
Кратко объясните что означает координатная система для станка на этом рисунке
Обновлено: 08.07.2024
Любой станок с ЧПУ использует в своей работе оси X, Y и Z для того, чтобы определить координатное пространство внутри устройства и задать направляющие линии для рабочих инструментов (ножа, экструдера, лазерного луча и т. д.). Технология перемещения может совершенствоваться, но основы координатной системы при этом остаются прежними.
Что такое система координат станка с ЧПУ и зачем нужна?
Координатная система станка с ЧПУ представляет собой расчетную систему, которая предназначена для определения перемещения рабочих органов устройства. Рабочие процессы на таких машинах автоматизированы, и движения производятся в соответствии с программой, заранее разработанной оператором.
В ней описываются исходные параметры для каждого движения рабочих инструментов, удерживающих ножи, и органов, удерживающих непосредственно заготовку. Для того чтобы изготавливаемая деталь соответствовала заданным параметрам, положение материала внутри устройства должно быть строго закоординировано. Учтены при этом должны быть все виды перемещений инструмента: прямолинейные, поворотные, положительные и отрицательные.
Так как рабочие органы станков с ЧПУ могут совершать практически все типы движений, было крайне важно договориться о том, чтобы все устройства, выпускаемые мировыми производителями, имели стандартные обозначения координатной сетки.
Все это привело к разработке международного стандарта ИСО 841–74, который содержит описания осей координатной системы станка с ЧПУ и направления движения его рабочих органов. В Российской Федерации также был разработан ГОСТ 23597–79, который в полной мере соответствует международному стандарту. Правила, указанные в стандарте ИСО 841–74 и ГОСТ 23597–79, гласят, что в станках с ЧПУ могут быть 3 координатные оси – X, Y, Z (линейные) и 3 круговые – A, B, C. Использоваться при этом может координатная система прямоугольного или полярного вида.

Конструкция современных координат
Прямоугольная система координат станка с ЧПУ предполагает, что местоположение точки на плоскости должно быть задано двумя координатами, а в пространстве – тремя. Оси координат в данной системе параллельны линейным направляющим устройства.
Основным признаком, характеризующим прямоугольную систему координат, является перпендикулярное расположение координатных осей относительно друг друга. При этом они должны иметь единую точку пересечения, которая является началом отсчета координат, и один и тот же геометрический масштаб.
Указанный стандарт устанавливает обозначения движений в устройствах с ЧПУ таким образом, чтобы методика составления управляющих программ не была зависима от того, как движется рабочий инструмент или заготовка. Основой при этом признается перемещение рабочего инструмента относительно недвижимой заготовки. Положительное направление движения должно соответствовать отводу рабочего органа станка от изделия.
Ось Z в системе координат определяется, исходя из положения шпинделя главного движения (вращающего рабочий инструмент).
Ось X располагается горизонтально и должна быть параллельна поверхности, на которой закреплена заготовка.
Ось Y должна быть расположена так, чтобы образовывать прямоугольную систему координат вместе с двумя другими осями.
Развитие современной промышленности часто приводит к тому, что обрабатывать на станках с ЧПУ приходится детали сложных форм, положение которых невозможно описать, используя три основные оси координат. В таких случаях система дополняется круговыми координатными осями, располагающимися вокруг основных осей.
ВАЖНО! Координатная система станка предполагает, что положительным направлением движения круговых осей будет считаться движение по часовой стрелке, отрицательным – движение против часовой стрелки.
Ряд современных программируемых станков кроме основных (первичных) движений X, Y и Z имеет и вторичные движения, которые должны быть параллельны основным. Они обозначаются буквами U, V и W. Если станок использует также дополнительные круговые движения, обозначение происходит с помощью букв D и Е.
В полярной системе координат, в отличии от прямоугольных систем, положение точки в пространстве определяется исходя из радиуса, который высчитывается на основании расстояния от точки до начала координат и угла α, который находится между указанной координатной осью и радиусом.
Отсчет перемещения
Любой станок с компьютерным управлением должен иметь собственную исходную точку, которая имеет название Machine Home. Она определяется оператором при первом запуске устройства в процессе калибровки. В процессе отладки все оси станка направляются на максимально возможное технически удаление. Когда предел достигнут, контроллер устройства получает соответствующий сигнал, который запоминает исходные положения координатных осей.
Как ЧПУ-станок использует координаты?
Благодаря существующей декартовой координатной системе оператор может управлять станком вдоль каждой из осей, что позволяет создавать заданные детали из заготовок. Оператор может выполнять следующие движения:
- с помощью оси X – влево и вправо;
- с помощью оси Y – вперед и назад;
- с помощью оси Z – вверх и вниз.
В совокупности движения вдоль заданных координатных осей позволяют не только разрезать материал в плоскости, но регулировать глубину надреза.
Координирование действий станка с ЧПУ основано на том, что движения производятся рабочим органом устройства, а не поверхностью, на которой лежит заготовка.
Например, если оператор устанавливает параметры оси X, которые приводят к перемещению рабочего стола вправо, с точки зрения режущего инструмента это именно он движется влево относительно заготовки, закрепленной на рабочей поверхности.

Как программировать станок?
При создании управляющей программы для станка с ЧПУ оператор использует дополнительную координатную систему, которая имеет название WCS. Эта система определяет точку отсчета в блоке материала (чаще всего в программном обеспечении САМ).
Оператор может назначить исходной точкой в блоке материала любую позицию. После этого соответствующие ей координаты определяются внутри станка. Для этого используется искатель кромок, индикаторы набора номера, датчики, установленные внутри и другие методы ориентирования в пространстве, позволяющие определить местонахождение заданных координат.
Определение исходной точки для системы WCS крайне важен для дальнейшего процесса и требует особого внимания при планировании. Для того чтобы оптимизировать процесс, необходимо следовать следующим правилам:
- Точка отсчета должна быть найдена механически. Для этой цели следует применить искатель края или зонд.
- При замене деталей идентичные источники могут существенно сократить временные затраты.
- Источник должен быть определен таким образом, чтобы учесть необходимые допуски операций, следующих далее.

Взаимодействие станка с ЧПУ и координат
Операторы станков с ЧПУ используют систему WCS, позволяющую обеспечить корректную работу устройства при простом наборе координат для создания управляющей программы. Так как координатная сетка в этом случае имеет существенные отличия от координатной сетки станка, выравнивание на нем происходит со смещениями.
Станки в работе с такой программой применяют параметры, называемые рабочим смещением. Это необходимо для того, чтобы определить разницу в расстоянии между системой WCS и исходным положением точки координат станка. Числовые характеристики таких смещений хранятся в контроллере станка и к ним можно обратиться при необходимости.
Коррекция инструмента
Чаще всего для изготовления детали на станке с ЧПУ используется сразу несколько рабочих инструментов. Это определяет необходимость разработки система учета их характеристик, в том числе длины. Программирование смещения инструмента позволяет оператору контролировать расстояние от удерживающего устройства до обрабатываемой заготовки.
Существует несколько способов прописать такую коррекцию:
- Беговая. Для того чтобы провести коррекцию, инструмент необходимо переместить в исходную точку. Пройденное в процессе расстояние замеряется и указывается в управляющей программе как параметр смещения рабочего инструмента.
- Использование прецизионного блока. Все инструменты станка переводятся в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на рабочей поверхности стола.
- Зондирование. Встроенный зонд в этом случае используется для того, чтобы определить степень корректировки инструмента в автоматическом режиме. Это самый точный и эффективный метод из всех перечисленных, но и самый дорогостоящий. Высокая цена обусловлена необходимостью закупать дополнительное измерительное оборудование.
Работа современных станков с ЧПУ и разработка управляющих ими программ неразрывно связаны с используемыми координатными системами. В соответствии с мировыми стандартами, определенными ИСО 841–74, подавляющее большинство станков с ЧПУ использует прямоугольную систему координат, в которой основные координатные оси Z, X и Y расположены параллельно направляющим станка и позволяют при разработке программ указывать направления и величины смещений рабочих инструментов.
Основы системы координат используются повсеместно, а не только для одного конкретного станка с ЧПУ. Даже самые современные машины одинаковы по своей сути: они используют оси X, Y и Z для определения координатного пространства внутри станка, и пространства для перемещения инструмента (иногда концевая фреза, иногда экструдер, иногда лазерный луч) . Технология перемещения может измениться, но основы остаются такими же. В этой статье мы рассмотрим базовые знания системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и систему смещения.
ПОЧЕМУ КООРДИНАТЫ ТАК ВАЖНЫ?
Все еще более усложняется, когда нам необходимо провести обработку используя несколько инструментов. Каждый из них имеет различную длину, которая изменяет расстояние между базовой точкой шпинделя и заготовкой. Т.е точка начала, которую вы только что установили для 3-мм концевой фрезы, не будет работать для 6-мм сверла.
Система координат – способ восприятия трехмерного пространства станками с ЧПУ. Без системы координат ваш ЧПУ не знал бы:
• Как далеко от неё инструмент
• Какие движения использовать для обработки детали
С первого взгляда система координат может показаться сложной, но ее можно разбить на простые компоненты. Давайте начнем с основ декартовой системы координат.
ОСНОВЫ ДЕКАРТОВОЙ СИСТЕМЫ КООРДИНАТ.
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении и вдоль определенной плоскости.
Объедините оси X, Y и Z вместе под углом 90 градусов, и вы создадите трехмерное пространство для перемещения вашего станка с ЧПУ. Каждая ось встречается в начале координат.
Когда две оси соединяются вместе, вы формируете то, что называется плоскостью. Например, когда оси X и Y встречаются, вы получаете плоскость XY. Эти плоскости делятся на четыре квадранта, пронумерованных 1-4, которые имеют свои положительные и отрицательные значения.
Простой способ понять декартову систему координат относительно вашего станка с ЧПУ - использовать Правило правой руки. Поднимите руку ладонью вверх, указательным и указательным пальцами наружу, а средний палец вверх. Поставьте руку перед станком с ЧПУ, выровняйте по шпинделю станка, и вы увидите, что оси идеально выровнены.
• Средний палец - это ось Z.
• Указательный палец - это ось Y.
• Большой палец - это ось X.
КАК ЧПУ СТАНОК ИСПОЛЬЗУЕТ КООРДИНАТЫ?
Используя декартову систему координат, можно управлять станком с ЧПУ вдоль каждой оси, что уже позволит сделать из заготовки деталь. Проще говоря,с точки зрения оператора(смотрящего на станок)вы получаете следующие движения :
Соедините все это вместе, и у вас получится станок, который может разрезать не только разные стороны заготовки в плоскости XY, но и на разной глубине вдоль оси Z. Будь то фрезерный станок или лазер, все они используют эту систему движения.
Движение вашего ЧПУ вдоль системы координат всегда основано на том, как движется ваш инструмент,а не стол с заготовкой. Например, увеличение значения координаты X приведет к смещению стола влево, но, если смотреть с точки зрения инструмента, он движется вправо вдоль заготовки.
Увеличение координаты оси Z приведет к смещению шпинделя вверх, а при уменьшении - к заготовке. Кусок, который соответствует отрицательной координате оси Z.
ИСХОДНАЯ ТОЧКА ВАШЕГО СТАНКА С ЧПУ.
Каждый станок с ЧПУ имеет свою собственную внутреннюю исходную точку, которая называется Machine Home. Когда ваш ЧПУ впервые загружается, он не знает, где он находится в физическом пространстве, и ему требуется калибровка.
Процесс варьируется от ЧПУ к ЧПУ. Для некоторых станков есть физический концевой выключатель, который сигнализирует контроллеру, что машина достигла предела оси. На некоторых машинах имеется целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер машины отправляет сигнал через печатную плату на серводвигатель, который подключается к каждой оси машины. Серводвигатель вращает шариковый винт, который прикреплен к столу на вашем станке с ЧПУ, заставляя его двигаться.
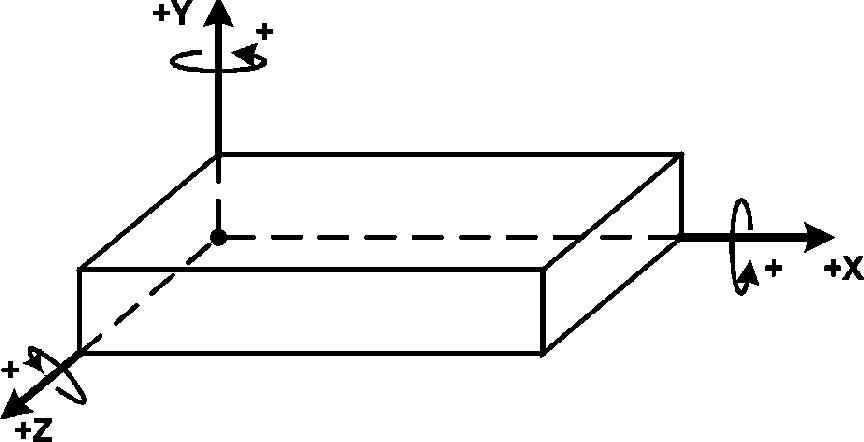
В качестве единой системы координат для всех станков с ЧПУ принята стандартная прямоугольная (правая) система, при которой оси X Y, Z (рис.) указывают положительные перемещения инструментов относительно подвижных частей станка. Положительные направления движения заготовки относительно неподвижных частей станка и указывают оси X, У, Z', направленные противоположно осям X, Y, Z. Таким образом, положительными всегда являются такие движения, при которых инструмент и заготовка удаляются друг от друга.

Стандартная система координат станков с ЧПУ
Для обозначения направления перемещения двух рабочих органов вдоль одной прямой используют так называемые вторичные оси: U (параллельно X), V (параллельно У), W (параллельно Z). При трех перемещениях в одном направлении применяют еще и так называемые третичные оси: Р, Q, R.
У станков различных типов и моделей системы координат размещают по-разному, определяя при этом положительные направления осей и размещение начала координат (нуль станка М).

Размещение координатных систем у различных станков с ЧПУ:
а— карусельный; б— вертикально-фрезерный
Система координат станка является главной расчетной системой, в которой определяются предельные перемещения, начальные и текущие положения рабочих органов станка. При этом положения рабочих
координат органов станка характеризуют их базовые точки, выбираемые с учетом конструктивных особенностей отдельных управляемых по программе узлов станка. Так, базовыми служат точки: для шпиндельного узла — точка N пересечения торца шпинделя с осью его вращения;

для суппорта токарно-револьверного станка — центр поворота резцедержателя в плоскости, параллельной направляющим суппорта и проходящей через ось вращения шпинделя, или точка базирования инструментального блока; для крестового стола — точка пересечения его диагоналей или специальная настроечная точка, определяемая конструкцией приспособления; для поворотного стола — центр поворота на зеркале стола и т. д.
Базовая точка может быть материально выражена точным базовым отверстием в центре стола станка (например, точка F, на рис. Система координат вертикально-сверлильного станка с ЧПУ). В технической документации пределы возможных смещений рабочих органов, как правило, указывают пределами смещения базовых точек.
В стандартной системе координат станка положительные направления осей координат определяются по правилу правой руки. Большой палец (рис. а) указывает положительное направление оси абсцисс (X), указательный — оси ординат (У), средний — оси аппликат (Z). Положительные направления вращении вокруг этих осей определяются другим правилом правой руки. Согласно этому правилу, если расположить
большой палец по направлению оси, то остальные согнутые пальцы укажут положительное направление вращения (рис. б).

Правило правой руки:
а - положительные направления осей координат; б - положительные направления осей координат
Ориентация осей стандартной системы координат станка связывается с направлением движения при сверлении на сверлильных, расточных, фрезерных и токарных станках. Направление вывода сверла из заготовки принято в качестве положительного для оси Z, т. е. ось Z всегда связывается с вращающимся элементом станка — шпинделем. Ось X перпендикулярна оси Z H параллельна плоскости установки заготовки. Если такому определению соответствуют две оси, то за ось X принимают ту, вдоль которой возможно большее перемещение узла станка. При известных осях X и Z ось Y однозначно определяется из условия расположения осей в правой прямоугольной системе координат.
Для того чтобы отсчет перемещений стола по осям X и Y всегда был положительным, нуль станка М принимают размещенным в одном из углов рабочей зоны (см. рис. Размещение координатных систем у различных станков с ЧПУ, б). Естественно, что положение точки М является фиксированным и неизменным, и в этом случае точка М будет являться началом координат станка. Тогда положение (Обозначение координат тремя буквами позволяет однозначно определить эти координаты. Первая буква (например, X) показывает Направление (ось) отсчитываемой координаты, вторая буква (например, М) указывает исходную точку отсчета, третья буква (например, F) определяет конечную точку, т. е. точку данной координаты. Так, обозначение XMF показывает, что координата (расстояние) представляется в направлении оси Х, исходит из точки М и определяет положение точки F) точки F может быть задано координатами xMF и yMF относительно точки М.
При работе станка табло индикации на панели УЧПУ отражает истинное положение базовых точек станка относительно нуля станка. Для рассматриваемого примера это положение точки F относительно точки М и точки N относительно нулевого уровня в соответствующей системе XYZ координат станка.
Таким образом, если на данном станке обрабатывать деталь с использованием абсолютного отсчета, то все ее координаты

должны быть определены относительно нулевой точки М станка. Обычно в нулевую точку станка рабочие органы можно переместить путем нажатия кнопок на пульте управления станком или соответствующими командами УП. Точный останов рабочих органов в нулевом положении по каждой из координат обеспечивается датчиками нулевого положения. Движения рабочих органов станка задаются в УП координатами или приращениями координат базовых точек в стандартной (правой) системе координат.
Для того чтобы не было путаницы с положительными направлениями рабочих органов, связанных с заготовкой (обозначение осей со штрихом) и с инструментом (обозначение осей без штриха), при подготовке УП всегда исходят из того, что инструмент движется относительно неподвижной заготовки. В соответствии с этим и указывают положительные направления осей координат на расчетных схемах, эскизах и другой документации, используемой при программировании. Другими словами, за основную при программировании принимают стандартную систему координат, в которой определены положения и размеры обрабатываемой детали* относительно которой перемещается инструмент. Принятое допущение корректируется системой УЧПУ таким образом, что если для реализации запрограммированного движения инструмента относительно заготовки необходимо переместить рабочий орган с инструментом, то это движение выполняется с заданным в УП знаком,
Система координат детали. Система координат детали является главной системой при программировании обработки. Система координат детали — это система, в которой определены все размеры данной детали и даны координаты всех опорных точек контура детали.

Система координат детали переходит в систему координат программы — в систему, в которой даны координаты всех точек и определены все элементы, в том числе и размещение вспомогательных траекторий, которые необходимы для составления УП по обработке данной детали. Системы координат детали и программы обычно совмещены и представляются единой системой, в которой и производится программирование и выполняется обработка детали. Система назначается технологом-программистом в соответствии с координатной системой выбранного станка.
Система координат инструмента. Система координат инструмента предназначена для задания положения его режущей части относительно державки. Инструмент описывается в рабочем положении в сборе с державкой.

При описании всего разнообразия инструментов для станков с ЧПУ удобно использовать единую систему координат инструмента Хи Zи, оси которой параллельны соответствующим осям стандартной системы координат станка и направлены в ту же сторону. Начало системы координат инструмента располагают в базовой точке Т инструментального блока, выбираемой с учетом особенностей его установки на станке. При установке блока на станке точка Т часто совмещается с базовой точкой элемента станка, несущего инструмент, например с точкой N (рис. Система координат инструмента, в).
Режущая часть инструмента характеризуется положением его вершины и режущих кромок. Вершина инструмента задается радиусом закругления r и координатами х и ТР и z и ТР ее настроечной точки Р (рис. Система координат инструмента, а), положение которой относительно начала системы координат инструмента обеспечивается наладкой инструментального блока вне станка на специальном приспособлении.
Положение режущей кромки резца задается главным φ и вспомогательным φ углами в плане, а сверла (рис. Система координат инструмента, б) — углом 2φ при вершине и диаметром D. Вершина вращающегося инструмента лежит на оси вращения, и поэтому для ее задания достаточно указать аппликату z и Т P.

Система координат чпу это основная расчетная система, которая определяет перемещение рабочих органов станка. Обработка заготовок на станке с ЧПУ производится автоматически в соответствии с заранее составленной управляющей программой, в которой заданы величины отдельных перемещений рабочих органов, несущих заготовку и режущий инструмент. Для получения требуемых размеров на заготовке ее положение в рабочей зоне станка должно быть строго закоординировано. При этом необходимо учитывать необходимые виды движений рабочих органов станка (прямолинейные и круговые (поворотные)), положительные и отрицательные направления этих движений.
Рабочие органы станков имеют самые разнообразные движения. Поэтому было очень важно договориться и строго установить что бы станки с ЧПУ, выпускаемые фирмами разных стран имели стандартные обозначения всех возможных координат движений, а также единое правило определения положительных и отрицательных направлений движений по этим координатам рабочих органов станка, несущих заготовку и режущий инструмент. Был разработан международный стандарт ИСО 841–74, который устанавливает обозначения осей системы координат чпу и направлений движений рабочих органов станков с ЧПУ. В нашей стране был выпущен ГОСТ 23597–79, который полностью соответствует данному международному стандарту. По этому стандарту в станках с ЧПУ может быть три линейных координаты (X, Y, Z) и три круговых (A, B, C) (рис. 1). При этом используются системы координат двух видов: прямоугольная и полярная.
Прямоугольная системы координат чпу
В правой, прямоугольной системе координат чпу положение точки на плоскости задается двумя координатами, а в пространстве — тремя координатами. Оси данных координатных систем параллельны прямолинейным направляющим станка. При этом значения координат точек в плоскости и пространстве могут быть как положительными, так и отрицательными.
Рис. 1. Система координат чпу: α — обозначение координатных движений; б — положительное направление круговой (поворотной) координаты А
Для прямоугольной системы координат характерны следующие признаки: координатные оси располагаются взаимно перпендикулярно, они имеют общую точку пересечения (начало отсчета координат) и одинаковый геометрический масштаб.
Указанный выше стандарт устанавливает обозначения осей координат и направлений движений в станках с ЧПУ так, чтобы программирование операций обработки не зависело от того, перемещается режущий инструмент или заготовка.
За основу принимается перемещение инструмента относительно системы координат неподвижной заготовки. Положительное направление движения рабочего органа станка соответствует направлению отвода инструмента от заготовки (рис. 2).
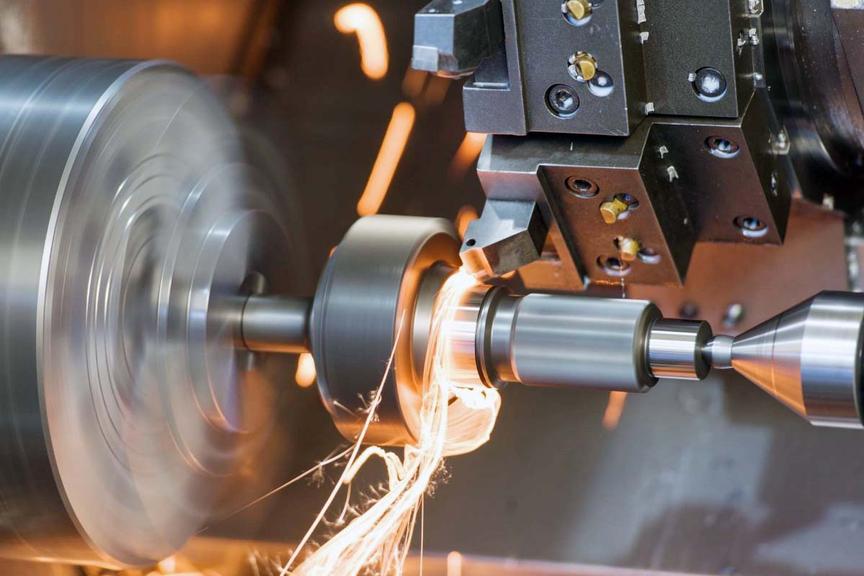
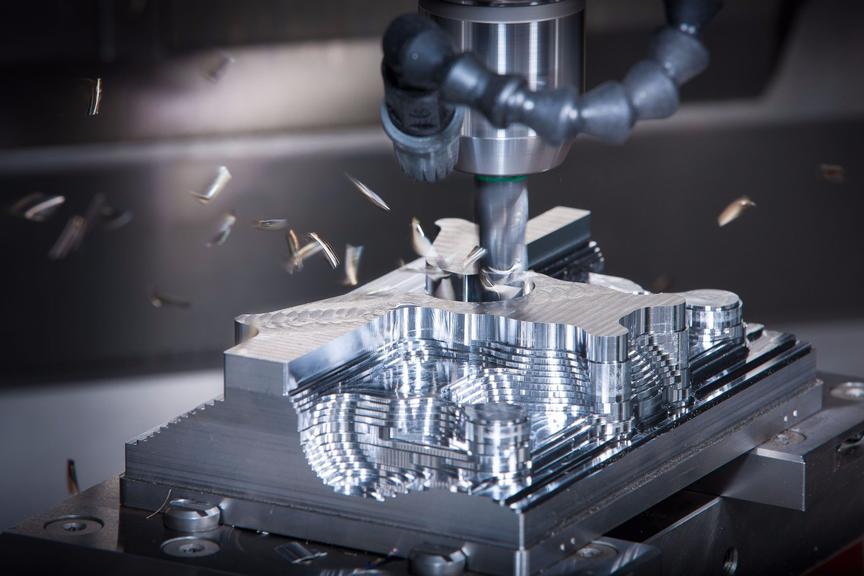
Рис. 2. Системы координат чпу с обозначением положительных направлений прямолинейных перемещений рабочих органов с инструментом: α — на токарном станке с ЧПУ; б — на фрезерном станке с ЧПУ
При этом на схемах станков направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку — буквами со штрихом; при этом положительное направление движения, обозначаемое буквой со штрихом, противоположно соответствующему движению, обозначаемому той же буквой без штриха.
Ось Z (см. рис. 2) в системе координат чпу определяется по отношению к шпинделю главного движения, т.е. шпинделю, вращающему инструмент в станках сверлильно фрезерно расточной группы, или шпинделю, вращающему заготовку в станках токарной группы. Движение по оси Z в положительном направлений должно соответствовать направлению отвода инструмента от заготовки (см. рис. 2).
Ось X должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки (рис. 1, α). На станках с вращающимся инструментом, например фрезерных, сверлильных, при вертикальной оси Z положительное перемещение по оси X направлено вправо (рис. 1, б).
Положительное направление движения по оси Y в системе координат чпу следует выбирать так, чтобы ось Y вместе с осями Z и X образовывала правую прямоугольную систему координат (см. рис. 1, б).
Несмотря на то что с помощью трехкоординатной прямоугольной системы координат описывается положение любых точек в геометрическом пространстве, в современной механообработке часто возникает необходимость в изготовлении столь сложных поверхностей, когда недостаточно перемещений рабочих органов только по трем осям координат. В этом случае используют пространственную прямоугольную систему координат с дополнительными круговыми осями координат, которые располагаются вокруг основных линейных осей X, Y и Z (см. рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.
Система координат ЧПУ предполагает, что за положительное направление круговой координатной оси принимается направление вращения по часовой стрелке, если смотреть в положительном направлении вдоль соответствующей ей линейной оси (см. рис. 1, б).
В ряде станков с ЧПУ дополнительно к основным (первичным) прямолинейным движениям X, Y и Z имеются вторичные движения параллельно им. Их следует обозначать соответственно буквами U, V и W. Если дополнительно имеются третичные движения, параллельные им, их следует обозначать соответственно буквами P, Q, R.
Если дополнительно к первичным круговым движениям имеются вторичные вращательные движения, параллельные или непараллельные А, В и С, их следует обозначать буквами D и Е.
Прямоугольную систему координат с дополнительными круговыми осями можно также представить как пространственную полярную систему координат (рис. 3).
В полярной системе координат положение точки Р на плоскости XY определяется расстоянием (радиусом) R от точки до начала координат и углом α между определенной осью координат и радиусом, проведенным в точку из начала координат (см. рис. 3). Как правило, в полярной системе координат чпу на плоскости XY угол α указывается от оси X. Угол α может иметь как положительное, так и отрицательное значение.
Читайте также: