
Чем достигается высокая адгезия лакокрасочных покрытий кратко
Обновлено: 08.07.2024
Описание основных физико-механических свойств лакокрасочных покрытий и методы определения их параметров с указанием международных стандартов.
Даются определения понятиям, используемым при описании свойств водных промышленных акриловых лаков и красок производства Палина Коутингс.
Адгезия
Адгезия (прилипание, притяжение) – сцепление поверхностей разнородных тел (подложки и лакокрасочные материалы), определяется силой химического взаимодействия молекул на поверхности раздела двух фаз.
Адгезия является основополагающим свойством лакокрасочных пленок, которое основательно влияет на показатели практически всех других свойств и определяет пригодность использования данной краски для конкретной подложки.
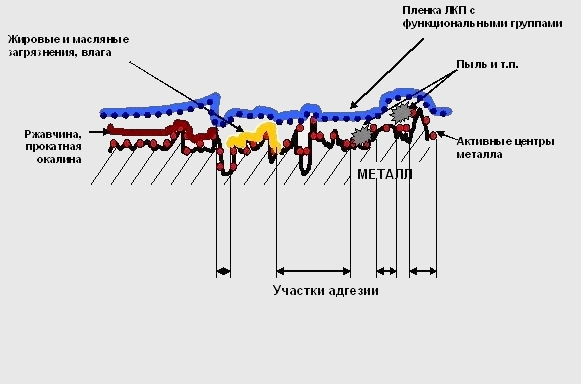
Степень адгезии зависит не только от прочности химических связей, но и от количества таковых. Пористость или шероховатость поверхности увеличивает адгезию, поскольку площадь поверхности взаимодействия краски и подложки в разы превышает линейную площадь окрашиваемого предмета.
Для определения степени адгезии краски на практике используют два метода: решетчатого надреза (DIN 53151) и отрыва (ISO 4624). Согласно первой методике, лезвием делают 4-5 параллельных надрезов на расстоянии от 0,5 до 2 мм друг от друга, а потом несколько таких же параллельных надрезов, но перпендикулярных к первым. Затем на получившуюся решетку наклеивается клейкая пленка и резко отрывается, по количеству отслоившихся квадратиков оценивают адгезию. По второй методике измеряется сила, которую необходимо приложить для отрыва лакокрасочной пленки в перпендикулярном к подложке направлении.
В лаборатории компании Палина Коутингс предпочтение отдается методу решетчатого надреза, но при этом результат анализа считается удовлетворительным, когда при попытке удаления квадрата тупым твердым предметом происходит его разрушение, а не отшелушивание. Такое испытание указывает на то, что сила адгезии сравнима (или выше) внутрислойной силы взаимодействия (когезии) в лакокрасочном покрытии.
Твердость
Твердость лакокрасочного покрытия – способность пленки противостоять вдавливанию или проникновению в нее твердого тела.
Важный параметр практически для всех видов красок и лаков, для промышленных материалов также очень важен такой параметр, как скорость набора твердости, напрямую связан с готовностью изделия к эксплуатации.
Для измерения твердости используются три типа методов: устойчивость к царапанью (ASTM D3363), с помощью маятника (ISO 1522, ASTM D2134) и вдавливанием (ASTM D1474); при этом, каждый метод может быть реализован несколькими способами.
Согласно первому способу покрытия пробуют поцарапать карандашами с грифелями различной твердости от 6B до 6H.
Карандаш с грифелем круглого сечения, заточенным под прямым углом, ведут по покрытию под 45 градусов с нагрузкой в один килограмм: более мягкий, чем пленка карандаш будет скользить, не повреждая поверхность, а более твердый поцарапает.
Маятниковые испытания заключаются в измерении времени затухания колебаний при соприкосновении с поверхностью пленки. Чем тверже покрытие, тем больше период затухания. Третий способ, на поверхность оказывается давление твердым стержнем с определенной нагрузкой и определенное время, после чего измеряют глубину вдавливания.
При разработке новых и тестировании серийно производимых лаков и красок в компании Палина Коутингс для определения скорости набора твердости и конечной твердости проверяются устойчивость лакокрасочного покрытия к царапанью и вдавливанию.
Эластичность
Эластичность – определяет способность лакокрасочной пленки принимать свою прежнюю форму после снятия деформирующего усилия.
Для лакокрасочной пленки, это способность следовать за деформацией подложки без отслаивания и растрескивания. Изменение линейных размеров подложки могут возникать в результате изменения температуры и относительной влажности окружающей среды.
Для измерения эластичности чаще всего применяют испытания на изгиб. Образец с лакокрасочным покрытием изгибают вокруг стержней с различным диаметром с определенной скоростью; чем меньше диаметр стержня, на котором не происходит разрушения пленки, тем выше эластичность.
Существуют также методы испытания эластичности на вдавливание (ISO 1520) либо проводят испытания на свободных пленках.
Износостойкость
Износостойкость или абразивостойкость – физическое свойство, характеризующее устойчивость лакокрасочного покрытия к истиранию, является одним из основных параметров определяющих долговечность пленки.
Для определения значения износостойкости используют различные абразивные среды, скорость воздействия и силу нагрузки. Самый распространенный способ – метод вращающегося диска (ISO 7784), когда абразивный диск с определенной скоростью, нагрузкой и временем воздействует на покрытие.
По окончании собирают и взвешивают счищенную стружку. Наиболее высокие показатели износостойкости достигаются при оптимальном балансе твердости и эластичности лакокрасочного покрытия.
Когезия, пластичность и т.д.
Следует отметить, что ни один из методов испытания не измеряет указанные величины в чистом виде. Например, измеряя твердость, можно получить удовлетворительные результаты царапаньем и плохие на маятнике, подобный пример можно продемонстрировать и для износостойкости.
Происходит это потому, что на результаты, в большей или меньшей степени, оказывают влияния все указанные свойства, а также несколько других.
Например: когезия, сила сцепления молекул внутри покрытия, влияет на показатели адгезии; пластичность, способность покрытия сохранять форму после снятия деформирующих сил, вносит серьезный вклад при измерении эластичности. В то же время износостойкость по природе своей совокупность физических параметров.
Вследствие хорошей смачиваемости фосфатированных металлов жидкими лакокрасочными материалами и их развитой поверхности достигается высокая адгезия покрытий , в том числе и тех, которые в обычных условиях плохо адгезируют. Фосфатные покрытия в зависимости от состава имеют термостойкость от 150 до 220 С; обладают хорошими диэлектрическими свойствами; цвет покрытий - от светло - до темно-серого. [16]
После обезжиривания и промывки трубы поступают на установку механической очистки для удаления с поверхности ржавчины и окалины, а также для придания им требуемой шероховатости и микрорельефа, обеспечивающего высокую адгезию покрытия к металлу. [17]
Особенностью процесса является необходимость выдерживания подложки в начале процесса в течение 10 мин в высокотемпературной области более 900 С и при малой подаче карбонила вольфрама, что обеспечивается его нагреванием всего до 20 - 40 С в вакууме 1 - Ю 1 мм рт.ст. Предварительная выдержка обеспечивает высокую адгезию покрытия и стойкость к вибрации. [18]
Покрытие, полученное при мощности порядка 7 кВт, не удается отделить от детали никакими механическими воздействиями. Высокая адгезия ионных покрытий объясняется ионизацией молекул в парах металла с последующим осаждением быстрых ионов. [19]
Главная отличительная особенность полученных покрытий заключается в том, что почти все они образуются из твердо-жидких гетерогенных полурасплавленных систем типа концентрированных пиросуспензий и пиропаст. Жидкая фаза обеспечивает сплошность слоя, а также высокую адгезию покрытий к подложке, а изменение природы и количественных соотношений дисперсионной среды и дисперсной фазы позволяет в широких пределах регулировать физико-химические свойства покрытий. [20]
Основная проблема упрочнения поверхностей нанесением покрытий связана с обеспечением хорошей адгезии между покрытием и подложкой при минимальном уровне межфазных напряжений. Применительно к покрытиям антифрикционного назначения возникает противоречие между требованием высокой адгезии покрытий с подложкой и минимальной - с материалом контртела. [21]
Требования, предъявляемые к защитному покрыткю опор морских промыслов, не ограничиваются высокой коррозионной стойкостью самого покрытия, его долговечностью, механической прочностью и эффективностью. Не менее важным и, пожалуй, решающим фактором является высокая адгезия покрытий с поверхностью опор и абсолютная герметизация защищаемого участка от внешней среды. [22]
Из рис. 1 видно, что наибольшие внутренние напряжения будут иметь место при напылении окиси алюминия на никель. И, следовательно, в этом случае не следует ожидать высокой адгезии покрытия . [24]
Поверхности, покрытые дисперсионными силикатными краска - ми, имеют естественный камнеподобный вид. Сформировавшееся на основе дисперсион - юй силикатной краски микропористое покрытие обеспечивает высокие эксплуатационные свойства: высокую адгезию покрытия к подложке, высокую прочность самого покрытия, сопротивление истиранию, а также атмосферным влияниям. Это касается также такого свойства, как паропроницаемость покрытия, обеспечи - вающая возможность быстрого удаления водяных паров из помещения без их конденсации внутри помещения. [25]
Безусловно, поверхность металла, подготовленная под окраску после такой очистки, наиболее эффективно обеспечивает высокую адгезию покрытия с металлом. Однако в связи с трудностью обеспечения безопасности труда пескоструйная очистка в закрытых помещениях запрещена. Работа в противогазах мало производительна. [26]
Поскольку при горячем напылении ие используется органический растворитель, то покрытие толщиной 0 5 мм оказывается практически беспористым. Недостатком метода горячего напыления является необходимость хорошего предварительного прогрева поверхности металла, без которого не удается добиться высокой адгезии покрытия . [27]
Поскольку при горячем напылении не используется органический растворитель, то покрытие толщиной 0 5 мм оказывается практически беспористым. Недостатком метода горячего напыления является также необходимость предварительного нагрева поверхности металла, без которого не удается добиться высокой адгезии покрытия . [28]
В результате обработки электрической дугой последовательно нанесенных на электрод слоев расплавленного и порошкообразного алюминия и легирующих элементов достигается высокая адгезия покрытия толщиной 0 5 - 0 8 мм. Гомогенизированный слой электродного покрытия содержит около 75 % алюминия. При температурах выше 600 С покрытие находится в расплавленном состоянии, но не стекает с поверхности, обеспечивая хорошую сцепляе-мость с поверхностью графитированного электрода и газофобность его поверхности. [29]

В этой статье подробно рассмотрим свойства лакокрасочных покрытий. Какие условия нанесения краски должны соблюдаться? Как должна быть подготовлена поверхность? Что такое адгезия ЛКП? Почему важна определённая толщина плёнки ЛКП? Что такое эластичность, прочность и абразивостойкость лакокрасочного покрытия? На все эти вопросы Вы найдёте ответы в этой статье. Итак, приступим.
Адгезия лакокрасочного покрытия
Лакокрасочное покрытие должно иметь хорошую адгезию, чтобы быть эффективным. Нет какой-то определённой теории, которая описывает свойства адгезии, но есть несколько механизмов, которые могут определить её. Когда речь заходит о лакокрасочном покрытии, адгезия обеспечивается, в основном, тремя механизмами: впитываемостью, химической и механической сцепляемостью.
Долговечность и эксплуатационные качества краски зависят от связанности её молекул и адгезии к подложке. Сцепка молекул краски между собой придаёт внутреннюю силу плёнки покрытия. Для такой характеристики существуют тесты на растяжимость плёнки. Для долговечности лакокрасочного покрытия имеет значимость и прочность молекулярной связи внутри плёнки и его адгезия к подложке.
Краска при нанесении должна быть достаточно жидкой, чтобы впитываться в каждую риску и неровность. Это создаст хорошую связь лакокрасочного покрытия с поверхностью.
Адгезия лакокрасочного покрытия представляет собой осуществление связи между, собственно, покрытием и поверхностью, на которое оно наносится. Если говорить по-простому, то это прилипание. Хорошая адгезия лакокрасочного покрытия к поверхности зависит от нескольких условий.
Важно правильно подготовить поверхность. Это осуществляется механическим или химическим путём. Перед покраской автомобиля поверхность матируется. Создаются мелкие риски, за которые краска и будет держаться.
Структура и толщина лакокрасочного покрытия
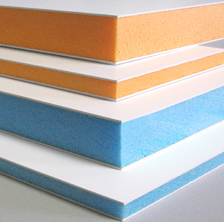
На адгезию влияет и толщина плёнки лакокрасочного покрытия. Смысл такой, что чем плёнка тоньше, тем она лучше держится за подложку. Таким образом, толщина покрытия не должна быть толще определённой нормы. Один толстый слой получается менее прочным, чем несколько тонких, формирующих ту же толщину.
Для подготовки поверхности к окрашиванию сначала металл покрывается грунтом. Далее наносится базовый слой краски, который придаёт декоративные свойства покрытию. Последним слоем наносится прозрачный лак, смешанный с отвердителем. Лак придаёт всему покрытию защитные свойства. Если поверхность окрашивается без лака, то сама краска является защитным слоем и имеет более толстый слой, чем базовой покрытие, закрываемое лаком.

Лак, являясь защитным покрытием, имеет самую большую толщину. Его толщина у разных производителей автомобилей варьируется и доходит до 100 микрон. 1 микрон = 1/1000 мм. Из данных на иллюстрации можно понять, что общая толщина лакокрасочного покрытия совсем не большая. Для защиты лакокрасочного покрытия необходимо правильно наносить воск и специальные защитные полироли и синтетические герметики.
Механические свойства лакокрасочного покрытия
Прочность плёнки определяет защитную функцию лакокрасочного покрытия. Это свойство зависит от молекулярной структуры плёнки. Также, влияние оказывает условия, при которых лакокрасочное покрытие отвердевало.
Твёрдость ЛКП
Твёрдость покрытия проявляется в способности противостоять деформациям и разрушению. Если сравнивать твёрдость лакокрасочного покрытия с твёрдостью других защитных покрытий, к примеру, керамического, то она значительно уступает, но всё же является достаточной для выполнения своих функций. На твёрдость плёнки влияет то, в какой степени она затвердела. На затвердевание, кроме окружающих условий и отвердителя, могут влиять пигменты краски, их количество и тип. Некоторые типы пигментов могут снижать скорость отвердевания и конечную твёрдость покрытия.
Со временем твёрдость увеличивается, так как испаряются остатки летучих веществ, а также протекают процессы старения внутри плёнки.
Нужно понимать, что твёрдость плёнки не является единственным показателем качественного лакокрасочного покрытия. Слишком твёрдое покрытие имеет плохую эластичность и может разрушаться при незначительных воздействиях на него.
Эластичность ЛКП
Эластичность покрытия помогает сохранять целостность и не отслаиваться при воздействии на него. Это же свойство помогает не разрушаться лакокрасочной плёнке при изгибе и деформации подложки (к примеру, при несильных ударах по пластиковому бамперу).
Эластические характеристики влияют как на прочность, так и на адгезию с подложкой. Эластичная плёнка будет при деформациях подложки повторять её профиль и оставаться целой.
Абразивостойкость ЛКП
Абразивостойкость определяет стойкость лакокрасочного покрытия к истиранию. Покрытия с высокой абразивостойкостью, как правило эластичные и прочные, но не слишком твёрдые. Они имеют, как правило, имеют хорошую адгезию к поверхности.
Водонепроницаемость ЛКП
Важным свойством лакокрасочного покрытия является низкая газо- и водопроницаемость. Во время эксплуатации автомобиля вода постоянно действует на кузов. Нужно знать, что не существует полностью водостойких лакокрасочных покрытий. В плёнке лакокрасочного покрытия есть микроскопические поры. Это связано со структурой самой плёнки. Между отдельными её элементами и молекулами есть промежутки. Также, на наличие пор влияют дефекты, возникающие при нанесении, формировании и сушке покрытия. Краска и лак должны быть правильно разведены перед нанесением. Распылённые капли должны хорошо растекаться по поверхности и заполнять все неровности подготовленной поверхности. Это снизит вероятность возникновения пор.
Адгезия – это прилипание разнодвердых материалов друг к другу, например, лакокрасочного к твердой поверхности. Повысить сцепление можно двумя способами: применить промежуточный слой и ввести в состав лакокрасочного материала активные связующие вещества.
Низкая адгезия проявляется в отслаивании пленки ЛКМ, это значит, что покрытие некачественное и прослужит короткий срок. Уровень адгезии зависит и от качества самого основания, и от его подготовки к окрашиванию.

Как измеряется адгезия
Уровень склеивания определяется усилием, которое необходимо приложить для отрыва материала. В физике адгезия измеряется в мегапаскалях (МПа). Уровень прилипания и отрыва в данном случае – это одно и тоже. Этот показатель является главной характеристикой лакокрасочных материалов.
При покупке стройматериалов следует ориентироваться ГОСТами. Для сухих строительных смесей на цементной основе этот показатель регламентируется ГОСТ 31356-2007. Для шпаклевок и штукатурок - ГОСТ 31356-2013, для ЛКМ – ГОСТ 31149-2014. Определяется показатель адгезии решетчатыми надрезами. Чем меньше отслоенных чешуек, тем выше уровень прилипания.
Когда важна адгезия
Способность ЛКМ и штукатурных смесей прилипать к основанию – важный показатель при строительстве и ремонте. Это не только качественное и красивое покрытие, которое не будет шелушится и отпадать, это - наша безопасность, и здоровье. От уровня сцепления зависит надежность строения. ЛКМ, штукатурные смеси с низкой адгезией быстро осыпаются, вызывая аллергию у окружающих. Для многих видов строительных и отделочных работ важно покупать материалы с высоким параметром адгезии.
Покраска
Чтобы лаки и краски долго держались на основании, не отслаивались и не образовывали трещин, необходимо выбирать составы с высоким показателем адгезии. Максимальное прилипание происходит, если основа отличается шероховатостью и пористостью. Адгезия увеличивается, если в состав ЛКМ вводятся вещества, придающие смесям гидрофобизирующее и антикоррозионное действие.
Нанесение штукатурки
В советское время, достать качественную штукатурную смесь было невозможно, поэтому в обычный цементный раствор добавляли ПВА. Сегодня производители предлагают высококачественные гипсовые смеси с высоким уровнем адгезии. В них вводят минеральные и полимерные добавки. Эти вещества придают материалу большую пластичность и тиксотропность (загустение в состоянии покоя и обретение жидкой формы при перемешивании).
Нанесение шпаклевки
Назначение шпаклевочных смесей и паст – удаление дефектов на поверхности, ее выравнивание. Материал с низким показателем прилипания быстро начнет отпадать. Если в смеси вводятся полимерные добавки, эффект адгезии значительно увеличивается.
Герметизация
Для клеевых составов и герметиков основная цель – качественное прилипание. Материалы, подобранные неправильно, не смогут обеспечить надежность сцепления. Герметики с различными полимерами и пластификаторами обеспечивают максимальное сцепление.
Причины плохой адгезии
Если лакокрасочное покрытие или шпаклевка отслаиваются, причина в плохой адгезии. По характеру повреждения можно определить причину дефекта:
- не подготовлена поверхность (плохо очищена от пыли, не обезжирена, плохо отшлифована);
- несовместимость компонентов ЛКМ с предыдущим покрытием основания, краски неоднородно ложатся на алюминий, оцинкованное железо;
- грунт разводился некачественным растворителем;
- нанесение толстого слоя ЛКМ и других смесей;
- базовая эмаль пересушена, в этом случае лаку не за что зацепиться;
- неправильные пропорции при приготовлении шпаклевок из сухих смесей;
- не выдержан температурный режим.
Последствия слабой адгезии
Последствия слабого сцепления можно наглядно увидеть при малярных работах. Процесс может проявляться на разных слоях по-разному. Отслоение грунта от основания происходит, если грунт был слишком сухим или нанесен толстым слоем. Причина отслоения краски от грунта - в несовместимости материалов или задержке нанесения краски. При слабом сцеплении слои краски начинают отделяться, этот процесс может затрагивать как один, так и все слои. Последствия могут проявится сразу, через 2-4 дня или даже через пару месяцев.
Способы повышения адгезии
При строительстве используют следующие способы повышения сцепления:
- Тщательно очищают поверхности, шлифуют до появления шероховатостей.
- Вводят в материалы пластификаторы и другие добавки, улучшающие сцепление.
- Обрабатывают поверхности обезжиривателями, наносят грунтовочный слой.
- Лак на базу наносят спустя 15-20 минут. Максимальное время указано на инструкции.
- Если на поверхность наносится грунт, ему надо дать время, чтобы высохнуть. Точное временной промежуток указан на емкости.
- Нельзя наносить материалы толстым слоем, это касается лаков, красок, шпатлевок.
Делая вывод, скажем, что хорошая адгезия – это залог продолжительной службы покрытия. Проявляется она при химическом взаимодействии основания с лакокрасочным материалом. Также хорошее прилипание обеспечивает также и механическая обработка поверхности.

При таком процессе адгезии осуществляется притяжение разных видов веществ на молекулярном уровне. Ей могут быть подвержены и твердые тела и жидкие.
Определение адгезии
Слово адгезия в переводе с латинского обозначает сцепление. Это процесс, при котором на два вещества притягиваются друг к другу. Их молекулы сцепляются между собой. В результате для того чтобы разъединить два вещества необходимо произвести внешнее воздействие.
Данное является представляет собой поверхностный процесс, который является типичным почти для всех систем дисперсного типа. Данное явление возможно между таким, комбинациями веществ:
- жидкость +жидкость,
- твердое тело+твердое тело,
- жидкое тело + твердое тело.
Все материалы, которые начинают взаимодействовать друг с другом при адгезии, называются субстратами. Вещества, которые обеспечивают субстратам плотное сцепление получили название адгезивов. В большинстве своем все субстраты представлены твердыми материалами, которые могут быть металлами, полимерными материалами, пластмассой, керамическим материалом. Адгезивы представлены преимущественно жидкими веществами. Хорошим примером адгезива является такая жидкость, как клей.
Данный процесс может быть результатом:
- механического воздействия на материалы для сцепления. В этом случае для того, чтобы вещества скрепились необходимо добавление определенных дополнительных веществ и использование механических методов сцепления.
- появления взаимосвязи между молекулами веществ.
- Образования двойного электрического слоя. Такое явление происходит, когда электрический заряд переносится с одного вещества на другое.
В настоящее время не редко встречаются случаи, когда процесс адгезии между веществами появляется в результате влияния смешанных факторов.
Прочность адгезии
Прочность адгезии представляет собой показатель того, как плотно сцепляются между собой те или иные вещества. На сегодняшний день прочность адгезионного взаимодействия двух веществ можно определить, используя три группы специально-выработанных методов:
- Методы отрыва. Они подразделяются еще на множество способов определения адгезионной прочности. Для определении степени сцепления двух материалов необходимо постараться, используя внешнюю силу разорвать связь между вещества. В зависимости от скрепленных материалов здесь можно применять метод одновременного отрыва, или метод последовательного отрыва.
- Метод фактической адгезии без вмешательства в конструкцию, созданную путем сцепления двух материалов.
При использовании разных методов могут получиться различные показатели, которые зависят во многом от толщины двух материалов. Берется во внимание скорость отслаивания и угол, под которым необходимо осуществлять разъединение.
Адгезия материалов
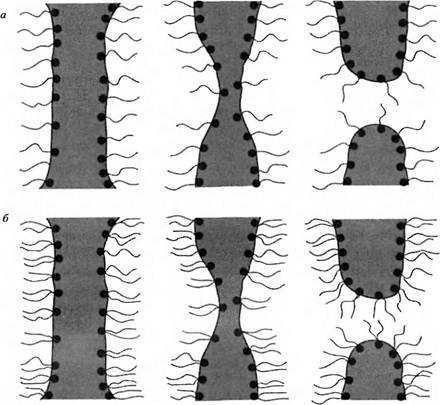
В современном мире встречаются различные виды адгезии материалов. Сегодня адгезия полимеров является не редким явлением. При смешивании разных веществ очень важно, чтобы их активные центры взаимодействовали друг с другом. На границе взаимодействия двух веществ образуются электрически заряженные частицы, которые обеспечивают прочное соединение материалов.
Адгезия клея представляет собой процесс притяжения двух веществ путем механического взаимодействия из вне. Клей применяется для склеивания двух материалов в целях создания одного предмета. Прочность скрепления материалов зависит от того, какой прочностью обладает клей при соприкосновении с отдельными видами материалов. Для склеивания материалов, которые плохо взаимодействуют друг с другом, необходимо усилить действие клея. Для этого можно просто использовать специальный активатор. Благодаря нему образуется прочная адгезия.
Очень часто в современном мире приходится иметь дело со скреплением таких материалов, как бетон и металлы. Адгезия бетона к металлу является достаточно не прочной. Чаще в строительстве применяются специальные смеси, которые обеспечивают надежное скрепление данных материалов. Также не редко применяется строительная пена, которая заставляет металлы и бетон образовывать устойчивую систему.
Метод адгезии
Методы определения адгезии представляют собой способы, при помощи которых устанавливается то, как различные материалы могут взаимодействовать между собой в пределах определенной специфики. Разные строительные объекты и бытовые приспособления созданы из материалов, которые скреплены между собой. Для того чтобы они функционировали в нормальном режиме и не нанесли вреда необходимо тщательно контролировать уровень адгезии между веществами.
Измерение адгезии осуществляется при помощи специализированных приборов, которые позволяют на производственном этапе определить, как прочно изделия прикрепляются друг к другу после использования тех или иных методов скрепления.
Адгезия лакокрасочных материалов
Адгезия лакокрасочных покрытий представляет собой сцепление краски с различными материалами. Чаще всего встречается адгезии лакокрасочного вещества и металла. Для того чтобы покрыть металлические изделия слоем краски изначально проводятся тесты взаимодействия двух материалов. Учитывается то, каким слоем необходимо нанести лакокрасочное вещество для того, чтобы определить его степень адсорбции. В последующем определяется уровень взаимодействия красящей пленки и материала, которым она покрывается.
Статьи по теме

Поливинилацетатная краска
Когезия
КОГЕЗИЯ (от лат. соhaesus — связанный, сцепленный * а. соhesion; н. Kohasion; ф. соhesion; и. соhesion) — сцепление частиц вещества (молекул, ионов, атомов), составляющих одну фазу. Когезия обусловлена силами межмолекулярного (межатомного) притяжения различной природы

Вещества ускоряющие высыхание красок
Сиккативы — соединения свинца, кобальта, марганца и цинка, которые, будучи добавлены в высыхающие масла, ускоряют их высыхание.
Читайте также:
- Как различалась политика властей в отношении мусульманского и немусульманского населения кратко
- План по профилактике аутодеструктивного поведения в школе
- Что такое аквитания в столетней войне кратко
- Этапы реализации проекта в школе плановый конструктивный
- Что написать родителям когда переходишь в другую школу