
Термічна обробка сталі реферат
Обновлено: 02.07.2024
Химико-термической обработкой называется обработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали. При ХТО происходит поверхностное насыщение стали соответствующим элементом (C, N, Al, Cr, Si и др.) путем его диффузии в атомарном состоянии из внешней среды (твердой, газовой, паровой, жидкой) при высокой температуре.
Содержание
Работа состоит из 1 файл
Министерство Образования и Науки Российской Федерации.docx
Министерство Образования и Науки Российской Федерации
Общая характеристика процессов химико-термической обработки сталей……. 4
Диффузионная металлизация……………………………………………… ………..16
Список используемой литературы…………………………………………………. ..21
Химико-термической обработкой называется обработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя стали. При ХТО происходит поверхностное насыщение стали соответствующим элементом (C, N, Al, Cr, Si и др.) путем его диффузии в атомарном состоянии из внешней среды (твердой, газовой, паровой, жидкой) при высокой температуре.
Химико-термическая обработка нашла широкое применение в машиностроении. Большое число деталей массового применения подвергается цементации (науглероживанию), нитроцементации (азотонауглероживанию) и азотированию.
Широкое применение химико-термической обработки объясняется тем, что большинство деталей и механизмов работают в условиях износа, кавитации, циклических нагрузок, коррозии ( химической, электрохимической) при криогенных или высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла. Химико-термическая обработка, повышая твердость поверхности, износостойкость, кавитационную и коррозионную стойкость и создавая на поверхности благоприятные остаточные напряжения сжатия, увеличивает надежность и долговечность деталей машин.
Общая характеристика процессов химико-термической обработки стали
Процесс химико-термической обработки включает три элементарные стадии:
1. Выделение диффундирующего элемента в атомарном состоянии благодаря реакциям, протекающим во внешней среде;
2. Контактирование атомов диффундирующего элемента с поверхностью стального изделия и проникновение (растворение) их в решетку железа (адсорбция);
3. Диффузия атомов насыщающего элемента вглубь металла.
Скорость диффузии атомов насыщающего элемента в решетку железа неодинакова. При насыщении углеродом или азотом, образующим с железом твердые растворы внедрения, диффузия протекает быстрее, чем при насыщении металлами, образующими твердые растворы замещения.
Толщина проникновения (диффузия) зависит от температуры и продолжительности насыщения (рис. 1).
Рис. 1. Зависимость толщины диффузионного слоя от продолжительности насыщения (а), температуры (б) и изменение концентрации по толщине диффузионного слоя (в).
Концентрация диффундирующего элемента на поверхности зависит от активности окружающей среды, обеспечивающий приток атомов этого элемента к поверхности, скорости диффузионных процессов, приводящих к переходу этих атомов в глубь металла, состава обрабатываемого металла, состава и структуры образующихся фаз. Повышение температуры, увеличивает скорость процесса диффузии, поэтому толщина диффузионного слоя, образующегося за данный отрезок времени, сильно возрастает с повышением температуры процесса (рис. 1,в).
Природа первичных образований, фазовый состав и изменение концентрации по толщине диффузионного слоя могут быть описаны диаграммой состояния: металл растворитель – диффундирующий элемент.
Чем выше концентрация диффундирующего элемента на поверхности детали, тем выше толщина слоя. Чем выше температура процесса, тем больше скорость диффузии атомов, а следственно, возрастает толщина диффузионного слоя.
Границы зерен являются участками, где диффузионные процессы облегчают из-за наличия большого числа дефектов кристаллического строения. Если растворимость диффундирующего элемента в металле мала, то часто наблюдается преимущественная диффузия по границам зерен. При значительной растворимости диффундирующего элемента в металле роль пограничных слоев уменьшается. В момент фазовых превращений диффузия протекает быстрее.
Цементацией называется процесс насыщения поверхностного слоя стали углеродом. Различают два основных вида цементации: твердым углеродсодержащими смесями (карбюризаторами) и газовую.
Целью цементации является получение твердой и износостойкой поверхности, что достигается обогащение поверхностного слоя углеродом и последующей закалкой с низким отпуском. Цементация и последующая термическая обработка одновременно повышают и предел выносливости.
Для цементации обычно используют низкоуглеродистые стали (0,12 – 0,23% С). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохранял высокую вязкость после закалки.
Для цементации детали поступают после механической обработки с припуском на шлифование 0,05 – 0,10 мм или после окончательной обработки (например, автомобильные шестерни). Во многих случаях цементации подвергаются только часть детали; тогда участки, не подлежащие упрочнению, защищают тонким слоем меди (0,02 – 0,05 мм), которую наносят электролитическим способом, или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста или окиси алюминия и талька, замешанных на жидком стекле и др.
Рассмотрим механизм образования и строение цементованного слоя. Диффузия углерода в сталь возможна только в том случае, если углерод находится в атомарном состоянии, получаемом, например, диссоциацией газов, содержащих углерод (CO, CH ₄ и др.). атомарный углерод адсорбируется поверхностью стали и диффундирует в глубь металла.
Цементация, как правило, проводя т при температурах выше точки Ас ₃ , при которых устойчив аустенит, растворяющий в больших количествах углерод. При цементации стали атомы углерода диффундируют в решетку γ-железа.
При температуре цементации (выше точки Ас ₃ ) диффузионный слой состоит только из аустенита, а после медленного охлаждения – из продуктов его распада: феррита и цементита (рис. 3,а). Концентрация углерода при этом обычно не достигает предела насыщения (Cmax) при данной температуре.
Рис. 3. Диаграмма состояния Fe - Fe ₃ C (а), изменение содержания углерода, твердости после закалки (б), и микроструктуры после медленного охлаждения (в, х 250) по толщине цементованного слоя.
Цементированный слой имеет переменную концентрацию углерода по глубине, убывающую от поверхности к сердцевине детали (рис. 3,б). В связи с этим после медленного охлаждения в структуре цементованного слоя можно различить (от поверхности к сердцевине) три зоны (рис. 3,в): заэвтектоидную 1, состоящую из перлита и вторичного цементита, образующего сетку бывшему зерну аустенита; эвтектоидную 2, состоящую из одного пластичного перлита, и доэвтектоидную 3 – из перлита и феррита. Количество феррита в этой зоне непрерывно возрастает по мере приближения к сердцевине.
Легирующие элементы, присутствующие в стали, оказывают влияние на структуру цементируемого слоя, механизм его образования и скорость диффузии. В случае цементации сталей, легированных карбидообразующих элементами, при температуре диффузии возможно образование двухфазного слоя – аустенит и карбиды, имеющие глобулярную форму. В этом случае средняя суммарная концентрация углерода на поверхности может превышать растворимость углерода в аустените при данной температуре. Нередко концентрация углерода в сталях, содержащие Cr, Mn, W, Mo или V, достигает 1,8 – 2,0%.
Легирующие элементы в том количестве, в котором они присутствуют в цементуемых сталях, на толщину слоя практически влияния не оказывают.
При цементации твердым карбюризатором насыщающей средой является древесный уголь (дубовый или березовый) в зернах поперечником 3,5 – 10 мм или каменноугольный полукокс и торфяной кокс, к которым добавляют активизаторы. При цементации твердым карбюризатором атомарный углерод образуется следующим образом. В цементированном ящике имеется воздух, кислород которого при высокой температуре взаимодействует с углеродом карбюризатора, образуя окись углерода. Окись углерода в присутствии железа диссоциирует по уравнению
Углерод выделяющийся в результате этой реакции в момент его образования, является атомарным и диффундирует в аустенит. Добавление углекислых солей активизирует карбюризатор, обогащая атмосферу в цементационном ящике окисью углерода:
BaCO ₃ + C→BaO + 2CO.
Газовая цементация осуществляется путем нагрева изделия в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твердом карбюризаторе, поэтому ее широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае газовой цементации можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации процессов и значительно упрощается последующая термическая обработка изделий, так как можно производить закалку непосредственно из цементационной печи.
Наиболее качественный цементованный слой получается при использовании в качестве карбюризатора природного газа, состоящего почти полностью из метана (CH ₄ ) и пропанбутановых смесей, подвергнутых специальной обработке, а также жидких углеродов. Основной реакцией, обеспечивающей науглероживание при газовой цементации, является диссоциация окиси углерода и метана:
CH ₄ →2H ₂ + Cат, Cат→Feγ=аустенит Feγ(С).
Окончательные свойства цементованных изделий достигаются в результате термической обработки, выполняемой после цементации. Этой обработкой можно исправлять структуру и измельчить зерно сердцевины и цементованного слоя, неизбежно увеличивающихся во время длительной выдержки при высокой температуре цементации, получить высокую твердость в цементованном слое и хорошие механические свойства сердцевины; устранить карбидную сетку в цементованном слое, которая может возникнуть при насыщении его углеродом до заэвтектоидной концентрации.
В большинстве случаев, особенно при обработке наследственно мелкозернистых сталей, применяют закалку выше точки Ас1 (сердцевины) при 820 – 850˚С.
Это обеспечивает измельчение зерна и полную закалку цементованного слоя и частичную перекристаллизацию и измельчение зерна сердцевины. После газовой цементации часто применяют закалку без повторного нагрева, а непосредственно из цементационной печи после подстуживания изделий до 840 – 860 ˚С, для уменьшения коробления обрабатываемых изделий. Такая обработка не исправляет структуры цементованного слоя и сердцевины, поэтому непосредственную закалку применяют только в случае, когда изделия изготовлены из наследственно мелкозернистой стали.
Заключительно операцией термической обработки цементованных изделий во всех случаях является низкий отпуск при 160 – 180 ˚С, переводящий мартенсит закалки в поверхностном слое, отпущенный мартенсит, снимающий напряжения.
* Данная работа не является научным трудом, не является выпускной квалификационной работой и представляет собой результат обработки, структурирования и форматирования собранной информации, предназначенной для использования в качестве источника материала при самостоятельной подготовки учебных работ.
ОГЛАВЛЕНИЕ
Актуальность темы. 4
Основная часть (Основные виды термической обработки стали). 4
Список литературы. 10
ВВЕДЕНИЕ
Материаловедение – это наука о связях между составом, строением и свойствами материалов и закономерностях их изменений при внешних физико-химических воздействиях.
Термическая обработка стали – это совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью придания им определённых свойств за счёт изменения внутреннего строения и структуры. Цель термообработки – это придание сплавам таких свойств, которые требуются в процессе эксплуатации этих изделий. Есть упрочнение металла (например: коленчатый вал в двигателе автомобиля – к нему предъявляется повышенная прочность при эксплуатации). Но есть и такие технологические процессы, в которых термообработка не является конечной операцией, а промежуточной и её цель – снижение твёрдости стали, сплава для последующей обработки. Процесс термообработки состоит из нагревания до каких то определённых температур, выдержки детали, заготовки при этих температурах и последующем охлаждении с определённой скоростью. Термообработке подвергают заготовки (кованные, штампованные и т.д.), детали машин и различный инструмент. Для заготовок термообработка заключается в снижении твердости, улучшении их структуры, а для деталей – это придание им определённых свойств (твердости, прочности, износостойкости). Улучшение механических качеств даёт возможности использовать сплавы более простых составов, расширить область их применения. Термообработкой можно повысить допускаемые напряжения, уменьшить массу деталей и механизмов, а также существенно повысить их надёжность и долговечность, что очень важно в машиностроении. Например, упрочнению термообработкой подвергаются до 10% общей выплавки в стране, а в машиностроении до 40%. В термообработке есть следующие виды этого процесса: отжиг, закалка, отпуск, а также есть химико-термическая и термомеханическая обработка. В данном реферате будут рассмотрены, основные виды термической обработки стали.
Не смотря на наш компьютерный век, современному человеку необходимо знать и применять термообработку сталей и сплавов.
Ознакомится, и изучить термическую обработку, сплавов.
Основные виды термической обработки стали.
После проката, литья, ковки, обработки резаньем и прочих видов обработки происходит неравномерное охлаждение заготовок. В результате чего появляется неоднородность, как структуры, так и свойств, а также появление внутренних напряжений. А также отливки при затвердевании получаются неоднородными по химическому составу. Для устранения таких дефектов и применяют отжиг.
Отжигом – называется вид термической обработки, состоящий в нагреве металла, имеющего неустойчивое состояние в результате предшествующей обработки и приводящей металл в более устойчивое состояние. При этом процессе заготовки и изделия получают устойчивую структуру без остаточных напряжений.
Цели отжига – снятие внутренних напряжений, устранение структурной и химической неоднородности, снижение твердости и улучшение обрабатываемости, подготовка к последующим операциям.
Отжиг делится на полный, неполный, диффузионный, рекристаллизационный, низкий, изотермический и нормализационный. Полный отжиг применяется для снижения твердости, прочности стали, а пластичность при этом повышается. При полном отжиге в металле происходит, перекристаллизация стали и уменьшения размера зерна, за счёт чего и достигаются указанные выше свойства.
Неполный отжиг применяется, для улучшения обрабатываемости резанием и для подготовки стали к закаливанию.
Изотермический отжиг заключается, в нагреве стали до определённой температуры и относительно быстром охлаждении, также до определенных температур и последующем охлаждении на воздухе. При этом получается, более однородная структура стали. Изотермическая выдержка производится в расплаве соли.
Диффузионный отжиг заключается, в нагреве стали до 1000-1100 градусов по Цельсию, выдержке (10-15 часов) при этой температуре и последующем медленном охлаждении. В результате такого отжига происходит, выравнивание неоднородности стали по химическому составу. Такая высокая температура необходима для ускорения диффузионных процессов. При высокой температуре нагрева и продолжительной выдержке получается крупнозернистая структура, которая устраняется последующим полным отжигом.
Рекристаллизационный отжиг необходим для снятия наклёпа и внутренних напряжений после холодных деформаций и подготовки к дальнейшему деформированию. В результате такого отжига образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Низкий отжиг применяют для того, что бы только снять внутреннее напряжение, которое возникает после механической обработки.
Нормализация состоит, из нагрева стали, её выдержке при определенной температуре и после чего оставляют охлаждаться на воздухе. Нормализация – это более дешёвая термическая операция, чем отжиг, так как печи используют только для нагрева и выдержки.
К термической обработке стали также, относят закалку. Суть этого процесса заключается, в нагреве стали до больших температур и после чего сталь быстро охлаждают. Цель закалки – это придание стали повышенной прочности, твердости, но при этом снижается вязкость и пластичность. Закалка характеризуется двумя способностями: закаливаемостью и прокаливаемостью. Закаливаемость характеризуется определённой твёрдостью, которая сталь приобретает после закалки, а также зависит от содержания углерода в данной стали. Стали с очень низким содержанием углерода (до 0,3) закалке не поддаются и она для них не применяется.
Прокаливаемость – это глубина проникновения закалённой зоны (области).
Прокаливаемость зависит от химического состава стали. С повышением содержания углерода прокаливаемость увеличивается. На прокаливаемость влияет также скорость охлаждения. Чем выше скорость охлаждения, тем больше прокаливаемость. Поэтому при закалке в воде прокаливаемость более высокая, чем при закалке в масле. Большие размеры закаливаемой детали, также приводят к значительному уменьшению прокаливаемости.
Способы охлаждения также относят к одной из операций термообработки.
По способу охлаждения различают виды закалки: в одной среде, в двух средах, ступенчатая и изотермическая. Закалке в одной среде проще и наиболее чаще применяется, но недостаток её состоит в том, что возникают внутренние напряжения. При закалке в двух средах, изделие сначала охлаждают сначала в одной среде, а затем в другой (вода, масло, воздух).
При изотермической закалке, как и при ступенчатой, детали переохлаждают в среде, далее на воздухе. Преимущества этого способа закалки заключается в большей вязкости, отсутствии трещин, минимальном короблении. Изотермическую закалку применяют для изделий сложной формы. Существенную роль играют также способы погружения деталей в охлаждающую жидкость. Например длинные изделия вытянутой формы ( свёрла, метчики) погружают в строго вертикальном положении, чтобы избежать коробления.
Отпуск стали – это вид термической обработки, следующий за закалкой и заключающийся в нагреве стали до определённой температуры, выдержки и охлаждении. Цель отпуска стали - снятие внутренних напряжений, повышение вязкости и пластичности.
Различают низкий, средний и высокий отпуск. Низкий отпуск проводится при температуре 150-200 градусов Цельсия. В результате снимаются внутренние напряжения, происходит увеличение пластичности и вязкости без заметного снижения твердости и износостойкости. Низкому отпуску подвергают режущий и мерительный инструмент, а также детали, которые должны обладать высокой износостойкостью и твёрдостью.
При среднем отпуске нагрев производится до 350-450 градусов Цельсия. При этом происходит некоторое снижение твёрдости при значительном увеличении упругости и сопротивляемости действию ударных нагрузок. Применяется для пружин, рессор, ударного инструмента.
Высокий отпуск производится при 550-650 градусов Цельсия. При этом твёрдость и прочность снижаются значительно, но очень сильно возрастают вязкость и пластичность, однако создаётся оптимальный вариант для конструкционных сталей сочетание механических свойств. Применяется для деталей, которые подвергаются действию высоких нагрузок. Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей. Продолжительность выдержки зависит от размеров деталей: чем они больше, тем длиннее выдержка. Низкий отпуск инструментов обычно происходит в течении 0,5-2,5 часа. Для измерительных инструментов проводят более длительный отпуск до 10-15 часов.
Наряду с горячей обработкой стали, применяется также обработка холодом.
Обработка холодом состоит в том, что закаливаемые детали на некоторое время погружают в среду имеющую температуру ниже 0 градусов Цельсия.
Производить обработку холодом нужно сразу после закалки. Такой обработке подвергают измерительный инструмент, части точных механизмов, детали шарикоподшипников. Обработка холодом не уменьшает внутренних напряжений, поэтому после неё необходим отпуск.
Термомеханическая обработка относится к комбинированным способам и представляет собой пластическую деформацию металла с закалкой. Как при закалке, так и при пластической деформации повышение прочности всегда связано с уменьшением пластичности. Преимуществом является то, что при большом увеличении прочности характеристики пластичности снижаются незначительно, а ударная вязкость в 1,5-2 раза выше по сравнению с той же маркой стали после закалки низким отпуском. Термомеханическая обработка делится на два способа: высокотемпературный и низкотемпературный.
При высокотемпературном – сталь нагревают и подвергают деформации. Сразу после деформации сталь подвергается закалке, после закалки производят низкий отпуск.
При низкотемпературном – сталь нагревается и охлаждается, после чего её деформируют. После деформации следует закалка. После закалки следует низкий отпуск.
Низкотемпературная обработка получила незначительное применение. Наиболее часто применяют высокотемпературную обработку. Её удобство в том, что заготовки сразу после окончания горячей обработки давлением: ковки или проката, могут подвергаться закалке без специального нагрева, используя только тепло после горячего деформирования. Преимущество этого процесса состоит в экономии топлива, для нагрева под закалку, сокращение времени изготовления деталей, повышении механических свойств, увеличение прочности, ударной вязкости при незначительном снижении пластичности.
Процеси термічної обробки сталі: відпал, гартування та відпуск. Технологія відпалу гомогенізації та рекристалізації, гартування сталі. Повний, неповний, ізотермічний та нормалізаційний відпали другого роду. Параметри режиму та різновиди відпуску.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | украинский |
| Дата добавления | 06.03.2011 |
| Размер файла | 1,6 M |
Подобные документы
Сутність термічної обробки металів, головні параметри цих процесів. Класифікація видів термічної обробки. Температурний режим перетворення та розпаду аустеніту. Призначення та види обробки сталі. Особливості способів охолодження і гартування виробів.
реферат [2,3 M], добавлен 21.10.2013
Загальна характеристика сталей, технологічний процес виготовлення штампу, режими термічної обробки. Перетворення під час нагрівання, охолодження та загартування. Удосконалення технологічних процесів на основі аналізу фазово-структурних перетворень сталі.
курсовая работа [301,6 K], добавлен 08.11.2010
Характеристика матеріалу для виготовлення підвісок. Загальні відомості про перетворення, що протікають у сталі під час термічної обробки. Хімічні процеси, що проходять під час нагрівання деталей в печі. Кошторис витрат на термічну обробку підвісок.
дипломная работа [2,2 M], добавлен 23.09.2014
Вибір, обґрунтування технологічного процесу термічної обробки деталі типу шпилька. Коротка характеристика виробу, що піддається термічній обробці. Розрахунок трудомісткості термічної обробки. Техніка безпеки, електробезпеки, протипожежні міри на дільниці.
курсовая работа [70,6 K], добавлен 10.09.2012
Дослідження основних способів виробництва сталі з переробного чавуну та металобрухту. Відмінні риси конвертерного та мартенівського способу отримання сталі. Сутність електросталеплавильного процесу, як найбільш прогресивного методу виробництва сталі.
реферат [1,1 M], добавлен 21.10.2013
Характеристика стану, сортамент, технологія прокатки. Характеристика обладнання дрібносортного стану 250–5. Тензометричні рольгангові ваги. Розробка технологічного процесу отримання круглої сталі. Приклад розрахунку калібровки круглої сталі 30 мм.
курсовая работа [423,0 K], добавлен 24.03.2014
Поняття та структура процесу хімічної і термічної дії на поверхневий шар сталі. Особливості цементації, азотування, ціанування та дифузійної металізації як видів хіміко-технічної обробки, їх недоліки. Значення пластичної деформації поверхні деталі.
1.
Основы теории термической обработки.
Термическая (тепловая) обработка состоит в изменении структуры металлов и сплавов путем нагревания их и последующего охлаждения с той или иной скоростью; при этом достигаются существенные изменения свойств при том же химическом составе сплава.
Термическая обработка стали и чугуна основана на явлениях вторичной кристаллизации применительно к линиям (см. рис.1) GOS(A3 ), SE(Aст ) и РК (А1 ).
Изменения структуры при разных скоростях охлаждения аустенита.
При медленном охлаждении эвтектоидной стали по линии РК (в точке Ar1 ) произойдет полное распадение аустенита с образованием перлита. Распадение состоит из следующих этапов:
1) превращение g-железа в a-железо, т.е. перегруппировка атомов из решетки гранецентрированного куба g-железа в решетку центрированного куба a-железа с одновременным смещением атомов углерода, находящихся в твердом растворе g-железа;
2) выделение из твердого раствора (аустенита) мельчайших частиц цементита (Fe3 C);
3) укрупнение частиц цементита в пластинки, размеры которых измеряются от малых долей микрона до нескольких микронов, и более или менее полное распадение аустенита.
При ускорении охлаждения до 50 град/сек
распадение аустенита не успевает закончиться, размеры пластинок цементита достигают лишь десятых долей микрона и различимы только при очень больших увеличениях. Такая структура называется
сорбитом
(в честь Г.В. Сорби – английского естествоиспытателя).
При ускорении охлаждения до 100 град/сек
полностью успевает завершиться лишь второй этап распадения аустенита, а третий этап останавливается в самом начале. В результате размеры пластинок цементита измеряются стотысячными и миллионными долями миллиметра. Такая структура носит название
троостита
(по имени Л. Трооста – французского химика). Наличие тончайших пластинок цементита можно обнаружить с помощью электронного микроскопа.
| Рис. 2. Зависимость положения критических точек эвтектоиднной стали от скорости охлаждения. |
При скорости охлаждения 150-200 град/сек успевает завершиться лишь перегруппировка атомов железа, поэтому углерод остается в виде твердого раствора в a-железе. Эта структура называется мартенситом
(в честь А. Мартенса – немецкого металловеда).
Подводя итог сказанному, заметим, что перлит, сорбит и троостит по структуре представляют собой двухфазную смесь (феррита и цементита) и отличаются друг от друга дисперсностью цементита; мартенсит же однофазен, это твердый раствор углерода в a-железе.
Структура перлита, получающаяся при медленном охлаждении сплавов, называется равновесной
, как и другие структуры. В отличие от равновесной, структуры сорбита, троостита и мартенсита, получающиеся при ускоренных охлаждениях, называются
неравновесными.
Сдвиг критических точек при охлаждении.
Увеличение скорости охлаждения вызывает понижение критических точек (по отношению к их положению на диаграмме равновесия, см. рис. 66). Сдвиг температур увеличивается с ускорением охлаждения, что видно на рис. 2. Кривая A
’r
показывает, что переохлаждение аустенита растет при ускорении охлаждения.
Скорость охлаждения V1 (150 град/сек
) соответствует началу появления мартенсита в структуре стали. Часть линии
A”r
, характеризующая превращение “аустенит — мартенсит”, — прямая. Это указывает на постоянство температуры при превращении (около 240° для эвтектоидной стали) независимо от дальнейшего увеличения скорости охлаждения.
Таким образом, кривая A
’r
характеризует распадение аустенита на две фазы: феррит и цементит, а отрезок
A”r
– переход аустенита в мартенсит. При скоростях охлаждения V1 до V2 охлажденная сталь содержит троостит и мартенсит (превращение происходит согласно линии
A’r
и линии
A”r
). При скоростях охлаждения, превышающих V2 (ниже линии
A”r
), наряду с мартенситом будет немного остаточного (не распавшегося) аустенита.
Изотермическое распадение аустенита.

Наблюдениями установлено, что и скорость, и характер распадения аустенита зависят от степени его переохлаждения.
На рис.3 приведена диаграмма изотермического распадения аустенита эвтектоидной углеродистой стали. Диаграмма построена в координатах “Температура – логарифм времени” (время откладывается на абсциссе по логарифмической шкале), что дает возможность проследить за временем превращения от долей секунды до суток и более.
—> ЧИТАТЬ ПОЛНОСТЬЮ
1.1.Виды термической обработки стали
— термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
4 стр., 1690 слов
Термическая обработка металлов и сплавов
… изменения химического состава. Назначение термической обработки металлов – получение требуемой твердости, улучшение прочностных характеристик металлов и сплавов. Термическая обработка подразделяется на термическую, термомеханическую и химико-термическую. Термическая обработка – только термическое воздействие, термомеханическая – сочетание термического воздействия и пластической деформации, …
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
— термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла. Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных до температуры ниже критической. Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
| Температура, °С | Цвета каления | Температура, °С | Цвета каления |
| 1600 | Ослепительно бело-голубой | 850 | Светло-красный |
| 1400 | Ярко-белый | 800 | Светло-вишневый |
| 1200 | Желто-белый | 750 | Вишнево-красный |
| 1100 | Светло-белый | 600 | Средне-вишневый |
| 1000 | Лимонно-желтый | 550 | Темно-вишневый |
| 950 | Ярко-красный | 500 | Темно-красный |
| 900 | Красный | 400 | Очень темно-красный (видимый в темноте) |
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость. С целью уменьшения твердости производят высокий отпуск этой стали.
Нормализация, Глава 2.Термическая обработка цветных металлов
Термическая обработка цветных металлов. Как правило, цветные металлы подвергают термической обработке для удобства работы с ними.
Медь отжигают, нагревая ее до температуры 500— 650°С и охлаждая в воде. Если мягкую медь нагреть, а потом постепенно охладить на воздухе, она станет более твердой.
Латунь и алюминий отжигают при нагревании соответственно до 600—750°С и 350—410°С с последующим охлаждением на воздухе.
Бронзу закаливают нагреванием до 800—850°С с последующим охлаждением в воде. Если ее нагреть до той же температуры и охладить на воздухе, она отпустится.
Дюралюминий Д1 и Д6 закаливают нагреванием до 500°С с последующим охлаждением в воде, однако окончательную твердость он приобретет при комнатной температуре через 4—5 дн. Этот процесс называется старением. Для облегчения сгибания, особенно под острыми углами, дюралюминиевые детали отжигают. Для этого деталь нагревают до 350—400°С, затем медленно охлаждают на воздухе.
Список использованных источников
3. Интернет ресурсы.
Примеры похожих учебных работ
Сварка углеродистых, низколегированных и теплоустойчивых сталей
… из углеродистых и легированных, теплоустойчивых, коррозионностойких, жаростойких, жаропрочных и других сталей. Выпускаются также электроды для восстановительной и износостойкой наплавки различных сталей, для сварки и наплавки чугуна и цветных …
Печи нагревательные для термической обработки
… цеха оснащены быстроходными машинами для обработки металлов давлением. Для их бесперебойного обеспечения горячими заготовками требуются механезированые нагревательные печи. Нагрев изделий под термическую обработку осуществляется в проходных печах …
Чугун и сталь — важнейшие сплавы железа
… Fe + ЗС с образованием феррита и графита). Процесс образования в чугуне (стали) графита называют графитизацией. Графит повышает износостойкость и антифрикционные свойства чугуна вследствие собственного смазочного действия и повышения прочности пленки …
Термическая обработка стали
… и у эвтектоидной стали. Изучив вопросы теории термической обработки стали, познакомимся с ее … и окончание этого превращения для эвтектоидной углеродистой стали наступит лишь при … в печи до охлаждения, чаще всего при частичном подогреве печи топливом, …

Термическая обработка - это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка - это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств - электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
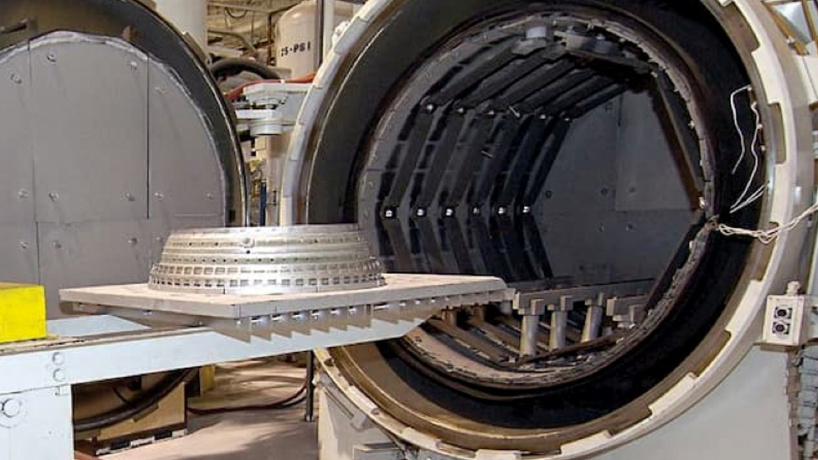
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух - медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
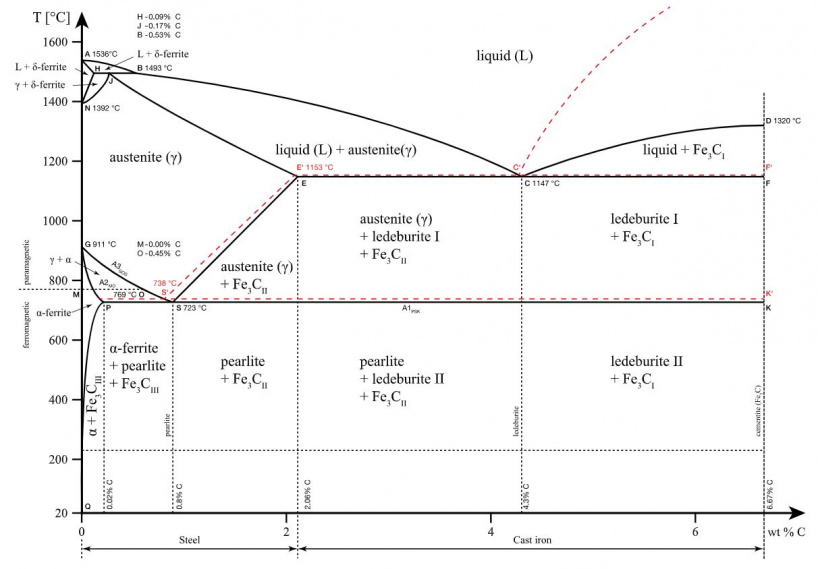
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y - температуру.
Обратите внимание, что 2,14% углерода - это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация - это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки - закалка - используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение - это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
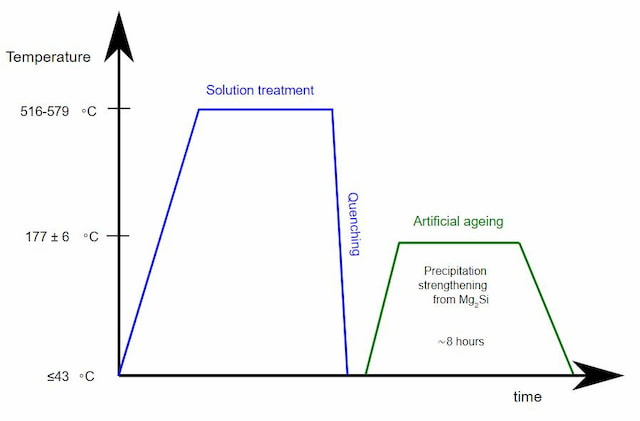
График старения алюминия 6061
Старение или дисперсионное твердение - это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск - это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
Цементация стали
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов - это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия - это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: