
Закалка сталей токами высокой частоты реферат
Обновлено: 05.07.2024
Закалка – термическая обработка, заключается в нагревании стали до температуры выше критической или температуры растворения избыточных фаз, выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергают отпуску.
Содержание
Введение
1. Сущность процесса поверхностной закалки
2. Способы газопламенной закалки
3. Закалочное оборудование
4.Техника газопламенной поверхностной закалки
5. Поверхностная закалка стали при помощи тока
Перечень ссылок
Прикрепленные файлы: 1 файл
Закалка стали.docx
Министерство образования и науки Украины
Реферат на тему:
г. Мариуполь 2013
1. Сущность процесса поверхностной закалки
2. Способы газопламенной закалки
3. Закалочное оборудование
4.Техника газопламенной поверхностной закалки
5. Поверхностная закалка стали при помощи тока
Закалка – термическая обработка, заключается в нагревании стали до температуры выше критической или температуры растворения избыточных фаз, выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергают отпуску.
Например инструментальную сталь в основном подвергают закалке и отпуску для повышения твердости, износостойкости и прочности, а конструкционную сталь – для повышения прочности, твердости, Получения достаточно высокой пластичности и вязкости, а для ряда деталей также и высокой износостойкости.
Очень часто к поверхностному слою детали предъявляются иные требования, чем для всей детали в целом. Поверхностное упрочнение детали, повышение твердости, износостойкости может быть получено не только методами наплавки, но и посредством поверхностной термической обработки - закалки. поверхностный закалка
Поверхностной закалкой улучшаются, как правило, стальные изделия. Принцип поверхностной закалки заключается в нагреве некоторого поверхностного слоя до температуры выше критической АСз с последующим охлаждением этого слоя со скоростью большей, чем критическая скорость охлаждения металла обрабатываемой детали. Для достижения необходимой глубины закаленного слоя требуется его прогрев до температуры 820-900° С, в зависимости от состава стали, с последующим быстрым охлаждением струей воды или воздуха. Такой нагрев осуществляется либо индукционным нагревом токами высокой частоты (высокочастотная поверхностная закалка), либо пламенем (газопламенная поверхностная закалка). При газопламенной закалке для получения необходимой температуры закалки на некоторой глубине (обычно 3-5 мм) сама поверхность должна быть нагрета примерно до 1000-1150° С.
Высокочастотная закалка требует применения специального оборудования и является целесообразной в основном при массовом производстве. Для газопламенной поверхностной закалки используются простейшие приспособления и аппаратура. Такая закалка является широко применяемым производственным процессом.
В качестве источника нагрева при газопламенной закалке используется в основном ацетилено-кислородное пламя, хотя могут применяться и заменители ацетилена. Степень нагрева поверхностного слоя регулируется мощностью пламени и длительностью его воздействия. Необходимое распределение температур к моменту начала охлаждения показано на рис. 129. Охлаждение производится водой при ее различной начальной температуре или различными водными растворами.
Газопламенной закалкой могут обрабатываться все углеродистые, низколегированные стали, подвергаемые обычной закалке, и, кроме того, стали с малым содержанием углерода и чугуны.
Твердость поверхностного закаленного слоя при газопламенной закалке, как правило, выше твердости, получаемой при общей закалке, примерно на НВ 50 вследствие большей скорости охлаждения (сердцевина детали, будучи холодной, увеличивает скорость охлаждения). Так, например, при поверхностной закалке углеродистой стали с 0,15% С твердость достигает НВ 250; при 0,3% С - НВ до 400; с 0,4-0,45% С - НВ 550 и с 0,65% С - НВ до 650-700. В связи с характером нагрева и охлаждения твердость закаленного слоя по направлению от поверхности к внутренним частям детали обычно изменяется в достаточной степени плавно (рис. 129, в). Однако в случае закалки легированных сталей, особенно при значительном перегреве поверхности (рис. 129, б, кривая 2), большая скорость охлаждения может привести к снижению твердости на поверхности в связи с сохранением остаточного аустенита (рис. 129, в, кривая 2). Это следует рассматривать как брак, вызываемый неправильным режимом закалки.
Газопламенная закалка является средством повышения качества и срока службы таких изделий, как зубчатые колеса, шестерни, прокатные валки, шпиндели, муфты, направляющие станков, шкивы и др.
Поверхностная закалка высокоэнергетическим нагревом токами высокой частоты. Жидкая фаза в глубине поверхностного слоя при поверхностной закалке стальных деталей с использованием высокоэнергетического нагрева токами высокой частоты и душевого охлаждения.
| Рубрика | Производство и технологии |
| Вид | статья |
| Язык | русский |
| Дата добавления | 30.04.2018 |
| Размер файла | 595,2 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Новосибирский государственный технический университет
Поверхностная закалка с использованием высокоэнергетического нагрева токами высокой частоты: особенности распределения температурного поля
Иванцивский В.В., доктор технических наук, доцент
Скиба В.Ю., кандидат технических наук, доцент
Рубцова Н.С. студент
Скиба П.Ю. студент,
Аннотации
Объектом данных исследований является поверхностная закалка высокоэнергетическим нагревом токами высокой частоты (ВЭН ТВЧ). Данному источнику энергии свойственно весьма сложное распределение энергии по толщине нагреваемого слоя. Теоретически обоснована и практически доказана возможность возникновения жидкой фазы в глубине поверхностного слоя при поверхностной закалке стальных деталей с использованием высокоэнергетического нагрева токами высокой частоты и душевого охлаждения. Это может являться причиной образования в глубине материала микрообъемов расплавленного металла, приводящее к существенному снижению качества обрабатываемого изделия. Следовательно, при назначении технологических режимов, необходимо учитывать характерные особенности обработки данными источниками нагрева.
The target of the research is high-energy heat hardening of the surface by high-frequency currents (HEH HFC). This energy source is characterized by highly complicated energy distribution in the depth of the heated layer, which may cause the formation of micro volumes of molten metal in the depth of the material, leading to a significant reduction in the quality of the workpiece. Quenching of steel 45 using high-frequency induction-heating (440000 Hz) with simultaneous shower water cooling was studied. The possibility of liquid-phase creation in the bulk (appr.0.2 mm) in the material being treated in the absence of melting on the surface was clearly demonstrated by both numerical simulation of the temperature field in the material during hardening and experimental results. Consequently, when setting the process parameters, it is necessary to take into account the processing characteristics by the given heat sources.
закалка стальная деталь поверхностная высокоэнергетический нагрев
Keywords: surface hardening, high-frequency currents, structural steel, liquid phase.
Введение
Поверхностная закалка стальных деталей с использованием концентрированных источников энергии характеризуется высокими скоростями нагрева (десятки тысяч градусов в секунду) [1 - 5]. В этих условиях для завершения процесса аустенитизации разогрев стали осуществляют вплоть до температуры плавления. При использовании поверхностных источников нагрева (лазер, плазма и др.) максимальные значения температур, безусловно, наблюдаются именно на поверхности материала. Однако для объемных источников энергии (электронный луч, токи высокой частоты) данный факт не очевиден. Это объясняется, прежде всего, физической природой объемного источника, то есть закономерностью распределения энергии по глубине нагреваемого слоя [6]. Так в работах [7, 8] показана возможность образования в глубине материала микрообъемов расплавленного металла при нагреве в воздушной атмосфере с использованием электронного пучка. На данных участках при поверхностной закалке заэвтектоидной стали была зафиксирована структура ледебурита, характерная для термической обработки чугунов.
При нагреве сталей в воздушной среде с использованием концентрированного электронного пучка распределение выделяемой энергии в материале носит подобный характер, как и при высокоэнергетическом нагреве токами высокой частоты (ВЭН ТВЧ) [6, 9]. В этом случае при поверхностной закале с использованием ВЭН ТВЧ можно так же ожидать возможность возникновения локальных объемов жидкой фазы в глубине материала.
Целью данной работы является определение наиболее теплонапряженного слоя при высокоэнергетическом нагреве токами высокой частоты (ВЭН ТВЧ) стальных деталей с использованием душевого охлаждения.
Описание эксперимента
ВЭН ТВЧ позволяет реализовать удельные мощности при непрерывно-последовательном способе нагрева порядка 300 МВт/м 2 . Характерные особенности присущие ВЭН ТВЧ заключаются в следующем. Для максимальной концентрации энергии в локальном объеме материала нагрев осуществляется при частоте тока 440000 Гц. Инструментом является индуктор петлевого типа, изготовляемый плоским с минимальной шириной активного провода индуктора (bmin = 1,2 мм) и оснащенный ферритовым магнитопроводом с высокой магнитной проницаемостью. Обработка осуществляется с минимальными технологически возможными зазорами д = 0,1…0,5 мм. С целью устранения возможности перегорания активного провода и обеспечения надежного отвода теплоты толщина стенок индуктора составляет a = 0,12…0,15 мм.
При нагреве ТВЧ источником выделения энергии являются вихревые токи, возникающие в материале при воздействии переменных магнитных и электрических полей. Величина удельной мощности нагрева будет определяться плотностью тока J, характер изменения которого по глубине металла описывается зависимостью
Здесь JZ - плотность тока на глубине Z; J0 - плотность тока на поверхности; сe - удельное электрическое сопротивление; f - частота тока; м0 - абсолютная магнитная проницаемость вакуума; м - относительная магнитная проницаемость материала.
При нагреве стали, изменяются ее удельное электрическое сопротивление и магнитная проницаемость, причем удельное сопротивление возрастает вплоть до точки магнитных превращений, после чего его рост замедляется. Магнитная проницаемость слабо зависит от температуры примерно до 650…700 0 С, после чего быстро уменьшается и достигает величины, примерно равной магнитной проницаемости вакуума. Из вышеизложенного следует, что распределение энергии по глубине материла, не является постоянным.
Кинетические кривые нагрева ТВЧ поверхности изделия имеют перегиб в интервале температур 700…800 о С. Процесс нагрева разделяется на начальный этап с большой почти постоянной скоростью нарастания температуры и этап замедленного нагрева выше температуры потери сталью магнитных свойств. Основной причиной замедления нагрева в точке магнитных превращений является перераспределение энергии по сечению изделия. Действительно, в процессе нагрева всегда создается некоторый температурный градиент по сечению обрабатываемого объекта. Величины сe и м зависят от температуры материала.
Распространение электромагнитного процесса происходит, таким образом, в среде с переменными сe и м. В работе [10] рассмотрен случай, когда материал как бы состоит из двух слоев, имеющих разные re и m. Если первый слой нагрет выше температуры 800 0 С, а второй не подвергся нагреву (20 0 С), то распределение вихревого тока точно соответствовало бы зависимости, представленной на рис.1.
Следовательно, при условии, когда верхний слой материала потерял ферромагнитные свойства, а нижележащий слой нагрет до температуры не превышающий температуры точки Кюри, происходит перераспределение плотности тока. Максимум энерговыделения смещается от поверхности в слой, не потерявший ферромагнитные свойства.
Рис.1 - Распределение плотности тока по глубине в двухслойной среде
В процессе моделирования температурных полей в сталях при ВЭН ТВЧ по алгоритму, представленному в работе [9], было установлено, что при определенном сочетании режимов нагрева температура нижележащего слоя может достигать более высоких значений, чем на поверхности (рис.2). Так температура слоя на глубине Z = 0,2 мм от поверхности, достигает значений температуры плавления материала, в то время как температура поверхностного слоя ниже этого значения.
Рис.2 - Термические циклы, реализуемые на различной глубине поверхностного слоя при нагреве ВЭН ТВЧ: материал - сталь 45; qи = 200 МВт/м 2 , Vд = 60 мм/с, Rи = 1,2 мм; 1 - Z = 0; 2 - Z = 0,2 мм; 3 - Z = 0,8 мм
Это происходит за счет того, что при разогреве поверхностного слоя до температуры точки Кюри Тк, когда сталь теряет ферромагнитные свойства, большая часть энергии выделяется в нижележащем слое. При этом в поверхностном слое происходит интенсивный отбор тепла охлаждающей жидкостью, подающейся непосредственно в зону нагрева, в то время как в нижележащем слое отвод тепла регламентируется условиями теплопроводности. В этом случае становится возможным образование жидкой фазы не на поверхности, а в более глубоких слоях нагреваемого металла.
Для подтверждения полученных результатов моделирования температурных полей был проведен эксперимент, реализующий режимы нагрева, приведенные на рис.2. В процессе обработки цилиндрического образца было зафиксировано возникновение автоколебаний индуктора, вызванного периодическими выбросами расплавленного металла на поверхность.
Это явление можно объяснить следующим образом. В данных условиях источник энергии является медленно движущимся, то есть скорость теплопередачи выше скорости движения источника. Поэтому в начальный момент нагрева не наблюдается расплавления металла (рис.2). Через определенный момент времени температура на глубине порядка 0,2 мм достигает значений температуры плавления металла (кривая 2). В этом случае в приповерхностном слое в зоне, расположенной непосредственно под индуктором, происходит образование замкнутого объема расплавленного металла. Тепловое расширение расплава приводит к возрастанию давления в данном объеме. Поверхностный слой металла, разогретый до высоких температур (кривая 1), становится пластичным. Это приводит к кинжальному проплавлению, то есть расплавленный металл из нижележащего слоя выбрасывается наружу, оставляя на поверхности образца кратер (лунку), а так же наплывы и капли расплавленного металла (рис.3).
Следует отметить, что при определенных сочетаниях режимов поверхностной закалки оплавление материала может начинаться и с поверхностного слоя.
Рис. 3 - Лунка, образовавшаяся на поверхности образца после выброса расплавленного металла (а) и фрагмент поверхности внутри лунки (б)
Однако, как видно на рис. 3, следов оплавления металла до лунки не наблюдается. Отсутствие следов оплавления после лунки объясняется тем, что в процессе выброса расплавленного металла происходит уменьшение зазора между активным проводом индуктора и обрабатываемой поверхностью, что приводит к увеличению интенсивности магнитного поля между индуктором и нагреваемым объектом. Это, в свою очередь, приводит к возрастанию отталкивающего удельного механического усилия между индуктором и деталью, что вызывает упругую деформацию токоподводящих медных трубок и, как следствие, происходит увеличение зазора и снижению удельной мощности нагрева. После прохождения зоны расплавления за счет упругости индуктора величина зазора восстанавливается, и цикл нагрева поверхности детали повторяется. Именно с этим связана периодичность возникновения на образцах следов проплава металла. При этом следует подчеркнуть, что в процессе обработки не наблюдалось замыкания активного провода индуктора с обрабатываемой поверхностью, что привело бы к короткому замыканию и плавлению меди активного провода индуктора, приводящих к его разрушению. Для подтверждения данного факта был проведен микрорентгеноспектральный анализ оплавленного слоя, который показал отсутствие следов меди в расплаве.
Выброс расплавленного металла происходит не по всей ширине обрабатываемого образца, а в двух локальных зонах. Это объясняется достаточно трудоемкой технологией изготовления индуктора для реализации высокоэнергетического нагрева ТВЧ. При этом весьма сложно обеспечить абсолютную прямолинейность активного провода индуктора. Его профиль имеет отклонения от прямолинейности в пределах 0,02…0,04 мм, что, безусловно, сказывается и на уровне удельной мощности нагрева. Наиболее глубокий проплав металла происходит именно в тех двух зонах, где зазор между индуктором и обрабатываемой поверхностью был минимальным.
На рис.4 представлены снимки различных участков зоны оплавления металла, зафиксированные на растровом электронном микроскопе Carl Zeiss
Рис. 4 - Фрагменты зоны, соответствующей начальной стадии проплавления металла
EVO50 XVP. Наличие жидкой фазы металла, интенсивное охлаждение с поверхности за счет подачи охлаждающей жидкости непосредственно в зону нагрева и интенсивный отвод тепла вглубь металла за счет теплопроводности позволяет сделать вывод о возможности получения переохлажденного расплава. Как видно из рисунков на поверхности лунок формируется дендритное построение материала. Кристаллизация металла происходила в условиях быстрого охлаждения, что привело к возникновению значительных по величине градиентов напряжений, и, как следствие, к возникновению микротрещин.
Вывод
Таким образом, на основании проведенных исследований сделан вывод о том, что назначать режимы поверхностной закалки с использованием ВЭН ТВЧ с одновременным душевым охлаждением необходимо исходя из наиболее теплонапряженного слоя. Так, например, для стали 45 максимальные значения температур реализуются на глубине 0,15…0,2 мм.
Список литературы / References
1. Иванцивский В.В., Скиба В.Ю., Зуб Н.П. Методика назначения режимов обработки, обеспечивающих рациональное распределение остаточных напряжений при поверхностной закалке ВЭН ТВЧ // Научный вестник НГТУ. - 2008. - № 3 (32). - С.83-94.
2. Скиба В.Ю. Обеспечение требуемого характера распределения остаточных напряжений при упрочнении высокоэнергетическим нагревом токами высокой частоты // Обработка металлов (технология, оборудование, инструменты). - 2007. - № 2 (35). - С.25-27.
3. Структура износостойких плазменных покрытий после высокоэнергетического воздействия ТВЧ / Ю.С. Чёсов, Е.А. Зверев, В.В. Иванцивский, В.Ю. Скиба, Н.В. Плотникова, Д.В. Лобанов // Обработка металлов (технология, оборудование, инструменты). - 2014. - № 4 (65). - С.11-18.
4. Formation of high-carbon abrasion-resistant surface layers when high-energy heating by high-frequency currents / N.V. Plotnikova, V.Y. Skeeba, N.V. Martyushev, R.A. Miller, N.S. Rubtsova // IOP Conference Series: Materials Science and Engineering. - 2016. - Vol.156. - P.012022
6. Numerical Simulation of Temperature Field in Steel under Action of Electron Beam Heating Source / V.Yu. Skeeba, V.V. Ivancivsky, N.V. Martyushev, D.V. Lobanov, N.V. Vakhrushev, A.K. Zhigulev // Key Engineering Materials. - 2016. - Vol.712. - P.105-111.
7. The features of steel surface hardening with high energy heating by high frequency currents and shower cooling / V.V. Ivancivsky, V.Y. Skeeba, I.A. Bataev, D.V. Lobanov, N.V. Martyushev, O.V. Sakha, I.V. Khlebova // IOP Conference Series: Materials Science and Engineering. - 2016. - Vol.156. - P.012025.
9. Иванцивский В.В. Численное моделирование температурных полей в материалах при упрочнении с использованием концентрированных объемных источников нагрева // Научный вестник Новосибирского государственного технического университета. - 2004. - № 2. - С.161-172.
10. Бабат Г.И. Индукционный нагрев металлов и его промышленное применение - М. - Л. Энергия, 1965. - 552 с.
Подобные документы
Классификация направляющих станин. Закалка деталей токами высокой частоты. Выбор стали, обкатка, термическая обработка направляющих. Газопламенная поверхностная закалка. Химический состав и механические свойства серого чугуна с пластинчатым графитом.
курсовая работа [2,2 M], добавлен 25.06.2014
Различные режимы термомеханической обработки стали. Поверхностное упрочнение стальных деталей. Закалка токами высокой частоты. Газопламенная закалка и старение металла. Обработка стали холодом. Упрочнение металла методом пластической деформации.
презентация [546,9 K], добавлен 14.10.2013
Сущность процесса поверхностной закалки. Способы газопламенной закалки. Твердость поверхностного закаленного слоя при газопламенной закалке. Техника газопламенной поверхностной закалки. Выбор мощности пламени. Эксплуатационная стойкость деталей.
реферат [354,6 K], добавлен 06.05.2015
Верхний предел температур нагрева для заэвтектоидных сталей. Температура нагрева и скорость охлаждения. Изменения структуры стали при нагреве и охлаждении. Твердость и износостойкость режущего инструмента. Выбор режима охлаждения при закалке стали.
презентация [209,6 K], добавлен 14.10.2013
Характеристика пластического деформирования (дробеструйная обработка) и поверхностной закалки (сильный нагрев верхнего слоя и резкое охлаждение для получения высокой твердости и прочности детали при вязкой сердцевине) как методов упрочнения стали.
лабораторная работа [199,5 K], добавлен 15.04.2010
Для повышения твердости поверхностных слоев, предела выносливости и сопротивляемости истиранию многие детали машин подвергают поверхностному упрочнению. Существует три основных метода поверхностного упрочнения: поверхностная закалка, химико-термическая обработка и упрочнение пластическим деформированием.
Работа состоит из 1 файл
ТВЧ.doc
Для повышения твердости поверхностных слоев, предела выносливости и сопротивляемости истиранию многие детали машин подвергают поверхностному упрочнению. Существует три основных метода поверхностного упрочнения: поверхностная закалка, химико-термическая обработка и упрочнение пластическим деформированием.
Закалка токами высокой частоты.
Метод разработан советским ученым Вологдиным В.П.. Основан на том, что если в переменное магнитное поле, создаваемое проводником-индуктором, поместить металлическую деталь, то в ней будут индуцироваться вихревые токи, вызывающие нагрев металла. Чем больше частота тока, тем тоньше получается закаленный слой.
Обычно используются машинные генераторы с частотой 50…15000 Гц и ламповые генераторы с частотой больше 106 Гц. Глубина закаленного слоя — до 2 мм.
Индукторы изготавливаются из медных трубок, внутри которых циркулирует вода, благодаря чему они не нагреваются. Форма индуктора соответствует внешней форме изделия, при этом необходимо постоянство зазора между индуктором и поверхностью изделия.
Схема технологического процесса закалки ТВЧ представлена на рис. 1.
Рис. 1. Схема технологического процесса закалки ТВЧ
После нагрева в течение 3…5 с индуктора 2 деталь 1 быстро перемещается в специальное охлаждающее устройство — спрейер 3, через отверстия которого на нагретую поверхность разбрызгивается закалочная жидкость.
Высокая скорость нагрева смещает фазовые превращения в область более высоких температур. Температура закалки при нагреве токами высокой частоты должна быть выше, чем при обычном нагреве.
- большая экономичность;
- более высокие механические свойства;
- отсутствие окисления поверхности детали;
- снижение брака по короблению и образованию закалочных трещин;
- возможность автоматизации процесса;
Целесообразно использовать в серийном и массовом производстве.
ЭЛЕКТРОПЕЧЬ СОПРОТИВЛЕНИЯ КАМЕРНАЯ СНО-6.12.4/10
Электропечь предназначена для нагрева в окислительной среде деталей машин и инструмента общей массой до 400 кг под закалку, отжиг, нормализацию и другие виды обработки до температуры не более 1000 °С.
Печь состоит из следующих основных частей (обозначение их позиций, соответствующих рисунку, указано в скобках):
- кожух нагревательной камеры (1);
- съемный свод (2);
- футеровка (3);
- электронагреватели (4);
- заслонка (5);
- механизм подъема заслонки (6);
- монтаж электрический (7);
- система КИП и автоматики (8).
Нагревательная камера представляет собой прямоугольный кожух с дверным проемом, установленным на ножках. Кожух камеры выполнен сварным из гнутого листового проката. Для удобства монтажа и ремонта нагревателей свод электропечи выполнен съемным. На него навешивается футеровка.
Футеровка нагревательной камеры выполнена двухслойной. Огнеупорный слой футеровки выполнен из шамотно-волокнистых плит. Между кожухом и огнеупорным слоем проложены теплоизолирующие маты.
Загрузочное окно камеры закрывается футерованной заслонкой. Подъем и спускание заслонки производится с помощью специального электропривода.
Электронагреватели выполнены зигзагообразными из проволоки высокого омического сопротивления.
Система КИП и автоматики электропечи обеспечивает ручной и автоматический режимы управления нагревом; измерение, регулирование и регистрацию температуры процессов термической обработки; управление приводом подъема заслонки.
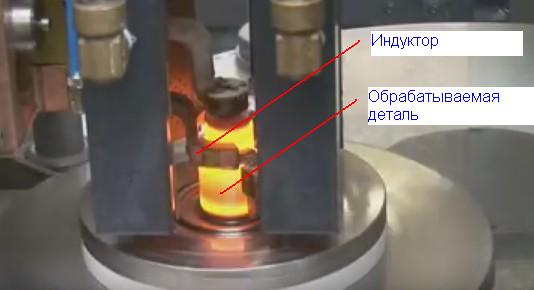
Индукционный нагрев происходит в результате размещения обрабатываемой детали вблизи проводника переменного электрического тока, который называется индуктором. При прохождении по индуктору тока высокой частоты (ТВЧ) создаётся электромагнитное поле и, если в этом поле располагается металлическое изделие, то в нем возбуждается электродвижущая сила, которая вызывает прохождение по изделию переменного тока такой же частоты, как и ток индуктора.
Таким образом наводится тепловое воздействие, которое вызывает разогрев изделия. Тепловая мощность Р, выделяемая в нагреваемой детали, будет равна:
где К – коэффициент, зависящий от конфигурации изделия и величины зазора, образующегося между поверхностями изделия и индуктора; Iин - сила тока; f – частота тока (Гц); r – удельное электрическое сопротивление (Ом·см); m – магнитная проницаемость (Г/Э) стали.
На процесс индукционного нагрева существенное влияние оказывает физическое явление, называемое поверхностным (скин) эффектом: ток индуцируется преимущественно в поверхностных слоях, и при высоких частотах плотность тока в сердцевине детали мала. Глубина нагреваемого слоя оценивается по формуле:
Повышение частоты тока позволяет концентрировать в небольшом объёме нагреваемой детали значительную мощность. Благодаря этому реализуется высокоскоростной (до 500 С/сек) нагрев.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру. Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева - твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.
На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4—0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55—60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Оборудование для выполнения индукционной закалки (ТВЧ)
Индукционная закалка требует специального технологического оборудования, которое включает три основных узла: источник питания - генератор токов высокой частоты, индуктор и устройство для перемещения деталей в станке.
Генератор токов высокой частоты это электрические машины, различающиеся по физическим принципам формирования в них электрического тока.
- Электронные устройства, работающие по принципу электронных ламп, преобразующих постоянный ток в переменный ток повышенной частоты – ламповые генераторы.
- Электромашинные устройства, работающие по принципу наведения электрического тока в проводнике, перемещающихся в магнитном поле, преобразующие трехфазный ток промышленной частоты в переменный ток повышенной частоты – машинные генераторы.
- Полупроводниковые устройства, работающие по принципу тиристорных приборов, преобразующих постоянный ток в переменный ток повышенной частоты – тиристорные преобразователи (статические генераторы).
Генераторы всех видов различаются по частоте и мощности генерируемого тока
Виды генераторов Мощность, кВт Частота, кГц КПД
Ламповые 10 - 160 70 - 400 0,5 - 0,7
Машинные 50 - 2500 2,5 - 10 0,7 - 0,8
Тиристорные 160 - 800 1 - 4 0,90 - 0,95
Поверхностную закалку мелких деталей (иглы, контакты, наконечники пружин) осуществляют с помощью микроиндукционных генераторов. Вырабатываемая ими частота достигает 50 МГц, время нагрева под закалку составляет 0,01-0,001 с.
Способы закалки ТВЧ
По выполнению нагрева различают индукционную непрерывно-последовательную закалку и одновременную закалку.
Непрерывно-последовательная закалка применяется для длинномерных деталей постоянного сечения (валы, оси, плоские поверхности длинномерных изделий). Нагреваемая деталь перемещается в индукторе. Участок детали, находящийся в определенны момент в зоне воздействия индуктора, нагревается до закалочной температуры. На выходе из индуктора участок попадает в зону спрейерного охлаждения. Недостаток такого способа нагрева – низкая производительность процесса. Чтобы увеличить толщину закленного слоя необходимо увеличить продолжительность нагрева с помощью снижения скорости перемещения детали в индукторе. Одновременная закалка предполагает единовременный нагрев всей упрочняемой поверхности.
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
Конструкция и изготовление индукторов для закалки ТВЧ
Индуктора изготавливают из медных трубок, через которые в процессе нагрева пропускается вода. Таким образом предотвращается перегрев и перегорание индукторов при работе. Изготавливаются также индукторы, совмещаемые с закалочным устройством - спрейером: на внутренней поверхности таких индукторов имеются отверстия, через которые на нагретую деталь поступает охлаждающая жидкость.
Для равномерного нагревания необходимо изготавливать индуктор таким образом, чтобы расстояние от индуктора до всех точек поверхности изделия было одинаковым. Обычно это расстояние составляет 1,5-3 мм. При закалке изделия простой формы это условие легко выполняется. Для равномерности закалки, деталь необходимо перемещать и (или) вращать в индукторе. Это достигается применением специальных устройств - центров или закалочных столов.
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Читайте также: