Базу выбирают, руководствуясь следующими правилами:
– если при заготовке имеется хотя бы одна обработанная поверхность, ее и принимают за базу;
– если обрабатываются не все поверхности, то за базу принимают необрабатываемую поверхность;
– если наружные и внутренние поверхности не обработаны, то за базу предпочтительно принимать наружную поверхность;
– все размеры наносят от одной поверхности или от одной линии, принятой за базу.
После того как наметят базу, определяют порядок разметки, расположение и установку размечаемой детали на плите и выбирают необходимые разметочные инструменты и приспособления.
Установка заготовки на разметочной плите. Перед установкой заготовки на разметочной плите те места заготовки, где будут наноситься разметочные риски, окрашивают мелом, краской, лаком или медным купоросом. При установке только первое положение заготовки на плите является независимым, а все остальные положения зависят от первого. Поэтому первое положение заготовки необходимо выбирать так, чтобы было удобно начать разметку от поверхности или центровой линии, принятой за базу. Заготовку устанавливают на плите не в произвольном положении, а таким образом, чтобы одна из главных ее осей была параллельна поверхности разметочной плиты.
Таких осей на заготовке обычно бывает три: по длине, ширине и высоте.
Детали больших размеров, которые нельзя переворачивать, размечают с помощью рейсмасов и разметочных угольников. Устанавливают рейсмас на разметочную плиту и, перемещая его, наносят разметочные линии.
Нанесение разметочных линий. При пространственной разметке заготовок приходится наносить горизонтальные, вертикальные и наклонные риски. Эти наименования рисок сохраняются и после поворотов заготовки в процессе разметки. Если, например, риски при первоначальном сложении заготовки были проведены горизонтально, то хотя они после поворота заготовки на 90° стали вертикальными, чтобы не было путаницы, их продолжают называть горизонтальными.
Кроме основных разметочных рисок параллельно им на расстоянии 5 — 7 мм проводят цветным карандашом контрольные риски, которые служат для проверки установки заготовки при дальнейшей обработке, а также для обработки в тех случаях, когда риска почему-либо исчезла.
При разметке на плите горизонтальные риски прочерчивают рейсмасом, установленным на соответствующий размер. Рейсмас перемещают параллельно поверхности разметочной плиты, слегка прижимая его основанием к плите. При этом игла рейсмаса должна быть направлена наклонно к размечаемой поверхности в сторону движения под углом 75 — 80° Нажимают иглой на заготовку равномерно,
Разметка вертикальных рисок может выполняться тремя способами: разметочным угольником, рейсмасом и поворотом заготовки на 90° , рейсмасом от разметочных ящиков без поворота заготовки.
Наклонные линии наносят чертилкой путем поворота детали по угломеру, установленному на необходимый угол.
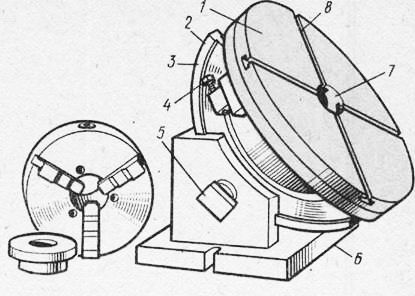
Разметка с помощью делительных головок (поворотный разметочный стол конструкции С. В. Ласточкина). Круглый стол с Т-образными пазами для крепления заготовок имеет лимб на 360° . Не нем может быть установлен трехкулачковый патрон для центрирования и зажима цилиндрических заготовок. Угол наклона оси стола отсчитывают с помощью сектора 2 со шкалой 3 на 180° и нониуса, расположенного на скосе окна корпуса.
На столе возможна разметка заготовок деталей различных форм. В этом случае трехкулачковый патрон снимают, а заготовку крепят специальными прихватами, установленными в Т-образные пазы. Для точной и быстрой установки углов через каждый градус в приспособлении предусмотрены специальные фиксаторы поворота относительно обеих осей вращения.
Разметка цилиндрических деталей. Заготовку устанавливают на плиту на одной или двух призмах и проверягнт горизонтальность образующей цилиндрической поверхности относительно поверхности разметочной плиты. Короткие цилиндрические детали устанавливают на одной призме.
Разметку шпоночной канавки на валике необходимо выполнять в таком порядке: изучить чертеж; проверить заготовку; зачистить размечаемые места на валике; окрасить медным купоросом торец валика и часть боковой поверхности, на которую будут наноситься риски; найти центр на торце с помощью центроискателя (или рейсмаса); установить валик на призму и проверить его горизонтальность; нанести на торец валика горизонтальную линию, проходящую через центр; повернуть валик на 90° и проверить вертикальность прочерченной линии по угольнику; нанести на торец рейсмасом горизонтальную линию; прочертить рейсмасом линию на боковой поверхности валика; прочертить две линии на боковой поверхности, соответствующие ширине шпоночной канавки, а на торце — на глубину канавки; повернуть валик шпоночными рисками вверх и прочертить на торце линию, указывающую глубину шпоночной канавки, накернить контуры шпоночной канавки.
Разметка по образцу применяется в случае износа или поломки детали и при отсутствии чертежа для изготовления новой. В таких случаях образцом является изношенная или сломанная деталь. Если деталь плоская, то после тщательной очистки ее накладывают на заготовку и по ней обводкой наносят разметочные линии.
В тех случаях, когда наложить образец на заготовку нельзя, его устанавливают рядом и переносят все размеры с него на заготовку рейсмасом. При снятии размеров с образца следует учитывать износ образца (старой детали), а также проверить, не повреждена ли, не покороблена ли она, не отломаны ли выступы и т. д.
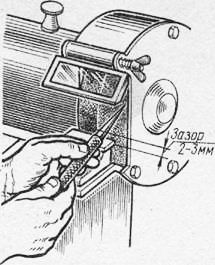
Рис. 4. Разметка контура шпоночной канавки: а — общий вид установки, б — нанесение на торец раствора медного купороса; 1 — измерительная поверхность, 2 — блок плиток, 3 — измерительная ножка, 4 — зажимный винт, 5 — чертилка, 6 — микрометрический винт, 7 — призма
Разметка по месту производится в тех случаях, когда по характеру соединений требуется собирать детали на месте. Для этого одну из деталей размечают, в ней сверлят отверстия; во второй детали отверстия сверлят после наложения на нее первой, которая является как бы шаблоном по отношению ко второй.
Рациональные приемы разметки. При работе рейсмасом каждая установка чертилки по высоте требует большой затраты времени. При разметке партии одинаковых деталей пользуются несколькими рейсмасами, заранее установленными на определенный размер. Чертилки нужно установить в определенное положение только один раз, а затем последовательно переносить их на все размечаемые заготовки. Время от времени установку чертилки надо проверять.
Если в распоряжении слесаря имеется только один рейсмас, то рекомендуется снача-ле перенести на все заготовки один установленный размер (рис. 305), затем второй, третий и т. д.
Hoop дина тно -разме точные приспосо бле-ния. В основе этих приспособлений лежит метод координат, позволяющий одни геометрические элементы (например, размечаемый контур) определять относительно других (например, установочной базы детали) с помощью чисел. Эти приспособления универсальны, значительно ускоряют разметку, повышают ее точность и производительность труда.
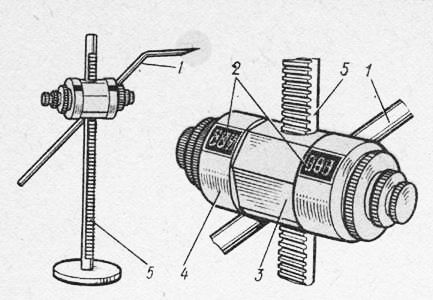
Координатно-разметочная машина модели ВЕ-ША предназначена для предварительного измерения и разметки корпусных деталей (отливок).
При невысоких требованиях к точности машина может использоваться для измерения отклонений основных геометрических параметров (диаметров, межцентровых расстояний, углов, положений осей, параллельности, перпендикулярности и пр.) обработанных деталей. В комплект машины входит плоский поворотный стол, сводобно установленный на поверхности плиты.
Подлежащая разметке или измерению деталь устанавливается на планшайбе поворотного стола и выставляется регулировкой домкратов и поворотом планшайбы.
Перемещение горизонтальной каретки со стойкой и поворот планшайбы стола с деталью при измерении и разметке могут осуществляться вручную или с помощью электродвигателей.
В наборе разметочно-измерительного инструмента имеются щупы со сферическими наконечниками, индикатор, специальные циркули, подпружиненные резцы с державками, позволяющие ощупывать и наносить линии или окружности на разных поверхностях отливок и готовых деталей.
Машина снабжена цифропечатающим устройством и клавишной вычислительной машиной. На панелях устройств цифровой индикации предусмотрены измерения удвоенной величины перемещения (диаметра), установка начальных нулевых отсчетов в любом положении измерительных узлов, а также системы набора заданных базовых координат. Использование этих систем облегчает обработку результатов измерения, упрощает измерение диаметра и обеспечивает нахождение центра без сложных вычислений.
Большинство видов разметки с успехом может выполняться на координатно-сверлиль-ных станках, несколько моделей которых созданы на базе обычных настольных сверлильных станков. Такие станки снабжены крестовыми суппортами с лимбами и нониусами, позволяющими передвигать стол на заданную величину в двух взаимно перпендикулярных направлениях, что необходимо при разметке в системе координат.
Счетно-решающие устройства. При разметке приходится производить разнообразные математические подсчеты: вычислять длины хорд, соответствующих заданным центральным углам, делить окружности на разное число частей, решать прямоугольные треугольники, находить тригонометрические функции, определять координаты точек линии пересечения различных поверхностей и т. д. Применение счетно-решающих устройств повышает эффективность и качество работ.
Координатно-разметочные приспособления и счетно-решающие устройства подробно описаны в специальной литературе.
Брак при разметке. Наиболее частым видом брака при пространственной разметке является неточность ее, вызываемая:
– неправильной и неточной установкой размечаемой детали;
– несоблюдением правил выбора разметочных баз;
– несоблюдением точности разметки в соответствии с размерами чертежа;
– неисправностью разметочного инструмента.

Разметка — операция по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали. В зависимости от технологического процесса различают плоскостную и пространственную разметку.
Плоскостная разметка применяется при обработке листового материала и профильного проката, а также деталей, на которые разметочные риски наносятся в одной плоскости.
Пространственная разметка — нанесение разметочных рисок на поверхности заготовок, связанных между собой взаимным расположением.
Материалы, инструменты и приспособления для выполнения операции разметки выбирают в зависимости от материала заготовки и способа нанесения контура на ее поверхность. Основные материалы, инструменты и приспособления используют как для плоскостной, так и для пространственной разметки. Некоторые различия существуют лишь в наборе разметочных приспособлений, который значительно шире для пространственной разметки.
Материалы для окрашивания поверхностей перед разметкой выбирают в зависимости от материала заготовки и состояния размечаемой поверхности.
Раствор мела в воде с добавлением столярного клея применяется для окрашивания необработанных поверхностей заготовок, полученных методом литья, ковки или прокатыванием.
Медный купорос (раствор сульфата меди в воде) применяют для окрашивания заготовок из черного металла (сталь, чугун), обработанных механическим путем (опиливание, строгание, фрезерование и т.д.).
Краски и эмали (быстросохнущие) используют для окрашивания заготовок из цветных металлов и сплавов (медных, алюминиевых, титановых) с предварительно обработанной поверхностью.
Инструменты для плоскостной и пространственной разметки выбирают в зависимости от характера выполняемых работ.
Чертилки (рис. 1, а) применяют для нанесения на поверхность заготовки прямолинейных и криволинейных рисок по линейке, шаблону или образцу.
Рейсмас (рис. 1, б) используют для нанесения рисок на вертикальной плоскости заготовки.
Вертикальная масштабная линейка (см. рис. 1, б) служит для отсчета размеров в вертикальной плоскости (установка рейсмаса на заданный размер).
Разметочные циркули — простой (рис. 1, в) и пружинный (рис. 1, г) — служат для нанесения дуг окружностей и деления отрезков и углов на равные части.
Кернеры (рис. 1, д) применяют для нанесения керновых углублений на разметочные риски.

Рис. 1. Разметочные инструменты:
а — чертилки (тип 1 — прямая односторонняя, тип 2 — прямая односторонняя с рукояткой; тип 3 — изогнутая двухсторонняя, тип 4 — изогнутая двухсторонняя с рукояткой); б — рейсмас и вертикальная масштабная линейка; в — простой разметочный циркуль; г — пружинный разметочный циркуль; д — кернер
При повышенных требованиях к точности разметки для нанесения разметочных рисок применяют штангенинструменты: разметочный штангенциркуль (ШЦ-П) — для нанесения дуг окружностей и деления отрезков и углов на равные части; штангенрейсмас — для нанесения разметочных рисок на вертикальные поверхности размечаемой заготовки.
Приспособления для пространственной разметки позволяют выставлять размечаемую заготовку в определенном положении и кантовать (перевертывать) ее в процессе разметки.
Разметочные плиты предназначены для размещения заготовок из листового и полосового проката, а также заготовок с предварительно обработанными поверхностями.
Разметочные призмы (рис. 2, а) применяют при разметке заготовок, имеющих форму тел вращения, например валов или осей.
Угольники с полкой (рис. 2, б) служат для проведения рисок, параллельных одной из сторон заготовки (если эта сторона предварительно обработана), и нанесения рисок в вертикальной плоскости при плоскостной разметке, а также для выверки положения размечаемой заготовки в разметочном приспособлении при пространственной разметке.
Разметочные ящики (рис. 2, в) используют при разметке заготовок сложной формы.
Разметочные клинья (рис. 2, г) предназначены для регулирования положения размечаемой заготовки по высоте в незначительных пределах.
Домкраты (рис. 2, д) используют для регулирования положения размечаемой заготовки по высоте, если заготовка имеет достаточно большую массу.

Рис. 2. Приспособления для пространственной разметки:
а — разметочная призма; б — угольник с полкой; в — разметочный ящик; г — разметочный клин; д — домкрат
Способы разметки выбирают в зависимости от характера и типа производства (ремонтное производство, выпуск новой продукции, единичное, мелкосерийное, серийное производство). Различают следующие способы разметки: по чертежу, по шаблону, по образцу, по месту.
Разметка по чертежу выполняется, как правило, в условиях единичного и мелкосерийного производства, при этом контур детали переносится на поверхность размечаемой заготовки в соответствии с размерами, указанными на чертеже.
Разметка по шаблону производится, как правило, в условиях серийного производства, при этом на поверхность заготовки переносится контур шаблона, накладываемого на заготовку.
Разметка по образцу осуществляется, в большинстве случаев, в условиях ремонтного производства, при этом на поверхность заготовки переносится контур образца, накладываемого на нее. Образец отличается от шаблона тем, что имеет одноразовое применение.
Разметка по месту производится в тех случаях, когда детали являются сопрягаемыми и одна из них соединяется с другой в определенном положении. Применяют этот способ в условиях единичного, мелкосерийного и ремонтного производства.
Правила выполнения приемов разметки. Процесс разметки состоит из двух этапов: подготовка поверхности и собственно разметка (нанесение на поверхность заготовки контура детали).
Подготовка поверхности заготовки под разметку включает в себя:
- подготовку поверхности к окрашиванию (очистка от грязи, пыли и следов коррозии, которая осуществляется при помощи карцовочной щетки (изготавливается из отрезков стальной или медной проволоки), наждачной бумаги и ветоши; обезжиривание, т.е. удаление жировой пленки с поверхности заготовки при помощи органических или неорганических растворителей (ацетон, бензин, керосин, дихлорэтан, уайт-спирит и др.). Наиболее предпочтителен уайт-спирит, который при незначительной пожарной опасности обладает и малой токсичностью);
- подготовку красителей (мел с добавлением столярного клея разводят в воде, доводя раствор до консистенции жидкой сметаны (мел может быть использован и в сухом виде); медный купорос растворяют в воде в соотношении 1:10 или используют твердый медный купорос, которым натирают поверхность размечаемой заготовки; лаки и краски используют в готовом виде);
- окрашивание поверхности (нанесение окрашивающего состава на поверхность заготовки. Окрашивающий состав в зависимости от размеров размечаемой заготовки наносят вручную (тампоном или кистью) или с применением пульверизатора).
Нанесение разметки осуществляется после тщательного изучения чертежа и определения базовых поверхностей или линий, которые в дальнейшем будут использованы для отсчета всех размеров при разметке.
Выбор баз осуществляется по следующим правилам:
- при наличии у заготовки хотя бы одной обработанной поверхности ее выбирают в качестве базовой;
- при отсутствии обработанных поверхностей у заготовки в качестве базовой обычно выбирают наружную поверхность.
Риски, обозначающие контур размечаемой детали, могут располагаться на поверхности заготовки параллельно, под заданными углами, а также иметь форму замкнутых окружностей или дуг окружностей. Рассмотрим правила нанесения рисок, имеющих расположение, наиболее часто встречающееся при разметке контуров деталей (параллельных, расположенных под заданным утлом, окружностей и деление их на равные части).
Прежде чем приступить к нанесению разметочных рисок на поверхность заготовки, необходимо ознакомиться с основными правилами выполнения приемов разметки.
При проведении разметочных рисок чертилкой:
- масштабную линейку следует точно совмещать с исходными отметками на размечаемой поверхности и плотно прижимать к этой поверхности;
- разметочную риску следует проводить одним непрерывным движением чертилки вдоль разметочной линейки;
- при проведении разметочной риски чертилку следует немного наклонить в направлении движения и одновременно в сторону от линейки (примерно на 75…80°), обеспечивая необходимое поле зрения для наблюдения за положением острия чертилки.
При выполнении керновых углублений:
- кернер устанавливают на разметочную риску так, чтобы его острие точно совпало с углублением риски;
- проверяют установку острия кернера, слегка наклоняя его от себя;
- возвращают кернер в исходное положение;
- наносят по кернеру удар молотком, массу которого выбирают в зависимости от требуемой глубины углубления.
При нанесении на размечаемую поверхность окружностей следует:
- установить ножки разметочного циркуля на заданный размер, используя масштабную линейку или штангенциркуль (в зависимости от требуемой точности);
- зафиксировать положение разметочных ножек циркуля прижимным винтом;
- одну из разметочных ножек циркуля установить в керновое углубление;
- провести дугу или окружность, слегка наклоняя разметочный циркуль в сторону движения.
Нанесение параллельных рисок выполняют при помощи угольника с широким основанием и чертилки в следующей последовательности:
- уложить подготовленную к разметке заготовку на разметочную плиту так, чтобы обработанная (базовая) поверхность была обращена к работающему и несколько выступала за край разметочной плиты (на 3…5 мм);
- приложить к базовой (обработанной) поверхности заготовки разметочный угольник и провести чертилкой линию на поверхности заготовки;
- приложить масштабную линейку к базовой (обработанной) поверхности размечаемой заготовки так, чтобы штрих линейки, соответствующий расстоянию между параллельными прямыми, совпал с краем базовой поверхности, а по нулевому штриху сделать отметку чертилкой;
- аналогичные построения повторяют у противоположного края размечаемой заготовки;
- соединяют отметки на размечаемой поверхности разметочной риской.
Риски, расположенные под заданным углом, наносят, применяя разметочный циркуль или транспортир. При использовании разметочного циркуля разметку выполняют следующим образом:
- уложить подготовленную к разметке заготовку на разметочную плиту и провести на размечаемой поверхности произвольную риску при помощи масштабной линейки и чертилки;
- выполнить керновое углубление на разметочной риске в произвольной точке;
- сделать на разметочной риске две засечки, установив разметочный циркуль на произвольный размер. Засечки выполняют, устанавливая ножку разметочного циркуля в керновое углубление, расположенное на разметочной риске;
- выполнить в месте пересечения засечек с разметочной риской керновые углубления;
- установить разметочный циркуль на произвольный размер;
- провести из керновых углублений, выполненных на пересечении засечек и разметочной риски, две дуги при помощи разметочного циркуля так, чтобы эти дуги пересеклись;
- выполнить керновые углубления на пересечении дуг;
- точки пересечения дуг соединить разметочной риской, которая будет перпендикулярна ранее проведенной;
- провести разметочным циркулем, установленным на произвольный размер, из точки пересечения разметочных рисок дугу так, чтобы она пересекла взаимно-перпендикулярные риски;
- выполнить керновые углубления в точках пересечения дуги с взаимно-перпендикулярными рисками;
- провести из выполненных керновых углублений дуги, не изменяя раствора циркуля, так, чтобы они пересеклись;
- выполнить керновые углубления в точке пересечения проведенных дуг, а также в точках пересечения проведенных дуг с дугой, проведенной из точки пересечения взаимно-перпендикулярных рисок;
- соединить разметочными рисками выполненные керновые углубления и керновое углубление на пересечении взаимноперпендикулярных рисок. Проведенные риски будут располагаться соответственно под углами 45; 30 и 60°.
Нанесение окружностей и деление их на равные части осуществляют следующим образом:
Читайте также: