
Реферат сварка mig mag
Обновлено: 05.07.2024
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной.
В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.

Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG

Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.

Схема tig технологии
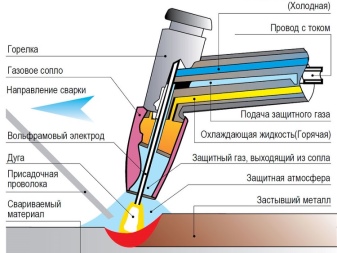
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
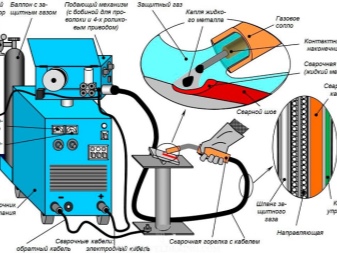
Полуавтоматическая сварка — механизированная дуговая сварка металлическим плавящимся электродом (проволокой) в среде защитных газов. Способ также известен как MIG/MAG сварка. В зависимости от типа используемого защитного газа различают сварку в инертных газах (MIG) и активных (MAG). В качестве активных газов преимущественно используют сварку в среде углекислого газа. В отличии от ручной дуговой сварки покрытыми электродами при механизированной сварке подача электрода в зону сварки выполняется с помощью механизмов, а сварщик перемещает горелку вдоль оси шва и выполняет колебательные движения электродом по необходимости.
Рис. 1. 1 – горелка, 2 – сопло, 3 – токоподводящий наконечник, 4 – электродная проволока, 5 – дуга, 6 – шов, 7 – ванна, 8 – основной металл, 9 – капля металла, 10 – газовая защита.
Сущность метода и общие принципы полуавтоматической сварки
Механизированная сварка, как и другие виды дуговой сварки, осуществляет за счет большей тепловой энергии сварочной дуги сконцентрированной в месте ее горения. Температура дуги больше температуры плавления металлов, поэтому под ее воздействием кромки сварного изделия плавятся, образуя сварочную ванну из жидкого металла. Дуги при этом горит между основным металлом и сварочной проволокой, которая выполняет функции подвода дуги к зоне сварки и является присадочным металлом для заполнения зазора между кромками.
Сварочная проволока с кассеты непрерывно подается в зону сварки при помощи подающего механизма, который проталкивает ее по каналу в рукаве к соплу сварочной горелки.
Сварочная дуга, расплавленный металл, конец сварочной проволоки, околошовная зона находятся под защитой газа, выходящего с горелки. Для получения более качественного шва, иногда выполняют подачу защитного газа дополнительно с обратной стороны шва.
В отличии от ручной сварки, отсутствие покрытых электродов позволяет механизировать процесс или полностью автоматизировать.
Оборудование для полуавтоматической сварки
В комплект оборудования для механизированной сварки входят источник питания сварочной дуги, подающий механизм, газовое оборудование, горелка. Для повышения производительности и избежания перегрева горелки при серийном производстве могут использоваться системы охлаждения.
Источники питания сварочной дуги
Для сварки в среде защитных газов изготавливают источники питания с жесткими внешними вольт-амперными характеристиками. Сварка производится на источниках постоянного тока — сварочные выпрямители, преобразователи, инверторы или специальные установки, содержащие в себе источник питания и подающий механизм, а также блок управления. Источники питания переменного тока практически не используются.
Многопостовые источники питания
Для организации работы в цехах на производстве со стационарными сварочными постами целесообразно использовать многопостовые источники питания. Для этих целей можно использовать преобразователи и выпрямители. Существует две схемы организации многопостовой сварки.
Первая схема используется когда сварка производиться одинаковыми режимами на каждом посте с частыми замыканиями сварочной цепи (возбуждение дуги). При такой схеме в цепь каждого сварочного поста включают дроссель, который способствует снижению влияния постов друг на друга при одновременной работе.
Вторая схема может быть использована для регулирования режимов сварки индивидуально на каждом посте с минимальным влиянием постов друг на друга. В таком случае напряжение холостого хода многопостового источника питания устанавливают на максимум, а снижение силы тока (регулирование) выполняется с помощью балластного реостата на каждом посте.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Механизмы подачи проволоки
Механизмы подачи проволоки используются для стабильной подачи проволоки и регулирования скорости подачи в сварочную горелку. Обычно подающий механизм состоит из электродвигателя, редуктора, тормозящего устройства, подающих и прижимных роликов, а также кассеты с проволокой. Существуют различные варианты исполнения подающих механизмов — закрытого и открытого типа.
В зависимости от числа роликов различают двухроликовые и четырехроликовые подающие механизмы. Последние более надежные и рекомендуется использовать для проволоки большего сечения или при сварке порошковой проволокой.
Для увеличения радиуса проведения сварочных работ и обеспечения стабильной подачи сварочной проволоки могут применяться промежуточные механизмы подачи. Это позволяет увеличить зону проведения сварочных работ от 10 до 20 метров. Промежуточные механизмы синхронизируются с основным что позволяет значительно удалятся от источника питания или полуавтомата и газового оборудования.
Сварочные полуавтоматы
Сварочные полуавтоматы — специальные установки для механизированной сварки в среде защитных газов содержащие в себе источник питания, подающий механизм, горелку и блок управления процессом. Дополнительно полуавтомат может иметь дистанционный пульт управления, включать схемы позволяющие выполнять сварку в импульсно-дуговом режиме и т.д.
Сегодня чаще используется схема сварки от сварочного полуавтомата, чем источник питания + подающий механизм.
Сварочная горелка
Выполняет несколько функций, среди которых: направление проволоки в зону сварки, подвод тока к сварочной проволоке, подача защитного газа, управление процессом при помощи кнопки управления. Все это возможно благодаря использованию специального шланга внутри которого находится сразу несколько элементов — сварочные кабеля, управляющие провода, спиралеобразный канал для направления проволоки, трубка для подачи газа, а иногда и для подачи воды.
Газовое оборудование для полуавтоматической сварки
В состав газового оборудования для сварки полуавтоматом входят: баллон, редуктор, ротаметр, подогреватель, осушитель, смеситель газов, рукава (шланги).
Баллоны
В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддер
жания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Баллоны
В баллонах хранят и транспортируют сжатые газы. Содержащийся в баллоне газ можно распознать по цвету и надписи на баллоне.
Редуктор (регулятор давления)
Редуктор присоединяется к вентилю баллона, предназначен для понижения давления от баллонного до рабочего и постоянного его поддержания. Для регулирования расходов газа (давления) вращают маховик на редукторе.
Подогреватель
При сварке в среде углекислого газа редуктор дополнительно комплектуется подогревателем газа, чтобы избежать замерзания редуктора.
При большем расходе углекислого газа наблюдается резкое снижение температуры, что приводит к замерзанию в редукторе влаги содержащейся в углекислоте. Работает подогреватель от постоянного (20 В) и переменного (36 В) тока.
Осушитель
Для поглощения влаги находящейся в углекислом газе в состав газового оборудования иногда включают осушитель большего или низкого давления. Осушитель высокого давления устанавливается перед редуктором, а низкого — после редуктора. Поглощает влагу специальное вещество — алюмогликоль или силикагель. Свойства обеих веществ можно восстановить путем прокалывания при температуре 250-300 ºC.
Ротаметр
Ротаметры используются для определения расходов защитного газа, когда на редукторе нет предустановленного расходомера.
Рукава (шланги)
Гибкие трубки изготавливаемые из вулканизированной резины усиленные льняной тканью. С их помощью защитный газ транспортируется к горелке и другим частям газового оборудования.
Смеситель газов
Смеситель газов предназначенный для приготовления смеси газов при подаче из нескольких баллонов.
Техника полуавтоматической сварки
Сварка стыковых соединений полуавтоматом
Тонкий металл при сварке полуавтоматом гораздо легче сваривается при в вертикальном положении. Сварку ведут углом назад, а горелку передвигают в направлении сверху-вниз. При этом сварщику хорошо видно формирование шва и зону сварки.
Для сварки толстого металла лучше использовать газы повышающие тепловую мощность дуги — гелий или смеси гелия и аргона. При этом нужно следить за положением горелки относительно шва. Небольшое отклонение горелки от вертикали способно привести к несплавлению кромок сварных деталей.
Сварка угловых и тавровых соединений полуавтоматом
Сварку угловых предпочтительней вести при расположении сварных деталей в лодочку. При этом выпуск электродной проволоки увеличивают на 10-15% по сравнению со сваркой стыковых швов в нижнем положении.
Сварка нахлесточных соединений
Сварка нахлесточных соединений при толщине металла меньше 1,5 мм выполняется на медной или стальной подкладке за один проход.
MIG/MAG – сварка материалов при помощи металлических электродов. Эта аббревиатура означает, что сваривание осуществляется в электродах, находящихся в инертном (MIG) и активном (MAG) газе. В отличие от технологий MMA и TIG, сварка MIG/MAG обладает высокой производительностью, удобством эксплуатации и повышенной степенью механизации.

Технология MIG/MAG сварки
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.

Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.

В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Достоинства и недостатки
Выделяют следующие преимущества сварки в полуавтоматическом режиме:
- Позволяет применять сварочный ток с высоким напряжением.
- Высокое качество сварных швов.
- Позволяет сваривать изделия с большим диапазоном толщины.
- Предоставляет возможность процесс образования шва.
- Не требует применения шлака или флюса.
- Позволяет создавать плотные соединения оцинкованных изделий без повреждения покрытия свариваемых деталей.
- Предоставляет возможность сваривать тонкие стальные или алюминиевые листы толщиной до 0,5 мм.
- Основные материалы не подвергаются воздействию грязи или коррозии во время сварки.
Главными недостатками технологии MIG/MAG являются:
- Требует покупки дорогих полуавтоматических устройств.
- Высокая сложность технологии.
- Невозможно выполнить сваривание деталей в труднодоступных местах, что обусловлено большой разницей в размерах горелки и электродержателя.
- Обязательность подготовки и очистки кромок свариваемых деталей.
- Загорающаяся дуга испускает большое количество световой энергии, что приводит к увеличению излучения. По этой причине сварщик обязан использовать защитные маски для лица во время работы.
- Сильное разбрызгивание металла в расплавленном состоянии.
В сравнении с технологией TIG сварка MIG/MAG применяется в промышленных отраслях. Это обусловлено полной механизацией сварочного процесса, что снижает затраты на производство в долгосрочной перспективе.
Область применения
Технология МИГ/МАГ применяется для:
- Сваривания пластин толщиной не более 0,5 мм. При работе с этими материалами необходимо увеличить интенсивность подачи теплоты. Это позволит избежать деформации пластин и увеличить производительность.
- Сварки низколегированных материалов с невысоким содержанием углерода.
- Сваривание изделий из сплавов железа или алюминия во всех пространственных положений
- Сварки пластин из цветных металлов средних размеров (до 0,2 см).
Благодаря тому, что метод MIG/MAG позволяет сваривать разнородные металлы всех классов, он активно используется во многих отраслях промышленности. Данная технология нашла применение при производстве автомобилей, морских судов и оффшорных конструкций. Использование полуавтоматической сварки на производстве требует от сварщика множество профессиональных навыков и умений. Рабочий должен уметь управлять сварочными аппаратами, состоящими из большого количества узловых конструкций. При организации промышленного производства с применением MIG/MAG сварки нужно тщательно подготовить рабочие цеха: настроить вентиляцию и приобрести стационарные сварочные устройства. В противном случае газовая система будет работать нестабильно из-за воздействия сквозняка.
Виды оборудования для MIG/MAG сварки
Для сваривания деталей при помощи технологии МИГ/МАГ необходимы источники питания. Их роль выполняют выпрямители и инверторы.Они позволяют увеличивать амплитуду высокочастотного напряжения. Выделяют 3 категории инверторов для сварки:
- Бытовые: чаще всего используются начинающими сварщиками для реализации разовых проектов. Они могут сваривать детали небольшого размера. Сила сварочного тока бытовых выпрямителей составляет не более 200 A.
- Профессиональные: используются сварщиками, работающими на небольших коммерческих предприятиях. Они могут сваривать детали большого размера без потери качества. Сила сварочного тока профессиональных инверторов составляет 300 A.
- Промышленные: используются в крупных индустриальных организациях. Они способны беспрерывно сваривать большие конструкции с соблюдением основных требований к размеру и форме сварного шва. Сила сварочного тока промышленных выпрямителей составляет не более 500 A.

Инверторы обеспечивают стабильность сварочного тока и снижают диапазон разбрызгивания расплавленного электрода. Универсальность этого прибора позволяет его при работе с нержавеющей сталью и алюминием. Выпрямители потребляют малое количество электроэнергии. Они имеют небольшие размеры, что улучшает комфорт во время проведения сварочных работ.
В бытовых условиях чаще всего используется инверторный полуавтомат с евроразъемом, позволяющим быстро подключать горелку. Выпрямители позволяют осуществлять сварку в 2 режимах как в атмосфере инертного газа, так и с использованием флиса. Для частой эксплуатации рекомендуется покупать универсальные сварочные аппараты, способные работать с применением разных технологий сварки. Их главным недостатком является высокая стоимость.

Выбор аппарата
При покупке сварочного аппарата необходимо учитывать следующие показатели:
- Тип питания: рекомендуется приобретать устройства, работающие на постоянном токе. При активации обратной полярности эти аппараты обеспечивают лучшую производительность. Приборы, работающие с переменным электротоком и прямой полярностью не способны поддерживать стабильное напряжения на дуге, что приводит к повышенному разбрызгиванию металла и изменению формы сварного шва.
- Напряжение сети: однофазное или трехфазное. Универсальные сварочные аппараты функционируют при напряжении 220 В. Важно, чтобы приборы были защищены от скачков напряжения. В противном случае они не смогут работать в сетях с различным электроснабжением.
- Ограничения по температуре: большинство сварочных аппаратов функционирует при температуре от -40 °C до +40 °C. При более высоких значениях данного показателя устройства автоматически выключаются.
- Наличие дополнительных опций: современные аппараты способны выполнять MMA и TIG сварку. Объединяя множество функций, они могут применяться для решения большого количества задач. Также современные модели имеют поддержку опций HotStart, AntiStickи ArcForce.

Основные технические характеристики аппарата для сварки указаны в паспорте устройства. Важно, чтобы прибор был изготовлен из прочных материалов и имел большой гарантийный срок.
Выбор расходных материалов
Основных расходным материалом, необходимым для сварки, является сварочная проволока. Ее диаметр должен соответствовать толщине свариваемого материала. Также деталь и проволока должны быть изготовлены из идентичных материалов.

При сварке необходимо правильно выбрать защитный газ. При обработке деталей, изготовленных из цветных металлов, лучше использовать инертные газообразные вещества (гелий, аргон и их смеси). При работе с железными сплавами рекомендуется использовать оксид углерода. Важно, чтобы в этом случае сварочная проволока содержала в себе повышенное количество кремния и марганца. Опытные специалисты рекомендуют использовать смеси из активных и инертных газов, уменьшающие диапазон разбрызгивания металла.
В профессиональной среде сварщиков нередко можно услышать про так называемую сварку MIG/MAG. Однако для новичков это наименование ни о чем не говорит. Потому нужно разобраться в особенностях такой обработки, в нюансах технологии, в характеристиках расходных материалов и областях использования.

Что это такое?
Сразу стоит сказать, что сварка MIG/MAG в полуавтоматическом режиме вполне доступна любому начинающему сварщику. А когда за дело берется профессионал, он может сварить подобным образом практически все металлы. Не имеют существенного значения (за редким исключением) даже толщина и сложность конфигурации изделий. Если же говорить о технической сути процесса, то термин MIG означает расплавление металла в окружении защищающего газа. Это позволяет исключить практически все нежелательные реакции внутри расплава.
Для работы могут применять аргон, гелий, реже другие химически стабильные (вообще или в определенных условиях) газы. Методом MIG можно сваривать:
- сталь большинства марок;
- магний;
- чистый и содержащийся в сплавах алюминий;
- титан;
- соединения никеля.
Вместо плавкого электрода используют алюминиевую, стальную или другую проволоку. Она предварительно наматывается на барабан и перемещается затем автоматически. Темп поступления проволоки определяется ее сечением, напряжением и силой тока. Все, что требуется от самого сварщика, – это заведение горелки в сварную зону и нажатие рукояти. При зажигании дуги мотор начинает подачу проволочной присадки.
Отличия сварочного процесса по технологии MAG довольно существенны. При этом типе манипуляций применяют не инертный, а углекислый газ. С его помощью неплохо обрабатывают сталь. Другие материалы варить таким способом не слишком рационально.
Однако дешевизна углекислоты, по сравнению с тем же аргоном, тем более гелием, вполне притягательна.
Такое решение, как MIG/MAG, соответственно, ориентировано на эффективную работу и с инертными газами, и с углекислотой. Можно будет использовать изменение тока в широких пределах. Доступна для работы будет и сварочная проволока любого произвольного диаметра, что расширяет возможности пользователей. В большинстве случаев применяют проволоку от 0,5 до 4 мм, ориентируясь на толщину свариваемого материала и его свойства.
Сварка полуавтоматом в среде инертного газа:
- гарантирует большую производительность, чем использование штучных электродов;
- позволяет тратить меньше времени на зачистку швов;
- совершенно исключает засорение обрабатываемого участка кислородом.


Расходные материалы
Проволоку выбирают сообразно специфике применяемых материалов. Мнение, будто она отличается лишь по цвету, ошибочно. Главным отличием является неодинаковая толщина. Критерий выбора очень прост: чем толще металл, тем больше должна быть и проволока. Но необходимо учитывать общие возможности полуавтоматов. Одни модификации конструируют с расчетом на проволоку сечением 0,6—0,8 мм. У других устройств верхняя планка диаметра составляет 1 мм. Вставка горелки с чрезмерно большим размером невозможна. И даже просто силы тока не хватает. Наконец, внимание придется уделять и составу проволоки; если он неизвестен, использовать расходный материал нельзя.
Проволока сплошного сечения формируется из меди, стали, алюминия. В некоторых случаях применяют сплавы таких металлов. Омедненное изделие применяют для стали без легирующих добавок или с минимальным их количеством.
Такая проволока стабильно горит и почти не разбрызгивается. Обеспечивается эффективная защита шва от абразивного воздействия и коррозионных процессов.
Алюминиевую проволоку применяют, чтобы варить цветные металлы и их сплавы. Подобное решение отлично подходит для сваривания изделий, контактирующих с пищевыми жидкостями и соленой водой. Порошковая проволока содержит от 15 до 40% порошка, находящегося во внутренней полости. Роль такой добавки та же самая, что и у обмазки электродов: повышение стабильности дуги, прикрытие от кислорода и легирование швов.
Отдельно стоит сказать про активированную проволоку, которая включает от 5 до 7% добавок. В состав активированной проволоки добавляют соли и окислы различных металлов. Дополнительно применяются компоненты, вырабатывающие шлаки. Благодаря этому шов становится аккуратнее, а металл разбрызгивается меньше. Подобные прутки очень прочны, они практически никогда не ломаются. Их используют, чтобы варить металл в углекислотной среде.
Подбирая проволоку для сварки, нужно учитывать:
- точку плавления (она должна быть не выше точки плавления соединяемого металла);
- спокойный характер плавления (за счет близости состава присадки к составу обрабатываемого металла);
- чистоту;
- концентрацию вредных примесей (чем меньше, тем лучше).


В дополнение к сварочному пистолету обязательно понадобятся контактные наконечники. Их фиксируют на горелку, чтобы подавать проволоку напрямую к месту обработки металла. Подбор таких деталей определяется присадочным материалом и наружным сечением используемых прутков. Внимание придется уделить также держателям наконечников. Без них крайне тяжело крепить токосъемные элементы.


Оборудование
Важную роль играет и сварочная горелка. Именно через нее подают изолирующий поверхность газ и проволоку. Для координации процесса можно применять кнопку. Часто пистолет входит в базовый комплект сварочного полуавтомата. Покупая сварочную горелку, надо учитывать интенсивность ее применения. Стоимость таких изделий может варьироваться.
Внимание при выборе уделяют:
Стоит также обратить внимание на ролики подачи проволоки. Они используются во встроенных и выносных решениях одинаково эффективно. При значительной интенсивности сварочных работ ролики постепенно изнашиваются. Материал будет проскальзывать, потому неизбежны будут рывки, замедления.
При смене диаметра проволоки требуется менять силу прижатия подающих роликов.


Области применения
Наращивание производительности, по сравнению с традиционными методами сварки, позволяет выполнить работу эффективнее. Технология MIG/MAG подходит для сваривания пластин небольшой толщины. Требуется только максимально аккуратно сокращать удельное тепловложение. В процессе наплавки каналов внутри толстых заголовок такой способ сварки позволяет обеспечить превосходную производительность. Метод MIG/MAG отлично подойдет также для сваривания:
- низкоуглеродистых марок стали;
- легированных и особо легированных сталей;
- алюминия и сплавов на его основе;
- ряда иных металлов, сплавов.
Сварка может быть исполнена в любом пространственном помещении. Подобные свойства позволяют использовать методику в крупносерийном производстве и на мелких производственных объектах.
Аппараты MIG/MAG широко востребованы в:
- автомобильной отрасли;
- судостроении;
- вагоностроении;
- строительной отрасли.
Трудности создает и чувствительность газовой защиты к дуновениям воздуха — порой из-за их чрезмерной силы не помогает даже чрезвычайный рост расхода газа.



Технология процесса
Методология MIG/MAG была разработана в 1950-х годах. Ее характерные недостатки оказываются в значительной степени устранены при работе в оборудованном цеху. Стоит учесть, что правильное название этой методики — GMAW, что расшифровывается как сварка электрической дугой в атмосфере изолирующего газа. Темп подачи проволоки определяется заблаговременно. Точно так же заранее придется настроить напряжение и интенсивность подкачки газа.
Большое значение имеет правильная очистка металла, который предстоит варить. Концевую часть проволоки следует выводить на некоторое расстояние вперед. При чрезмерно длинном выводе проволоки эффективность газовой защиты падает. От вида применяемого газа будет зависеть:
- темп плавления;
- глубина воздействия дуги;
- интенсивность формирования брызг;
- геометрия сварного шва;
- его механическая характеристика.


Углекислота может применяться как в чистом виде, так и вместе с аргоном. Двуокись углерода гарантирует быстрое плавление и повышает проницаемость дуги в металл. Шов получит расширенный, выпуклый профиль. В чистой углекислоте переплетение сил, влияющих на капли металлического расплава, очень сложно. Поскольку они не сбалансированы, существенно больше становится брызг и появляется большее количество испарений.
Инертные газы и их смеси востребованы больше при работе с цветными металлами. Темп плавления при использовании аргона будет ниже, а дуга станет проникать меньше в металл. Сократится количество брызг. При применении гелия картина противоположная — в том числе удается сформировать сварочный шов выпуклой формы. Однако неизменно растет сварочное напряжение, хотя дуга не удлиняется; отмечают ее частую нестабильность.


Варить чистым аргоном сталь по этой причине не рекомендуется. Универсальным решением для сварки углеродистых сталей является сочетание ¾ аргона и ¼ углеродной двуокиси. Этот вариант ценится за небольшую массу брызг и минимальную вероятность прожига тонких листов. Принято обозначать такую комбинацию как С25/75. Перед началом работы с металла обязательно требуется вычищать все следы краски и остатки ржавого металла; даже небольшие включения такого рода ухудшат качество и стабильность соединения.


Этот прием упрощает контроль дистанции, отделяющей обрабатываемую поверхность от инструмента, и контроль угла. Легче будет совершать требуемые для создания шва манипуляции. Но нормальные действия обеими руками немыслимы, в свою очередь, без полноформатной маски. Вариантов движений сварочной горелкой очень много. Если толщина металла не превышает 0,2 см, сварка проводится волнисто-зигзагообразными шажками; это позволяет следить за равномерным воздействием дуги на оба листа, сформировать крепкий шов и избежать прожига.
Прямые швы без малейших отклонений в сторону могут использоваться на металле практически любой толщины. Однако правильно выполнить такую работу смогут только опытные сварщики. Если соединяются детали малой толщины (меньше 0,01 см), целесообразно применять проволоку потоньше. Сокращают также ампераж, а саму проволоку начинают подавать медленнее.
Предпочтительна сварка с коротким импульсом, когда делается перерыв не более 1 секунды, — этого достаточно для остужения металла.




В следующем видео вас ждет дополнительная информация о дуговой сварке MIG/MAG и TIG.
Читайте также:
- Правовое государство понятие сущность отличительные черты реферат
- Иван грозный и его время в российской историографии реферат
- Статистическое изучение динамики социально экономических явлений реферат
- Тактическая подготовка легкоатлетов эстафетный бег в системе многолетней подготовки реферат
- Применение лицевой дуги в ортопедической стоматологии реферат