
Технология разборки двигателя реферат
Обновлено: 05.07.2024
Разборка двигателя производится после его наружной очистки и мойки на специальном стенде, позволяющем поворачивать двигатель для обеспечения удобства выполнения разборочно-сборочных работ. Для того чтобы обеспечить высокое качество последующей сборки двигателя и не нарушить уравновешенность его деталей необходимо устанавливать годные детали на прежние, приработанные места. Для этого при разборке детали метят без повреждения кернением, краской, бирками или надписями. К таким деталям относятся гильзы, поршни, поршневые кольца, пальцы и шатуны с крышками, коленвал и маховик, маховик и сцепление, блок цилиндров и крышки коренных подшипников и картер маховика.
Разборка двигателя имеет примерно одинаковую последовательность для всех изучаемых двигателей и выполняется в следующем порядке.
1. Если с автомобиля был снят силовой агрегат, то перед разборкой двигателя нужно снять стартер, КПП с картером сцепления и сцепление.
2. Снять приборы с. з. (распределитель или датчик-распределитель зажигания, его привод, провода высокого напряжения, свечи) и генератор.
3. Отсоединить шланги с. пит. и охл. двигателя, снять бензонасос, К, вентилятор, жидкостный насос, термостат.
4. Снять указатель уровня масла и трубку, в которую он вставлен, снять масляный фильтр.
5. Снять с носка коленвала шкив привода генератора, для чего заблокировать маховик фиксирующим штифтом и отвернуть болт крепления шкива.
6. Отвернуть переднюю крышку и, отсоединив механизмы натяжения, снять зубчатый ремень или цепь привода механизма газораспределения.
7. Снять впускной и выпускной газопроводы, крышку головки и головку цилиндров с прокладками.
8. Перевернуть двигатель картером вверх и снять масляный картер с прокладкой, мн и маслоприемник.
9. Снять крышки шатунов, отвернув гайки болтов их крепления, и аккуратно, чтобы не повредить зеркало (рабочую поверхность) цилиндров, вынуть шатуны с поршнями через цилиндры и пометить крышки шатунов с шатунами для последующей правильной их сборки.
У двигателей со съемными гильзами (УЗАМ-331, 412) поршни с шатунами выталкиваются из блока вместе с гильзами, а затем вынимаются из гильз через нижнюю часть гильзы, что позволяет не протаскивать шатун через гильзу и избежать возможных царапин на ее поверхности. Если вынуть поршень с шатуном вместе с гильзой не удается, то сначала вынимают поршень с шатуном через гильзу, а затем вынимают гильзу с использованием съемника. Если снимать гильзы не требуется, то производится их фиксация в блоке при помощи втулок-зажимов (см. рис.), а поршни с шатунами вынимаются, как обычно, через цилиндры.

Рисунок. Втулка-зажим.
Если гильзы не зафиксировать, то при снятии-установке поршней они могут стронуться с места и при этом неизбежно будет нарушено их уплотнение в блоке.
10. Снять крышки коренных подшипников вместе с нижними вкладышами, снять коленвал, а затем верхние вкладыши коренных подшипникови упорные полукольца осевой фиксации коленвала.
11. Снять подшипник первичного вала КПП с коленвала, используя для этого специальный винтовой или ударный съемник (см. рис.).
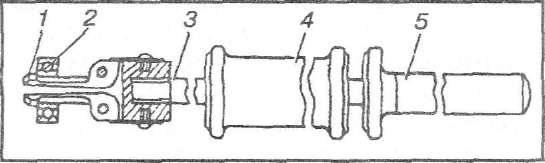
Рисунок. Съемник для выпрессовки подшипника из коленчатого вала:
1 — захват; 2 — подшипник; 3 — шпилька; 4 — боек; 5 — ручка.
12. Разобрать детали шатунно-поршневой группы: снять поршневые кольца, при помощи специального приспособления (см. рис.), усики которого нужно ввести в зазор замка снимаемого кольца и, сжимая рукоятки съемника, разжать кольцо и снять его с поршня.

Рисунок. Снятие поршневых колец с поршня съемником.
12. Удалить из канавок бобышек поршня стопорные кольца и выпрессовать поршневой палец при помощи пресса с оправкой или специального винтового съемника (см. рис.) либо выколотить поршневой палец ударами молотка через латунную оправку с предварительным нагревом поршня в воде до 60 - 85°С (кроме двигателей ВАЗ, на которых нагрев поршней не производится). Если детали шатунно-поршневой группы мало изношены и могут быть повторно использованы, их необходимо пометить и установить при последующей сборке на свои прежние места.
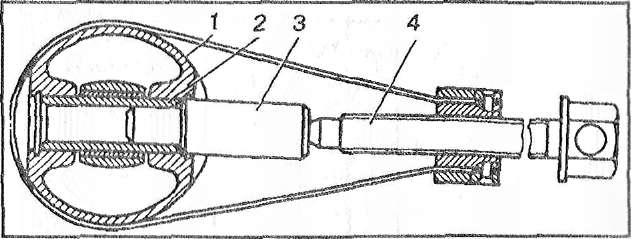 |
Рисунок. Выпрессовка поршневого пальца из поршня съемником:
1 - поршень; 2 - поршневой палец; 3 - оправка; 4 – болт.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).
Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10. 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20% — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6. 10 % от их цены, отремонтированные в 30. 40%, а замена деталей в ПО. 150%.
Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку. Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами:
сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали; агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта; в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами; в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами;
Технологическая разборка двигателя.
Крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками;
По принципу организации разборка может быть стационарной и подвижной (поточной). Стационарная разборка автомобилей и агрегатов на сборочные единицы и детали производится на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка применяется на предприятиях с единичным типом производства.
На специализированных ремонтных предприятиях рабочие места по разборке автомобилей и агрегатов могут быть организованы в поточную линию. Поточный метод разборки позволяет: сосредоточить одноименные операции на специализированных постах; сократить количество одноименных инструментов на 30%; увеличить интенсивность использования технологической оснастки на 50%; увеличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где разница трудоемкостей не превышает 10%. Этого достигают правильным распределением операций по постам, применением специального оборудования, приспособлений, производительных инструментов, дублированием отдельных постов и наличием на некоторых постах большего количества рабочих.
Только при поточном способе разборки создаются условия для механизации работ. Применение средств механизации позволяет снизить трудоемкость разборки в 1,5. 2,0 раза и повреждаемость деталей на 70. 89%, увеличить объем повторного использования подшипников на 15. 20% и стандартного крепежа до 25%, снизить затраты на ремонт автомобилей на 5. 9%.
Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей — 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована.

Комплектование деталей для
ремонта головки блока цилиндров.
Как ремонтировать головку блока
цилиндров самому.
Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузонесущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т. д.
Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов. С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120. 220 Нм.
Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии.
Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10. 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20% — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6. 10 % от их цены, отремонтированные в 30. 40%, а замена деталей в ПО. 150%.
Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку. Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами:
сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали; агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта; в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами; в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами;
Технологическая разборка двигателя.
Крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками;
По принципу организации разборка может быть стационарной и подвижной (поточной). Стационарная разборка автомобилей и агрегатов на сборочные единицы и детали производится на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка применяется на предприятиях с единичным типом производства.
На специализированных ремонтных предприятиях рабочие места по разборке автомобилей и агрегатов могут быть организованы в поточную линию. Поточный метод разборки позволяет: сосредоточить одноименные операции на специализированных постах; сократить количество одноименных инструментов на 30%; увеличить интенсивность использования технологической оснастки на 50%; увеличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где разница трудоемкостей не превышает 10%. Этого достигают правильным распределением операций по постам, применением специального оборудования, приспособлений, производительных инструментов, дублированием отдельных постов и наличием на некоторых постах большего количества рабочих.
Только при поточном способе разборки создаются условия для механизации работ. Применение средств механизации позволяет снизить трудоемкость разборки в 1,5. 2,0 раза и повреждаемость деталей на 70. 89%, увеличить объем повторного использования подшипников на 15. 20% и стандартного крепежа до 25%, снизить затраты на ремонт автомобилей на 5. 9%.
Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей — 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована.
Комплектование деталей для
ремонта головки блока цилиндров.
Как ремонтировать головку блока
цилиндров самому.
Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузонесущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т. д.
Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов. С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120. 220 Нм.
Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии.
Научить разборке и сборке кривошипно-шатунного механизма в двигателе внутреннего сгорания.
Обучающая задача: освоить и отработать приемы и способы разборки-сборки КШМ.
Развивающая задача: закрепить навыки по разборке-сборке КШМ.
Воспитательная: воспитывать ответственное отношение к делу, прививать интерес к профессии.
Кривошипно-шатунный механизм в двигателе внутреннего сгорания.

Кривошипно-шатунный механизм
Метод урока: практический, показ, самостоятельная работа.
Средства обучения: наглядные пособия и технические средства обучения, инструкционные карты, плакаты.
Инструменты: гаечный ключ, торцевая головка, слесарные тисы. Ручной инструмент, широко применяемый при слесарно-сборочных работах для завертывания и отвертывания болтов, гаек и других винтовых соединений.
Межпредметные связи: спецтехнология, материаловедение, Устройство автомобиля.
Вводный инструктаж: (40мин)
Организационный момент: (10 мин) доклад дежурного по практике.
Вступительное слово мастера производственного обучения.
Знакомство учащихся с критериями оценок:
Учащиеся: воспринимают разъяснения мастера, участвуют в постановки задач урока.
Актуализация опорных знаний и опыта обучающихся (10 мин)
Мастер производственного обучения:
стимулирует мыслительную деятельность учащихся, предлагает им воспроизвести ранее освоенные приёмы и способы по сборке КШМ.
даёт полный ответ, используя при этом профессиональную терминологию.
работает по инструкционной карте.
1.3. Формирование ориентировочной основы действий обучающегося.
показ и объяснение приёмов, способов, технологии разборки КШМ, т.е предстоящей на уроке деятельности обучающегося, с комментариями во время работы.
восприятие показа и объяснение мастера.
объяснение правил и использование инструмента. Правила техники безопасности при работе в мастерской, предупреждение ошибок учащихся, что может привести к травме при работе с нарушением ТБ.
озвучивают ТБ при работе с инструментом.
объясняет способы контроля и самоконтроля.
проверяет качество и порядок сборки КШМ.
использование инструкционных карт.
самостоятельно заполняет технологическую карту, т.е составляет последовательность выполнения операций по сборке КШМ.
Основная часть урока: упражнения (самостоятельная работа) обучающегося и текущий инструктаж мастера
Инструмент разместить в порядке удобном для пользования. Снятые детали расположите на верстаке в порядке разборки. Не кладите на край верстака детали, инструмент и приспособления. Пользуйтесь исправным инструментом и по прямому назначению. Перед началом практической работы в присутствии преподавателя убедитесь в надежности крепления стенда и исправности фиксирующих устройств. Поворачивать двигатель на стенде и снимать тяжелые детали можно только с разрешения преподавателя. Организация и руководство сборки КШМ двигателя учащегося, при выполнении операций по сборке КШМ, т.е. совершает не менее 3 целевых обходов рабочих мест учащихся. Индивидуальное инструктирование учащегося, повторный показ и объяснение приёмов сборки, если таковое необходимо. Освоение способов применения знаний, умений, полученных на теоретическом занятии. Проверяется, и оцениваются умения, владения инструментами.
Формирование новых способов действий
организация и руководство упражнениями улучающегося, при выполнении операций по сборке КШМ, т.е совершает не менее 3 целевых обходов рабочих мест учащихся.
индивидуальное инструктирование учащегося, повторный показ и объяснение приёмов, если таковое необходимо.
приучение обучающегося к использованию письменного инструктирования в ходе выполнения учебных заданий, т.е технологических схем и карт.
отработка приёмов и способов выполняемой деятельности, т.е выполнение операций по сборке КШМ.
отработки правильных способов самоконтроля.
освоение способов применения профессиональных знаний, умений при сборке КШМ.
накопление профессионального опыта и совершенствование мастерства.
Заключительный инструктаж: (30мин)
Подведение итогов м астер:
подведение Учебно-производственных итогов урока. Общий вывод по уроку. Огласить выполнение работ учащимися в лаборатории по соблюдению безопасности труда, провести анализ учащимися под руководством мастера случаев нарушения технологической, трудовой дисциплины и правил безопасности труда, а также активность и дисциплинированность учащихся, причины потерь рабочего времени отдельными учащимися.
Провести опрос учащихся вопрос-ответ по проведенному уроку.
Выдача домашнего задания.
Уборка рабочих мест.
Из теоретического курса
Разработка урока "Общее устройство и работа двигателя внутреннего сгорания"
Цель занятия: создание условий для формирования знаний об общем устройстве и работе двигателя внутреннего сгорания.
Задачи занятия:
Обучающая: познакомить обучающихся с общим устройством и рабочими циклами четырехтактного карбюраторного двигателя легкового автомобиля;
Развивающая: способствовать развитию у обучающихся понимания общего устройства двигателя внутреннего сгорания для определения неисправности и выбора методов ее устранения; развивать умение доказывать и отстаивать своё мнение, делать выводы; расширять словарный запас технических терминов и понятий;
Воспитывающая: воспитывать бережное отношение к технике, понимание необходимости бережного отношения к окружающей среде; воспитывать умение выслушать и принять во внимание мнение других.
Методическая цель: связь теоретического обучения с практическим обучением.
Содержание занятия:
повторить пройденный материал;
изложить информацию по теме;
закрепить полученные знания;
проконтролировать качество усвоения нового материала и оценить знания обучающихся.
Оборудование, учебно-наглядные пособия:
карточки-задания (Приложение 1);
презентация “Устройство автомобиля” (Приложение 2);
макет двигателя внутреннего сгорания;
схема двигателя внутреннего сгорания.
Основной метод: объяснительно-иллюстративный.
Межпредметные связи: химия, физика, черчение.
Раздаточный материал: учебники, карточки с заданиями по теме “Общее устройство автомобиля”.
Ход занятия:
I. Организационный момент.
(Цель этапа: развитие ученического самоуправления. Быстрое включение обучающихся в рабочий ритм. Воспитание ответственности за порученное дело.)
Взаимное приветствие мастера производственного обучения и обучающихся.
Принятие рапорта у дежурного обучающегося о посещаемости, проверка готовности обучающихся к занятию.
II. Повторение пройденного материала.
(Цель этапа: актуализация опорных знаний, умений и мотивационных состояний.)
Какие детали автомобиля мы вспомнили? (Кузов, шасси, трансмиссия.)
Для чего служит кузов автомобиля? (Для размещения пассажиров, багажа. К кузову крепятся детали автомобиля.)
Какую функцию выполняет шасси? (Передача энергии от двигателя к колёсам и управление ими.)
Назовите детали шасси? (Трансмиссия, ходовая часть и системы управления.)
Из каких деталей состоит трансмиссия? (Сцепление, коробка передач, карданная передача и ведущий мост.)
Без чего все эти агрегаты автомобиля не могут работать? (Без двигателя.)
Мастер производственного обучения задает вопросы обучающимся:
Какие двигатели вы знаете, перечислите их?
Как они работают?
Как не допустить поломку двигателя?
Если происходит поломка двигателя, как устранить неисправность?
Знания по этой теме вам нужны будут для понимания общего устройства и работы двигателя внутреннего сгорания, чтобы в дальнейшем вовремя определить неисправность и принять меры к ее устранению. А также для правильного обслуживания автомобиля, увеличивая срок его эксплуатации.
IV. Работа по теме.
(Цель этапа: изложение нового материала.)
Изучение содержания темы происходит с помощью лекционного материала по теме “ Общее устройство и работа двигателя внутреннего сгорания” с применением материалов презентации “Устройство автомобиля” (Приложение 2), схемы двигателя внутреннего сгорания и макета двигателя внутреннего сгорания.
Применение данной формы работы (лекция-диалог), схемы двигателя внутреннего сгорания и макета двигателя внутреннего сгорания способствует развитию познавательной деятельности обучающихся.
Мастер производственного обучения рассказывает теоретический материал, задаёт вопросы и схему двигателя внутреннего сгорания.
1. Общее устройство и работа двигателя внутреннего сгорания.
Двигатель внутреннего сгорания (ДВС) – самый распространенный тип двигателя легкового автомобиля. Работа двигателя этого типа основана на свойстве газов расширяться при нагревании. Источником теплоты в двигателе является смесь топлива с воздухом (горючая смесь).
Какие типы двигателя вы знаете?
Двигатели внутреннего сгорания бывают двух типов: бензиновые и дизельные. В бензиновом двигателе горючая смесь (бензина с воздухом) воспламеняется внутри цилиндра от искры, образующейся на свече зажигания.
Для чего нужен воздух? (Для поддержания горения в качестве окислителя.)
В дизельном двигателе горючая смесь (дизельного топлива с воздухом) воспламеняется от сжатия, а свечи зажигания не применяются. На обоих типах двигателей давление образующейся при сгорании горючей смеси газов повышается и передается на поршень.
Поршень перемещается вниз и через шатун действует на коленчатый вал.
В результате этого, что происходит с коленчатым валом? (Он вращается.)
Для сглаживания рывков и более равномерного вращения коленчатого вала на его торце устанавливается массивный маховик. (Мастер производственного обучения демонстрирует на макете)
Рассмотрим основные понятия о двигателе внутреннего сгорания и принцип его работы. (Слайд 3)
В каждом цилиндре установлен поршень.
Крайнее верхнее его положение называется верхней мертвой точкой (ВМТ).
А крайнее нижнее положение как будет называться? (Нижней мертвой точкой (НМТ).)
Расстояние, пройденное поршнем от одной мертвой точки до другой, называется ходом поршня. За один ход поршня коленчатый вал повернется на половину оборота.
Камера сгорания (сжатия) – это пространство между головкой блока цилиндров и поршнем при его нахождении в ВМТ.
Рабочий объем цилиндра – пространство, освобождаемое поршнем при перемещении его из ВМТ в НМТ.
Рабочий объем двигателя – это рабочий объем всех цилиндров двигателя.
В каких единицах измерения выражается объём двигателя? (В литрах.)
Его выражают в литрах, поэтому нередко называют литражом двигателя. Полный объем цилиндра – сумма объема камеры сгорания и рабочего объема цилиндра.
Степень сжатия показывает, во сколько раз полный объем цилиндра больше объема камеры сгорания. Степень сжатия у бензинового двигателя равна 8–10, у дизельного – 20–30.
От степени сжатия следует отличать компрессию. Компрессия – это давление в цилиндре в конце такта сжатия характеризует техническое состояние (степень изношенности) двигателя. Если компрессия больше или численно равна степени сжатия, состояние двигателя можно считать нормальным.
А если компрессия меньше степени сжатия. Что это означает? (Изношенность двигателя.)
Мощность двигателя – величина, показывающая, какую работу двигатель совершает в единицу времени. Мощность измеряется в киловаттах (кВт).
В каких единицах ещё может измеряться мощность двигателя? (В лошадиных силах.)
При этом одна л.с. ≈ 0,74 кВт.
Крутящий момент ДВС численно равен произведению силы, действующей на поршень во время расширения газов в цилиндре, на плечо ее действия. Крутящий момент определяет силу тяги на колесах автомобиля: чем больше крутящий момент, тем лучше динамика разгона автомобиля.
Такт – процесс (часть рабочего цикла), который происходит в цилиндре за один ход поршня. Двигатель, рабочий цикл которого происходит за 4 хода поршня, называется четырехтактным независимо от количества цилиндров.
2. Рабочий цикл четырехтактного карбюраторного двигателя. (Слайды 4, 5)
Мастер производственного обучения рассказывает теоретический материал и демонстрирует рабочий цикл четырехтактного карбюраторного двигателя на макете двигателя внутреннего сгорания и презентацию “Устройство автомобиля”.
1-й такт – впуск. При движении поршня 3 вниз в цилиндре образуется разрежение, под действием которого через открытый впускной клапан 1 в цилиндр из системы питания поступает горючая смесь (смесь топлива с воздухом). Вместе с остаточными газами в цилиндре горючая смесь образует рабочую смесь и занимает полный объем цилиндра;
2-й такт – сжатие. Поршень под действием коленчатого вала и шатуна перемещается вверх. Оба клапана закрыты, и рабочая смесь сжимается до объема камеры сгорания;
3-й такт – рабочий ход, или расширение. В конце такта сжатия между электродами свечи зажигания возникает электрическая искра.
И что происходит в этот момент? (Воспламенение рабочей смеси.)
А в дизельном двигателе рабочая смесь самовоспламеняется от сжатия.
Под давлением расширяющихся газов, что происходит с поршнем и коленчатым валом? (Поршень перемещается вниз и через шатун приводит во вращение коленчатый вал.)
4-й такт – выпуск. Поршень перемещается вверх, и через открывшийся выпускной клапан 4 выходят наружу из цилиндра отработавшие газы.
Куда попадают отработавшие газы? (Через выхлопную систему в атмосферу.)
При последующем ходе поршня вниз, цилиндр вновь заполняется рабочей смесью и цикл повторяется.
Как правило, двигатель имеет несколько цилиндров. В многоцилиндровых двигателях такты работы цилиндров следуют друг за другом в определенной последовательности. Чередование рабочих ходов или одноименных тактов в цилиндрах многоцилиндровых двигателей в определенной последовательности называется порядком работы цилиндров двигателя. Порядок работы цилиндров в четырехцилиндровом двигателе чаще всего принят 1–3–4–2, где цифры соответствуют номерам цилиндров, начиная с передней части двигателя. Порядок работы двигателя необходимо знать для правильного присоединения проводов высокого напряжения к свечам при установке момента зажигания и для последовательности регулировки тепловых зазоров в клапанах.
Порядок работы цилиндров в восьмицилиндровом двигателе принят 1-5-4-2-6-3-7-8, что на бензиновом, что на дизельном.
В двигателе внутреннего сгорания применяются следующие механизмы: кривошипно-шатунный и газораспределительный.
V. Закрепление пройденного материала (практическая работа).
(Цель этапа: систематизация и обобщение знаний. Проверка объёма и глубины полученных знаний, умение использовать их на практике.)
Совместная работа мастера производственного обучения и обучающихся с опорой на макет двигателя внутреннего сгорания. Мастер производственного обучения задает вопросы, обучающиеся отвечают.
Показать детали двигателя внутреннего сгорания.
Рассказать о тактах двигателя внутреннего сгорания.
Рассказать о взаимосвязи деталей кривошипно-шатунного и газораспределительного механизмов.
Рассказать о порядке работы двигателя.
VI. Домашнее задание.
(Цель этапа: закрепление полученных знаний на занятии.)
Самостоятельная работа с учебником (гл.2, §2.1 учебника) и конспектом.
VII. Подведение итогов занятия, выставление оценок.
(Цель этапа: выяснение, что нового узнали обучающиеся на уроке; оценивание работы группы в целом и отдельных обучающихся.)
Читайте также: