
Какие размеры называют предельными кратко
Обновлено: 03.07.2024
Основные термины и определения установлены ГОСТ 25346–82.
Номинальный размер (D, d, l и др.) – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом их на прочность и жесткость, а также исходя из совершенства геометрических форм и обеспечения технологичности конструкций изделий.
Для сокращении числа типоразмеров заготовок, режущего и измерительного инструмента, штампов, приспособлений, а также для облегчения типизации технологических процессов значения размеров, полученные расчетом, следует округлять (как правило, в большую сторону) в соответствии со значениями.
Действительный размер – размер, установленный измерением с допускаемой погрешностью. Этот термин введен потому, что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом.
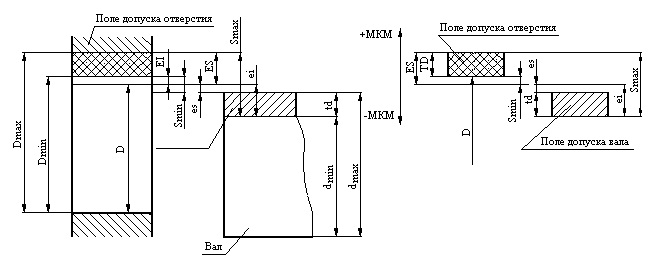
Предельные размеры детали – два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший – наименьшим предельным размером.
Обозначают их соответственно Dmax и Dmin для отверстия, dmax и dmax – для вала (рис. 1). Сравнение действительного размера с предельными даетвозможность судить о годности детали.
ГОСТ 25346–82 устанавливает понятия проходного и непроходного пределов размера. Проходной предел – термин, применяемый к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала и нижнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом проходным калибром).
Непроходной предел – термин, применяемый к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала и верхнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом непроходным калибром).
Для упрощения чертежей введены предельные отклонения от номинального размера: верхнее предельное отклонениеES, es – алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение EI, ei – алгебраическая разность между наименьшим предельным и
Рис. 1. Поля допусков отверстия и вала при посадке с зазором (отверстия положительны, отклонения вала отрицательны)
номинальным размерами. Для отверстия ES=Dmax–D; EI=Dmin–D; для вала es=dmax–D; ei=dmin–D (рис. 1).
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единицы,например 180; угловые размеры и их предельные отклонения – в градусах, минутах или секундах, с указанием единицы, например 0°, 30', 40". Предельные отклонения в таблицах допусков указывают в микрометрах. При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например 60±0.2; 120°±20°. Отклонение, равное нулю, на чертежах не проставляют, наносят только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200 +0.063 .
Допуском Т называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра. Допуск Т размера – разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т. е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.

Для упрощения допуски можно изображать графически в виде полей допусков (рис. 2). Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, положительные отклонения откладывают вверх от нее, а отрицательные – вниз.
Рис. 2. Поля допусков отверстия и вала
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми.Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей. В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Вал– термин, применяемый для обозначения наружных (охватываемых) элементов (поверхностей) деталей. Отверстие – термин, применяемый для обозначения внутренних (охватывающих) элементов (поверхностей) деталей. Термины отверстие и вал относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы, например, ограниченным двумя параллельными плоскостями (паз, шпонка). Основной вал – вал, верхнее отклонение которого равно нулю (es=0). Основное отверстие – отверстие, нижнее отклонение которого равно нулю (ЕI=0). Допуски размеров охватывающей и охватываемой поверхностей сокращенно называют соответственно допуском отверстия ТD и допуском вала Td.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть: с гарантированным зазором (рис. 1), сгарантированным натягом или переходной, при которой возможно получение как зазора, так и натяга. Схемы полей допусков для разных посадок даны на рис. 2.
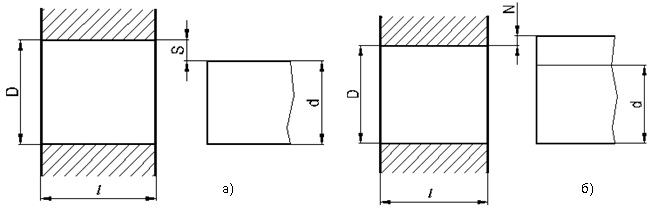
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей. Наибольший Smax, наименьший Smin и средний Sm зазоры определяют по формулам:
Натяг N – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки. Наибольший Nmax, наименьший Nmin и средний Nm натяги определяют по формулам:
Посадка с гарантированным зазором – посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала, рис. 3, а). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала, т. е. Smin=0. Наиболее распространенными посадками с гарантированным зазором являются: F(f), E(e), C(c), D(d).
Посадка с гарантированным натягом – посадка, при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под полем допуска вала, рис. 3, б). Наиболее распространенными посадками с гарантированным натягом являются: P(p), S(s), U(u), Z(z).
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью, рис. 3, в). Наиболее распространенными переходными посадками являются: K(k), M(m), N(n), Is(is).
Для количественной оценки точности деталей в машино- и приборостроении установлены 19 квалитетов точности: 01, 0, 1, 2, …, 17 (точность уменьшается по мере увеличения номера квалитета).
Основные термины и определения установлены ГОСТ 25346–82.
Номинальный размер (D, d, l и др.) – размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом их на прочность и жесткость, а также исходя из совершенства геометрических форм и обеспечения технологичности конструкций изделий.
Для сокращении числа типоразмеров заготовок, режущего и измерительного инструмента, штампов, приспособлений, а также для облегчения типизации технологических процессов значения размеров, полученные расчетом, следует округлять (как правило, в большую сторону) в соответствии со значениями.
Действительный размер – размер, установленный измерением с допускаемой погрешностью. Этот термин введен потому, что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом.
Предельные размеры детали – два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший – наименьшим предельным размером.
Обозначают их соответственно Dmax и Dmin для отверстия, dmax и dmax – для вала (рис. 1). Сравнение действительного размера с предельными даетвозможность судить о годности детали.
ГОСТ 25346–82 устанавливает понятия проходного и непроходного пределов размера. Проходной предел – термин, применяемый к тому из двух предельных размеров, который соответствует максимальному количеству материала, а именно верхнему пределу для вала и нижнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом проходным калибром).
Непроходной предел – термин, применяемый к тому из двух предельных размеров, который соответствует минимальному количеству материала, а именно нижнему пределу для вала и верхнему пределу для отверстия (при применении предельных калибров речь идет о предельном размере, проверяемом непроходным калибром).
Для упрощения чертежей введены предельные отклонения от номинального размера: верхнее предельное отклонениеES, es – алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение EI, ei – алгебраическая разность между наименьшим предельным и
Рис. 1. Поля допусков отверстия и вала при посадке с зазором (отверстия положительны, отклонения вала отрицательны)
номинальным размерами. Для отверстия ES=Dmax–D; EI=Dmin–D; для вала es=dmax–D; ei=dmin–D (рис. 1).
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения проставляют в миллиметрах без указания единицы,например 180; угловые размеры и их предельные отклонения – в градусах, минутах или секундах, с указанием единицы, например 0°, 30', 40". Предельные отклонения в таблицах допусков указывают в микрометрах. При равенстве абсолютных значений отклонений их указывают один раз со знаком ± рядом с номинальным размером, например 60±0.2; 120°±20°. Отклонение, равное нулю, на чертежах не проставляют, наносят только одно отклонение – положительное на месте верхнего или отрицательное на месте нижнего предельного отклонения, например 200 +0.063 .
Допуском Т называют разность между наибольшим и наименьшим допускаемыми значениями того или иного параметра. Допуск Т размера – разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т. е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.
Для упрощения допуски можно изображать графически в виде полей допусков (рис. 2). Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется значением допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии. Нулевая линия – линия, соответствующая номинальному размеру, от которой откладывают отклонения размеров при графическом изображении допусков и посадок. Если нулевая линия расположена горизонтально, положительные отклонения откладывают вверх от нее, а отрицательные – вниз.
Рис. 2. Поля допусков отверстия и вала
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми.Остальные поверхности называют несопрягаемыми (свободными). В соответствии с этим различают размеры сопрягаемых и несопрягаемых (свободных) поверхностей. В соединении деталей, входящих одна в другую, есть охватывающие и охватываемые поверхности.
Вал– термин, применяемый для обозначения наружных (охватываемых) элементов (поверхностей) деталей. Отверстие – термин, применяемый для обозначения внутренних (охватывающих) элементов (поверхностей) деталей. Термины отверстие и вал относятся не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой формы, например, ограниченным двумя параллельными плоскостями (паз, шпонка). Основной вал – вал, верхнее отклонение которого равно нулю (es=0). Основное отверстие – отверстие, нижнее отклонение которого равно нулю (ЕI=0). Допуски размеров охватывающей и охватываемой поверхностей сокращенно называют соответственно допуском отверстия ТD и допуском вала Td.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть: с гарантированным зазором (рис. 1), сгарантированным натягом или переходной, при которой возможно получение как зазора, так и натяга. Схемы полей допусков для разных посадок даны на рис. 2.
Зазор S – разность размеров отверстия и вала, если размер отверстия больше размера вала. Зазор обеспечивает возможность относительного перемещения собранных деталей. Наибольший Smax, наименьший Smin и средний Sm зазоры определяют по формулам:
Натяг N – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия. Натяг обеспечивает взаимную неподвижность деталей после их сборки. Наибольший Nmax, наименьший Nmin и средний Nm натяги определяют по формулам:
Посадка с гарантированным зазором – посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала, рис. 3, а). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала, т. е. Smin=0. Наиболее распространенными посадками с гарантированным зазором являются: F(f), E(e), C(c), D(d).
Посадка с гарантированным натягом – посадка, при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под полем допуска вала, рис. 3, б). Наиболее распространенными посадками с гарантированным натягом являются: P(p), S(s), U(u), Z(z).
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью, рис. 3, в). Наиболее распространенными переходными посадками являются: K(k), M(m), N(n), Is(is).
Для количественной оценки точности деталей в машино- и приборостроении установлены 19 квалитетов точности: 01, 0, 1, 2, …, 17 (точность уменьшается по мере увеличения номера квалитета).
5. Предельными размерами называются два предельных значения размера, между которыми должен находиться действительный размер. Большее из них называется наибольшим предельным размером, меньшее - наименьшим предельным размером (черт. 1а).
Примечание. Предельными размерами ограничиваются действительные размеры годных деталей, полученные измерением с допустимой погрешностью. Случаи, когда предельными размерами должны ограничиваться действительные размеры с учетом погрешностей измерения, следует оговаривать особо.
Смотреть что такое "Предельными размерами" в других словарях:
ГОСТ 7713-62: Допуски и посадки. Основные определения — Терминология ГОСТ 7713 62: Допуски и посадки. Основные определения оригинал документа: 4. Действительным размером называется размер, полученный в результате измерения с допустимой погрешностью. Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
Допуск — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей … Википедия
Допуск (техника) — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической… … Википедия
Допуск (машиностроение) — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической… … Википедия
Квалитет — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической… … Википедия
ГОСТ 25346-89: Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений — Терминология ГОСТ 25346 89: Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений оригинал документа: 1.1.19. Вал термин, условно применяемый для обозначений наружных элементов… … Словарь-справочник терминов нормативно-технической документации
допуск — 01.01.65 допуск [ tolerance]: Максимальный допустимый интервал отклонений значений параметра системы, вызванных любым воздействием со стороны системы или окружающей среды. Примечание 1 Допуск обычно выражается в частях на миллион (ч/млн)2).… … Словарь-справочник терминов нормативно-технической документации
Допуск — в машиностроении, интервал, в котором допускается отклонение числовой характеристики параметра от его номинального (расчётного) значения. Д. задают на геометрические параметры деталей машин и механизмов (линейные и угловые размеры, форму… … Большая советская энциклопедия
поле — 3.12 поле: Установленное пространство для размещения конкретного элемента данных в составе зоны. Источник: ГОСТ Р 52535.1 2006: Карты идентификационные. Машиносчитываемые дорожные документы. Часть 1. Машиносчитываемые паспорта … Словарь-справочник терминов нормативно-технической документации
21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения. 21. Основные понятия и определения по допускам и посадкам. Допуски, посадки и технические измерения.
Поверхности, размеры, отклонения и допуски. Поверхности деталей бывают сопрягаемыми и несопрягаемыми, или свободными. При этом они могут быть цилиндрическими, плоскими, коническими, эвольвентными, сложными (шлицевые, винтовые) и др. Со-прягаемыми называют поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы — в механизмы. Несопрягаемыми, или свободными, — конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с парал-лельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими (их условно называют отверстиями; диаметры отверстий обозначают буквой D). Наружные отверстия (цилиндрическая поверхность вала, боковые грани шпонок) являются охватываемыми (их условно называют валами и обозначают буквой d).
Размеры — это числовое значение линейной величины (диаметра, длины и т.д.), они делятся на номинальные, действительные и предельные. В машино и приборостроении все размеры в технической документации задают и указывают в миллиметрах.
Номинальный размер (D) — размер, относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений. Сопрягаемые поверхности имеют общий номинальный размер.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешностью измерения называется отклонение результата измерения от истинного значения измеряемой величины. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действи¬тельный размер. Больший из двух предельных размеров называют наибольшим предельным размером (Dmax, dmax), а меньший — наименьшим предельным размером (Dmin, dmin) Предельные размеры позво¬ляют оценивать точность обработки деталей.
Отклонение — это алгебраическая разность между действительным и соответствующим номинальными размерами. Отклонения отверстий обозначают буквой E, валов — e.
Действительное отклонение (Er, er) равно алгебраической разности действительного и номинального размеров: Er = Dr — D; er = dr — d.
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и среднее отклонения. Верхнее (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров: ES = Dmax — D; es = dmax — D.
Нижнее отклонение (EI, ei) равно алгебраической разности наименьшего предельного и номинального размеров: EI = Dmin — D; ei = Dmin — D.
Среднее отклонение (Em, em) равно полусумме верхнего и ниж¬него отклонений: Em = 0,5 (ES + EI), em = 0,5 (es + ei).
Пример. Определить предельные и средние отклонения для штифтов, у которых D = 20 мм, dmax = 20,01 мм и dmin = 19,989 мм.
Решение. Верхнее отклонение es = dmax — D = 20,01 — 20 = 0,01 мм; нижнее отклонение ei = dmin — D = 19,989 — 20 = -0,011 мм; среднее отклонение em = 0,5 (es + ei) = 0,5 + 0,01 (-0,011) = -0,0005мм.
Так размер штифта D = 20 мм с отклонениями на чертеже запишем следующим образом: 20 .
Действительные размеры годных деталей должны находиться в допустимых пределах, которые в каждом конкретном случае определяются предельными размерами или предельными отклонениями. Отсюда такое понятие как допуск размера.
Допуск (T — общее обозначение, TD — отверстия, Td — вала) равен разности наибольшего и наименьшего предельных размеров: TD = Dmax — Dmin; Td = dmax — dmin; TD = ES — EI; Td = es — ei.
Допуск всегда является положительной величиной независимо от способа его вычис-ления. На чертежах допуск указывают только через предельные отклонения, например: 10 .
Графическое изображение допусков и отклонений. Для наглядности допуски и от-клонения на деталях и соединениях изображают графичес¬ки (рис. 41).
Для графического построения полей допусков и посадок проводят горизонтальную линию 00, называемую нулевой. Нулевая — это линия, положение которой соответствует номинальному размеру и от которой откладываются предельные отклонения размеров. По-ложительные отклонения — вверх от нулевой линии, отрицательные — вниз.
Поле допуска — поле, ограниченное верхним и нижним отклонения¬ми. Оно опре-деляется величиной допуска и его положением относитель¬но номинального размера. При графическом изображении поля допусков показывают зоны, которые ограничены двумя ли-ниями, проведенными на расстояниях, соответствующих верхнему и нижнему отклоне¬нию.
На схемах указывают номинальный D и предельные (Dmax, Dmin, dmax, dmin) размеры, предельные отклонения (ES, EI, es, ei) поля допусков и другие параметры.
Понятия о посадках и допуске посадки. Если у соединяемых между собой деталей размер отверстия больше размера вала, то в соединении будет зазор (S). Если же размер ва-ла больше размера отверстия, то в соединении будет натяг (N). Зазором называется по-ложительная разность между размерами отверстия и вала S = D — d (рис. 42, а). а натягом — положительная разность между размером вала и отверстия N = d — D (рис. 42, б).
Характер соединения двух деталей, зависящий от величины зазора или натяга, полученного при сборке узла, называется посадкой.
В машинах и приборах требуются посадки с различными зазорами и натягами. В тех случаях, когда одна деталь должна перемещаться относительно другой без качки, следует иметь очень малый зазор: для того чтобы одна деталь могла свободно вращаться в другой (например, вал в отверстии), зазор должен быть больше. Если соединенные вал и втулка представляют собой как бы одно целое, они соединены с натягом и не могут перемещаться относительно друг друга.
Посадки подразделяют на три вида: подвижные, обеспечивающие зазор в соединении: неподвижные (прессовые), обеспечивающие натяг в соединении; переходные, ко-торые наз¬ваны так потому, что до сборки вала и втулки нельзя сказать, что будет в соединении — зазор или натяг, так как заданные отклонения на вал и отверстие перекрывают друг друга.
В зависимости от использованного допуска у той и другой детали при переходной посадке может оказаться, что размер вала больше размера отверстия или размер отверстия больше размера вала.
Для оценки точности соединений (посадок) пользуются понятием допуска посадки, под которым понимается разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом). В переходных посадках допуск посадки равен разности между наибольшим и наименьшим натягами или сумме наибольшего натяга и наибольшего зазора. Допуск посадки равен также сумме допусков отверстия и вала.
Поверхности двух деталей (охватывающая и охватываемая), по которым происходит их соединение при оборке, называют сопрягаемыми. У гладких цилиндрических и конических сопряжений охватывающую поверхность называют отверстием, а охватываемую — валом. Сопряженные детали (вал и отверстие) имеют общий номинальный размер (d) соединения.
Номинальный размер устанавливают расчетами или выбирают но конструктивным соображениям и округляют до ближайшего размера из рядов нормальных диаметров и длин, предусмотренных ГОСТ.
Использование номинальных размеров, округленных до нормальных, имеет большое значение — оно ведет к снижению себестоимости продукции, так как сокращаются разновидности применяемого режущего и измерительного инструмента.
В процессе изготовления детали любой размер ее может быть выполнен с различной точностью
Действительный размер — это размер обработаной детали, полученный в результате измерения с допустимой погрешностью. Действительный размер обычно отличается от номинального из-за неизбежных погрешностей изготовления и измерения детали. Он бывает больше или меньше номинального размера.
Для обеспечения взаимозаменяемости действительные размеры деталей ограничивают предельными размерами.
Предельными размерами называются два размера, между которыми должен находиться действительный размер. Больший из них называется наибольшим предельным размером dmax, а меньший — наименьшим предельным размером dmin.
Предельные размеры в таблицах стандартов заданы величинами отклонений (верхним и нижним) от номинального размера.
Верхним предельным отклонением (ВО) называется алгебраическая разность между наибольшим предельным и номинальным размерами.
Нижним предельным отклонением (НО) называется алгебраическая разность между наименьшим предельным и номинальным размерами.
Отклонение будет положительным, если размер больше номинального, если размер меньше номинального — отрицательным.
Допуском размера называется разность между наибольшим и наименьшим предельными размерами (или между верхним и нижним предельными отклонениями). Допуск размера — всегда положительная величина.
При графическом изображении допусков отклонения размеров откладывают от нулевой линии, которая соответствует номинальному размеру, положительные отклонения — вверх, а отрицательные — вниз.
Интервал значений размеров, ограниченный предельными размерами, называется полем допуска. Годными являются все детали, размеры которых укладываются в поле допуска.
Читайте также: