
Что такое канавка в машиностроении кратко
Обновлено: 02.07.2024
Смотреть что такое КАНАВКА в других словарях:
КАНАВКА
КАНАВКА
канавка 1. ж. разг. 1) То же, что: канава (2). 2) Маленький желоб, небольшое продолговатое полукруглое углубление в чем-л. 2. ж. разг. 1) Уменьш. к сущ.: канава (1). 2) Ласк. к сущ.: канава (1).
КАНАВКА
канавка сущ., кол-во синонимов: 9 • борозда (24) • желоб (25) • канава (15) • канавочка (2) • колея (10) • лыска (2) • прикопка (3) • ровик (2) • рубчик (5) Словарь синонимов ASIS.В.Н. Тришин.2013. . Синонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик. смотреть
КАНАВКА
КАНАВКА
chase, flute, fluting, groove, furrow, (шкива) gorge, gouge, moat, rabbet, race, rebate, recess, seating, slot, (образуемая алмазом долота на забое скв. смотреть
КАНАВКА
1) cut2) flute3) furrow4) gash5) groove6) gutter7) incision8) <railways> slot– дроссельная канавка– зарезьбовая канавка– канавка для маховика– ка. смотреть
КАНАВКА
ж.groove; slot; flute; furrow; gutter; rabbetканавка для установки гильзы цилиндра — cylinder liner grooveканавка маслосъёмного поршневого кольца — oil. смотреть
КАНАВКА
1) Орфографическая запись слова: канавка2) Ударение в слове: кан`авка3) Деление слова на слоги (перенос слова): канавка4) Фонетическая транскрипция сло. смотреть
КАНАВКА
ж. scanalatura f; canalino m; gola f - канавка барабана- канавка блока- звуковая канавка- кольцевая канавка- коническая канавка- маслораспределительна. смотреть
КАНАВКА
▲ углубление ↑ продолговатый канавка - продолговатое углубление.желоб. желобчатый.борозда. бороздка.морщина. морщиться. сморщиться (кожа сморщилась). смотреть
КАНАВКА
-и, род. мн. -вок, дат. -вкам, ж. 1. уменьш. к канава. 2. спец. Маленький желоб, небольшое продолговатое полукруглое углубление в чем-л.Канавки в подш. смотреть
КАНАВКА
ж., горн. Уменьш. к канава. — Канавки, приводящие воду к ящикам, не должно проводить ближе 4 аршин одна от другой, иначе линии ящиков будут слишком бл. смотреть
КАНАВКА
Ндп.см. Полость формообразующаясмотрите все термины ГОСТ 23165-78. ПРЕСС-ФОРМЫ ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯИсточник: ГОСТ 2316. смотреть
КАНАВКА
ж.Nut f; Rinne f- канавка для поршневого кольца- маслоподводящая канавка- канавка протектора- смазочная канавка- уплотнительная канавка- шпоночная кана. смотреть
КАНАВКА
корень - КАНАВ; суффикс - К; окончание - А; Основа слова: КАНАВКВычисленный способ образования слова: Суффиксальный∩ - КАНАВ; ∧ - К; ⏰ - А; Слово Канав. смотреть
КАНАВКА
ж умнш fossozinho m; тех (желоб) ranhura fСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
ж.1) groove 2) (на поверхности разрушения) striation •- дроссельная канавка- канавка травления- кольцевая канавка- осевая канавка- шпоночная канавка
КАНАВКА
техн. рівча́к, -ка́, кана́вка - винтовая канавка - дроссельная канавка - маслооткачивающая канавка - осевая канавка - отводная канавка - радиусная канавка - смазочная канавка - стружечная канавка - шпоночная канавка - штампованная канавка Синонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик. смотреть
КАНАВКА
. иметь канавку; с канавкой; с прямыми канавками • A tap having three flutes is recommended. Синонимы: борозда, желоб, канава, канавочка, колея, лыск. смотреть
КАНАВКА
ж.1) уменьш. к канава2) тех. (жёлоб) ranura f, acanaladura f
КАНАВКА
жkleiner Graben, Rinne f; тех. Nut f (паз); Rille f (желобок)Синонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
(напр. для уплотнительного буртика) Aufnahmenut машиностр., (внутри детали) Aushalsung, Einstich, Einschnitt, Freistich, Furche, Kehle, Kerbe, Nut, Ril. смотреть
КАНАВКА
КАНАВКА
-и, ж. 1) Зменш. до канава 1); рівчак. 2) тех. Жолобок, невелика довгаста напівкругла заглибина в чому-небудь. Гвинтова канавка.
КАНАВКА
кан'авка, -и, род. п. мн. ч. -вокСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
acanaladura, canaleta, canalete, cuneta, estría media caña, muesca, mortaja, ranura, rebajo, surco с канавками прорезать канавки канавка, кольцевая канавка, круговая канавка, прямая канавка, смазочная канавка, спиральная канавка, Т-образная канавка, шпоночная. смотреть
КАНАВКА
канавкаחָרִיץ ז'* * *חריץלחרוץמגח דרוגСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
Rzeczownik канавка f rowek m
КАНАВКА
f.groove, slotСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
〔名词〕 小槽小沟沟槽 〈复二〉 -вок〔阴〕канава 的指小. Синонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
Ударение в слове: кан`авкаУдарение падает на букву: аБезударные гласные в слове: кан`авка
КАНАВКА
канавка ж kleiner Graben, Rinne f c; тех. Nut f c (паз); Rille f c (желобок)Синонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик . смотреть
КАНАВКА
КАНАВКА 1. ж. разговорное 1) То же, что канава . 2) Маленький желоб, небольшое продолговатое полукруглое углубление в чем-либо 2. ж. разговорное 1) см. канава . 2) см. канава . смотреть
КАНАВКА
• drážka• kanálek• rigol• rýha• stružka• zářez• žlábek
КАНАВКА
ж.rigole fСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
-и, ж. 1》 Зменш. до канава 1); рівчак.2》 тех. Жолобок, невелика довгаста напівкругла заглибина в чому-небудь. Гвинтова канавка.
КАНАВКА
fure, rilleСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
КАНАВКА
grooveСинонимы: борозда, желоб, канава, канавочка, колея, лыска, ровик, рубчик
(1) В применении к сверлам, зенковкам, отводам — канал или паз, сформированный в инструменте, чтобы обеспечить создание режущих кромок, прохождение смазочно-охлаждающей жидкости и выхода стружки. (2) В применении к фрезам, промежутки между обратной кромкой одного зуба и лицевой частью следующего зуба.
Смотреть что такое "канавка" в других словарях:
Канавка — название населённых пунктов: Белоруссия Канавка деревня в Хотимском районе Могилёвской области. Россия Канавка село в Александрово Гайском районе Саратовской области … Википедия
канавка — КАНАВА, ы, ж. Неглубокий и неширокий ров. Сточная к. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
канавка — сущ., кол во синонимов: 9 • борозда (24) • желоб (25) • канава (15) • … Словарь синонимов
канавка — (20) Углубление в протекторе между ребрами, шашками или в массиве выступов. [ГОСТ 22374 77] Тематики шины пневматические Обобщающие термины элементы покрышки пневматической шины EN sipe DE Lamelle FR fente … Справочник технического переводчика
канавка — ▲ углубление ↑ продолговатый канавка продолговатое углубление. желоб. желобчатый. борозда. бороздка. морщина. морщиться. сморщиться (кожа сморщилась). нарез. нарезка. нарезной. надрез. надрезать. насечка. насекать. паз. шейка. | набегать (в талии … Идеографический словарь русского языка
канавка — и, ж. 1) Зменш. до канава 1); рівчак. 2) тех. Жолобок, невелика довгаста напівкругла заглибина в чому небудь. Гвинтова канавка … Український тлумачний словник
канавка — Trench Канавка Протравленная область, заполненная оксидом или легированным кремнием, которая выполняет функцию изоляционного барьера между соседними устройствами … Толковый англо-русский словарь по нанотехнологии. - М.
Канавка — речное деревянное судно: 1) Волжская К. длиною 9,0 12,3 саж. и шириною 1,6 2,4 саж., с осадкой без груза 0,8 1,5 и с грузом 4,0 9,2 четверт. арш.; поднимает груза 2 10000 пд.; служит 8 лет и требует прислуги 1 5 чел.; плавает (в 1886 г. 183) по… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Канавка — I ж. разг. 1. Ров, вырытый для обозначения границ земельных участков; канава I 2.. 2. Маленький жёлоб, небольшое продолговатое полукруглое углубление в чём либо. II ж. разг. 1. уменьш. к сущ. канава I 2. ласк. к сущ. канава I … Современный толковый словарь русского языка Ефремовой
Канавка — I ж. разг. 1. Ров, вырытый для обозначения границ земельных участков; канава I 2.. 2. Маленький жёлоб, небольшое продолговатое полукруглое углубление в чём либо. II ж. разг. 1. уменьш. к сущ. канава I 2. ласк. к сущ. канава I … Современный толковый словарь русского языка Ефремовой
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
ФОРМА ДЕТАЛИ И ЕЕ ЭЛЕМЕНТЫ
Конструирование деталей машин является сложным творческим процессом, сопровождающимся решением ряда задач; в частности, обеспечение прочности и износоустойчивости детали, технологичности, наименьшей массы и т. п.

Решение этих задач во многом зависит от придания детали рациональных геометрических форм. Какую бы сложную форму ни имела деталь, конструктор выполняет ее как совокупность простейших геометрических тел или их частей.
Форма детали определяет технологический процесс ее изготовления; например, если сконструировать деталь несимметричной формы (рис. 329, а), то изготовить ее на металлорежущем станке сложнее, чем симметричную (рис. 329, б).
Пример анализа формы детали дан на рис. 330. Деталь состоит из следующих элементов:

1) часть шестигранной призмы с отверстием;
2) параллелепипед с отверстиями;
3) часть полого цилиндра;
4) цилиндр полый;
5) конус с цилиндрическим отверстием;
6) восьмиугольная призма;
7) параллелепипед с отверстием;
8) часть цилиндра.
Рис. 331 дает представление о наиболее часто встречающихся элементах деталей и их наименованиях.

Лыска
- это плоский срез с поверхности детали цилиндрической, конической или сферической формы, расположенный параллельно оси.
Односторонние лыски применяют для предохранения режущего инструмента от поломки при соприкосновении с криволинейной поверхностью детали, а также для ее плотного соединения с плоскостью другой детали.

Двухсторонние лыски располагаются равноудалено от оси и параллельно друг другу. Они предназначены для захвата и удержания детали от вращения или наоборот для поворота детали, например, с помощью ключа. Лыски могут находиться на краю или в любой другой части детали.

Если четыре равноотстоящие от оси лыски расположены перпендикулярно друг к другу, то в сечении они образуют квадрат. Так как размеры диаметра вала и сторон выполненного на нем квадрата задают целыми числами, то возможны два варианта изображения.

Фаской
называется срезанная под углом кромка детали. Срез материала осуществляется плоскостью или конической поверхностью. Фаски облегчают соединение деталей центрируя их во время сборки.

Уклон
На ряде изделий, чаще всего изготавливаемых литьем или прокатом, некоторые плоские поверхности располагаются под небольшом углом друг к другу. В этом случае значение угла наклона задается не так, как у фасок, а величиной уклона. Уклоном называется тангенс угла наклона между двумя плоскостями, выраженный в виде простой правильной дроби или в процентах.
Для построения на чертеже уклона, например 1:10 достаточно построить прямоугольный треугольник с катетами 1 и 10 выбранных единиц длины. Тогда, по определению тангенса, гипотенуза будет составлять с прилежащим к углу катетом искомый уклон .

Конусность
Конусностью называется отношение диаметра окружности основания прямого конуса к его высоте или отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними. Конусность является типовым элементом. На чертежах конусность показывается знаком ◄ , острый угол которого должен быть направлен в сторону вершины конуса. Рядом со знаком указывают отношение, например, 1:3, 1:4, 1:5. 1:500 в соответствии с ГОСТ 8593-81. Обозначение конусности может находиться либо внутри изображения конической поверхности, либо на полке линии-выноски, которая проводится параллельно изображению оси конуса.

Для построение конусности на чертеже, например 1:10, достаточно построить изображение конуса с основанием равным 1 и высотой 10 выбранных единиц длины. Тогда образующие конуса будут иметь наклон к оси, соответствующий заданной конусности.
Скругления, галтели
Скругление - это плавный переход от одной поверхности детали к другой по указанному радиусу. При этом образуется переходная поверхность являющаяся частью цилиндра или тора касательного к сопрягаемым поверхностям. Поэтому центр радиуса скругления в конструктивных элементах, как правило, не указывают. Скругления предназначены для удаления острых кромок, облегчения сборки, придания эстетического вида.
Галтелью называется скругление угла перехода с одного диаметра на другой на деталях цилиндрической или конической формы. Галтели предупреждают возникновение трещин в местах сопряжений, вследствие концентрации напряжений. Размер радиуса галтелей может быть указан, в зависимости от необходимости, над размерной стрелкой или на полке-выноске, как показано на рисунке . Близко расположенные размеры одинаковых радиусов допускается проставлять на одной полке, как это показано там же на выносных элементах.

Канавки, проточки
Канавка - это протяженное углубление на поверхности детали различной траектории и, как правило, простого поперечного сечения. Канавки предназначены для разделения поверхностей с разной характеристикой обработки, для выхода режущего инструмента при изготовлении детали или для обеспечения определенных условий при сборке и эксплуатации. Канавки используют для подвода, распределения и удержания смазки. Некоторые канавки предназначены для фиксации уплотнений различной формы (рисунок 9 б, в). Траектория канавки может быть самой разной: по прямой, по кольцу, по винтовой линии и др.
Кольцевая канавка выполненная на внешней цилиндрической или конической поверхности называется проточкой.

Пазы, прорези, шлицы

Прорезью называется узкая канавка прорезающая насквозь стенку детали. На рисунке показаны примеры изображения некоторых деталей с прорезями.

Шлицем называется прорезь на головке винта, в которую вставляется конец отвертки при ввертывании и вывертывании винта. Шлицы выполняют также на шлицевых гайках, вращение которых производят соответствующими ключами. На рисунке показаны изображения крепежных деталей со шлицами. На шлицах указывают их ширину b и глубину h.

Бобышки
Бобышкой называется выступ на поверхности литой детали, предназначенный для создания опорной плоскости под крепежные детали. Опорную плоскость бобышки можно обрабатывать не затрагивая всю остальную поверхность детали. На рисунке показаны различные варианты бобышек.

Буртики, шипы
Буртиком называется узкий выступ идущий по краю детали. Буртики предназначены для упора или ограничения перемещения одной детали относительно другой.
Для цилиндрических деталей высота буртика определяется разностью диаметров и размер их высоты самостоятельно не дается, т.к. линейные размеры до криволинейных поверхностей могут быть только справочными.
Буртики, показанные на рисунке , предназначены для предотвращения разрушения краев детали.
На этом же рисунке представлены также выступы на литой детали (муфте), заменяющие гранную поверхность для захвата ключа.

Шипом называется небольшой выступ на поверхности детали. Обычно шипы входят в пазы другой детали позиционируя их и образуют подвижное или неподвижное соединение. На рисунке показаны такие детали.
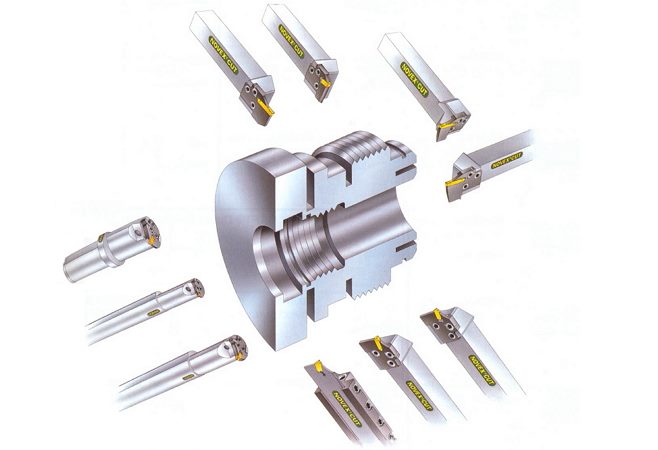
Канавочные резцы (называемые также прорезными) благодаря особенностям их конструкции относят к многофункциональным инструментам, с помощью которых можно формировать канавки на заготовках цилиндрической и конической конфигурации. Такие технологические операции (в особенности связанные с радиальной проточкой) характеризуются значительными нагрузками, которые успешно переносит резец данного типа, отличающийся высокой жесткостью конструкции. Более того, резцы канавочного типа с успехом используются для выполнения осевой проточки и подрезки торцов, что делает их универсальными токарными инструментами.
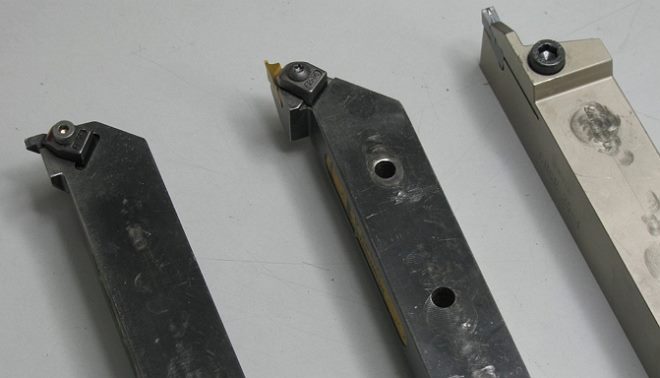
Канавочные резцы для внутренних и наружных канавок с механическим креплением сменных режущих пластин
Целесообразно использовать канавочные токарные резцы для получения детали сложной конфигурации. Универсальность резцов данного типа в таких случаях позволяет минимизировать количество используемых инструментов и сократить время на переналадку оборудования. Примечательно и то, что применение канавочного резца при выполнении многих технологических операций позволяет формировать поверхности с более высокими качественными характеристиками, чем при использовании обычного токарного инструмента.
Особенно удачным является использование канавочного резца при создании на поверхности заготовок широких канавок. При выполнении данной технологической операции такой инструмент демонстрирует исключительную стойкость, износ его режущей пластины происходит равномерно даже при выполнении большого количества проходов. Что также важно, при использовании канавочного резца хорошо контролируется процесс стружкоотделения.
Требования к резцам канавочного типа, которые выпускаются в большом разнообразии типоразмеров, оговариваются положениями ГОСТа 18874-73.
ГОСТ 18885-73 и 18874-73, касающиеся канавочных резцов
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.
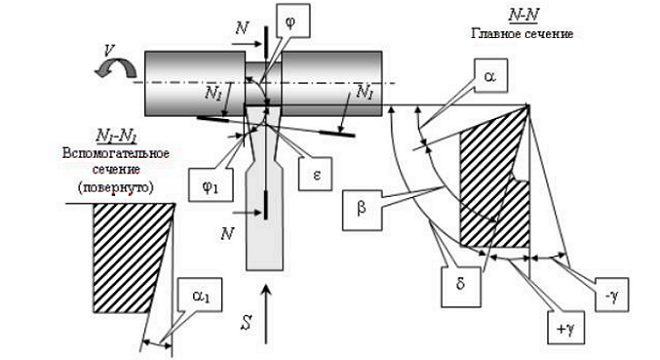
Геометрические параметры канавочного резца
Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–25 0 (передний), 8–12 0 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Правила выбора
Первое, на что следует ориентироваться при выборе канавочного токарного инструмента, – это чертеж готового изделия, на котором указаны как размеры и форма канавок, так и допуски на точность их геометрических параметров. Естественно, оказывает влияние на выбор резца и его геометрических параметров материал, из которого выполнена заготовка.
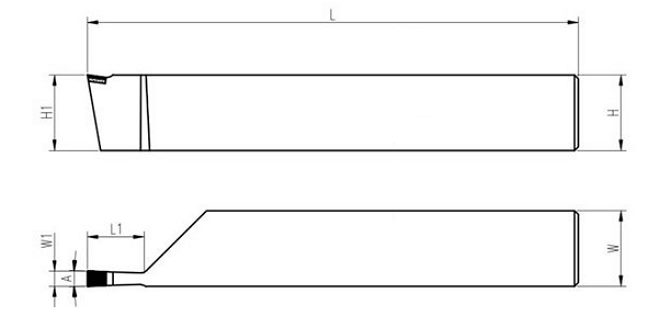
Резец для наружных канавок
При формировании канавок на деталях небольшого размера особенно важно выдерживать небольшую силу резания, что позволяет минимизировать деформации, возникающие в процессе обработки. Обеспечивает соблюдение этого требования острая заточка канавочного инструмента, которая, тем не менее, может привести к его поломке, если неправильно подобран материал твердосплавной пластины и режимы резания – скорость вращения заготовки и величина подачи.
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом. Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым.
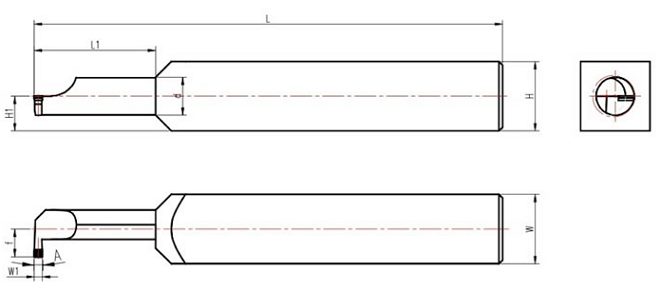
Резец для внутренних канавок
Особенности токарной обработки с использованием канавочного резца
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.
Виды работ, производимых канавочными резцами
Маркировка и производители
Описание канавочных токарных резцов будет неполным без упоминания маркировки, по которой определяется состав материала их режущей части. Например, резец Т5К10 выполнен из твердого сплава титановольфрамовой группы, в котором содержится 5% карбида титана и 10% кобальта. Аналогично расшифровывается и маркировка изделий, выполненных из других материалов.
Читайте также: