
Сообщение по теме инструменты для разметки металлов
Обновлено: 27.06.2024
Очень часто при изготовлении металлических изделий исходный материал (отливки, листовой и профильный прокат) не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишнее, высверлить/вырубить отверстие, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Эта операция и называется разметкой. Применяясь к этим точкам и линиям, и проводят обработку.
Как правило, размечать приходится уникальные детали и изделия, которые производят в небольшом количестве. Если речь идет о крупном массовом производстве — заготовки не размечают, а используют специальную оснастку или механический способ.
Что такое разметка
Операция, когда на металлическую заготовку наносятся линии, обозначаются формы будущего изделия, его габариты и называют разметкой. Цель разметки — обозначить границы и места обработки детали, точки где будет выполняться сверления, линии загиба, линии сварных швов, фрезеровки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Инструменты для нанесение разметки
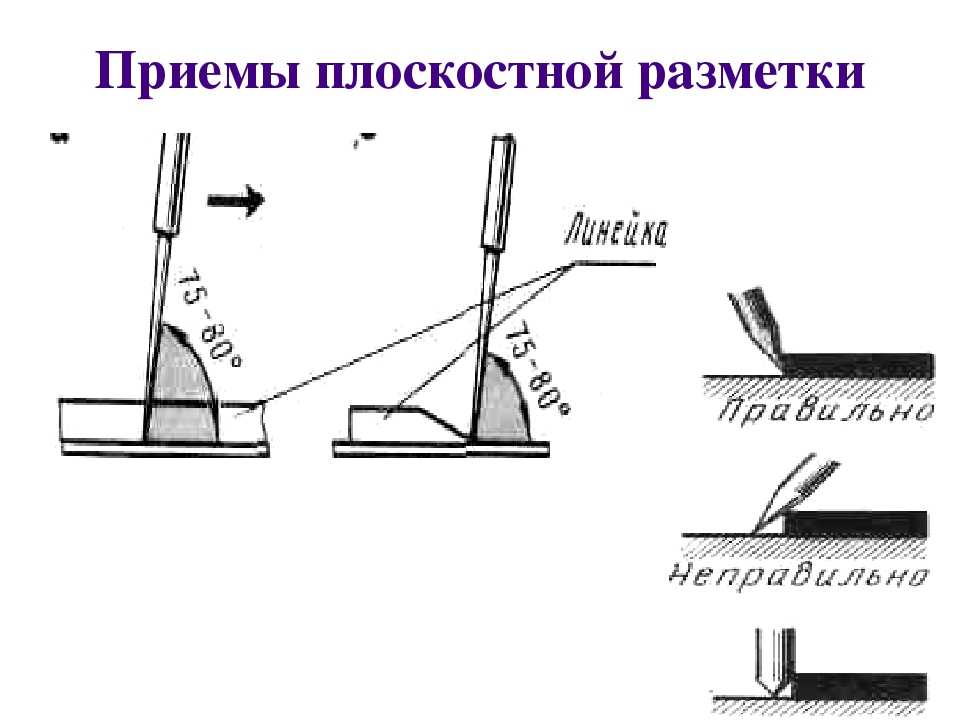
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Центроискатель
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.

Разметочный транспортир
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.

Разметка — одна из важных и ответственных операций. От точности её выполнения зависит качество будущего изделия.

Рис. 108. Подставка под паяльник: а — технический рисунок; 6 — чертёж развёртки
Перед разметкой заготовку правят, очищают от пыли, загрязнений и следов ржавчины.
Сначала на расстоянии примерно 5. 8 мм от края заготовки чертилкой по линейке проводят базовую линию (рис. 109, 1), после чего по угольнику под углом 90° к ней проводят вторую линию (рис. 109, 2).

Рис. 109. Последовательность разметки детали из тонколистового металла (1-8)
При этом остриё чертилки плотно прижимают к линейке, а саму чертилку наклоняют в сторону движения. Линию проводят только один раз, иначе разметка будет неточной.
От второй линии по линейке отмеряют длину заготовки (220 мм) и проводят чертилкой риску (рис. 109, 3). После этого на отложенной длине по угольнику проводят третью линию, перпендикулярную базовой (рис. 109, 4).
Затем на второй и третьей линиях откладывают ширину развёртки (размер 50 мм), линию симметрии (25 мм от базовой линии) и проводят риски на расстоянии 10 мм от каждого угла заготовки (рис. 109, 5). Далее но линейке проводят намеченную линию контура и осевую .цинию (рис. 109, 6).
На осевой линии чертилкой отмечают одну риску на расстоянии 15 мм от второй линии и проводят вторую риску на расстоянии 190 мм от первой (рис. 109, 7).
Затем завершают работу, размечая внутренние углы (рис. 109, 8).
Если необходимо разметить несколько одинаковых деталей с криволинейными контурами (например, крючков для вешалки, показанных на рисунке 97, б), то применяют шаблоны — пластины-образцы, имеющие контуры детали (рис. 110). Шаблон прижимают к поверхности заготовки рукой или струбциной и обводят его чертилкой.

Рис. 110. Разметка деталей с помощью шаблона: 1 — заготовка (тонколистовой металл); 2 — шаблон; 3 — размеченные контуры деталей (крючков для вешалки)
Разметку окружности начинают с того, что в размеченный центр окружности ставят кернер. Лёгким ударом молотка по его бойку делают на поверхности заготовки неглубокую лунку (рис. 111, а). В лунку устанавливают ножку разметочного циркуля, заранее настроенного на необходимый радиус окружности, и второй ножкой очерчивают окружность. При проведении дуги циркуль слегка наклоняют в сторону движения, опираясь на ножку, которая находится в размеченной кернером лунке (рис. 111, б).

Рис. 111. Разметка окружности: а — накернивание центра окружности; б — проведение дуги
При разметке проволоки рассчитывают необходимую длину заготовки для выбранного изделия, правят заготовку, отмеряют на ней рассчитанную длину и наносят риску чертилкой.
Разметку на заготовке из пластмассы можно выполнять как карандашом, так и чертилкой.
- Перед разметкой проверять исправность разметочных инструментов.
- Выполнять разметку только после правки заготовок.
- Остерегаться острых кромок листовой заготовки и проволоки.
- Не класть чертилку и разметочный циркуль в карман рабочего халата.
- Передавать чертилку только кольцом от себя.
Знакомимся с профессиями
Слесарь-разметчик — это специалист по разметке заготовок из металла, который хорошо знает правила разметки, мастерски владеет разметочными инструментами. Он занимается ответственной работой, от которой зависит правильность изготовления изделий. Слесарь-инструментальщик — это специалист высшей квалификации, так как выполняет очень точную работу. Он изготовляет шаблоны, сложные приспособления для механической обработки и контроля деталей; выполняет точную подгонку деталей при изготовлении особо сложных изделий.
Практическая работа № 22
Разметка заготовок из металла и искусственных материалов
- Распределите обязанности в группе. Рассмотрите инструменты для разметки, ознакомьтесь с конструкцией разметочного циркуля. Запишите в рабочую тетрадь названия разметочных инструментов и их назначение.
- Рассмотрите выданный учителем чертёж детали из тонколистового металла, проволоки, пластмассы или чертёж детали своего проектного изделия, изготовляемого из того же материала.
- Выполните разметку на выбранной заготовке одной из деталей: подвеска, крючок, чертилка (см. рис. 97, а — в), корпус хозяйственного совка (см. рис. 98), номерок (см. рис. 103), подставка для книг (см. Приложение, рис. 176, а) или разметку детали своего проектного изделия.
Новые слова и понятия
Слесарный угольник, чертилка, разметочный циркуль, кер-нер, базовая линия, слесарь-разметчик, слесарь-инструмен-талыцик.

Разметкой называется операция нанесения на обрабатываемую деталь или заготовку рисок (контурных линий), определяющих границы, до которых разрешается снимать излишние слои металла. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными.
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
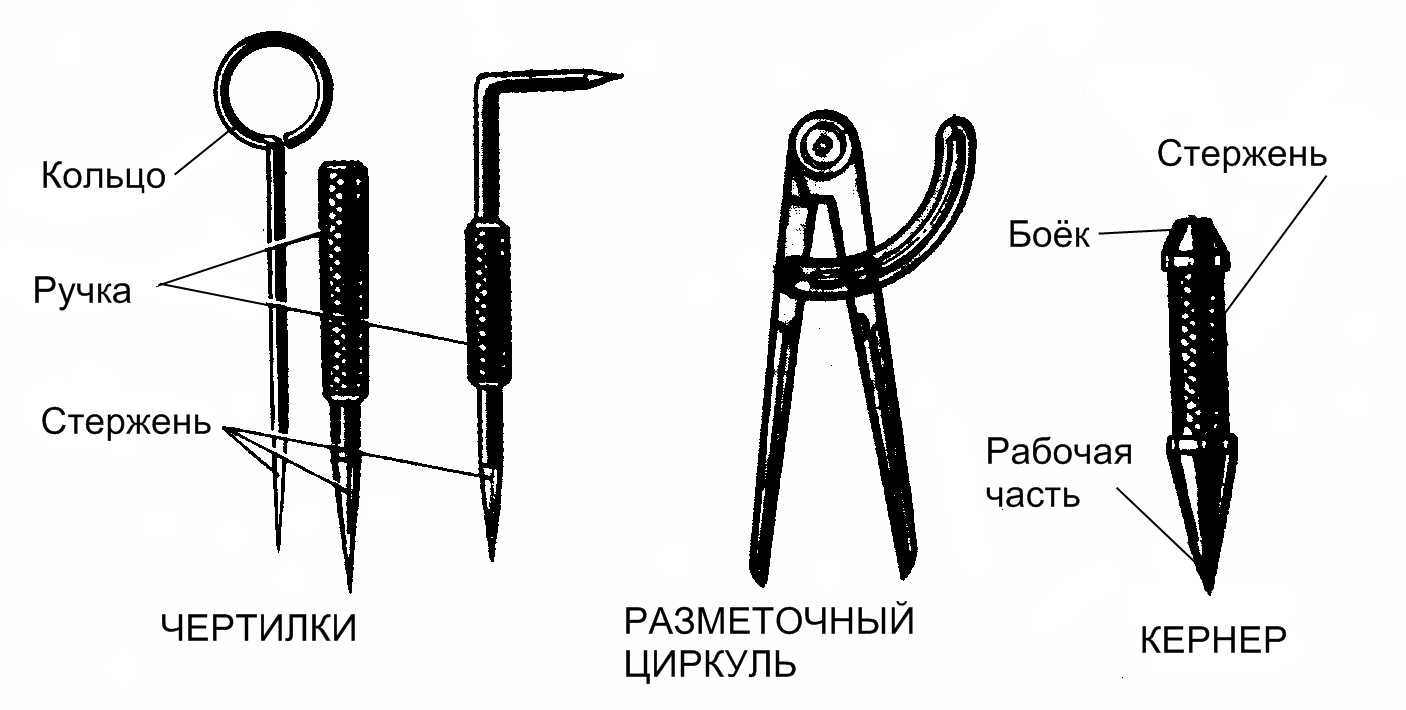
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, угольники-центроискатели, корнеры, колокол, молоток, разметочная плита.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. Риску проводят только один раз, она тогда получается чистой и правильной. Изготовляется из углеродистой инструментальной стали У10-У12. Концы ее на длине около 20мм закаливаются.

Рис. 1. Чертилка и ее применение.
а — чертилка, б — два положения чертилки при проведении риски: правильное (слева) и неправильное (справа), в — нанесение риски загнутым концом чертилки
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части, построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке. Существуют разметочные циркули простые (рис. 2а) и пружинные (рис. 2б). Простой циркуль состоит из двух соединенных шарнирно ножек 1, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга 3 с прорезью, а на другой — стопорный винт 2.

Рис. 2. Циркули.
а — простои, б — пружинный
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или иную сторону разъемной гайки 4 по установочному винту 5. Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус (рис. 3) состоит из чугунного основания 1, стойки 2 и чертилки 3. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом.

Рис. 3. Общий вид рейсмуса.
1-основание; 2-стойка; 3-игла-чертилка; 4-установочный винт для подводки иглы на точную установку размера; 5-упорные штифты
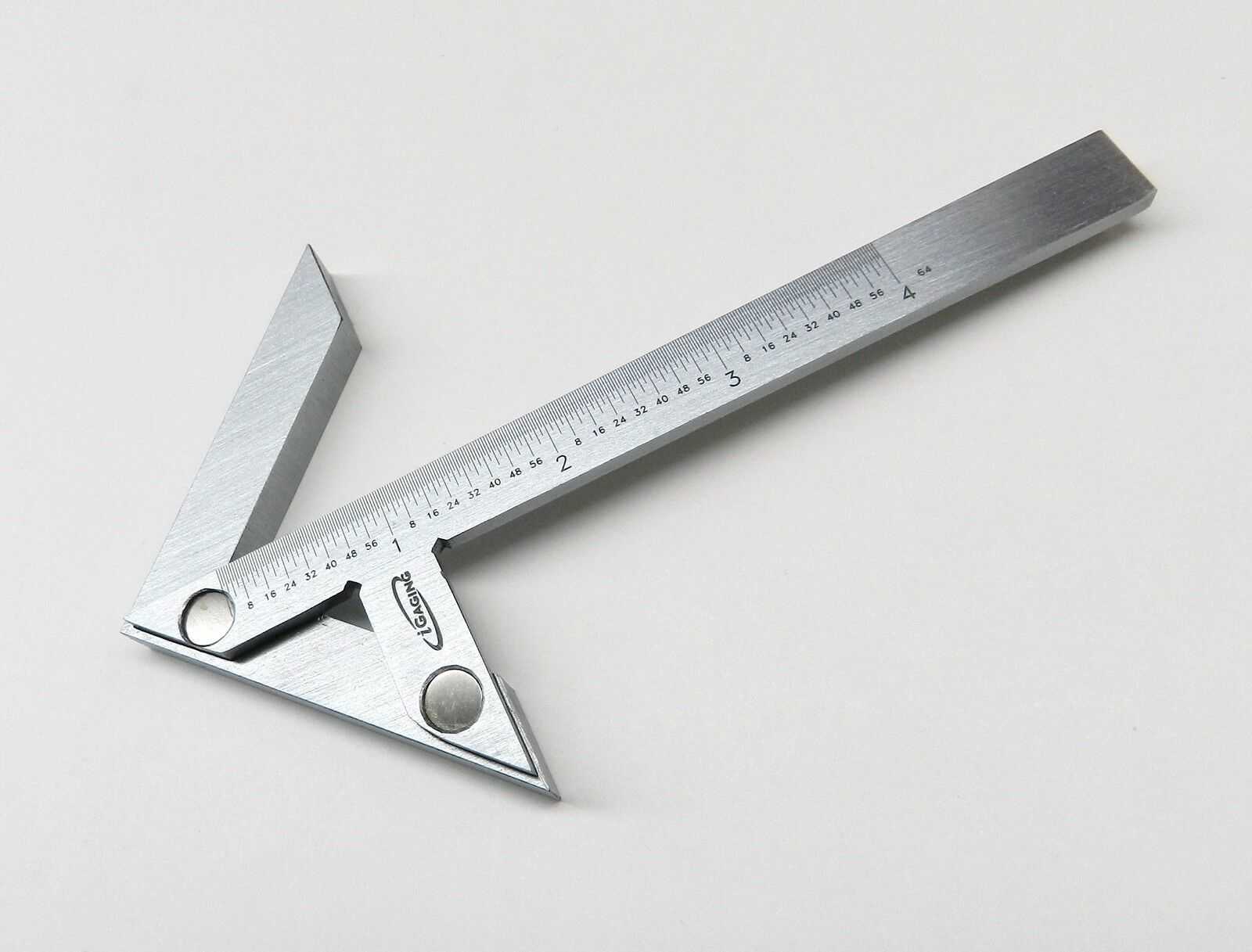
Угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 4) состоит из двух планок, соединенных под углом, через середину угла проходит рабочее ребро линейки. Соединительная планка служит для жесткости прибора.

Рис. 4. Угольник-центроискатель.
При разметке центров, размечаемую деталь ставят на торец. На верхний торец накладывают угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90 0 и проводят вторую риску. Пересечение рисок определяет центр торца детали.
Кернер (рис. 5) служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при вершине 45-60 0 ; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.

Рис. 5. Кернер.
Кернеры изготовляют из углеродистой инструментальной стали У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Разметочная плита (рис. 6) — основное приспособление для разметки. Она представляет собой чугунную плиту с точно обработанными верхней поверхностью и боковыми сторонами.

Рис. 6. Разметочная плита на столе.
На плоскости плиты устанавливают размечаемое изделие и производят разметку. При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки.
Перед разметкой заготовку осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (бугорки, заусенцы), затем приступают к окрашиванию поверхности, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные окрашивают мелом, свежесохнущими красками или лаками. Чисто обработанные поверхности — медным купоросом.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления. Так как риски во время работы легко затереть руками, по линиям рисок набивают кернером небольшие углубления — керны. На обработанных поверхностях точных изделий разметочные линии не кернятся.
Разметка по шаблонам и по изделию шаблоном (рис. 7) называется простейшее приспособление, по которому изготовляют или проверяют однородные детали или изделия при серийном и массовом производстве. Разметочные шаблоны делают из листовой стали толщиной от 1,5 до 3 мм. Разметка по шаблону значительно упрощает и ускоряет работу.

Рис. 7. Шаблоны.
1 — для разметки контура плоской детали, 2 — для разметки шпоночного паза, 3 — для разметки отверстий.
Разметка линий от кромки детали. Наглядно этот способ показан на рис. 8

Рис. 8. Разметка линий от кромки детали.
а — засечка чертилкой метки по масштабной линейке, б — прочерчивание линии по угольнику
Брак при разметке и меры его предупреждения.
Брак может возникать как по причинам, не зависящим от разметчика, так и по его вине. Причины, не зависящие от разметчика — это работа по неверным чертежам, разметка на неправильной разметочной плите и неточных приспособлениях, пользование неточным или изношенным контрольно-измерительным инструментом.
Ошибка в размерах. Такая ошибка является результатом невнимательного чтения чертежа разметчиком, не разобравшемся в проставленных на чертеже размерах.
Неточность установки размеров по масштабной линейке. Здесь виной может быть либо небрежность разметчика, либо отсутствие у него достаточных навыков в пользовании разметочными и измерительными инструментами.
Неверное откладывание размеров, т.е. использование в качестве баз не тех поверхностей, от которых следовало вести разметку.
Небрежная установка детали на разметочной плите, т.е. неточная выверка ее при новых установках. Все эти ошибки разметки объясняются невнимательностью разметчика. После окончания разметки необходимо тщательно проверять правильность выполненной работы.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных рисок и накерниваний, определяющих контуры изготовляемой детали или места, подлежащие обработке. Разметка производится от одной базы (точки, линии, плоскости) - начала отсчёта размеров. Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.

Оценить 2993 0
Глава 1. Виды разметки ___________________________________4
Глава 2. Инструменты и приспособления для разметки _________5
Глава 3. Приемы разметки _________________________________7
3.1.Приемы разметки прямоугольных контуров _______________7
3.2 Пространственная разметка ____________________________ 8
Список использованных источников ________________________10
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п. Применяясь к этим точкам и линиям, и проводят обработку. Основное назначение разметки заключается в указании границ обработки, то есть границ, до которых необходимо срезать материал с заготовки. Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером. Разметка делится на плоскостную и пространственную (объемную). Плоскостная разметка применяется для геометрических построений на плоских поверхностях листов или заготовок. Пространственная разметка применяется для графических построений, осуществляемых на поверхностях заготовок, расположенных в разных плоскостях под различными углами друг к другу. Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Разметка является малопроизводительной операцией, требует высококвалифицированного труда. Поэтому в современном машиностроении, где это возможно и рационально (например, при изготовлении большого количества одинаковых изделий), от разметки стараются отказаться. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы. В этих случаях повышают точность выполнения исходных заготовок и их обработку выполняют на предварительно настроенных станках с использованием специальных станочных приспособлений для установки таких заготовок.
По способу выполнения различают такие виды разметки, как:
Ручная. Ее делают слесари.
Механизированная. Выполняется с использованием средств механизации и автоматизации.
Глава 1. Виды разметки.
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных рисок и накерниваний, определяющих контуры изготовляемой детали или места, подлежащие обработке. Разметка производится от одной базы (точки, линии, плоскости) - начала отсчёта размеров. Разметка бывает механизированная и ручная. Механизированную разметку, выполняемую на координатно-расточных станках или других устройствах, обеспечивающих точные перемещения заготовки относительно разметочного инструмента, применяют для крупногабаритных, сложных и дорогих заготовок. Ручную разметку выполняют слесари-инструментальщики.
В зависимости от формы размечаемых заготовок и деталей разметка бывает плоскостная и пространственная (объемная).
Плоскостная разметка — это нанесение рисок на поверхности плоских деталей, листовом и полосовом металле, а также на поверхностях литых и кованых деталей. Плоскостную разметку выполняют на одной поверхности заготовки, без увязки ее отдельных точек и линий с точками и линиями, лежащими на другой поверхности этой заготовки. При этом используют следующие методы: геометрические построения; по шаблону или по образцу детали; с помощью приспособлений; на станке.
При пространственной разметке разметочные линии наносят в нескольких плоскостях или на нескольких поверхностях. Пространственную разметку выполняют, увязывая размеры между точками и линиями, лежащими на различных поверхностях заготовки. При этом используют следующие методы: за одну установку; с поворотом и установкой заготовки в нескольких положениях; комбинированный. Пространственную разметку применяют при изготовлении деталей сложной формы.
Применяют различные способы разметки: по чертежу, шаблону, образцу и по месту. Выбор способа разметки определяется формой заготовки, требуемой точностью и количеством изделий, подлежащих изготовлению.
Точность выполнения разметки в значительной мере влияет на качество обработки. Степень точности ручной разметки колеблется в пределах 0,25—0,5 мм. Ошибки, допущенные при разметке, обычно приводят к браку и порче ценного материала.
Глава 2. Инструменты и приспособления для разметки.
Инструмент и приспособления, применяемые при разметке, объединяются в три основные группы: 1) инструмент для нанесения и накернивания рисок — чертилки, рейсмусы, штангенрейсмусы, пружинные циркули, разметочные штангенциркули, кернеры; 2) инструмент для нахождения центров деталей — кернер-центроискатель, угольник-центроискатель, транспортир-центроискатель, специальные приспособления для разметки деталей с большими отверстиями; 3) приспособления для размечаемых заготовок— разметочную плиту, подкладки, домкраты, поворотные приспособления, вертикальные стойки для измерительных линеек, дополнительные плоскости к разметочной плите, делительные приспособления и центровые бабки.
Глава 3. Приемы разметки.
3.1.Приемы разметки прямоугольных контуров.
Прежде чем приступить к работе, необходимо подготовить поверхность заготовки к разметке и определить базу разметки. Базой разметки называются ровные кромки заготовки.
Разметку прямоугольника производят тремя способами: 1) с двумя базами разметки, 2) с одной базой разметки, 3) от вспомогательной риски.
Разметка прямоугольника на пластине с двумя базами разметки.
1. На длинной и короткой базовых кромках откладывают размеры основания и высоты прямоугольника, то есть 80 мм и 40 мм
2. Через эти засечки с помощью угольника с полкой прочерчивают риски: одну — параллельно основанию, другую — параллельно высоте
3. Качество разметки проверяют так: линейкой — длину противоположных сторон и диагоналей, угольником — углы.
Разметка прямоугольника на пластине с одной базой разметки
1. На ровной кромке заготовки (базе) откладывают размер стороны
2. Через полученные засечки по угольнику с полкой проводят чертилкой две параллельные риски
3. На этих рисках от кромки заготовки откладывают размер высоты прямоугольника.
4. Чертилкой по линейке соединяют засечки на параллельных рисках.
Разметка прямоугольника на пластине от вспомогательной риски.
Если у заготовки нет ровных кромок, то базой разметки служит вспомогательная риска. Такую риску проводят по линейке или при помощи плоского угольника вдоль кромки заготовки. Затем выполняют разметку как с одной базой.
3.2. Пространственная разметка.
Пространственная разметка - это разметка поверхностей заготовки (детали), расположенных в различных плоскостях и под разными углами, выполняемая от какой-либо исходной поверхности или разметочной риски, выбранной за базу.
Пространственная разметка наиболее распространена в машиностроении; по приемам она существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметки этих отдельных поверхностей между собой.
При разметке применяются различные измерительные и специальные разметочные инструменты. Для улучшения видимости разметочных линий следует выбивать на них с помощью кернера на небольшом расстоянии друг от друга ряд неглубоких точек. Разметку чаще всего производят на специальных чугунных разметочных плитах.
Рисунок 1. Разметка пространственная.
Исходя из рассмотренной в реферате информации, можно сделать вывод, что разметка - это ответственная операция. От разметки зависит точность изготовления детали. Разметка деталей должна проводиться качественным разметочным инструментом и приспособлениями, подлежащими периодической поверке. Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Список использованных источников
1. Макиенко Н.И. Слесарное дело с основами материаловедения. - М.: Высшая школа, 2004 г.
2. Макиенко Н.И. Практические работы по слесарному делу. - М.: Высшая школа, 2001 г.
3. Кропивницкий Н.Н. Общий курс слесарного дела. - Л.: Машиностроение, 1997 г.
Читайте также: