
Резиновые материалы и клеи реферат
Обновлено: 04.07.2024
Резиной называется продукт специальной обработки (вулканизации) смеси каучука и серы с различными добавками.
Резина как технический материал отличается от других материалов высокими эластическими свойствами, которые присущи каучуку — главному исходному компоненту резины. Она способна к очень большим деформациям (относительное удлинение достигает 1000 %), которые почти полностью обратимы. При нормальной температуре резина находится в высокоэластическом состоянии и ее эластические свойства сохраняются в широком диапазоне температур.
Модуль упругости лежит в пределах 1—10 МПа, т. е. он в тысячи и десятки тысяч раз меньше, чем для других материалов. Особенностью резины является ее малая сжимаемость (для инженерных расчетов резину считают несжимаемой); коэффициент Пуассона 0,4—0,5, тогда как для металла эта величина составляет 0,25—0,30. Другой особенностью резины как технического материала является релаксационный характер деформации. При нормальной температуре время релаксации может составлять 10 -4 с и более. При работе резины в условиях многократных механических напряжений часть энергии, воспринимаемой изделием, теряется на внутреннее трение (в самом каучуке и между молекулами каучука и частицами добавок); это трение преобразуется в теплоту и является причиной гистерезисных потерь. При эксплуатации толстостенных деталей (например, шин) вследствие низкой теплопроводности материала нарастание температуры в массе резины снижает ее работоспособность.
Кроме отмеченных особенностей для резиновых материалов характерны высокая стойкость к истиранию, газо- и водонепроницаемость, химическая стойкость, электроизолирующие свойства и небольшая плотность.
ИССЛЕДОВАНИЕ РЕЗИНОВЫХ ДЕТАЛЕЙ НА ПРОЧНОСТЬ МЕТОДОМ ФОТОУПРУГОСТИ
Метод фотоупругости основан на исследовании не самих деталей, а моделей, изготовленных из прозрачной резины. Исследуемые модели представляют собой пластины, имеющие конфигурацию сечения детали и нагруженные силами, подобными действующим в этом сечении детали. Исследования проводятся в поляризованном свете. В результате двойного лучепреломления в напряженной модели на экране получают две системы линий:
изохромы или полосы — линии одинаковых разностей главных напряжений
s1 — s2 = 2tmax = const
изоклины — линии одинакового наклона главных напряжений
В монохроматическом свете обе системы полос черные и отчетливо видны изохромы высокого порядка. В экспериментах были получены полосы 70-го порядка, т. е., учитывая размеры моделей, до 5 полос на 1 мм.
В белом свете практически видны 4—5 порядков полос, но эти полосы красочные и четко обозначают области малых напряжений.
Поля изоклин и изохром — основной экспериментальный материал, обработка которого дает возможность определить напряженное состояние в каждой точке модели или построить эпюры напряжений по любому его сечению. Пересчет напряжений для детали производится точно для плоских моделей и с некоторым приближением для объемных.
Метод фотоупругости помогает конструкторам в создании легкой и прочной детали. Прочность материала определяется удельным усилием, которое он может воспринять без разрушения при равномерном распределении напряжений. Однако в деталях, имеющих сложную конфигурацию, напряжения распределяются неравномерно. Возникают области концентрации напряжений, и деталь может разрушиться до того, как среднее
напряжение достигнет опасного значения. Для расчета пользуются либо системой допускаемых напряжений, полученных экспериментально для данных изученных объектов с различными коэффициентами формы, либо величиной предельной нагрузки, определяемой нагружением детали до разрушения. Эти методы верны, но громоздки и не вскрывают причины разрушения.
Если бы были известны характер распределения напряжений в "детали и комбинация напряжений в данной точке, являющаяся разрушающей, то не надо было бы применять коэффициенты формы,
Метод фотоупругости решает первую из этих задач, т. е. дает возможность определить характер распределения напряжений в детали. Вторая задача пока не решена. Однако проведенные эксперименты показывают, что на свободном контуре разрушение происходит в областях наибольших растягивающих напряжений. Более того, во внутренних областях, в которых происходит разрушение, растягивающие напряжения также имеют наибольшие значения.
Проследим на примере двух деталей, как решается задача фотоупругости и как определяется напряжение в детали.
Уплотнительное кольцо круглого сечения, выдавливаемое в зазор. Если радиус кольца много больше радиуса сечения, то напряженное состояние плоскодеформированное.
Моделью уплотнительного кольца круглого сечения является круглый диск, нагруженный по диаметру плоскими плитками. Для сохранения плоской формы диск помещают между двумя жесткими прозрачными пластинами.
При выдавливании диска в зазор, на свободном контуре возникают растягивающие напряжения. Картина полос показана на рис. 1.
При конечных деформациях основной закон фотоупругости имеет вид :
h . ( s 1 - s 2 ) = h s h o . m = s o 1,0 . m
где h— толщина модели в данной точке;
s 1 - s 2 — разность главных напряжений;
s h o — цена полосы материала толщиной h;
h s h o = s o 1,0 —величина, постоянная для данного материала;
m — порядок полосы в данной точке.
Вдоль каждой полосы (m = const) разность главных усилий h.(s1 -s2)—постоянна. Порядок полосы m отсчитывается от нулевых точек, т. е. точек, в которых m==0.
На свободном контуре АВ главные напряжения, нормальные контуру, равны нулю. Главные напряжения, параллельные контуру, являются растягивающими. Величина этих напряжений на контуре определяется из картины полос:
s = s h o . m
Наибольших значений растягивающие напряжения достигают на краях свободного контура в точках А и В. При дальнейшем нагружении разрушение произошло в одном случае на нижнем крае в точке А (рис. 2, а), а в другом—на верхнем крае свободного контура в точке В (рис. 2,б). Касательные напряжения достигают наибольших значений в точке М (см. рис. 1) и могут вызвать разрушение в этой области модели.

Рис.1 Картина полос в диске, выдавленном в зазор:
А и В – точки максимальных растягивающих напряжений на свободном контуре; О – нулевые точки; М – точки максимального касательного напряжения.
Резиновые материалы. Резина - продукт химического превращения (вулканизации) синтетического и натурального каучуков. Взаимодействуя с вулканизирующими веществами, каучуки претерпевают внутренние химические изменения, в результате которых образуется резина.
Резина обладает высокой эластичностью, что позволяет изделиям из нее выдерживать значительные деформации. Эластичность сочетается с высоким сопротивлением разрыву, истиранием, способностью поглощать колебания, газо- и водонепроницаемостью, химической стойкостью и ценными диэлектрическими свойствами.
Резина - это смесь различных компонентов. Свойства резиновых изделий определяются их различным соотношением. К составляющим резиновых смесей относятся каучук, вулканизирующие вещества, ускорители вулканизации, активаторы, ускорители, наполнители, противостарители, смягчители и красители.
Основой резиновых смесей служит натуральный или искусственный каучук. Каучук подвергают вулканизации - горячей или холодной для придания материалу требуемой прочности, упругости и т. д. В качестве вулканизирующего вещества в каучук вводят 2-3% серы. Так как вулканизация - длительный процесс, то для его ускорения вводят 0,5-1,5% ускорителей вулканизации (окись магния, окись цинка и др.). В качестве активаторов ускорителя применяют цинковые белила и магнезию.
Для придания необходимых физико-механических свойств резиновым изделиям в композицию вводят наполнители. Наполнители делят на порошкообразные и ткани. К порошкообразным наполнителям относят сажу, каолин, углекислый марганец, мел, тальк, сернокислый барий и др. Тканевыми силовыми наполнителями служат корд и рукавные ткани.
При окислении каучука резины стареют, теряют эластичность, становятся хрупкими, т. е. при старении необратимо изменяются физико-механические свойства. Поэтому в состав резиновых смесей вводят противостарители: вазелин, воск, парафин, ароматические амины и др. Для облегчения совмещения каучука с порошкообразным наполнителем и придания необходимой мягкости добавляют мягчители: стеариновую и олеиновую кислоты, канифоль, парафин, сосновую смолу. Красители - охру, ультрамарин и пр. вводят в количестве до 10% массы каучука.
При изготовлении резины и изделий из нее вначале получают сырую резину, представляющую собой смесь каучука с наполнителями и вулканизирующими веществами. Затем сырую резину вулканизируют, нагревая до 145-150°С. Горячую вулканизацию производят в специальных котлах в атмосфере насыщенного водяного пара при небольших давлениях либо в горячей воде или в горячем воздухе. Если процесс формования резиновых изделий выполняют в металлических формах, то пресс-формы нагревают для совмещения формообразования с вулканизацией. При вулканизации каучук вступает в химическое взаимодействие с вулканизирующими веществами и образуется эластичная резина.
В зависимости от вида каучука и количества и вида наполнителей получают изделия с самыми различными свойствами. Существуют резины кислотостойкие, маслостойкие, теплостойкие и др. Свойства вулканизированных резин определяются характеристикой каучуков.
Резины из СКБ (синтетического бутадиенового каучука) имеют удовлетворительную механическую прочность и морозостойкость, ограниченную теплостойкость, сравнительно малую эластичность, легкую окисляемость, ограниченную химическую стойкость и газонепроницаемость. Резина применяется для изготовления почти всех видов резиновых деталей, особенно для изготовления автомобильных шин.
Нейритовые резины обладают высокой прочностью, теплостойкостью до 110-120°С, малой набухаемостью в бензинах и маслах, достаточной атмосферостойкостью и химической устойчивостью. Они применяются преимущественно для изготовления маслоупорных и бензоупорных, а также термостойких изделий: спецодежды, обкладки для химической аппаратуры и валов, транспортных лент, оболочки аэростатов, противогазных шлемов, оболочки электрических кабелей, различных клеев и заменителей кожи.
Полисульфидные резины имеют невысокую прочность, морозостойкость и теплостойкость, повышенную бензо- и маслостойкость, высокую газонепроницаемость и применяются для изготовления шлангов, труб, рукавов, прокладок для бензина, масла и бензола.
Изопреновые резины обладают высокой прочностью при растяжении и при истирании, эластичностью и морозостойкостью, ограниченной теплостойкостью (80-100°С), повышенной окисляемостью, набухаемостью в бензинах и маслах, ограниченной химической стойкостью и газонепроницаемостью, пригодны для изготовления изделий общего назначения.
Из резины изготовляют ремни, ленты, рукава, сальники, манжеты, прокладки, шины, детали электрооборудования, предметы массового потребления и многое другое.
При содержании в сырой резине более 25% вулканизирующих веществ после ее вулканизации получается эбонит (твердая резина). Эбонит обладает высокой химической стойкостью, хорошими диэлектрическими свойствами, легко обрабатывается, но имеет низкую теплостойкость. Применяют для производства деталей слаботочной аппаратуры, в химическом машиностроении и т. д.
Клеи. Они предназначены для создания из различных материалов неразъемных соединений требуемой прочности. В общем виде такие соединения состоят из склеиваемых материалов и клеевого слоя между ними. Процесс склеивания основан на сцеплении клея с поверхностью материалов. Способ склеивания упрощает и ускоряет технологический процесс изготовления изделий.
Клеевые соединения во многих случаях являются наиболее рациональными, а в некоторых случаях единственно возможными видами соединений. Возрастающее значение клеев связано прежде всего с теми преимуществами, которые имеют клеевые соединения по сравнению с заклепочными, болтовыми, сварными и другими соединениями. Это, в первую очередь, возможность соединения между собой самых разнородных материалов. Современными клеями склеивают различные пластические массы, силикатные и органические стекла, натуральные и искусственные кожи, каучуки и резины, фарфор, керамику, бетон, изделия из бумаги, различные породы дерева, хлопчатобумажные и шерстяные ткани, изделия из синтетических волокон, а также сталь, серебро, медь, алюминиевые, магниевые, титановые сплавы и другие металлы, неметаллические материалы и их сочетания.
Важным свойством клеевых соединений на основе синтетических клеев является их атмосферостойкость, способность противостоять коррозионным воздействиям и гниению. К числу преимуществ клеевых соединений можно также отнести: исключение изготовления отверстий под болты или заклепки, ослабляющие скрепляемые элементы; более равномерное распределение напряжений в соединениях; ровная поверхность клеевых деталей; относительно низкая стоимость производства клееных деталей при массовом производстве. В то же время клеи не свободны от недостатков. Клеевые соединения обладают низкой прочностью при неравномерном отрыве; большинство клеев имеет также относительно низкую теплостойкость (до 350°С) вследствие органической природы основных компонентов клея.
Синтетические клеи широко применяют для склеивания разнообразных материалов в автомобильной, авиационной, судостроительной, электро- и радиотехнической, химической, деревообрабатывающей, обувной, полиграфической промышленности и других отраслях народного хозяйства. Это дает большой технический и экономический эффект, позволяет совершенствовать изготовление элементов различных конструкций и изделий. Клеи представляют собой композиции в основном на основе полимеров (табл. 19).
Прочность клеевых соединений материалов определяется видом нагружения. При конструировании соединений нужно стремиться к получению в клеевом слое равномерно распределенных напряжений. Большой прочностью обладают соединения, работающие на равномерный отрыв, сжатие и сдвиг. Показателем механической прочности клеевых соединений металлов является предел прочности при сдвиге.
При склеивании металлов предел прочности при сдвиге составляет для: эпоксидных клеев – 10-13 МПа, фенольно-каучуковых – 10-15 МПа, полиуретановых – 10-20 МПа и полиимидных 15-30 МПа.
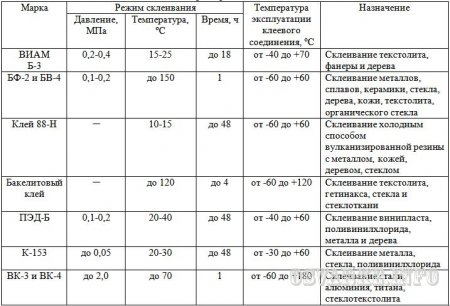
19. Характеристика клеев
При сжатии прочность клея больше в 10-100 раз, чем при растяжении. Прочность клеевого соединения существенно зависит от температуры. При этом большое влияние оказывает вид клея и характер напряженного состояния. Теплостойкость клеев такова: эпоксидный – 60-350°С, фенолоформальдегидный – 60-100°С, фенолополивинилацетатный (БФ) 200-350°С, полиимидный – 300-375°С.
Уважаемый посетитель, Вы прочитали статью "Резиновые материалы и клеи", которая опубликована в категории "Материаловедение". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Резиновые материалы. Резина – продукт химического превращения (вулканизации) синтетического и натурального каучуков. Взаимодействуя с вулканизирующими веществами, каучуки претерпевают внутренние химические изменения, в результате которых образуется резина.
Резина обладает высокой эластичностью, что позволяет изделиям из нее выдерживать значительные деформации. Эластичность сочетается с высоким сопротивлением разрыву, истиранием, способностью поглощать колебания, газо- и водонепроницаемостью, химической стойкостью и ценными диэлектрическими свойствами.
Резина – это смесь различных компонентов. Свойства резиновых изделий определяются их различным соотношением. К составляющим резиновых смесей относятся каучук, вулканизирующие вещества, ускорители вулканизации, активаторы, ускорители, наполнители, противостарители, смягчители и красители.
Основой резиновых смесей служит натуральный или искусственный каучук. Каучук подвергают вулканизации – горячей или холодной для придания материалу требуемой прочности, упругости и т. д. В качестве вулканизирующего вещества в каучук вводят 2-3% серы. Так как вулканизация – длительный процесс, то для его ускорения вводят 0,5-1,5% ускорителей вулканизации (окись магния, окись цинка и др.). В качестве активаторов ускорителя применяют цинковые белила и магнезию.
Для придания необходимых физико-механических свойств резиновым изделиям в композицию вводят наполнители. Наполнители делят на порошкообразные и ткани. К порошкообразным наполнителям относят сажу, каолин, углекислый марганец, мел, тальк, сернокислый барий и др. Тканевыми силовыми наполнителями служат корд и рукавные ткани.
При окислении каучука резины стареют, теряют эластичность, становятся хрупкими, т. е. при старении необратимо изменяются физико-механические свойства. Поэтому в состав резиновых смесей вводят противостарители: вазелин, воск, парафин, ароматические амины и др. Для облегчения совмещения каучука с порошкообразным наполнителем и придания необходимой мягкости добавляют мягчители: стеариновую и олеиновую кислоты, канифоль, парафин, сосновую смолу. Красители – охру, ультрамарин и пр. вводят в количестве до 10% массы каучука.
При изготовлении резины и изделий из нее вначале получают сырую резину, представляющую собой смесь каучука с наполнителями и вулканизирующими веществами. Затем сырую резину вулканизируют, нагревая до 145-150°С. Горячую вулканизацию производят в специальных котлах в атмосфере насыщенного водяного пара при небольших давлениях либо в горячей воде или в горячем воздухе. Если процесс формования резиновых изделий выполняют в металлических формах, то пресс-формы нагревают для совмещения формообразования с вулканизацией. При вулканизации каучук вступает в химическое взаимодействие с вулканизирующими веществами и образуется эластичная резина.
В зависимости от вида каучука и количества и вида наполнителей получают изделия с самыми различными свойствами. Существуют резины кислотостойкие, маслостойкие, теплостойкие и др. Свойства вулканизированных резин определяются характеристикой каучуков.
Резины из СКБ (синтетического бутадиенового каучука) имеют удовлетворительную механическую прочность и морозостойкость, ограниченную теплостойкость, сравнительно малую эластичность, легкую окисляемость, ограниченную химическую стойкость и газонепроницаемость. Резина применяется для изготовления почти всех видов резиновых деталей, особенно для изготовления автомобильных шин.
Нейритовые резины обладают высокой прочностью, теплостойкостью до 110-120°С, малой набухаемостью в бензинах и маслах, достаточной атмосферостойкостью и химической устойчивостью. Они применяются преимущественно для изготовления маслоупорных и бензоупорных, а также термостойких изделий: спецодежды, обкладки для химической аппаратуры и валов, транспортных лент, оболочки аэростатов, противогазных шлемов, оболочки электрических кабелей, различных клеев и заменителей кожи.
Полисульфидные резины имеют невысокую прочность, морозостойкость и теплостойкость, повышенную бензо- и маслостойкость, высокую газонепроницаемость и применяются для изготовления шлангов, труб, рукавов, прокладок для бензина, масла и бензола.
Изопреновые резины обладают высокой прочностью при растяжении и при истирании, эластичностью и морозостойкостью, ограниченной теплостойкостью (80-100°С), повышенной окисляемостью, набухаемостью в бензинах и маслах, ограниченной химической стойкостью и газонепроницаемостью, пригодны для изготовления изделий общего назначения. Из резины изготовляют ремни, ленты, рукава, сальники, манжеты, прокладки, шины, детали электрооборудования, предметы массового потребления и многое другое. При содержании в сырой резине более 25% вулканизирующих веществ после ее вулканизации получается эбонит (твердая резина). Эбонит обладает высокой химической стойкостью, хорошими диэлектрическими свойствами, легко обрабатывается, но имеет низкую теплостойкость. Применяют для производства деталей слаботочной аппаратуры, в химическом машиностроении и т. д.
Клеи. Они предназначены для создания из различных материалов неразъемных соединений требуемой прочности. В общем виде такие соединения состоят из склеиваемых материалов и клеевого слоя между ними. Процесс склеивания основан на сцеплении клея с поверхностью материалов. Способ склеивания упрощает и ускоряет технологический процесс изготовления изделий.
Клеевые соединения во многих случаях являются наиболее рациональными, а в некоторых случаях единственно возможными видами соединений. Возрастающее значение клеев связано прежде всего с теми преимуществами, которые имеют клеевые соединения по сравнению с заклепочными, болтовыми, сварными и другими соединениями. Это, в первую очередь, возможность соединения между собой самых разнородных материалов. Современными клеями склеивают различные пластические массы, силикатные и органические стекла, натуральные и искусственные кожи, каучуки и резины, фарфор, керамику, бетон, изделия из бумаги, различные породы дерева, хлопчатобумажные и шерстяные ткани, изделия из синтетических волокон, а также сталь, серебро, медь, алюминиевые, магниевые, титановые сплавы и другие металлы, неметаллические материалы и их сочетания.
Важным свойством клеевых соединений на основе синтетических клеев является их атмосферостойкость, способность противостоять коррозионным воздействиям и гниению. К числу преимуществ клеевых соединений можно также отнести: исключение изготовления отверстий под болты или заклепки, ослабляющие скрепляемые элементы; более равномерное распределение напряжений в соединениях; ровная поверхность клеевых деталей; относительно низкая стоимость производства клееных деталей при массовом производстве. В то же время клеи не свободны от недостатков. Клеевые соединения обладают низкой прочностью при неравномерном отрыве; большинство клеев имеет также относительно низкую теплостойкость (до 350°С) вследствие органической природы основных компонентов клея.
Синтетические клеи широко применяют для склеивания разнообразных материалов в автомобильной, авиационной, судостроительной, электро- и радиотехнической, химической, деревообрабатывающей, обувной, полиграфической промышленности и других отраслях народного хозяйства. Это дает большой технический и экономический эффект, позволяет совершенствовать изготовление элементов различных конструкций и изделий. Клеи представляют собой композиции в основном на основе полимеров (табл. 19).
Прочность клеевых соединений материалов определяется видом нагружения. При конструировании соединений нужно стремиться к получению в клеевом слое равномерно распределенных напряжений. Большой прочностью обладают соединения, работающие на равномерный отрыв, сжатие и сдвиг. Показателем механической прочности клеевых соединений металлов является предел прочности при сдвиге.
При склеивании металлов предел прочности при сдвиге составляет для: эпоксидных клеев – 10-13 МПа, фенольно-каучуковых – 10-15 МПа, полиуретановых – 10-20 МПа и полиимидных 15-30 МПа.
19. Характеристика клеев

При сжатии прочность клея больше в 10-100 раз, чем при растяжении. Прочность клеевого соединения существенно зависит от температуры. При этом большое влияние оказывает вид клея и характер напряженного состояния. Теплостойкость клеев такова: эпоксидный – 60-350°С, фенолоформальдегидный – 60-100°С, фенолополивинилацетатный (БФ) 200-350°С, полиимидный – 300-375°С.
Крепление вулканизованных резин и резинотканевых материалов к металлам, стеклу и другим материалам без последующей вулканизации выполняют с помощью клеев 88Н и 88НП. Эти клеи представляют собой раствор резиновой смеси на основе наирита и бутилфенолформальдегидной смолы в смеси этилацетата с бензолом (2:1). Наличие в составе клеев смолы существенно увеличивает их адгезионные свойства… Читать ещё >
В. Резиновые клеи ( реферат , курсовая , диплом , контрольная )
Резиновые клеи представляют собой растворы каучука и резиновых смесей в органических растворителях. Резиновые клеи подразделяют на невулканизирующиеся и вулканизирующиеся.
Певулканизирующиеся клеи — это композиции на основе натурального каучука. Клеевые соединения, полученные с применением невулканизирующихся клеев, имеют невысокую прочность.
Вулканизирующиеся клеи способны образовывать прочные соединения. В их составе обязательно присутствует вулканизатор, при этом температура вулканизация достигает 140— 150 °C, а при наличии активатора и ускорителя вулканизация протекает в нормальных условиях при 20—30°С.
Крепление вулканизованных резин и резинотканевых материалов к металлам, стеклу и другим материалам без последующей вулканизации выполняют с помощью клеев 88Н и 88НП. Эти клеи представляют собой раствор резиновой смеси на основе наирита и бутилфенолформальдегидной смолы в смеси этилацетата с бензолом (2:1). Наличие в составе клеев смолы существенно увеличивает их адгезионные свойства [11, "https://referat.bookap.info"].
Клеи наносят в два слоя на предварительно обезжиренные бензином поверхности с промежуточной выдержкой от 10 до 25 мин. Склеивание производят при температуре не ниже 18 °C под давлением 0,02 МПа и продолжительностью до 24 ч.
Разрушающее напряжение при равномерном отрыве для клеевых соединений резины с металлами не превышает 1—2 МПа.
Клеи на основе кремнийорганических каучуков (КТ-15, КТ-30, МАС-1В) применяют для склеивания теплостойких резин между собой и приклеивания их к стали, алюминиевым и титановым сплавам. Эти клеи являются растворами кремнийорганической смолы в растворителях — толуоле или ацетоне (К-30) и содержат отвердитель — пероксид бензоила (МАС-1В). Клеи наносят в два слоя на поверхности, предварительно обезжиренные и зачищенные электрокорундом или шлифовальной бумагой, с выдержкой каждого слоя от 10—60 мин до нескольких часов. Склеивание осуществляют при 200 °C (КТ-15, МАС-1В) под давлением 0,02—0,03 МПа в течение 2—3 ч. Так, клей МАС-1 В обеспечивает крепление полисилоксановых резин к металлам, и прочность соединения при отрыве при 20 °C составляет 1—2 МПа, при 250 °C — 0,4 МПа. Клеи обеспечивают надежную работу соединений в интервале температур от -60°С до 250—350°С.
Резиной (от латинского resina – смола) называется продукт специальной обработки (вулканизации) смеси каучука и серы с различными добавками (наполнители, пластификаторы, активаторы вулканизации, антиоксиданты и др.).
Резина как технический материал отличается от других материалов высокими эластическими свойствами, которые присущи каучуку. Она способна к очень большим деформациям (относительное удлинение достигает 1000 %), которые почти полностью обратимы.
Кроме отмеченных особенностей, для резиновых материалов характерны высокая стойкость к истиранию, газо- и водонепроницаемость, химическая стойкость, электроизолирующие свойства и небольшая плотность.
Основой всякой резины служит натуральный каучук (НК) или синтетический (СК), который и определяет основные свойства резинового материала. Для улучшения физико-механических свойств каучуков вводятся различные добавки (ингредиенты).
Механические свойства резины (прочность при растяжении, напряжение при заданном относительном удлинении, твердость, износостойкость, усталостная выносливость и др.) в значительной степени зависят от состава резиновой смеси.
Резину подразделяют на две группы:
· резины общего назначения, применяемые в производстве шин, конвейерных лент, ремней, рукавов, изделий бытового назначения;
· резины специального назначения, используемые для получения разнообразных изделий, которые должны обладать одним или несколькими специальными свойствами (маслобензостойкость, морозостойкость, износостойкость и др.)
Резиновые клеи – это растворы каучуков или резиновых смесей в органических растворителях. В зависимости от типа каучука, на основе которого готовят клей, различают резиновые клеи специального и общего назначения. По температуре вулканизации (отверждения) резиновые клеи делят на клеи горячего (больше 100 ºС) и холодного отверждения. Резиновые клеи применяют при сборке резиновых и резино-тканевых изделий, в производстве резиновых тканей и т. д.
Герметики, герметизирующие составы – полимерные композиции, применяемые для обеспечения непроницаемости болтовых или заклепочных соединений металлических конструкций, стыков между панелями наружных стен зданий и т. д. Герметики широко применяют в авиации, автомобилестроении, судостроении, строительстве. Они используются также в областях, не связанных с их основным назначением, например для изготовления точных слепков и отливок в технике зубопротезирования и криминалистике.
Стекло, ситаллы, графит
Стекло неорганическое – прозрачный (бесцветный или окрашенный) хрупкий материал, получаемый при остывании расплава, содержащего стеклообразующие компоненты (оксиды кремния, бора, алюминия, фосфора, титана, циркония и др.) и оксиды металлов (лития, калия, свинца, кальция, магния и др.). По типу стеклообразующего компонента различают стекло неорганическое силикатное (на основе SiO2), боратное (В2О3), боросиликатное, алюмосиликатное и др. (рис. 7.3).
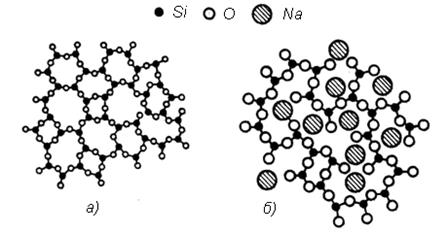
Рис. 7.3. Схема непрерывной структурной сетки стекла:
а – кварцевого; б – натриево-силикатного
Благодаря возможности придавать неорганическому стеклу разнообразные свойства оно широко распространено в различных отраслях техники, строительстве, декоративном искусстве и быту.
Стекло органическое – техническое название прозрачных пластмасс на основе полистирола, поливинилхлоридов, поликарбонатов и др. По сравнению с неорганическим стеклом органическое отличается относительно небольшой плотностью и повышенной прочностью. Органическое стекло малочувствительно к ударам, толчкам и не дает опасных осколков. Применяется для изготовления трехслойного стекла для остекления самолетов, автомобилей и др. Из него изготавливают детали приборов, линзы, светофильтры и бытовые изделия.

Рис. 7.4. Схема кристаллизации стекла при образовании ситаллов
с помощью катализаторов
Ситаллы получают путем плавления стекольной шихты специального состава с добавкой катализаторов, охлаждения расплава до пластичного состояния и формования из него изделий методами стекольной технологии и последующей кристаллизации. Ситалловые изделия получают также порошковым методом спекания.
В отличие от обычного стекла, свойства которого определяются в основном его химическим составом, для ситаллов решающее значение имеют структура и фазовый состав. Причина ценных свойств ситаллов заключается в их исключительной мелкозернистости, почти идеальной поликристаллической структуре. В них совершенно отсутствует всякая пористость, и усадка материала при их переработке незначительна. Свойства ситаллов изотропны. Большая абразивная стойкость делает их малочувствительными к поверхностным дефектам. Материалы обладают высокой химической устойчивостью к кислотам и щелочам, высокой жаростойкостью, газонепроницаемостью и нулевым водопоглощением, являются хорошими диэлектриками.
Жаропрочность ситаллов под нагрузкой составляет 800–1200 ºС. Ударная вязкость ситаллов выше, чем ударная вязкость стекла (4,5–10,5 кДж/м 2 ), однако они являются хрупкими материалами. Обладают высокой твердостью (микротвердость 7000–10500 МПа) и износостойкостью.
Применение ситаллов определяется их свойствами. Из ситаллов изготавливают подшипники, детали для двигателей внутреннего сгорания, трубы для химической промышленности, оболочки вакуумных электронных приборов, детали радиоэлектроники. Ситаллы используют в качестве жаростойких покрытий.
Графит – минерал, наиболее устойчивая кристаллическая модификация чистого углерода. Кристаллическая решетка графита – слоистая структура, состоящая из шестиугольных слоев атомов углерода c параметрами а = 0,246 нм, с = 0,6708 нм (рис. 7.5).
Графит встречается в природе, а также его получают искусственным путем. Физико-механические свойства искусственного графита зависят от природы исходного сырья, технологии получения, плотности, степени ориентации кристаллов и др.
Графит хорошо проводит электрический ток. Обладает низкой твёрдостью. Плотность 2,08–2,23 г/см³. Цвет серый, блеск металлический. Неплавок, устойчив при нагревании при отсутствии воздуха (температура плавления графита под давлением свыше 100 атм. – около плюс 4000°C). В кислотах не растворяется. Природный графит содержит 10–12 % примесей глин и окислов железа.
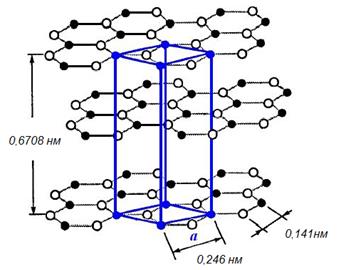
Рис. 7.5. Кристаллическая решетка графита
В качестве исходных материалов для производства технического графита применяют твердое сырье – нефтяной кокс и каменноугольный пек в качестве связующего вещества. Заготовки формуются в процессе прессования или выдавливания. Процесс графитизации осуществляется путем нагрева заготовок (обожженных при 1200 °С) до 3000 °С.
Использование графита основано на ряде его уникальных свойств:
· для изготовления плавильных тиглей, футеровочных плит – применение основано на высокой температурной стойкости графита (при отсутствии кислорода), на его химической стойкости к целому ряду расплавленных металлов;
· для электродов, нагревательных элементов – благодаря высокой электропроводности и химической стойкости к практически любым агрессивным водным растворам (намного выше, чем у благородных металлов);
· для получения химически активных металлов методом электролиза расплавленных соединений. В частности, при получении алюминия используются сразу два свойства графита: хорошая электропроводность, что позволяет его использовать для изготовления электрода, и газообразность продукта реакции, протекающей на электроде. Газообразность продукта означает, что он выходит из электролизера сам и не требуется специальных мер по его удалению из зоны реакции. Это свойство существенно упрощает технологию производства алюминия;
· для твёрдых смазочных материалов, в комбинированных жидких и пастообразных смазках;
· в качестве наполнителя пластмасс;
· как компонент состава для изготовления стержней для чёрных графитовых карандашей (в смеси с каолином);
· для получения синтетических алмазов;
· для изготовления контактных щёток в электродвигателях, динамомашинах и прочих устройствах, где требуется надёжный подвижный контакт.
Композиционные материалы
Композиционными материалами, или композитами, называют материалы, состоящие из сильно различающихся по свойствам, взаимно нерастворимых компонентов.
Сравнительно пластичный компонент, непрерывный во всем объеме композиционного материала, называется матрицей. Более прочный и твердый компонент, прерывистый и разъединенный в объеме композита, называется арматурой.
Матрица связывает композицию и придает ей нужную форму. В зависимости от материала матрицы различают композиционные материалы с металлической матрицей, или металлические композиционные материалы (МКМ), и с неметаллической матрицей: с полимерной – полимерные композиционные материалы (ПКМ), с керамической – керамические композиционные материалы (ККМ).
По типу упрочняющих наполнителей композиционные материалы подразделяют на дисперсно-упрочненные, армированные (волокнистые) и слоистые (рис. 7.6). В дисперсно-упрочненные композиционные материалы искусственно вводят мельчайшие равномерно распределенные тугоплавкие частицы карбидов, оксидов, нитридов и другие, не взаимодействующие с матрицей и не растворяющиеся в ней вплоть до температуры плавления фаз. Чем мельче частицы наполнителя и меньше расстояния между ними, тем прочнее композиционный материал. В дисперсно-упрочненных композиционных материалах матрица является основным несущим элементом.
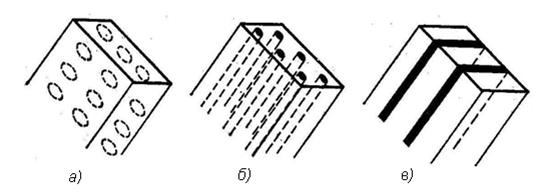
Рис. 7.6. Схема строения композиционных материалов:
а – дисперсно-упрочненные; б – волокнистые; в – слоистые
Арматурой в армированных композиционных материалах могут быть волокна различной формы (нити, ленты, сетки разного плетения). Прочность таких композиционных материалов определяется прочностью армирующих волокон, которые воспринимают основную нагрузку. Армирование дает больший прирост прочности, но дисперсное упрочнение технологически легче осуществимо.
Из освоенных промышленностью композиционных материалов ведущее место занимают металлические композиционные материалы на основе алюминия и его сплавов. Использование алюминия в качестве матричного материала обусловлено широким распространением его в технике, низкой плотностью, коррозионной стойкостью, возможностью регулировать механические свойства алюминиевых сплавов термической обработкой и подвергать их различным видам обработки давлением и литья.
1. Композиционные материалы с металлической матрицей.
К этому виду композиционных материалов относятся материалы типа САП (спеченная алюминиевая пудра), которые представляют собой алюминий, упрочненный дисперсными частицами оксида алюминия. Алюминиевый порошок получают распылением расплавленного металла с последующим измельчением в шаровых мельницах до размера около 1 мкм в присутствии кислорода. С увеличением длительности помола пудра становится мельче и в ней повышается содержание оксида алюминия. Дальнейшая технология производства изделий и полуфабрикатов из САП включает холодное прессование, предварительное спекание, горячее прессование, прокатку или выдавливание спеченной алюминиевой заготовки в форме готовых изделий, которые можно подвергать дополнительной термической обработке.
Сплавы типа САП применяют в авиационной технике для изготовления деталей с высокой удельной прочностью и коррозионной стойкостью, работающих при температурах до 300–500 °С. Из них изготавливают штоки поршней, лопатки компрессоров, оболочки тепловыделяющих элементов и трубы теплообменников.
Армирование алюминия и его сплавов стальной проволокой повышает их прочность, увеличивает модуль упругости, сопротивление усталости и расширяет температурный интервал службы материала.
Армирование короткими волокнами проводят методами порошковой металлургии, состоящими из прессования с последующей гидроэкструзией или прокаткой заготовок. При армировании непрерывными волокнами композиций типа сэндвич, состоящих из чередующихся слоев алюминиевой фольги и волокон, применяют прокатку, горячее прессование, сварку взрывом, диффузионную сварку.
2. Композиционные материалы с неметаллической матрицей.
Композиционные материалы с неметаллической матрицей нашли широкое применение в промышленности. В качестве неметаллических матриц используют полимерные, углеродные и керамические материалы. Из полимерных матриц наибольшее распространение получили эпоксидная, фенолоформальдегидная, полиамидная. Угольные матрицы коксованные или получают из синтетических полимеров, подвергнутых пиролизу (разложение, распад). Матрица связывает композицию, придавая ей форму. Упрочнителями служат волокна: стеклянные, углеродные, борные, органические, на основе нитевидных кристаллов (оксидов, карбидов, боридов, нитридов и др.), а также металлические (проволоки), обладающие высокой прочностью и жесткостью.
Свойства композиционных материалов зависят от состава компонентов, их сочетания, количественного соотношения и прочности связи между ними.
Содержание упрочнителя в ориентированных материалах составляет 60–80 об. %, в неориентированных (с дискретными волокнами и нитевидными кристаллами) – 20–30 об. %. Чем выше прочность и модуль упругости волокон, тем выше прочность и жесткость композиционного материала. Свойства матрицы определяют прочность композиции при сдвиге и сжатии и сопротивление усталостному разрушению.
По виду упрочнителя композиционные материалы классифицируют на стекловолокниты, карбоволокниты с углеродными волокнами, бороволокниты и органоволокниты.
В слоистых материалах волокна, нити, ленты, пропитанные связующим компонентом, укладываются параллельно друг другу в плоскости укладки. Плоскостные слои собираются в пластины. Свойства получаются анизотропными. Для работы материала в изделии важно учитывать направление действующих нагрузок. Можно создавать материалы как с изотропными, так и с анизотропными свойствами. Можно укладывать волокна под разными углами, варьируя свойства композиционных материалов. От порядка укладки слоев по толщине пакета зависят изгибные и крутильные жесткости материала.
Применяется укладка упрочнителей из трех, четырех и более нитей. Наибольшее применение имеет структура из трех взаимно перпендикулярных нитей. Упрочнители могут располагаться в осевом, радиальном и окружном направлениях.
Трехмерные материалы могут быть любой толщины в виде блоков, цилиндров. Объемные ткани увеличивают прочность на отрыв и сопротивление сдвигу по сравнению со слоистыми. Система из четырех нитей строится путем расположения упрочнителя по диагоналям куба. Структура из четырех нитей равновесна, имеет повышенную жесткость при сдвиге в главных плоскостях. Однако создание четырех направленных материалов сложнее, чем трех направленных.
Наиболее эффективными с точки зрения использования в самых жестких условиях сухого трения являются антифрикционные материалы на основе политетрафторэтилена (ПТФЭ).
Для ПТФЭ характерен достаточно высокий статический коэффициент трения, однако в процессе трения скольжения на поверхности ПТФЭ образуется очень тонкий слой высокоориентированного полимера, способствующий выравниванию статического и динамического коэффициентов трения и плавному движению при скольжении. При изменении направления скольжения наличие ориентированной поверхностной пленки вызывает временное увеличение коэффициента трения, значение которого снова уменьшается по мере переориентации поверхностного слоя. Такое поведение ПТФЭ при трении обусловило его широкое применение в промышленности, где главным образом используют ненаполненный ПТФЭ для производства подшипников. Во многих случаях несмазываемые подшипники должны работать при более высоких скоростях трения. При этом для ненаполненного ПТФЭ характерны высокие значения коэффициента трения и скорости износа. В качестве материалов для несмазываемых подшипников, работающих в таких условиях, широкое применение нашли композиционные материалы, чаще всего на основе ПТФЭ.
Наиболее простым путем уменьшения относительно высокой скорости износа ПТФЭ при сухом трении является введение порошкообразных наполнителей. При этом повышается сопротивление ползучести при сжатии и наблюдается значительное увеличение износостойкости при сухом трении. Введение оптимального количества наполнителя позволяет повысить сопротивление износу до 10 4 раз.
Полимеры и композиционные материалы на их основе обладают уникальным комплексом физико-механических свойств, благодаря которым они успешно конкурируют с традиционными конструкционными сталями и сплавами, а в ряде случаев без применения полимерных материалов невозможно обеспечить требуемые функциональные характеристики и работоспособность специальных изделий и машин. Высокая технологичность и малая энергоемкость технологий переработки пластмасс в изделия в сочетании с вышеназванными достоинствами ПКМ делают их весьма перспективными материалами для деталей машин различного назначения.
Читайте также: