
Встречное и попутное фрезерование реферат
Обновлено: 02.07.2024
Несмотря на то, что у большинства операторов ЧПУ есть привычка использовать встречное фрезерование, бывают случаи когда попутное предпочтительней . Прежде чем приступить к рассмотрению каждого из них, давайте определим разницу.
Фрезерование попутное – когда направление подачи и движения кромки в точке среза совпадает. Такой способ обеспечивает наилучшую чистоту поверхности. Ниже приведена диаграмма, иллюстрирующая разницу при работе на подаче и против подачи.
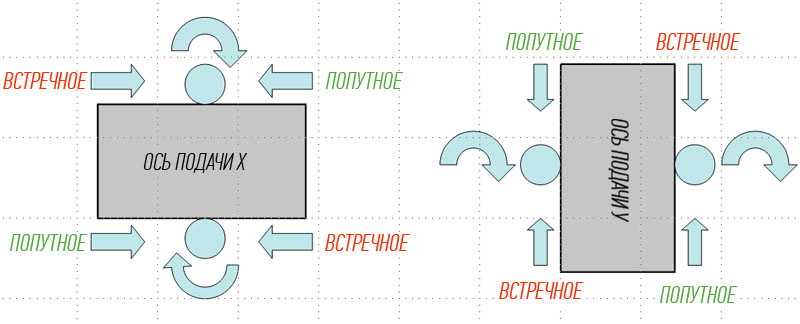
Стрелки показывают движение заготовки
Имейте в виду, что на этой иллюстрации движется заготовка, а не шпиндель. На некоторых станках, например на портальном фрезере, шпиндель перемещается, поэтому метки могут меняться.
Попробуйте провести эксперимент на своем станке по резке в обоих направлениях, и вы увидите, что попутное фрезерование дает более гладкую поверхность (это в большинстве случаев. Однако, бывают и ситуации, когда встречное дает лучший результат). Обратите внимание, что в зависимости от того, каким образом вы фрезеруете, вам необходимо убедиться, что деталь не сместится от нагрузок, приложенных в этом направлении.
- Ширина стружки начинается с нулевой и увеличивается по мере того, как фреза заканчивает нарезку;
- В процессе резки создаются восходящие силы, которые стремятся поднять заготовку во время фрезерования;
- При встречном фрезеровании требуется больше энергии, чем при попутном;
- Качество обрабатываемой поверхности становится хуже, потому что стружка поднимается стружечными канавками и падает перед режущим инструментом. В результате большинство стружки режется повторно. В данной ситуации может помочь подача СОЖ в зону реза;
- Инструмент изнашивается быстрее, чем при попутном фрезеровании;
- Встречное предпочтительно для обработки шероховатых поверхностей;
- Инструмент отклоняется параллельно направлению подачи
- Ширина стружки начинается с максимальной и уменьшается;
- Стружка падает за режущим инструментом, тем самым уменьшается ее повторный рез;
- Меньше износ инструмента – срок службы продлевается на 50%;
- Улучшается качество обработки поверхности из-за меньшего вторичного нарезания;
- Требуется меньшая мощность;
- Резание на подаче оказывает нисходящее усилие на деталь, что упрощает требования к ее креплению. Нисходящее усилие также может помочь уменьшить вибрацию при установке станка на тонких полах;
- Фрезерование на подаче снижает упрочнение детали;
- Тем не менее, оно может вызывать сколы при фрезеровании горячекатанных материалов из-за закаленного слоя на поверхности.
- Отклонение инструмента происходит перпендикулярно подаче, поэтому оно может увеличивать или уменьшать ширину разреза и влиять на точность.
Люфт и попутное фрезерование
Существует следующая проблема с попутной фрезеровкой, которая заключается в том, что инструмент может выбирать люфт передачи, если силы резания достаточно велики. Проблема в том, что в процессе резания рабочий стол будет тянуться на счет усилий на фрезе. И если в передаче есть люфт, это приведет к смещению стола с заготовкой на величину люфта. И, если величина люфта будет достаточной, и режущий инструмент работает с достаточной мощностью - это вызовет вибрацию, может привести к поломке инструмента и возможно даже травме оператора из-за летящих осколков. Поэтому многие мастерские запрещают попутную фрезеровку , на всех станках, у которых известен люфт. Некоторые станки оборудуются передачами с выборкой люфта, например ШВП с двойными гайками.
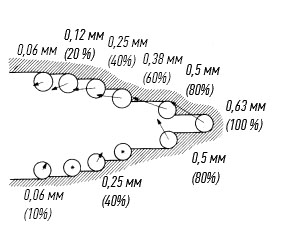
Один из способов рассмотреть этот вопрос – подойти к нему с точки зрения подачи зуб. Это показатель того, сколько материала каждый зуб режущего инструмента пытается срезать. Типичные значения для чистовой обработки составляют от 2-4 сотки на зуб. Для черновой обработки эта величина может увеличиться до нескольких десяток. В худшем случае попутное фрезерование может зацепить станину и рывком переместить деталь на всю величину люфта в тот момент, когда зуб режет деталь. Поэтому к моменту врезания следующего зуба подача увеличится на величину люфта. Предположим, что черновая подача на оборот равна 6 соток и есть люфт 4 сотки. В худшем случае подача на зуб может внезапно увеличиться до 0.1 мм. Это, конечно, еще не конец света, но уже порядочная нагрузка. Теперь предположим, что у вас более старый станок с люфтом 0.3 мм и подача на зуб составляет 8 соток. Если случится выборка люфта, то следующий зуб начнет резать стружку в 0.38 мм вместо 0.08. Это с большой вероятностью означает поломку инструмента.
Нужно учитывать, достаточно ли сила резания для того, чтобы выборки люфта. Многое будет зависеть от сценария точной обработки вашего станка. Если у вас легкий стол на шариковых направляющих с низким трением,, он может легко схватиться инструментом. Если у вас много железа на столе, и, вы работаете с затянутыми регулировочными клиньями, возможность схватывания будет меньше. Есть способы рассчитать силу резания, нов в общем подходе необходимы использовать меньшие концевые фрезы, меньшую глубину резания, более низкие подачи и более низкую скорость вращения шпинделя – все это уменьшает силу резания и вероятность схватывания и выборки люфта.
Кстати, станки с ЧПУ вообще-то не должны иметь заметного люфта, поэтому это больше касается ручных машин.
При определенных условиях попутное фрезерование создает отрицательную геометрию резания.
До этого момента, вы, вероятно, думали, что стоит использовать попутное фрезерование везде где можно. Ведь такой подход создает лучшее качество обрабатываемой поверхности, требует меньше энергии и менее подвержен отклонению режущего инструмента. А операторы, работающие в ручном режиме, говорят что не стоит использовать попутное, потому что это опасно при работе на машине с люфтом. На самом деле, правда где-то посередине. Можно отметить следующие эмпирические правила:
- При фрезеровании на глубину в половину диаметра фрезы или меньше лучше использовать попутное (при условии, что у вашей машины низкий люфт, и это безопасно);
- При фрезеровании на глубину ¾ диаметра фрезы способ фрезерования не имеет значения;
- При фрезеровании на глубину ¾ - 1 диаметра фрезы лучше встречное.
Каким образом направление фрезерования подачи влияет на отклонение и точность инструмента?
На следующем рисунке показаны небольшие стрелки (называемые векторами), показывают направление отклонение инструмента, когда резец перемещается по траектории инструмента:
Стрелки показывают где режущее усилие пытается отклонить фрезу. Встречный рез вверху, попутное фрезерование внизу
Попробуйте использовать попутное фрезерование для черновой обработки, потому что это даст вам возможность работать быстрее, а эффект от отклонения инструмента существенно не влияет на точность и не имеет значения – последующий финишный проход обеспечит точность. Вы можете грубо работать значительно быстрее, потому что усилие резания меньше и толсто-тонкий профиль стружки переносит тепло на стружку. Стружка уносит тепло, что особенно важно для обработки твердых материалов таких как нержавеющая сталь. Тем самым обеспечивается лучшее качество обрабатываемой поверхности, если вы можете позволить повторный финишный проход.
Встречное фрезерование для финишной обработки
Это противоречит здравому смыслу, по мнению большинства операторов станков. При прочих равных условиях они правы, но есть нюансы.
Обратите внимание, что это может быть особенно важно при работе с тонкими стенками, где они очень тонки!
Поэтому важно перейти на встречное фрезерование для финишной обработки, если вам вообще неприемлемо отклонение. По крайней мере, следует избегать слишком большой глубины реза при попутном фрезеровании, чтобы избежать отклонений. Чтобы свести отклонения к минимуму, следует использовать не более 30% диаметра режущего инструмента для встречного фрезерования и 5% для попутного.
Правильное управление отклонением может помочь вам избежать необходимости дополнительного фрезерования для очистки поверхности.
Встречное фрезерование для микрообработки
По тем же причинам, а особенно если учесть, что отклонение намного хуже влияет на микрофрезерование, стоит выбирать встречный тип вместо попутного для обработки микрофрезами.
Встречным и попутным фрезерованием называются работы, которые можно вести при помощи дисковых или цилиндрических фрез, способ зависит от того, в каком направлении происходит подача материала.
Различие способов заключается не только в этом, но и в толщине среза. В зависимости от того, какой способ фрезеровки выбран, она может быть нулевой на начале резания или, наоборот, иметь в этом месте максимально допустимое значение.


Что такое встречное фрезерование?
Встречное фрезерование – это способ фрезеровки, при котором режущий инструмент движется по направлению, встречному по отношению к заготовке. Такое определение наиболее точно отражает суть этого способа, особенностью которого является высокая производительность. Однако есть и минус – быстро изнашивается режущая фреза.
Основными преимуществами встречного фрезерования являются:
выполняемые операции высокоточные;
фрезерная установка не перегружена и не подвергается чрезмерной нагрузке;
даже если заготовка из жесткого материала, ее обработка производится мягко.
Изнашивается фреза из-за попадания на нее большого количества стружки во время обработки. К сожалению, способа для предотвращения износа пока не придумано. Происходит это из-за того, что режущая кромка слишком сильно вжата в обрабатываемую деталь, трение и температура очень высокие, а также из-за направления, в котором движется фреза.
Когда производится фрезеровка встречным способом, надо соблюдать следующее условие – заготовку нужно прочно и надежно зафиксировать на станке, чтобы она не гуляла. Это необходимо потому, что силы резания отрывают фрезу и обрабатываемую деталь друг от друга из-за действия радиальных сил. Соответственно, после жесткой фиксации детали возможности станка ограничиваются, вследствие чего происходит снижение эффективности работы.
Есть и еще один нюанс. Попадание стружки на заготовку влечет повреждение ее поверхности. Поэтому с высокой вероятностью потребуется дополнительно произвести чистовую обработку изделия. Стружка имеет минимальную толщину (нулевую) в начале процесса резания, а максимальную – на выходе из него, то есть толщина среза изменяется. Из-за того что стружка получается довольно толстой, и деталь во время выхода из резания сильно нагревается, напряжение может быть излишне высоким. На состоянии обрабатывающего инструмента это скажется губительно, каждая из режущих кромок может выйти из строя. Помимо этого, стружка часто налипает или наваривается на зубчики фрезы, оставаясь там до следующей операции. Как только режущая кромка начнет процесс резания с налипшей стружкой, она обязательно будет повреждена.
Способ встречной фрезеровки хорош, если обрабатываются детали из жаропрочных сплавов, причем при помощи керамических пластин. И еще – если имеются перепады в припусках на обработку, удобнее фрезеровать указанным способом.
Достоинства и недостатки попутного метода
Способ попутного фрезерования (иначе он называется фрезерованием по подаче) означает, что заготовка подается в том же направлении, что и скорость фрезеровки. Схема точно такая же, как у встречного фрезерования, различие только в направлении. При использовании способа встречной фрезеровки вся пыль, образующаяся в процессе резки, летит на поверхность режущей кромки, а при использовании способа фрезеровки по подаче она остается позади фрезы и не наносит ей вреда. В этом состоит основное отличие этих двух способов.
Если особенности оборудования позволяют использовать способ фрезерования по подаче, то он, безусловно, предпочтительнее для обработки. При использовании попутного фрезерования происходит уменьшение толщины стружки по пути из входа в резание до выхода из него. Таким образом, зубья режущей кромки не затираются, а заготовка по поверхности не выглаживается в момент начала резания. Соотношение диаметра фрезы и ширины фрезеровки для каждого типа станка выверяется отдельно, общих правил нет. Есть плюсы в том, что стружка имеет большую толщину. По воздействием силы в процессе резьбы фреза плотно прижата к обрабатываемой детали, именно поэтому обеспечивается постоянное контактирование зубчиков на режущей кромке с деталью.
Чтобы стружка не стала излишне толстой, а режущая кромка не получила повреждений, механизм подачи в рабочем столе должен быть оборудован беззазорным приводом. Для этого нужно обзавестись специальным устройством, уничтожающим зазор, который возникает между гайкой и ходовым винтом в результате воздействия сил резания. Если такой привод обеспечить нельзя, лучше использовать встречную фрезеровку.
Никакой особенной фиксации для фрезерования по подаче не требуется, деталь и так прижмется к поверхности рабочего стола.
Преимущества для этого способа характерны следующие:
у изделия отсутствуют лишние шероховатости и неровности;
режущая кромка подвергается значительно меньшему давлению;
стружка снимается плавно, а значит, срок службы фрез возрастает;
плавность снятия стружки делает изделие более гладким, то есть, оно не нуждается в дополнительной обработке.
Есть у этого способа и изъяны. Операции, которые производятся во время фрезерования по подаче, менее точны. Если на рабочем столе имеются зазоры, процесс фрезеровки будет сопровождаться высокой вибрацией, что, разумеется, ухудшит итоговое качество изделия. Увеличится и нагрузка на зубчики режущего инструмента. И, поскольку нагрузка на зубчики фрезы во время обработки ударная, то необходима жесткая фиксация оборудования на станок. А также и станок не может быть нежестким, он обязательно должен быть устойчивым, хорошо зафиксированным, не иметь провисающих или ненадежных поверхностей.
Применение
Для попутной фрезеровки необходимо оборудование с жесткой поверхностью и фиксацией. Только так можно закрепить обрабатываемую заготовку прочно и надежно, чтобы получить качественный результат. Если же нужно обработать штамповку, поковку, литую деталь или же изделие, у которого имеется дополнительная необработанная поверхность, то такой способ будет отличаться малой эффективностью. Кроме того, наличие твердых включений в детали могут вызвать значительный износ инструмента или (при самом плохом исходе) спровоцировать его поломку.
Встречное фрезерование дает обрабатываемой детали дополнительную плотность, это считается одним из достоинств способа. Тем не менее очень высокая степень износа режущей кромки, а также низкая производительность делают его эффективным далеко не в каждом случае, и уплотнение детали может пойти совсем не на пользу процессу фрезеровки.
Метод встречной фрезеровки более востребован, когда требуется провести черновую обработку, а попутной – когда нужна чистовая обработка. Для черновой обработки не подойдет попутный метод из-за того, что, когда зубья режущей кромки заходят в срезаемый слой, нагрузка на них очень высока.
Фрезеровкой любого типа нужно заниматься на фрезерном либо токарно-фрезерном станке – на нем будут совмещены опции для токарных работ и фрезеровочных. При необходимости возможно приобретение токарного станка отдельно в качестве дополнительного оборудования.
В зависимости от того, какого качества деталь нужна, и следует выбирать способ ее фрезеровки. Нет плохого и нет хорошего способа фрезерования, каждый обладает и достоинствами, и недостатками.

При обработке металлов резанием с помощью цилиндрических и дисковых фрез имеется возможность выбора направления подачи инструмента относительно движения заготовки – попутное и встречное. У каждого из способов обработки есть свои достоинства и недостатки, выбор направления движения зависит от характера обработки детали.
Попутное фрезерование
При попутном режиме резания движение детали совпадает с направлением перемещения фрезы. Главной особенностью данного способа является скачкообразное погружение зуба в заготовку и, соответственно, сильная ударная нагрузка и повышенный износ режущей части. Это наиболее заметно при обработке поверхностно уплотненных деталей, а также при использовании цилиндрического прямозубого инструмента.

Важным эффектом попутного реза является уплотнение поверхности детали. В зависимости от технологических требований это может быть как достоинством, так и недостатком метода. Уплотнение происходит по причине пластинчатой деформации срезаемого слоя. Преимуществом попутной обработки является давление фрезы на заготовку, что увеличивает жесткость сопряжения и точность фрезерования.
Основные достоинства метода:
- Простое удаление стружки благодаря тому, что она образуется позади инструмента.
- Нет необходимости в применении специальных прижимных механизмов, для обеспечения жесткости сопряжения достаточно силы резания.
- Плавный съём металла и, соответственно, высокое качество поверхности.
- Медленный и равномерный износ зубьев фрезы, увеличение ресурса работы инструмента.
Одним из недостатков попутного фрезерования является необходимость отсутствия зазоров при передвижении стола. В противном случае обработка будет сопровождаться серьёзными вибрационными нагрузками и уменьшением качества обработки. Второй важный недостаток – ударная нагрузка на зубья фрезы.
Все эти ограничения позволяют применять попутное фрезерование только на жестких станках при повышенных требованиях к фиксации заготовки. Большое значение играет и качество поверхности, при низком качестве обработки фреза может быстро выйти из строя. Поэтому данный способ фрезерования не подходит для поковок, штамповок и других заготовок без предварительной черновой обработки.
Особенности встречного метода
При встречном фрезеровании направление вращения фрезы противоположно движению детали. Поэтому если при попутном основной действующей силой реза является сминание поверхностного слоя, то при встречном большую часть работы выполняют растяжение и изгиб. Это обеспечивает плавное погружение зуба и увеличение ресурса эксплуатации инструмента даже при обработке деталей с упрочненным поверхностным слоем. Но при этом возможно и проскальзывание зуба, что приводит к увеличению прочности продавленного слоя металла.

Недостатком метода является сложность удаления стружки, непостоянство её толщины. Вследствие этого возникает вибрация и снижается качество обработки. Поэтому требуется максимально прочная фиксация детали.
Выводы
У каждого из методов есть свои достоинства и недостатки, и выбор зависит от условий фрезерования и требований к качеству поверхности. Попутное фрезерование оптимально для:
- чистовой обработки;
- съёма тонкого слоя за один проход;
- фрезерования деталей без поверхностного упрочнения.
Соответственно встречное более всего подходит для черновой обработки и работы с поверхностно упрочненными деталями. Оба способа широко используются в современной металлообработке.
При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование (фрезерование против подачи) и попутное фрезерование (фрезерование по подаче).
Встречным называется фрезерование, которое осуществляется при противоположных направлениях движения фрезы и обрабатываемой заготовки в месте их контакта (рис. 15, а, б).
Попутное фрезерование производится при совпадающих направлениях вращения фрезы и движения обрабатываемой заготовки в месте их контакта (рис. 15, в, г).

Рис. 15. Схемы фрезерования
При встречном фрезеровании толщина среза изменяется от нуля при входе зуба в точке А до максимального значения при выходе зуба из контакта с обрабатываемой заготовкой в точке В. При попутном фрезеровании толщина среза изменяется от максимальной величины в момент входа зуба в контакт с обрабатываемой заготовкой в точке В до нуля при выходе в точке А.
При встречном фрезеровании процесс резания происходит спокойнее, так как толщина среза нарастает плавно, следовательно, нагрузка на станок возрастает постепенно. При попутном фрезеровании в момент входа зуба в контакт с обрабатываемой заготовкой сказывается удар, так как именно в этот момент будет максимальная толщина среза. Поэтому попутное фрезерование можно производить на станках, обладающих достаточной жесткостью и виброустойчивостью, и главным образом при отсутствии зазора в сопряжении ходовой винт — маточная гайка продольной подачи стола.
Кроме того, при попутном фрезеровании заготовка прижимается к столу, а стол — к направляющим, что обеспечивает лучшее качество поверхности.
При попутном фрезеровании значение угла наклона главной режущей кромки будет положительным, при встречном — отрицательным (независимо от направления подъема винтовой канавки).
При прочих равных условиях стойкость фрезы при попутном фрезеровании выше, чем при встречном, кроме случаев работы по твердой корке. Недостатком встречного фрезерования является также стремление фрезы оторвать заготовку от поверхности стола.
Читайте также: