
Что называется режимом сварки кратко
Обновлено: 06.07.2024
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество теплоты, вводимой в изделие при сварке.Основными показателями режима сварки являются: диаметр электрода, сварочный ток, напряжение на дуге и скорость сварки. Дополнительными показателями режима сварки являются: род и полярность тока, тип и марка покрытого электрода, угол наклона электрода, температура предварительного нагрева металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сваренного соединения, типа шва и.т.д.При сварки встык в нижнем положении диаметр электрода должен равняться толщине свариваемого металла. В многослойных становых и угловых швах первый слой выполняется электродом диаметром 2-4 мм, последующие слои выполняются электродами большего диаметра.В вертикальном и потолочном положении сварку производят электродами диаметром не более 4 мм.Ток выбирают в зависимости от диаметра электрода по формуле: J =Кd, где К=25 - 60А/мм, d- диаметр электрода.Малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности.Черезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару.При сварке в вертикальном и горизонтальном положении ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5-10%, для потолочных на 10-15% с тем, чтобы жидкий металл не вытекал из сварочной ванны. Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину проварки.С уменьшением диаметра электрода ширина шва уменьшается, вследствие уменьшения катодного и анодного пятен. С изменением тока меняется глубина провара. Повышение напряжения дуги за счет увеличения ее длины приводит к снижению сварочного тока и глубины провара. Ширина шва при этом повышается независимо от полярности сварки. С увеличением скорости ручной сварки глубина провара и ширина шва понижаются.
J = Kd K = 40 A/MM d = 4MM J = 40 x 4 = 160A
Режимом сварки называется группа показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество теплоты, вводимой в изделие при сварке.Основными показателями режима сварки являются: диаметр электрода, сварочный ток, напряжение на дуге и скорость сварки. Дополнительными показателями режима сварки являются: род и полярность тока, тип и марка покрытого электрода, угол наклона электрода, температура предварительного нагрева металла. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сваренного соединения, типа шва и.т.д.При сварки встык в нижнем положении диаметр электрода должен равняться толщине свариваемого металла. В многослойных становых и угловых швах первый слой выполняется электродом диаметром 2-4 мм, последующие слои выполняются электродами большего диаметра.В вертикальном и потолочном положении сварку производят электродами диаметром не более 4 мм.Ток выбирают в зависимости от диаметра электрода по формуле: J =Кd, где К=25 - 60А/мм, d- диаметр электрода.Малый сварочный ток ведет к неустойчивому горению дуги, непровару и малой производительности.Черезмерно большой ток ведет к сильному нагреву электрода при сварке, увеличению скорости плавления электрода и непровару.При сварке в вертикальном и горизонтальном положении ток должен быть уменьшен против принятого для сварки в нижнем положении примерно на 5-10%, для потолочных на 10-15% с тем, чтобы жидкий металл не вытекал из сварочной ванны. Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину проварки.С уменьшением диаметра электрода ширина шва уменьшается, вследствие уменьшения катодного и анодного пятен. С изменением тока меняется глубина провара. Повышение напряжения дуги за счет увеличения ее длины приводит к снижению сварочного тока и глубины провара. Ширина шва при этом повышается независимо от полярности сварки. С увеличением скорости ручной сварки глубина провара и ширина шва понижаются.
Во время любых строительных и промышленных работ часто применяется сварка. При помощи нее можно сваривать различные металлические конструкции, осуществлять ремонт оборудования и других изделий.
Существуют разные виды сварочных технологий, которые используются в зависимости от типа металла, его толщины, прочности и других важных параметров. Но также качество соединения зависит и от правильно выставленных настроек на сварочном оборудовании. Стоит предварительно рассмотреть основные режимы сварки, их особенности и правильную настройку.

Параметры сварки
Чтобы выполнить правильный выбор режима сварки стоит рассмотреть параметры сварочной технологии. Каждый сварщик должен знать, из каких веществ состоит металла, отличия состава, толщину и вид конструкции. После получения требуемой информации выставляют правильный режим. Имеется много критериев, от которых зависят качественные характеристики работ. По этой причине их разделяют на основные и дополнительные параметры режима сварки.
Основные
Основные параметры режима сварки оказывают влияние на объемы требуемой энергии, а также они определяют ее передачу на металлическую поверхность.
Среди главных показателей сварочной технологии можно выделить:
- сила тока;
- вид полярности тока;
- род тока;
- размер диаметра стержней;
- показатель длины дуги;
- уровень напряжения;
- скорость движения вдоль соединения;
- число проходов.
Каждый критерий параметр оказывает влияние на свойства формирования соединения. В процессе сваривания можно изменять показатели, это позволит получить более прочный и надежный шов.
Существуют определенные особенности основных параметров, которые необходимо учитывать при проведении сварочных работ:
- От показателя силы тока зависит интенсивность расплавления металла. Чем выше данный параметр, тем производительнее сварочный процесс. Если будет установлена высокая сила тока без учета требуемого диаметра электрода, тогда будет отмечаться снижение качественных характеристик шва. А при низком токе происходит обрывание дуги, и в результате этого появятся области с непроварами.
- Полярность тока является направлением движения энергии (от катода к аноду и наоборот). Совместно с направлением подбирают ток - он может быть постоянного или переменного типа. Если осуществляется сваривание с использованием постоянного тока с обратной полярностью, то соединение получится глубже на 40 %.
- При сваривании расплавляемый материал должен равномерно заполнять соединение. Иначе прочностные характеристики снизятся.
Дополнительные
Однако чтобы режим сварки был правильным, стоит выставить правильные настройки. Но они обычно устанавливаются с учетом дополнительных параметров, среди которых можно выделить:
- вылет стержней;
- вид материала и толщина покрытия электрода;
- температурные показатели свариваемых изделий;
- вид расположения элементов;
- форма кромок;
- степень подготовки поверхности.
Как подобрать сварочный ток
Расчет режимов ручной дуговой сварки осуществляется с учетом выставления главных параметров тока, а именно рода, полярности и силы. В зависимости от рода ток бывает переменным и постоянным. Полярность делится на прямую и обратную.
Рассматривая основные параметры режима сварки, стоит обратить внимание на величину силы тока. Она подбирается при помощи определенных таблиц. Показатель тока определяется в соответствии с толщиной свариваемых изделий из стали, сварочной проволоки. А вот точные показатели юстировки определяются в зависимости от вида дуги и соединения. Стоит учитывать, что чем сильнее ток, тем температурные показатели под основанием дуги будут выше. Это все отразится на скорости сварочных работ.
Проведение сварочной технологии с использованием тока с высокой силой и сильно тонкого сварочного провода может к перегреву и разбрызгиванию расплавленного металла. Если применяются слишком тонкие элементы, то данный режим может привести к их прожиганию.

При использовании тока со слабой силой может происходить обрывание дуги, она становится неустойчивой. В итоге соединение выходит низкого качества, образуется много зон с непроварами. По этой причине многие сварщики не советуют использовать данный режим.
Важно! Глубинные показатели сварочной ванны зависят от типа используемого тока. Если оборудование используется на переменном токе, то показатель глубины провара будет на 15 % выше, чем у переменного тока.
При прямой полярности отмечается сильное нагревание металлического изделия. По этой причине данную полярность рекомендуется применять для сваривания толстых элементов, потому что для образования качественного соединения требуется большее расплавление металла. Если прямая полярность будет применяться для тонких деталей, то они быстро сгорят и шов выйдет низкого качества. Для тонких изделий стоит применять ток с обратной полярностью.
Взаимосвязь между силой тока и толщиной электрода
Рассматривая параметры сварки, стоит обратить внимание на связь между силой тока и толщиной электрода. Размер стержня должен подбираться в соответствии с толщиной свариваемого шва и с используемым методом сварочной технологии. К примеру, для изделия с толщиной 3-4 мм рекомендуется применять стержни 3 мм. Сваривание многопрофильных элементов осуществляется в несколько проходов, на начальном этапе используется электрод с размером 4 мм.

После выбора стержней стоит воспользоваться специальными таблицами, в которых указывают требуемые показатели силы тока, именно они позволяют выполнить правильный расчет режимов сварки. К примеру, для стержней 3 мм соответствует показатель 65-100 А. Для вертикальной и потолочной сварки подходит электрод с диаметром не менее 4 мм. При горизонтальном сваривании сила тока снижается на 15-20 %.
Особенности длины дуги
На выбор и расчет режимов сварки оказывает влияние длина дуги, а именно расстояние от конца стержня до заготовки. Этот критерий зависит от выбранных стержней, обычно он указывается в специальных таблицах.
Стоит отметить! Чтобы получить прочное сварное соединение и качественное проваривание требуется добиться единого значения длины дуги по всей области шва. Для этого требуется опыт и определенные навыки.
Для стержней с диаметром 4 мм показатель длины дуги должен быть 4,5 мм. Сохранить данное состояние в течение сварочного процесса достаточно тяжело. Обычно для этих целей применяются сварочные каретки.
Диаметр электрода
Выбор параметров режима сварки осуществляется с учетом типа электрода. Диаметр зависит от показаний толщины металлического изделия и положения соединения. Независимо от толщины швы в разных положениях свариваются при помощи стержней с диаметром 4 мм.
Если шов обладает многослойной структурой, то для сваривания первого соединения стоит использовать стержни 3 или 4 мм. Остальные швы обрабатываются при помощи электродов с большим диаметром. Ниже имеется таблица режимов сварки, в которой указана толщина металла, диаметр электрода и сила тока.
Угол наклона электрода
Выполняя расчет режимов сварки полуавтоматом необходимо брать во внимание критерии угла наклона электрода. При сваривании стержень по отношению к шву должен быть с небольшим отклонением от нормы на 10 градусов. Глубина и ширина соединения зависит от расположения стержней к стыку.

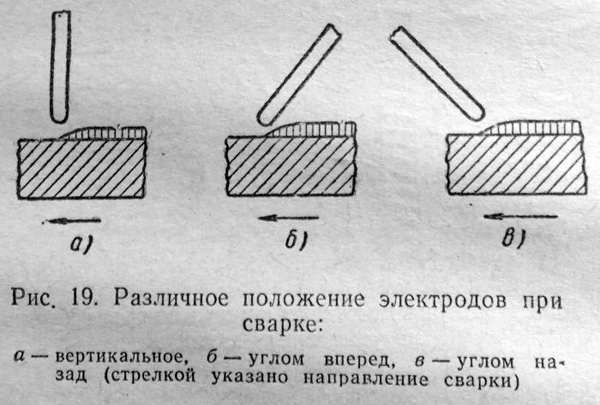
Если сваривание осуществляется углом вперед, то глубинные показатели уменьшатся, а соединение расширится. Это происходит потому, что дуга нагоняет волну расплава перед собой, через которую выполняют расплавление металла.
Если выбирается режим с углом наклона назад, то расплав будет переходить в конец сварочной зоны. Электрическая дуга оказывает прямое влияние на соединяемые изделия. В результате этого будет увеличение глубины проплавления стыка и уменьшение ширины шва.
Наклон заготовок
Если вы думаете над тем, как рассчитать режим сварки, то не стоит упускать показатель наклона заготовок, которые используются для сваривания. В момент, когда держак проводят сверху вниз, то под дугой происходит утолщение расплава. В итоге глубина провара становится меньше, а соединение расширяется. Если сваривание начинается с нижней части с последующим движением вверх, то слой расплава под дугой истончается. Глубина ванны повышается, а соединение становится уже.
Если соблюдать угол в пределах указанных параметрах, то будет формироваться нормальное соединение. При большем уклоне и при осуществлении сварки на спуск из кратера вытечет весь расплавленный металл. А при проведении сваривании сверху вниз будут возникать области с непроварами.
Скорость провара
Стоит учитывать, что расчет скорости сварки может влиять на прочностные качества соединения. При осуществлении сваривания расплавленная металлическая масса должна заполнять ванну. Должен выйти равномерный переход с образованием нормального покрытия кромок, а структура соединения должна быть без подрезов, наплывов.
Оптимальная длина шва должна быть в 1,5-2 раза больше диаметра применяемого стержня. Если будет превышена скорость сварки, то металлическая структура не сможет нормально прогреться, а прочность снизится.
Если изучить все важные параметры, то можно будет понять что такое режим сварки, и для чего он нужен. Правильные настройки и параметры позволяют выполнить качественное и прочное соединение, которое будет обладать высокой износостойкостью. Каждый показатель имеет огромное значение, особенно при изготовлении больших конструкций особого значения.
Интересное видео

Главная страница > Технические статьи > Дуговая сварка > Понятие о режиме сварки
Понятие о режиме сварки
Так, под этим понятием, понимают всю совокупность условий, при которых происходит сварочный процесс. Параметры в сварке подразделяются на основные и дополнительные параметры. Что же их между собой различает? – Сейчас на это и посмотрим.
Основными параметрами режима сварки, является величина, вид и полярность электрического тока, диаметр сварочного электрода и напряжение, при котором протекает сварка. Также, к основным параметрам относится скорость сварки и величина поперечного колебания наконечника электрода. К дополнительным же параметрам относятся несколько иные параметры. Так, к этому относится величина вылета электрода и состав покрытия электрода. Немаловажным дополнительным параметром является толщина покрытия электрода, а также начальная температура поверхности, которая будет свариваться, и положение электрода (собственно, вертикальное, или наклонное). Важным является и положение изделия при сварке.
Во время сварки, важно соблюдать правильную глубину провара и ширину шва. Собственно, эти две величины и зависят от всех перечисленных основных параметров в режиме сварки. Так, например, увеличение сварочного тока и неизменная скорость сварки, приведет к увеличению глубины провара, а это может быть губительно для детали. Объясняется это тем, что фактически изменяется величина погонной энергии и давление, которое оказывает столб дуги на поверхность сварочной ванной.
Кроме того, на форму и размеры шва, существенно влияют полярность и рот тока. Во время сварки с постоянным током обратной полярности, величина провара (глубина) больше на 40-45%, нежели при постоянном токе прямой полярности. Во время сварки переменным током, глубина провара на целых 15-20% меньше, нежели при сварке постоянным током и обратной полярностью.
Напряжение в ручной дуговой сварке не играет существенной роли, однако ширина шва, несколько зависит от напряжения на электродах. С увеличением напряжения, также увеличивается и ширина шва. Как правило, сварочный ток подбирается из расчета около 40-60А на 1 мм диаметра стержня сварочного электрода, который в свою очередь подбирается соответственно толщине изделия и пространственному положению шва. Например, для металла, имеющий толщину 2-3 мм, необходимо взять сварочный электрод, диаметром 2-3 мм, а для металла в 8 мм, уже 4-5 мм в диаметре. Сварка в вертикальном положении лучше проходит с малыми электродами (до 4мм), в остальных положениях можно использовать и более толстые электроды.
Режимом сварки называют основные показатели, определяющие процесс сварки, которые устанавливаются на основе исходных данных и должны выполняться для получения сварного соединения требуемого качества, размеров и формы, установленных проектом. К этим показателям при ручной дуговой сварке относятся: марка электрода, его диаметр, сила и род сварочного тока, полярность при постоянном токе, число слоев в шве. При многослойном шве — диаметр электрода и сила тока для первого и последующих слоев, а также другие характеристики.
Для определения режима сварки используют исходные данные, например марку и толщину основного металла, протяженность и форму сварных швов, проектные требования к качеству сварных швов (тип электрода), положение швов в пространстве.
В зависимости от марки свариваемого металла и его толщины подбирают тип и марку электродов. Диаметр электрода выбирается в зависимости от положения сварки и толщины металла. При нижнем положении сварки диаметр электрода можно определить, руководствуясь соотношением между диаметром электрода и толщиной свариваемого металла (см. табл.).
Зависимость диаметра электрода
от толщины свариваемого металла

Примечание. Эти соотношения не относятся к первому слою многослойного шва, который следует выполнять электродами диаметром 3—4 мм для лучшего провара корня шва.
Швы многослойного шва выполняют, как правило, электродами одного диаметра при одинаковой силе тока. Сечение первого слоя (прохода) не должно превышать 30—35 мм 2 и определяется по следующей формуле
где F1 — сечение 1-го слоя, мм 2 ; dэ— диаметр электрода, мм.
Последующие слои шва, выполняемые электродами большего диаметра, более мощные, их сечение Fс равно:
Площадь сечения многослойных швов обычно приводится в Единых нормах и расценках на сварочные работы, из которых можно легко определить число слоев (проходов) многослойного шва. При другом положении шва выбор диаметра электрода резко ограничивается: вертикальные и горизонтальные швы выполняют электродами диаметром 4 и 5 мм, потолочные — электродами диаметром не более 4 мм.
Важной характеристикой режима сварки является сила сварочного тока, которую можно определить для сварки в нижнем положении приближенно по формуле
где /св — сила тока, А; К — коэффициент, А/мм, принимаемый в зависимости от диаметра электрода, мм):

При сварке в вертикальном положении сила тока уменьшается на 10—20%, при сварке горизонтальных швов — на 15—20 % и при сварке потолочных швов — на 20—25 %.
Род тока и полярность определяют в зависимости от принятых для сварки электродов, например для электродов МР-3 может быть применен переменный или постоянный ток, для электродов УОНИИ-13/45— только постоянный ток обратной полярности и т.п.
Скорость сварки (перемещения дуги) в значительной степени зависит от квалификации сварщика и его умения вести процес сварки с перерывами только на смену электрода. Кроме того, на скорость сварки влияют коэффициент наплавки применяемых электродов и сила сварочного тока. Чем больше коэффициент наплавки и сила тока, тем быстре перемещается дуга и, следовательно, растет скорость сварки. Следует иметь в виду, что произвольное увеличение силы тока может вызвать перегрев электрода.
Коэффициент К, определяемый по табл. (см. выше), зависит от вида покрытия электродов. Например, для электродов с кислым или рутиловым покрытием максимальная величина коэффициента при диаметре 3—4 мм К=45; для электродов с основным покрытием диаметром 3—4 мм К=40; с целлюлозным покрытием того же диаметра К=30.
На основании формулы погонной энергии сварки qn была выведена приближенная зависимость погонной энергии от площади сечения валика шва, Дж/мм
где Qo — коэффициент, зависящий от типа применяемых электродов или проволоки при механизированных методах сварки; Fm — площадь сечения валика, мм 2 .
Для электродов марок УОНИИ-13/45 и СМ-11 величина Qo=65 Дж/мм 3 . Таким образом, зная погонную энергию, можно легко определить сечение валика шва и наоборот.
Когда разговор заходит о таком понятии, как режимы сварки, необходимо осознавать, что это достаточно большая совокупность различных параметров, которые в свою очередь и определяют условия сварочного процесса. И чтобы качество конечного результата было только положительным, нужно правильно подобрать эти самые параметры. И хотя специалисты условно делят их на основные и второстепенные, все они без исключения влияют на качество сварного шва.

К основным параметрам режима сварки можно отнести:
- Величину установленного на сварочном аппарате тока.
- Его род (постоянный или переменный) и полярность (прямая или обратная).
- Напряжение сварочной дуги.
- Диаметр используемого электрода.
- Скорость сварочного процесса.
- Число проходов для заполнения сварного шва.
К второстепенным можно отнести:
- Качество зачистки свариваемых заготовок.
- Форма соединяемых кромок.
- Вид электрода: его марка, тип покрытия, толщина обмазки.
- Угол наклона электрода относительно сварочной поверхности.
- Его положение (верхнее, нижнее или боковое).
- Как расположен стык (горизонтально, вертикально, под углом).
Параметры режима сварки
Необходимо отметить, что чаще всего сварщики обращают внимание на основные параметры и на их взаимную связь, но при этом не упускают из виду и второстепенные. К примеру, диаметр электродов подбирается в зависимости от толщины свариваемых металлических деталей, от положения стыка, а также от формы подготовленных кромок. И хотя существуют таблицы, в которых определяется диаметр расходника относительно толщины заготовок, очень важно учитывать и положение самого электрода в процессе сварки.
Нельзя использовать для потолочного сваривания электроды диаметром больше 4 мм. То же самое касается и многопроходного процесса, потому что именно в этом случае может получиться непровар корневого шва.
Ток при сварке
Что касается силы тока, то и здесь есть несколько положений относительно выбора параметров сварки. Все дело в том, что чем интенсивнее ток, тем выше температура внутри сварочной ванны. А это влияет на скорость расплавления металла и на производительность самого сварочного процесса. И это правильно, но с некоторыми оговорками.
- При повышенном токе и небольшом диаметре электрода происходит перегрев в зоне сваривания заготовок. Это уже снижение качества шва. Плюс интенсивное разбрызгивание металла внутри ванны. Нередко такой режим приводит к прожогу.
- Если силу тока понизить, то это гарантия непроваров, потому что при низком токе дуга становится нестабильной. А при такой дуге процесс сваривания часто обрывается. Вот и снижение качества соединения.
- Если выбирается электрод с большим диаметром, не учитывая толщины заготовок, то ухудшается плотность тока. Причина – низкое охлаждение металла в зоне сварки.
Не последнее слово в таком понятии, как выбор режима сварки, имеет и полярность постоянного тока. При обратной полярности тока глубина провара на 40% больше, чем при прямой. Используя для сварки переменный ток, необходимо учитывать, что глубина провара при его использовании на 15% меньше, чем при постоянном. И это при одной и той же величине тока.
Сами же сварщики с большим опытом сварочный ток устанавливают опытным путем. Они просто обращают внимание на стабильное состояние дуги, на ее устойчивое горение. Новички могут использовать различные таблицы или формулы. К примеру, одна из формул, которая определяет силу тока в зависимости от диаметра расходника. Ее можно использовать, если при сварке применяется электрод диаметром меньше 3 мм.
I =30 d
Скорость сварочного процесса
Выбор режима дуговой сварки зависит и от скорости перемещения электрода. Данный параметр напрямую связан с толщиною деталей и толщиною шва. Ее идеальное значение может считаться только тогда, когда участок соединения расплавленного металла с кромками деталей будет без подрезов, прожогов и непроваров. Сам шов – это переход равномерной формы без наплывов и подрезов.
Выше скорость, меньше металла попадет в ванну, кромки не нагреются до необходимой температуры, отсюда и непровар шва, который быстро растрескается. Меньше скорость, образуются наплывы, которые мешают провару. Оптимальный режим – это когда ширина шва больше диаметра расходника в два раза.
Длина дуги
Еще один параметр, который влияет на режимы дуговой сварки. Длина дуги – это расстояние от конца электрода до верхней поверхности свариваемой кромки. Идеальный вариант, если это расстояние на всей длине сварочного шва будет одинаковым. Но и это еще не все. Важно правильно подобрать это расстояние.
Специалисты считают, что длина дуги должна равняться диаметру используемого расходника. К сожалению, такое расстояние могут выдержать только опытные сварщики. Поэтому существуют определенные отклонения. К примеру, для электрода диаметром 3 мм лучше держать расстояние до кромки в пределах 3,5 мм.
Угол наклона электрода
Положение электрода относительно плоскости сварки влияет на ширину сварочного шва и на его глубину проваривания. Оптимально считается, если стержень должен быть расположен к соединению заготовок перпендикулярно. Но это практически невозможно, потому что сварной инструмент сварочного аппарата перемещается вдоль стыка. Поэтому электрод располагается или с наклоном вперед, или с наклоном назад.
В первом случае шов получается широким, а глубина проплавления уменьшается. Так получается потому, что происходит вытеснение расплавленного металла в переднюю часть сварочной ванны. Во втором случае, наоборот, расплавленный металл выталкивается в заднюю часть ванны. Поэтому хорошо таким способом проваривается глубина стыка, а вот ширина шва заметно уменьшается.
Кстати, точно такое же влияние на качество шва оказывает и угол наклона свариваемых заготовок. Если сварка производится на деталях, которые расположены под определенным углом, а сам электрод движется сверху вниз, то под расходником образуется утолщенный слой расплавленного металла. А это увеличение ширины шва и уменьшение глубины провара. Если движение производится снизу вверх, то под дугой расплавленного металла намного меньше, что позволяет углубить сварку, но при этом получить незначительную ширину шва.
Специалисты рекомендуют устанавливать заготовки под небольшим углом, не больше 10°. Таким способом можно избежать растекания металла вдоль шва, что обеспечит качество сварки. Таким образом, можно избежать непроваров и подрезов.
Как видите, режимы ручной дуговой сварки – это комплекс мероприятий, основанных на правильном подборе некоторых параметров. Даже самое незначительное отклонение может привести к снижению качества соединения двух металлических заготовок.
Читайте также:
- Какие этапы пережили языческие верования восточных славян кратко
- Как написать кубометры кратко
- Мексидол ампулы для чего назначают кратко
- Локальные акты как источники права социального обеспечения кратко
- Объясните почему и для черной и цветной металлургии характерно комбинирование производства кратко