
Реферат технологическая оснастка токарных станков
Обновлено: 05.07.2024
Металлорежущие станки представляют собой сложные машины, предназначенные для обработки металлических материалов методом резки, снятия стружки, а также для придания изделию необходимой формы. Широкое применение металлорежущие станки получили в машиностроении, промышленности и приборостроении. Готовые изделия, полученные на металлорежущих станках, отличаются высоким качеством и точностью. Большинство современных механизмов, которые используются людьми, изготовлены с помощью металлорежущих станков. В зависимости от назначения металлорежущие станки подразделяются на большое число видов: - токарные, - сверлильные станки, - фрезерные станки, - разрезные станки, - шлифовальные станки, - строгальные металлорежущие станки, - многопозиционные станки. На современном этапе развития промышлености очень популярны металлорежущие станки с ЧПУ. В процессе производства такие модели практически не делают ошибок, т.к. человеческий фактор играет при их работе незначительную роль. Металлорежущие станки, оснащенные ЧПУ, могут работать в автоматическом или полуавтоматическом режимах.
Токарные металлорежущие станки по способу использования могут быть промышленными, напольными и настольными. Настольные, в свою очередь, бывают миниатюрными, малогабаритными, мини-токарными и макро-токарными. По своему строению и внутреннему устройству токарные станки делятся на карусельные, револьверные, отрезные, одношпиндельные и многошпиндельные, полировальные, винторезные и специализированные.
Из всех вышеперечисленных наиболее распространенными являются винторезные металлорежущие станки, которые применяются для работы с цветными и черными металлами. Такие станки позволяют выполнять практически все виды обработки металлов, в том числе и нарезка резьбы.
Автоматические токарные станки дают возможность выполнять работы с высокой точностью. Сегодня ведутся разработки универсальных токарных металлорежущих станков со специальным оснащением, еще более увеличивающие технологические возможности. Для выполнения на оборудовании конкретных технологических операций его нужно обеспечить технологической оснасткой (техоснасткой): прессы - штампами, литейные машины - пресс-формами. К технологической станочной оснастке металлорежущих станков относятся: режущий инструмент (РИ) (или металлорежущий инструмент), вспомогательный инструмент оснастки (ВИ) и станочные приспособления (СП). Правильно подобранная и современная оснастка для станков значительно расширяет технологические возможности оборудования, повышает производительность труда и стабильное качество обработанных деталей, улучшает условия труда.
В машиностроении в общем объеме средств технологического оснащения примерно 50 % составляют станочные приспособления.
Применение станочных приспособлений
Применение станочных приспособлений позволяет:
· надежно базировать и закреплять обрабатываемую деталь с сохранением ее жесткости в процессе обработки;
· стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
· повысить производительность и облегчить условия труда в результате механизации приспособлений;
· расширить технологические возможности используемого оборудования.
В настоящее время в области конструирования и эксплуатации приспособлений накоплен большой опыт, как в отечественной, так и в зарубежной машиностроительной промышленности. Созданы типовые конструкции высокопроизводительных приспособлений, обеспечивающие высокую точность и экономичность изготовления деталей.
Некоторые вопросы конструирования приспособлений получили научное обоснование. К ним относятся вопросы принципов базирования и расчета погрешностей изготовления деталей в приспособлениях, создание методики расчета усилий закрепления и обеспечения прочности зажимных устройств. Разработана методика расчета экономической целесообразности выбора того или иного варианта приспособлений для определенной операции
Станочный парк, который укомплектован универсальными станками: токарными, фрезерными, шлифовальными, расточными, сверлильными, а также высокоскоростными фрезерным и станками с встроенной системой ЧПУ счситаеться наиболее выгодным для использования его в целях металообработки и выпуска определенной продукции из метала, остаеться только вопросс снабжения его качечтвенной технологической оснасткой, для улучшения качества продукции о чем было упомянуто ранее. Механическая обработка деталей с использованием современного точного оборудования - обрабатывающих центров, копировальных и электроэрозионных станков - позволяет в короткие сроки получать качественную продукцию, соответствующую требованиям конструкторской документации
Классификации оснастки станочных приспособлений
Применяемую в станочных приспособлениях технологическую оснастку можно разделить в зависимости от выполняемых операций на такие виды:
1.Оснастка для базирования обрабатываемой заготовки
Базирование заготовок - придание узлу, изделию или заготовке требуемого положения относительно сопрягаемой детали или инструмента с заданной точностью.
База - поверхность, сочетание поверхностей, ось, точка на заготовке, изделии или узле для выполнения базирования. Погрешность установки (базирования) это отклонения фактического положения требуемого.
Зажимные механизмы это устройства, позволяющие фиксировать заготовку иди деталь в оснастке при обработке.
Они должные соответствовать следующим требованиям:
· сила закрепления должна обеспечивать контакт и удержание заготовки по базам в процессе всего технологического цикла обработки с минимальными отклонениями положения,
· исключать деформации поверхности заготовки при фиксации,
· исключать вибрации заготовки при обработке,
· надежность, простота и удобство,
· минимальные временные потери при фиксации и выемки детали,
· максимальное свободное пространство на обрабатываемой деталью.
2. Силовые приводы для приспособлений:
3. Вспомогательные элементы технологической оснастки - кондукторы, копиры, высотные и угловые установы, элементы связи оснастки со станинами и корпусами.
Двухкулачковый (а) и трехкулачковый (б) самоцентрирующие патроны:
1 - заготовка
- В двухкулачковых самоцентрирующих патронах (а)закрепляют различные фасонные отливки и поковки, причем кулачки таких патронов часто предназначены для закрепления заготовки только одного типоразмера. Наиболее массовые трехкулачковые самоцентрирующие патроны (б) используют при обработке заготовок круглой и шестигранной формы или круглых прутков большого диаметра.
- Кулачковые патроны выполняются с ручным и механизированным приводом зажимных механизмов.
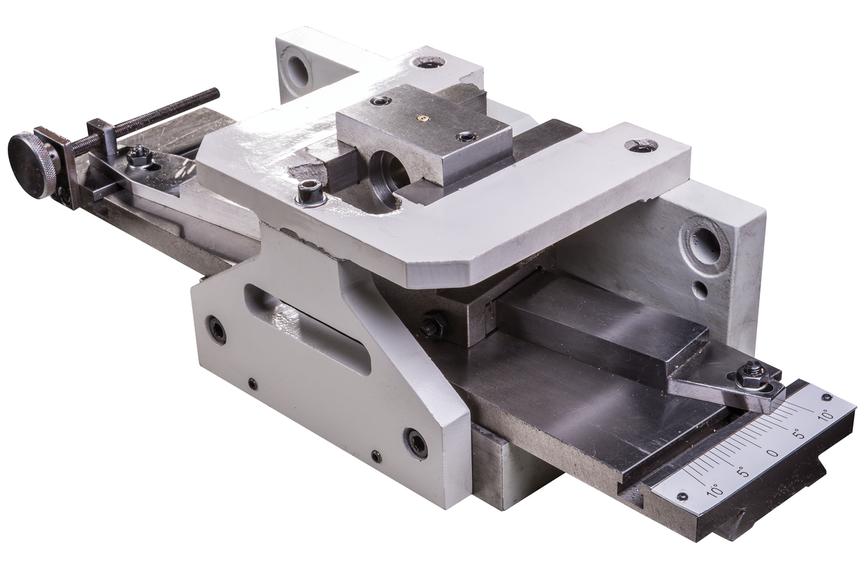
Универсальный двухкулачковый патрон.
а - общий вид патрона; б - схема механизма патрона.
Условные обозначения:
W - сила зажима; Mкр - требуемый крутящий момент на ключе; L - длина рукоятки; D - диаметр зажимаемой детали; l1 - длина направляющей части кулачка; l2 - расстояние между осью зажимного винта и осью призмы; a1 - угол призмы кулачка.
Трехкулачковый самоцентрирующий патрон
(1 - корпус; 2 - диск; 3 - рейка; 4 - винт; 5 - накладной кулачок; 6 - коническое зубчатое колесо; 7 - крышка).
Условные обозначения: Н - ширина патрона; D - диаметр корпуса патрона.
Самоцентрирующие трехкулачковые быстропереналаживаемые патроны
Самоцентрирующие трехкулачковые клиновые патроны для об¬работки заготовок типа вала (а) и диска (б):
1- основной кулачок; 2-эксцентрик; 3- накладной кулачок; 4- тяга; 5 -плавающий центр; 6 - сменная вставка; 7- корпус; 8 - втулка с клиновыми замками; 9 - втулка; 10 - винт; 11, 12 - фланцы; 13 - штифт; 14 – вставка
предназначены для базирования и закрепления заготовок типа вала и диска при обработке на токарных станках, в том числе с ЧПУ
- Применение автоматизированного патрона сокращает время на зажим заготовки и открепление обработанной детали по сравнению с ручным механизмом на 70. 80% в значительной мере облегчает труд рабочего.
Универсальный четырехкулачковый патрон
1 - тяга; 2, 3, 4, 7 - втулки; 5 - ось рычага; 6, 10 - рычаги; 8 - плавающий шарик;
9 - кулачок; 11 - ось рычага).
Применяют для установки и зажима деталей некруглой формы.
Нетрадиционные токарные патроны
Самоцентрирующие кулачковых патроны нетрадиционной конструкции (с системой двойного захвата) используют при точной обработке, когда необходимо исключить любую возможность деформации заготовки.
Нетрадиционные токарные патроны
- Такие патроны используют при точной обработке, когда необходимо исключить любую возможность деформации заготовки.
- Широко открывающийся самоцентрирующий патрон предназначен для токарной обработки деталей типа вилок. Длина хода зажима 210 мм. Система перемещения заготовки — рычажная.
Нетрадиционные токарные патроны
- Патрон со специальным встроенным цилиндром. Патрон предназначен для токарной обработки заготовки в центрах. Плавающие захваты компенсируют шероховатость на поверхности заготовки при ее установке.
Нетрадиционные токарные патроны
- Приспособление, служит для закрепления алюминиевого корпуса насоса при обработке его на токарном станке. Комплект из трех кулачков, зажимая деформирующуюся часть (диафрагму) заготовки, центрирует ее с помощью штифтов для предварительной установки. Затем заготовка зажимается прихватами. Привод патрона — гидравлический цилиндр.
Нетрадиционные токарные патроны
- При обработке концентричной заготовки, для закрепления которой необходимо автономное перемещение кулачков, применяется патрон, показанный на рисунке
Поводковый патрон
Универсальный поводковый патрон предназначен для базирования заготовок типа вала и передачи им крутящего момента при обработке в центрах на токарных станках, в том числе с ЧПУ.
1,5 - резьбовые втулки; 2 - пружина; 3 - штанга; 4 - корпус хвостовика; 6 -
неподвижный палец; 7- палец для крепления кулачка 9 - плавающий центр;
8;10 - диск; 11- корпус патрона; 12 - поворотный кожух; 13 - фиксатор
Поводковые патроны
Схема точения заготовки методом продольной подачи с использованием поводкового патрона и хомутика
Точение методом продольной подачи осуществляется при помощи хомутика 1, который крепится на заготовке, и поводкового патрона 3, закрепляемого на шпинделе токарного станка. Заготовка 2 устанавливается в центрах.
используют на токарных станках при обработке заготовок деталей типа вала в центрах станка
Мембранный патрон рожкового типа
Применяют на токарных станках, если необходимо обработать партию заготовок с высокой точностью центрирования.
- В мембранном патроне рожкового типа заготовку 3 устанавливают между торцами винтов 2, которые через рожки1 связаны с мембраной 4. При прогибе мембраны в сторону заготовки концы рожков с винтами расходятся и освобождают заготовку, а при снятии нагрузки с мембраны — закрепляют ее. Настройка патрона на размер заготовки и регулирование силы зажима осуществляется с помощью винта 2.
Цанговые патроны
а - с втягиваемой цангой; б - с выдвижной цангой.
Условные обозначения:
N - осевая сила; Q - радиальная сила, действующая на деталь; Q1 - сила предварительного сжатия лепестков цанги; a = 30. 40° - угол при вершине конуса цанги; j = 6. 8° - угол трения; l - длина лепестка цанги от места ее задела до середины конуса цанги; D - наружный диаметр лепестков цанги; s - толщина изгибающегося лепестка цанги.
Применяют для зажима калиброванных прутков разного профиля, обрабатываемых на револьверных станках и прутковых автоматах.
Подающая цанга
Подающая цанга навинчива-ется на подающую трубу, кото-рая получает от привода осевое перемещение для подачи рас-положенного в ней прутка. При загрузке станка пруток проталки-вается между лепестками пода-ющей цанги, раздвигая их. Сила упругости прижимает лепестки к поверхности прутка. При пере-мещении подающей трубы ле-пестки цанги под действием сил трения сжимаются, увеличивая силу сцепления с прутком.
Представляет собой стальную закаленную втулку с тремя надрезами, образующими пружинящие лепестки, концы которых прижаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю заготовки-прутка.
Зажимная цанга
- Зажимная цанга со сменными вкладышами (а)
Перед обработкой прутка ослабляют винты 3, устанавливают вкладыш 1 нужного профиля и размера, ориентируя его по штифтам 2
Токарные центры
- используют при обработке заготовок различной формы и размеров. Угол при вершине рабочей части 1 центра обычно равен 60°. Диаметр опорной части 3 меньше меньшего диаметра хвостовой части 2 конуса. Это позволяет вынимать центр из гнезда без повреждения конической поверхности хвостовой части заготовки.
Типы токарных центров
- Обратный центр служит для установки заготовок диаметром до 4 мм. У таких заготовок вместо центровых отверстий имеются наружные углубления — конические поверхности с углом при вершине 60°, в которые входит внутренний конус центра,
- Центр с рифленой рабочей поверхностьюрабочей части предназначен для обработки заготовок с большим центровым отверстием без поводкового патрона
Типы токарных центров
- срезанный центр применяется для подрезания торца заготовки, который устанавливают только в пиноль задней бабки.
- задний центрствердосплавной рабочей частьюизготовляют из углеродистой стали, для предотвращения изнашивания и предупреждения потери твердости
- Центр со сферической рабочей частью ) используют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка.
Вращающиеся центры
- Вращающиеся центры для центровых деталей.
- Вращающие центры для полых деталей.
Плавающий центр для станков с ЧПУ
Хомутики
- Обычный хомутик на девают на заготовку и закрепляют винтом(а). Хвостовиком хомутик упирается в палец поводкового патрона.
- Более удобен в работе самозатя-гивающийся хомутик (б), хвостовик 2 которого подвижно закреплен в корпусе 5 на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отноше-нию к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик наклоняют в сторону пружины 3, которая создает предвари-тельную силу зажима. Окончательный зажим заготовки обеспечивает палец-поводок 1 патрона в процессе обработки
1- палец-поводок; 2 - хвостовик; 3 - пружина; 4 - ось;
Обработка деталей на станках с ЧПУ – трудоемкий процесс, требующий от оператора специфических знаний и навыков. Но сложность и временные затраты можно существенно сократить, используя технологическую оснастку оборудования. Это позволяет не только в несколько раз снизить количество бракованных изделий, но и увеличить производительность труда.
Технологическая оснастка для станков с ЧПУ
Под станочной оснасткой принято понимать дополнительные орудия производства, которые дополняют станки с компьютерным управлением. Они предназначаются для эффективного проведения тех или иных работ во время механической обработки деталей.
Технологическая оснастка для устройств с ЧПУ может включать в себя:
- различные приспособления для станка;
- инструменты (как режущие, так и вспомогательные);
- оборудование, позволяющее провести предварительную настройку рабочих инструментов.
ВАЖНО! Станочное приспособление – вид технологической оснастки станка, которая может быть использована для того, чтобы позиционировать, укрепить и зафиксировать заготовку на рабочем столе обрабатывающей машины.
Технологическая оснастка станка – важное звено, которое напрямую влияет на точность и производительность оборудования. От нее во многом зависит повышение эффективности эксплуатации станка с ЧПУ. Ее применение на обрабатывающих станках с компьютерным управлением позволяет значительно увеличить производительность и точность обработки деталей.

Технологическая оснастка для токарных станков с ЧПУ
Технологическая оснастка для станков токарного типа включает в себя минимальное количество элементов. В нее входят:
Подавляющее большинство оснастки является нормализованной. Это позволяет существенно сократить подготовительные сроки производства.
Для того чтобы оптимизировать работу по установке втулок, фланцевых элементов, стаканов и коротких валиков, применяются трехкулачковые патроны самоцентрирующегося типа.

Технологическая оснастка станков с ЧПУ токарного типа в обязательном порядке должна обеспечивать:
- Снижение временных затрат на переустановку заготовок, замену или переналадку кулачков.
- Ось заготовки должна быть ориентирована в пространстве относительно оси шпинделя устройства (в процессе обработки изделия). Это обуславливает повышенное требование к стабильности центрирования обрабатываемого материала, а также жесткости механических узлов патронов.
- Необходимую силу зажима, которая может дать гарантию того, что в процессе обработки заготовка будет недвижима, то есть ее положение, достигнутое на этапе базирования, не будет изменено под воздействием рабочих инструментов.
- Еще одна функция технологической оснастки станка с ЧПУ – снижение или полная защита от влияния центробежных сил на мощность зажима обрабатываемых изделий.
- Необходимый размер центрального отверстия для эффективной обработки в патроне единичных заготовок или заготовок пруткового типа.
Разновидности систем вспомогательного типа
Системы обрабатывающего типа делятся на несколько основных групп в зависимости от их функциональных возможностей и производственного назначения:
- Многоконтурные. Предназначены для эффективного управления рядом узлов и механизмов станка. Управление может осуществляться одновременно или последовательно.
- Для распределения заготовок по станкам.
- Универсального или комбинированного типа. Такие вспомогательные системы предназначены для управления программированием загрузок рабочих инструментов и их своевременной замены, а также соблюдения заданных траекторий в ходе перемещений рабочего инструмента.
- Непрерывного действия (с контурами). Предназначены для управления наборами исполнительных органов в рамках обозначенной траектории. Последняя при этом часто остается криволинейной.
- Позиционные. Их эксплуатация предполагает только указание ключевых точек, у которых исполнительные органы оказываются после того, как части цикла завершены.
Еще одной методикой классификации вспомогательных систем станков с ЧПУ является их разделение в зависимости от способа подготовки и ввода данных, предназначенных для ознакомления. Если компьютерная управляющая программа принадлежит к оперативному типу – оснастка станка позволяет провести подготовку и корректировку работы непосредственно в приспособлении. Это может быть осуществлено во время выпуска первой детали или создания ее прототипа.
Если подготовительные работы независимы, они проводятся с помощью вычислительных программ или вне системы вручную.
Дополнительные сведения об устройствах
Контроллеры программируемого типа могут использовать различные виды памяти, в том числе:
- независимую перепрограммированную (с питанием от электричества);
- оперативную, которая может гарантировать последующий свободный доступ;
- программируемую электрически, которая может быть стерта под воздействием ультрафиолетовых лучей.
Кроме того, каждый контроллер имеет собственную диагностическую систему по вводам и выводам информации, выявлению ошибок, которые могут возникать у процессора, памяти батарей и прочих деталей.
ВАЖНО! Наличие современных диагностических систем позволяет значительно упростить поиск неисправностей, если таковые выявляются в ходе эксплуатации станка с ЧПУ.
Вспомогательное оборудование и стандартные устройства с компьютерным управлением могут быть эффективны в следующих случаях:
- В ходе производства изделий, обладающих высокой геометрической сложностью. Оптимально в единичном или мелкосерийном производстве.
- Когда технологическая оснастка станка не может быть создана с минимальными затратами времени.
- В крупносерийном производстве.
Наибольшей популярностью при этом пользуются станки с ЧПУ автономного типа. Их ключевой особенностью является использование управляющих программ для записи цикличных работ, в которых описывается каждый этап производства и характеристики конкретных деталей. При смене деталей меняются и программы, поэтому переналадка осуществляется быстро и эффективно.

Использование технологической оснастки станков с ЧПУ позволяет оптимизировать процесс обработки заготовок и повысить его производительность, снизив вероятность появления брака. На выбор дополнительных устройств напрямую влияет тип производства и сфера, в которой они эксплуатируются. На сегодняшний день приспособления, позволяющие сделать процесс работы на станках с ЧПУ проще и эффективнее, объединяются в группы в зависимости от области, в которой применяется то или иное устройство.
Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д.

Оценить 6617 0
Введение _______________________________________________ 3
Глава 1. Токарный станок _________________________________4
1.1.История возникновения и развития токарного станка________4
1.2. Устройство токарного станка ТВ - 4 _____________________6
1.3.Основные технические параметры станка ТВ-4_____________8
Глава 2. Виды и назначение токарных резцов_________________10
Список использованных источников ________________________12
Тока́рный стано́к — станок для обработки резанием ( точением ) заготовок из металлов , древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы , подрезку и обработку торцов, сверление , зенкерование и развёртывание отверстий и т. д.
Заготовка получает вращение от шпинделя , резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования , фрезерования , сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования .
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Глава 1. Токарный станок.
1.1. История возникновения и развития токарного станка.
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры. В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах.
В 1717 году Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс. В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время. Первые токарные станки Нартова хранятся в коллекции Эрмитажа.
1.2. Устройство токарного станка ТВ – 4
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков практически однотипна. Токарно-винторезный станок ТВ-4 состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. Станина установлена на две тумбы и служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие. На передней стороне станины установлены ходовой винт и рейка.
Передняя бабка крепится в левой части станины. В передней бабке находится коробка скоростей и коробка подач. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу на шкив. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр. В коробке подач смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта.
Суппорт предназначен для закрепления и перемещения резца. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим станины. По направляющим нижних салазок перемещаются в направлении, перпендикулярном к линии центров, поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу. Ручная подача осуществляется вращением маховика, насаженного на вал-шестерню, входящего в зацепление с шестерней, сидящей на валике реечной шестерни. Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика осуществляется червяком, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню и далее через кулачковую муфту и шестерни вращение передается на реечную шестерню.
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус расположен на основании, перемещающемся по направляющим станины станка. В корпусе продольно перемещается пиноль.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком, вращающим винт.
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Основными параметрами станков являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами. Важным параметром станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Читайте также: