
Каким видом соединения является пайка кратко
Обновлено: 04.07.2024
Паяные соединения – это неразъемные соединения, получаемые за счет сил молекулярного взаимодействия между соединяемыми деталями и припоем.
Припой – это сплав или металл, вводимый в расплавленном состоянии в зазор между соединяемыми деталями и имеющий более низкую температуру плавления по сравнению с соединяемыми деталями.
Пайка – это создание неразъемного соединения элементов конструкций из твердых материалов путем заполнения зазора между ними жидким более легкоплавким припоем и образование между швом и соединяемыми элементами прочной связи. Отличие пайки от сварки состоит в отсутствии расплавления или высокотемпературного нагрева соединяемых деталей.
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют по следующим признакам:
· по характеру взаимодействия твердого и жидкого металлов при возникновении спая;
· по особенностям технологии образования паяного соединения;
· по способам нагрева.
Связь в паяном шве обеспечивается:
· растворением материала деталей в расплавленном припое;
· взаимной диффузией элементов припоя и материала соединяемых деталей;
· бездиффузионной атомной связью.
Процесс пайки состоит из следующих операций:
· прогрева соединяемых поверхностей деталей;
· растекания припоя и заполнения зазора в стыке соединяемых деталей;
· охлаждения и кристаллизации.
Для интенсификации взаимодействия между припоем и деталями и образования прочного соединения поверхности деталей обезжиривают, очищают от окислов и других загрязнений механическими или химическими методами.
Прочность паяного соединения в значительной мере определяет размер зазора в стыке соединяемых деталей. Уменьшение зазора до некоторого предела увеличивает прочность соединения. Это связано со следующими явлениями:
· при малых значениях зазора проявляется эффект капиллярного течения, способствующий заполнению зазора расплавленным припоем;
· диффузионный процесс и процесс растворения материалов деталей и припоя может распространяться на всю толщину паяного шва (диффузионный слой и слой раствора прочнее самого припоя).
Чрезмерно малые зазоры между соединяемыми деталями препятствуют течению припоя. Значение оптимального зазора зависит от типа припоя и от материалов соединяемых деталей (табл. 4.1).
Необходимость малых и равномерно распределенных зазоров является одним из недостатков пайки, ограничивающим область ее применения, особенно для крупногабаритных конструкций. По сравнению со сваркой пайка требует более точной механической обработки и сборки деталей перед пайкой. Для фиксации
относительного положения деталей нередко используют специальные приспособления, большие плоские стыки прихватывают точечной сваркой.
Пайка металлов появилась задолго до изобретения электрической сварки. Ее использовали в Древнем Риме и Вавилоне, о чем говорят археологические раскопки.
За это время технологии усовершенствовались, и появились новые виды пайки, в которых для нагрева металла используется электрический ток, пламя газовой горелки, энергия лазера или иные источники тепловой энергии.
Капиллярный
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Контактно-реакционный
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Реакционно-флюсовой

В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением. При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка.
Иногда при этом виде пайки приходится добавлять цинковый припой в небольших количествах, как дополнение к основному процессу. Обычно это делают, если две заготовки соединяются внахлест.
Пайка-сварка
Такое название технология получила потому, что сам процесс очень сильно напоминает сварку металла с присадочным материалом (проволокой или порошком).
Но в данном случае вместо присадки используется припой. Этот вид чаще всего используют для того, чтобы заделать дефекты и изъяны на поверхностях металлических деталей (литых).
Сам процесс можно проводить разными способами:
- пайка в печах;
- окунанием в ванну с жидким припоем;
- сопротивлением с помощью электрического тока;
- индукционным способом;
- радиационным;
- с помощью паяльников и газовых горелок.
Некоторые виды появились сравнительно недавно, еще исследуются и дорабатываются.
В печах
Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
При этом разогрев в печи может проходить одним из многих существующих способов, начиная от нагрева пламенем, и до сложно технологических процессов, таких как индукция, электросопротивление.
Конструкция самих печей отличается друг от друга лишь подами, на которые укладывают паяемые заготовки. Для крупных деталей используются печи, в которых под не движется, а для маленьких – подвижные в виде конвейеров на роликах.
Главная задача этого вида пайки – создать внутри печи специальную газообразную субстанцию. Пайка в печах может быть полностью механизирована, что ведет к повышению производительности труда. А для производств с массовым выходом готовой продукции это идеальный вариант.
Применение индукции и сопротивления
Что касается индукционного вида, то для него используют токи высокой частоты. Электричество пропускается через спаиваемые детали, отчего они и нагреваются.
Способ пайки сопротивлением чем-то схож с индукционным видом. Просто в этой технологии ток пропускается и через заготовки, и через паяльный элемент. То есть, соединяемые детали становятся частью электрической цепи.
Проводят такой процесс в электролитах или в специальных контактных машинах, действие которых очень похоже на стандартную электросварку. Контактные машины обычно используются в производствах, где необходимо паять между собой изделия из тонкого листового металла.
Пайка же в электролитах используется сегодня не часто за счет сложности настройки параметров технологического процесса. Ведь процесс проходит по принципу теплового эффекта, возникающего между катодом (спаиваемые детали) и анодом.
Вокруг заготовок образуется водородная оболочка, у которой очень высокое электрическое сопротивление. Отсюда и выделение большой тепловой энергии.
Погружение в ванну
Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Радиационный метод

Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Технология появилась относительно недавно, но показала, что таким способом можно достигать высокого качества пайки двух металлических заготовок. К тому же появилась реальная возможность контролировать процесс и по степени нагрева, и по временным срокам. При этом лазер удаляет оксидную пленку с припоя и с металла, что гарантирует высокое качество паяного шва.
Газовая оболочка в зоне соединения, образорванная за счет нагрева металлов, дает возможность при соединении не использовать флюсы. Поэтому, когда сегодня говорят о пайке без флюса, подразумевают лазерную технологию.
Горелка и паяльник

Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
В первом способе – за счет сгорания газа, во втором – за счет образования плазмы (это сгораемый газ, который движется тонкой струей с большой скоростью). Необходимо отметить, что способ с газовыми горелками считается универсальным.
Горелки, испускающие поток плазмы, работают при высоком температурном режиме. А это позволяет паять между собой детали из титана, молибдена, вольфрама и прочие тугоплавкие материалы.
Сложность этой технологии заключается в том, что настроить электрическую дугу под определенную температуру нагрева (до определенной точности) практически невозможно.
Пайка паяльником используется давно. Если еще 5-10 лет назад можно было говорить только об электрических приборах или нагреваемых от огня, то сегодня предложений куда больше.
Хотелось бы отметить паяльники, работающие от ультразвука. То есть, сам ультразвук имеет отношение к процессу пайки лишь с позиции разрушения оксидной пленки.
Поэтому и появилась возможность паять различные металлы в воздушном окружении без флюсовых материалов. Непосредственно пайка происходит от нагрева припоя.
Вакуумный
Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Как известно, присутствующий в воздухе кислород является причиной образования оксидной пленки, которая покрывает собою металлические заготовки и припой.
Пленка очень тугоплавка, при пайке теряются температурные градусы для нагрева соединяемых деталей. Поэтому все ученые до сих пор и ищут способы, как удалить оксидное покрытие или провести процесс без него. Пайка в вакууме – один из таких вариантов.
Препятствуют внедрению вакуумного вида в производство такие факторы:
- низкая производительность процесса, потому что приходится нагревать каждую отдельную деталь;
- таким способом можно паять лишь заготовки небольших размеров;
- сложность создания станков и дополнительного оборудования;
- сложность проведения процесса пайки.
Однако если говорить о космосе, где отсутствует атмосфера, то вакуумный вид считается весьма перспективным.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Температурный режим и материалы

Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Пайку называют высокотемпературной или твердой, если припой разогревается до температуры 450 ℃ и выше. В противном случае приходится иметь дело с низкотемпературным видом (мягким).
Для низкотемпературного вида применяют легкоплавкие припои. К ним относятся сплавы олова и свинца, висмута, галлия, индия. К тугоплавким принадлежат медно-серебряные, медно-цинковые припои.
В связи с повелением новых материалов и требований экологической безопасности, технологии пайки постоянно меняются. Свинцовые припои применяют все меньше, устанавливают дымоуловители, разрабатывают лазерное и ультразвуковое оборудование.
Немалую роль в развитии пайки играет внедрение роботизированных систем, позволяющих значительно ускорить работу.

США

Россия

Украина

Беларусь

Молдова
Для получения неразъемных соединений деталей имеется много технологических способов. Одним из таких способов является пайка. Она представляет собой технологический процесс, при котором детали разогреваются и соединяются другим расплавленным материалом, называемый припой. Для достижения результата, припой имеет температуру плавления значительно ниже, чем соединяемый металл. Пайка происходит с использованием флюса. Он защищает соединяемую поверхность от влияния атмосферы и способствует лучшему растеканию припоя.
Пайка металлов является высокоэффективным способом соединения. Он имеет широкое применение для пайки труб. Для прочного соединения очень важно подобрать стыкуемые части по своему размеру. Зазор между ними составляет 0,03 – 2 мм. Пайка может быть:
- Низкотемпературной. При ней припой нагревается до 450 градусов Цельсия, в основном электрическим способом;
- Высокотемпературной. Припой нагревается выше 450 градусов Цельсия горелкой.
Для пайки используют припои:
- медно-серебряные;
- оловянно-свинцовые;
- галлиевые;
- медно-цинковые;
- висмутовые и др.
Каждый из них имеет свою температуру плавления и более подходит для определенного металла.
Пайка металлов классифицируется на следующие виды:
- Капиллярная. Суть пайки заключается в создании капиллярного притяжения, за счет малого зазора соединения. Может быть вертикальной и горизонтальной;
- Диффузионная. Происходит посредством диффузии основного металла и припоя. Подразделяется на атомно-диффузионную и реакционно-диффузионную;
- Контактно-реактивная. Процесс соединения может быть с образованием эвтектики, а также с образованием твердого раствора;
- Реактивно-флюсовая. Во время нагрева происходит реакция флюса с металлом. В результате этого образуется припой. Такая пайка происходит с припоем или без припоя;
- Пайка-сварка. Она может быть с оплавлением или без него.
Технология пайки металлов
США
Россия
Украина
Беларусь
Молдова
Технология пайки металлов протекает в следующем порядке:
- Вначале тщательно зачищаются соединяемые поверхности деталей. Снимается фаска;
- Наносится тонким слоем флюс. Какой наносить флюс зависит от свойств металла, который будут паять. Для лучшего распределения флюса по поверхности, необходимо прокрутить соединяемые детали. Или же поверхность подвергают лужению;
- Затем горелкой разогревается заготовка в определенном радиусе от места соединения. Для более качественной пайки место соединения прогревается до температуры, которая значительно выше температуры плавления припоя;
- На разогретое место соединения присоединяют припой, который быстро плавится и заполняет зазор соединяемых деталей. Некоторые виды пайки включают в себя лужение зачищенной поверхности и последующее соединение и прогрев;
- После пайки остывание должно происходить естественным путем. Иначе качество соединения может пострадать.
Технология пайки металлов без припоя применяется при соединении титана и меди. Используется явление контактного плавления. Учитывая, что плавление меди происходит при температуре 1083 градусов Цельсия, а титана 1725 градусов Цельсия, то при плотном соединении и нагреве до 900 градусов Цельсия, имеющийся зазор заполняется расплавом в месте контакта. Происходит процесс диффузии металлов.
Пайка находит свое применение в соединении труб теплообменников, в холодильных установках, системах, передающие разные жидкости и газы и др.

Оставьте свой комментарий Отменить ответ
Реакционная пайка еще может называться реактивной. Она классифицируется: На реакционно-флюсовую;…
При монтаже электроустановок жилы проводов приходится соединять (сращивать) между собой, делать от них ответвление или присоединять к зажимам, клеммам различных устройств. При этом различают разъёмные и неразъёмные соединения проводов.
Разъёмные соединения выполняются с помощью болтов и винтов в специальных ответвительных коробках. В этих коробках установлены зажимы, к которым и присоединяют провода (рис. 67). Если коробка не имеет зажимов, то она используется для соединения проводов пайкой или опрессовкой.

Рис. 67. Ответвительная коробка
Неразъёмные соединения - это сращивание, ответвление и пайка.
Сращивание - соединение между собой двух и более проводов с последующей изоляцией места соединения. В инструкционной карте № 1 подробно описывается выполнение этих операций.
Чтобы соединить провода между собой, их нужно предварительно зачистить от изоляции. Это делают ножом на деревянной подставке. Нож нужно держать так, чтобы его плоскость была почти параллельна проводу.
Это предотвратит подрезание жилы и возможность её надлома. Концы проводов очищают шкуркой от окиси, накладывают друг на друга и концом первого провода несколько раз обвивают второй. Место скрутки проводов обматывают изоляционной лентой. При этом липкая сторона ленты должна быть обращена к проводу, а первый её виток следует наложить на изоляцию провода.
Аналогичные операции проводят и при выполнении другого вида неразъёмных соединений — ответвлений.
Ответвление — это присоединение путём сращивания дополнительных проводов к главной электрической линии без нарушения её целостности. Ответвление применяется, в частности, для подключения бытовой арматуры (электрических выключателей, штепсельных розеток и т. д.).
Если соединяют многопроволочные жилы, то после зачистки проводов их надо расплести и надвинуть друг на друга, а затем плотно обвить концы одного провода вокруг другого с последующим наложением изоляции. В случае медного провода скрутку желательно пропаять. Но если провода разные (один медный, а другой алюминиевый), то их соединение скруткой недопустимо. Из-за окисной плёнки контакт между проводами будет плохой, скрутка начнёт сильно нагреваться и станет возможным воспламенение изоляции. На производстве алюминиевые провода соединяют специальной пайкой, либо сваркой, либо опрессовкой. При опрессовке на зачищённые провода, смазанные пастой для защиты от окисления, надевают алюминиевую трубочку и обжимают её в нескольких местах мощными клещами (рис. 68).

Рис. 68. Опрессовка алюминиевых проводов: 1 - клещи, 2 - алюминиевая трубка
Инструкционная карта № 1.
Сращивание одно- и многожильных проводов



Паяние, или, выражаясь профессиональным языком, пайка, — это процесс соединения деталей или частей расплавленным металлом — припоем. Его применяют для получения надёжных неразъёмных электрических контактов.
В качестве припоя используют сплав свинца с оловом. Температура плавления такого припоя около 200 °С. В расплавленном состоянии припой наносят на место соединения деталей. Он проникает в зазор между деталями и после затвердевания образует паяный шов.
Пайку выполняют при помощи электрического паяльника (рис. 69). Паяльник служит для нагрева места соединения, расплавления припоя и нанесения его на паяемые детали.

Рис. 69. Электрический паяльник: 1 — медный наконечник, 2 — кожух, 3 — стальная трубка, 4 — деревянная (пластмассовая) ручка, 5 — изолирующая втулка, 6 — слой слюды, 7 — асбестовый шнур, 8 — нагревательный элемент
Каждый паяльник рассчитан на строго определённое напряжение: 220, 127, 42, 36 и 12 В. Поэтому, прежде чем включить его в сеть, необходимо узнать её рабочее напряжение. В школьных учебных мастерских учащийся может работать только с паяльниками, рассчитанными на напряжение 42 В и ниже.
Чтобы повысить прочность пайки, места соединения зачищают наждачной бумагой, напильником или ножом, пока не появится металлический блеск. Во время паяния может образоваться плёнка, снижающая прочность соединения. Чтобы этого не произошло, применяют специальные вещества — флюсы (канифоль, водный раствор нашатырного спирта).
Перед началом работы необходимо правильно организовать рабочее место (рис. 70), которое должно быть оснащено вытяжной вентиляцией для удаления ядовитых паров флюса и припоя.
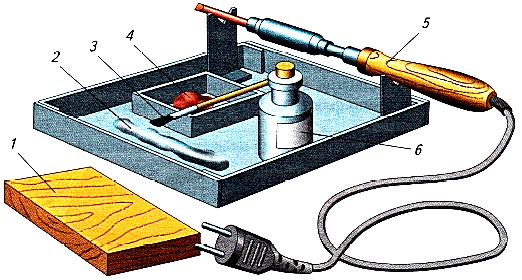
Рис. 70. Организация рабочего места при паянии: 1 — подкладная доска, 2 — припой, 3 — кисть, 4 — канифоль, 5 — электропаяльник, 6 — водный раствор нашатырного спирта
Процесс паяния монтажных соединений состоит из ряда основных и подготовительных операций (рис. 71). Рассмотрим эти операции.
Подготовка паяльника
Операция 1. Зачистить жало разогретого паяльника напильником (рис. 71, 7).
Операция 2. Поместить жало паяльника в канифоль или другой флюс (рис. 71, 2).
Операция 3. Набрать припой на жало паяльника и распределить его тонким слоем по поверхности жала (рис. 71, 3).
Подготовка материала (провода, детали)
Операция 4. Зачистить выводы деталей или концов проводов (рис. 71,4).
Операция 5. Покрыть зачищенные поверхности флюсом с помощью подготовленного паяльника (рис. 71, 5).
Операция 6. Покрыть зачищенные поверхности тонким слоем припоя с помощью паяльника (рис. 71, 6). Эта операция называется лужением.
Паяние
Операция 7. Закрепить или плотно прижать паяемые детали другтк другу (рис. 71, 7).
Операция 8. Взять жалом паяльника небольшое количество припоя, опустить жало в канифоль и немедленно прижать к месту пайки, чтобы металл в месте соединения нагрелся до температуры расплавленного припоя. После того как место пайки прогреется, по нему распределяют равномерным слоем припой. Как только припой растечётся и покроет место пайки, паяльник удаляют, давая остыть расплавленному припою. Место пайки не рекомендуется трогать в течение 40 секунд (рис. 71, 8). Оно должно быть блестящим, без наплывов. Нельзя перегревать паяльник — это приводит к быстрому выгоранию флюса и ухудшает свойства припоя.

Рис. 71. Процесс паяния: 1-8 — последовательность операций
На производстве работы по соединению проводов и деталей при помощи пайки выполняют электромонтажники, радиомонтажники, сборщики электрических приборов и аппаратуры. Они должны уметь работать с электрическим паяльником, знать особенности пайки различных металлов и сплавов, а также свойства припоев и флюсов.
- Работы с паяльником выполняйте только под руководством учителя.
- Перед включением электропаяльника в сеть необходимо убедиться в соответствии его напряжения напряжению в сети.
- Работать разрешается только исправным паяльником. Ручка паяльника должна быть сухой.
- Во время работы не прикасайтесь к защитному кожуху или рабочей части паяльника руками.
- Держите нагретый паяльник только за ручку. Осторожно обращайтесь с расплавленным припоем, флюсом и нагретыми деталями.
- В перерывах между работой кладите паяльник только на подставку.
- Избегайте случайных прикосновений паяльником к шнуру — это может привести к повреждению изоляции или короткому замыканию.
- Настольная вентиляция во время работы с паяльником должна быть включена.
- Нагретые детали во время пайки придерживайте на подкладной доске пинцетом или щипцами.
- После окончания работы необходимо вымыть руки с мылом.
Практическая работа № 28
Задание 1. Рассмотреть выданный электромонтажный инструмент и заполнить таблицу:

- Изучите инструкционную карту № 1.
- Подготовьте необходимые провода, выровняйте их.
- Соедините провода (два провода с одной токопроводящей жилой, два многожильных провода и два отрезка шнура) согласно указаниям инструкционной карты.
- Заизолируйте места соединения проводов.
- На рабочем столе должны находиться только те материалы, детали и инструменты, которые используются в работе.
- Срезать изоляцию с проводов следует на подкладной доске, перемещая монтажный нож от себя, чтобы избежать порезов.
- Работать нужно только исправным инструментом. Ручки кусачек, плоскогубцев, пассатижей держать в обхват. Подавать инструмент ручкой от себя, а класть на стол — ручкой к себе.
- Использовать электромонтажные инструменты следует только по назначению.
- С инструментом и материалами необходимо обращаться бережно, не ронять их.
- По окончании работы электромонтажный инструмент нужно сложить в укладку.
Практическая работа № 29
Инструкционная карта № 2.
Сращивание проводов с использованием пайки

Новые слова и понятия
Разъёмные и неразъёмные соединения проводов, сращивание, ответвление, пайка, припой, флюс, канифоль, лужение.
Читайте также: