
Реферат о деревообрабатывающих станках
Обновлено: 02.07.2024
Деревообрабатывающее оборудование разделяют на станки общего назначения, станки для специальных производств и универсальные. К станкам общего назначения относятся станки для раскроя досок, брусков, щитов, плит; фрезерования по плоскости и профилю; образования шипов и проушин; сверления отверстий; образования пазов и гнезд; окончательной механической обработки и др. К станкам для специальных производств относится оборудование, предназначенное для изготовления оконных и дверных блоков, клееных конструкций и др. На универсальных станках выполняют различные работы, например раскрой пиломатериалов по длине и ширине, фрезерование, сверление и др.
В зависимости от количества рабочих шпинделей деревообрабатывающие станки бывают одно- и многошпиндельные. По количеству операций станки делятся на одно- и многооперационные. В зависимости от количества обрабатываемых сторон станки бывают одно-, двух- и четырехсторонние.
По степени механизации станки делятся на полумеханиэированные и полностью механизированные. К полумеханизированным относятся станки, у которых, механизирован процесс обработки, но подача ручная. К полностью механизированным относятся станки, у которых механизированы процессы обработки, но отсутствует автоматизация. У полуавтоматических станков автоматизирована часть главных операций, а у автоматических—все операции.
Элементы станков делятся на основные и вспомогательные. Основные органы выполняют функции по обработке древесины (резание) и подаче материала к инструменту (ножевые и пильные валы, подающие вальцы, конвейеры и др.). К вспомогательным органам относят устройства для заточки режущего инструмента, настройки и смазывания станков, удаления отходов.
Деревообрабатывающие станки состоят из двигательных, передаточных и исполнительных механизмов. К двигательным механизмам относятся электрические, гидравлические и пневматические приводы. Передаточный механизм передает движение от двигательного к исполнительному механизму (механизм резания и подачи).
Станок состоит из следующих основных частей: станины, столов, механизмов резания и подачи, привода, ограждений, приборов контроля, учета.
Станина представляет собой металлическое основание, на котором располагаются все механизмы и детали станка. Конфигурация и размеры станины зависят от назначения и конструкции станка.
Столы служат для поддержания и направления обрабатываемого материала. Они бывают неподвижные, наклоняющиеся, передвижные, переставные.
Механизмы резания (шпиндели) служат для крепления режущего инструмента. Размещаются они обычно на суппортах, которые бывают подвижные и неподвижные.
Механизм подачи. Процесс резания осуществляется двумя способами: режущий инструмент надвигается на материал (торцовочные; цепнодолбежные и другие станки) или материал подается к режущему инструменту (продольно-фрезерные станки). Материал в станок может подаваться вручную или механически.
Вспомогательные механизмы. Для правильной подачи материала в станок применяют направляющие линейки, угольники, прижимы, ролики, башмаки.
Во избежание вибрации материал прижимают к линейке пружинными прижимами (продольно-фрезерный четырехсторонний станок).
Привод механизмов резания или подачи осуществляется в основном от электродвигателей. Но большинстве станков привод производится от индивидуальных электродвигателей путем соединений электродвигателя через муфту со шпинделем или ременной, цепной передачами.
Специализированные инструменты и приспособления, применяемые при сборке оконных блоков, показаны на рисунках 1, 2, 3.
1. Доборный рубанок для обработки фальцев собранных оконных и дверных коробок
1 - нож; 2 - фиксатор; 3 - винтовое устройство; 4 - корпус; 5 - гайка
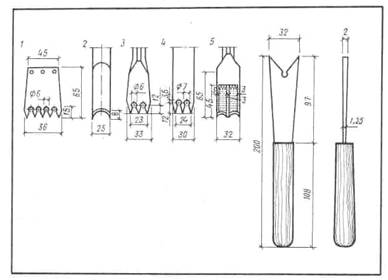
2. Стамески для выборки гнезд под врезные (вколотиые) петли
1-карачаровска; 2 -киевская; 3-рижская; 4 -таллиннская; 5-американская шириной 32 мм.
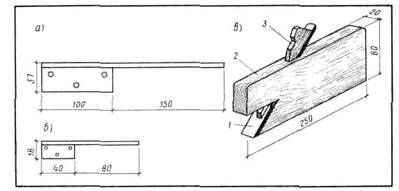
3. Инструменты и приспособления, применяемые при сборке оконных блоков: шаблоны И. И. Высоцкого и В. К. Кулаченко для разметки петель. а - на створках; б - на форточках; в - доборный зензубель для подстрагивания фальцев в углах собранных оконных или дверных коробок; 1-нож; 2 -корпус; 3 - клин
Деревообрабатывающий станок - это машина для обработки древесины с целью придания ей необходимых размеров и формы. По роду выполняемой работы деревообрабатывающие станки делятся на: дереворежущие, гнутарные, сборочные, для нанесения клея и отделочные.
На дереворежущих станках различными режущими инструментами от древесины отделяется некоторая часть с целью получения заготовок, деталей или изделий заданных размеров и форм с поверхностями требуемого качества.
Гнутарные станки придают древесине требуемую форму путем изгиба без нарушения связи между частицами древесины.
На сборочных станках выполняют работы по соединению отдельных деталей в узлы и изделия. К ним относятся станки для сборки деталей, склеивания, соединения шипами, шурупами, нагелями, гвоздями, скобами и т.д.
Станки для нанесения клея оснащены вальцами, покрытыми резиной, или щеточными, дисковыми, роликовыми или впрыскивающими механизмами.
Отделочные станки предназначены для окраски изделий и нанесения на их поверхность декоративных и защитных покрытий, обработки лаковых покрытий (шлифования и полирования). Красители наносятся на станках с вальцами; декоративные, лаковые и защитные покрытия - на специальных лаконаливных машинах, на линиях с применением струйного облива. Для шлифования поверхностей изделий под покрытие лаками служат шлифовальные станки - обычно ленточного типа (многоленточные проходные). Поверхности изделия полируются на станках вальцового типа, а иногда при помощи тампонов. Наиболее производительны при шлифовке станки вальцового типа, у которых вальцы собраны из специальных хлопчатобумажных дисков.
Наиболее распространены в промышленности дереворежущие станки. Резание древесины выполняется распиливанием, фрезерованием, строганием, сверлением, долблением, точением, лущением и шлифованием.
Распиливание выполняется пилами, совершающими возвратно-поступательное, вращательное или прямолинейное движение.
Фрезерование осуществляется вращающимися резцами (прямолинейными ножами или фасонными фрезами).
Cтрогание производится на строгальных станках, у которых режущие ножи установлены неподвижно (движется заготовка) или совершают возвратно-поступательное движение и срезают тонкий поверхностный слой древесины.
Сверление и долбление выполняются специальными сверлами на сверлильных, сверлильно-пазовальных и долбежных станках. Долбление обычно производится долбежным инструментом для образования в древесине отверстий, главным образом для шиповых соединений.
В процессе точения стружка равномерной толщины срезается с поверхности вращающегося тела.
Лущение представляет собой развертку цилиндра по спирали в тонкую ленту (шпон). Лущение аналогично точению при радиальной подаче, но сопровождается обжимом стружки (шпона) и производится после предварительного пропаривания обрабатываемой древесины.
При шлифовании древесины роль резцов выполняют зерна абразивных материалов.
Для дереворежущих станков (особенно круглопильных, ленточнопильных, фрезерных, шлифовальных) характерны высокие скорости резания (20-60 м/сек), а иногда 100 м/сек и более. В связи с большими скоростями резания рабочие валы многих типов станков имеют частоту вращения 3 - 6 тыс. об/мин, а копировально-фрезерных станков - до 30 тыс. об/мин.
Станки с возвратно-поступательным движением инструмента (лесопильные рамы, фанерострогальные и некоторые др.) имеют небольшую скорость резания (не превышающую 7-8 м/сек.).
Большинство станков снабжено индивидуальными электроприводами мощностью от 0,5 до 200 кВт. На современных станках и автоматических линиях широко используются гидро- и пневмоприводы, фотореле, ток повышенной частоты (100-400 Гц), дистанционное управление.
Переработка отходов называется дроблением. Она осуществляется в дробильных или рубильных станках роторного и дискового типов с целью получения из кусковых отходов деревообрабатывающих производств (реек, горбылей и т.д.) технологической щепы для целлюлозных предприятий. На таких станках кусковые отходы дробятся ножами, установленными на валу, или металлическими планками, закрепленными на вращающемся роторе станка.
Кстати, стружка не, всегда, является отходом производства. Иногда она может быть продукцией (например, шпон при лущении и тонкая дощечка при безопилочном резании). Бесстружечное резание происходит при раскалывании (дровокольные станки), разрезании шпона (ножницы), вырезании штампами (шпонопочиночные станки), дроблении (дробильные и рубительные станки).
Комбинированные станки имеют несколько установленных на общей станине шпинделей, каждый из которых может работать независимо от других, а универсальные снабжены одним шпинделем, на котором попеременно укрепляют различные инструменты.
Отдельную группу составляют многооперационные автоматы и полуавтоматы, агрегатные станки, автоматические линии и станки-комбайны, выполняющие (одновременно или последовательно) несколько операций на обрабатываемой детали. Автоматические линии широко распространены на крупных специализированных предприятиях.
Шпиндель - это рабочий вал станка. На шпинделе закрепляется инструмент (фреза, сверло, шлифовальный круг и т.п.) или обрабатываемое изделие. К шпинделю предъявляются высокие требования по точности вращения, существенно влияющей на точность обработки. Поэтому его устанавливают на подшипниках качения высокого класса точности или подшипниках скольжения, а особо быстроходные шпиндели внутришлифовальных станков (частота вращения до 100 тыс. об/мин) - на подшипниках скольжения с воздушной смазкой. Привод шпинделя осуществляется через зубчатую или ременную передачу, а также непосредственно от встроенного электродвигателя или воздушной турбинки.
Как правильно выбрать станок для деревообработки?
Следует обратить внимание не только на его характеристики, но и на наличие гарантийного срока, возможность проведения пусконаладочных работ, а также надежность и ремонтопригодность станка.
Также необходимо подойти к этому решению с экономической точки зрения: насколько быстро он может окупиться. Следует учесть и то, какое сырье будет использоваться, бревна какого диаметра предполагается распиливать.
Если вы намерены использовать сырье диаметром 50 - 80 см, то можно выбрать ленточнопильный станок. Но для распиливания бревен хвойной породы до 1200 мм в диаметре будет смысл выбрать круглопильный станок. Если нужно пилить дуб, лиственницу или палиссандр, то круглопильный станок не подойдет. Дело в том, что это очень дорогое сырье, а при работе на круглопильных станках образуется большое количество опилок.
В качестве режущего инструмента как в ручных электропилах, так и на деревообрабатывающих станках служат цепь, пильный диск и полотно пилы (на пилораме). Тип резца и определяет сферу применения различных видов оборудования.
Цепная пила предназначена для поперечной распиловки круглого леса, брусьев и толстых досок. Режущий инструмент в этих пилах - пильная цепь, приводимая в движение от звездочки через редуктор и электродвигатель.
Дисковые пилы наиболее популярны для использования не только в строительстве, но и в бытовых целях. Дисковыми электропилами можно распиливать древесину вдоль и поперек волокон, выбирать четверти, зарезать шип и гребни.
У круглопильных лесопильных установок более низкое энергопотребление, чем у пилорам. Для их эксплуатации не требуется массивный фундамент и есть возможность индивидуального раскроя каждого бревна. Комплексы с использованием данного оборудования имеют достаточно высокую производительность.
Но есть и недостатки: возникает вопрос о необходимости утилизации отходов, так как ширина пропила дисковыми пилами составляет 6-7 мм, поэтому образуется большое количество опилок, как и у рамных пил. Кроме того, стоимость самих станков да и дисковых пил к ним довольно высока! Заточку пил может производить только высококвалифицированный персонал.
Каковы особенности применения пилорамы?
Пилорама предназначена для продольной распилки бревен и брусьев различных пород древесины на пиломатериалы. Распиловка бревен осуществляется возвратно-поступательным перемещением пильной рамки с укрепленным на ней поставом (набором) пил по направляющим. Движение к пильной рамке передается от главного вала шатуном. Пилорама может применяться как станок первого ряда в лесопильных цехах большой мощности, так и на малых производствах.
Пилорамы требуют устройства массивного фундамента, имеют высокое энергопотребление, низкий коэффициент выхода готовой продукции, большое количество отходов, необходимость сортировки пиловочника по диаметру. Поэтому, как правило, на базе этого оборудования создаются стационарные лесопильные комплексы с подъездными путями, оборудованные грузоподъемными механизмами, сортировочными площадками, занимающими большую площадь, мощными бревнотасками, площадками для сортировки и упаковки готовой продукции, оборудованием для удаления, временного хранения и утилизации отходов.
Но хорошая производительность компенсирует все первоначальные затраты. Есть у пилорам и другие положительные стороны. Самая главная - неприхотливость в работе. Станки работают в неотапливаемых цехах, сараях. Обслуживать пилораму очень просто, и практически в любой местности можно найти человека, который имеет представление о пилорамах и может на ней работать.
Ленточная технология как нельзя лучше подходит тем, кто делает первые шаги в лесопильном бизнесе. Относительная простота в освоении и эксплуатации, возможность поэтапного развития производства создают хорошие условия для старта. Купив только один ленточный станок, можно получать обрезную доску экспортного качества.
Данная технология незаменима при глубокой обработке древесины с получением точных по геометрии заготовок для клееного бруса, щита и мебельных заготовок.
Особенно заметно преимущество ленточных станков при распиловке крупномерного пиловочника. Появляется возможность обрабатывать бревна диаметром 70-80 см и более, что принципиально для тех, кто пилит ценную твердую древесину.
Итак, основные преимущества ленточной технологии следующие:
· за счет тонкого (1,5-2 мм) и гладкого пропила значительно снижается количество опилок;
· повышается выход продукции (до 75-80%);
· жесткая и надежная режущая головка не требует дополнительных регулировок и обеспечивает точность пропила и строгое соблюдение геометрических параметров доски, что позволяет уменьшить допуски.
Главное требование - работа одной лентой не более 1,5-2 ч. По рекомендации всех производителей ленточных пил требуется через 2 ч работы поменять ленту, независимо от того, затупилась она или нет. Одна лента при нормальном уходе (вовремя и правильно заточенная и разведенная) обрабатывает 60-80 куб.м пиловочника.
Невозможно однозначно ответить! Приверженцы ленточного пиления главным недостатком дискового станка называют большую толщину пропила (до 8 мм!) и небольшой (до 300 мм) диаметр пиления. Эти цифры далеки от реальных. На самом деле толщина диска большого (1000 мм) диаметра составляет 3,6-4,2 мм. Развод составляет 0,4-0,5 мм на сторону. В итоге пропил составляет 4,4-5,2 мм, что довольно много по сравнению с лентой, но никак не 8 мм! Максимальная высота пропила на диске 1200 мм составляет 480 мм, что соответствует диаметру бревен 600 мм.
А теперь главный аргумент в пользу дискового пиления - большие скорости подачи пиломатериала на пилу. У ленточного станка с узкой лентой скорость не может быть больше 0,25 м/сек и один проход каретки на 6-метровом бревне производится в среднем за 30-40 сек. На станках с широкой пилой данный показатель лучше, скорость подачи достигает 0,5 м/сек и один проход осуществляется за 12-24 секунд. На диске продольная подача может достигать 1,5 м/сек! Один проход может осуществляться за 4-6 сек!
При достаточно высокой стоимости пил (от 450 до 1200 долл.), одной пилы хватает на 1,5-2 года работы. Но 1 раз в 2-3 недели пила требует специальной подготовки (проковка, вальцовка и т.п.), которую, как правило, делают в мастерской. Например, из Карелии пилы отправляют на подготовку в Финляндию. Сразу возникает вопрос: а на каком расстоянии от вас находится такая мастерская?
В то же время производительность ленточнопильного станка, например, НР-99 по обрезному пиломатериалу составляет 10-12 куб.м в смену, что вполне соизмеримо с производительностью дисковых станков. Но подготовка инструмента требует от заточника гораздо меньшей квалификации, да и стоимость пил в 10 раз меньше. Согласитесь, если рабочий испортит пилу стоимостью 30 долл., это меньшая потеря, чем пила за 500 долл.

Токарный станок – это универсальное приспособление для изготовления различного плана деталей, причем не только из дерева. Благодаря такому устройству сделать нужную деталь не составит труда. Можно изготовить детали различного размера, начиная от шахматной фигуры и заканчивая деталями мебели.
| Вложение | Размер |
|---|---|
| dokument_microsoft_word.docx | 476.65 КБ |
| tokarnyy_stanok.pptx | 1.57 МБ |
Предварительный просмотр:
Мужчина должен быть мастером на все руки. Как часто мы слышали это выражение? А ведь это правда, потому что неженское это дело, ремонтировать старый табурет или прибивать книжные полки. Зачастую простого набора инструментом хватает с головой. Но бывают случаи, что работа мужчины напрямую связана со способностью управляться с куда более сложными конструкциями, чем молоток или отвертка.
Когда хочется добавить в дом чего-то теплого и очень красивого сразу же вспоминается дерево. Но, когда приезжаешь в магазин или на рынок то глаза от цен на лоб лезут. Особенно если это какие-то точеные элементы декора. Из этой ситуации есть один прекрасный выход – сделать токарный станок своими руками (по дереву). На первый взгляд это кажется очень сложным, но полистав немного литературы и поискав в интернете можно с легкостью его собрать.
Токарный станок – это универсальное приспособление для изготовления различного плана деталей, причем не только из дерева. Благодаря такому устройству сделать нужную деталь не составит труда. Можно изготовить детали различного размера, начиная от шахматной фигуры и заканчивая деталями мебели.
Безусловно, чем больше размеры станка, тем легче проявить фантазию и соорудить сложный предмет из дерева. Но производственные станки стоят не малых денег, да и размеры попросту не позволят установить их у себя дома. А это значит, что нужно подумать над собственной конструкцией.
Принцип работы токарного станка прост. Деревянная заготовка зажимается в параллельном положении относительно пола, затем станок запускает вращательные движения по оси, а подвижный резец, в свою очередь, выступает в роли убирающего от лишнего дерева инструмента.
Цель проекта :
Цель моего проекта –создание токарного станка для точения древесины.
1.Освоить технологию выполнения токарного станка.
2.Убедиться , что работы , выполненные своими руками , экономично выгодны.
Планируемый результат: токарный станок для точения древесины.
Из истории создания токарного станка.
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV - XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа - упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один - два оборота, а жердь - согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, - вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) - изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра Первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А. К. Нартова в 1712 г.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб. Токарный станок Робертса Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г. Другой бывший сотрудник Модсли - Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования. Шпиндельные технологии Weiss Umwelttechnik GmbH.станке
Следующий этап - автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки - блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики - автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации - револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
Тока́рный стано́к — станок для обработки резанием (точением) заготовок из металлов, древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развёртывание отверстий и т. д.

Оценить 6606 0
Введение _______________________________________________ 3
Глава 1. Токарный станок _________________________________4
1.1.История возникновения и развития токарного станка________4
1.2. Устройство токарного станка ТВ - 4 _____________________6
1.3.Основные технические параметры станка ТВ-4_____________8
Глава 2. Виды и назначение токарных резцов_________________10
Список использованных источников ________________________12
Тока́рный стано́к — станок для обработки резанием ( точением ) заготовок из металлов , древесины и других материалов в виде тел вращения. На токарных станках выполняют черновое и чистовое точение цилиндрических, конических и фасонных поверхностей, нарезание резьбы , подрезку и обработку торцов, сверление , зенкерование и развёртывание отверстий и т. д.
Заготовка получает вращение от шпинделя , резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам.
Применение на станках дополнительных специальных устройств (для шлифования , фрезерования , сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования .
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины.
Глава 1. Токарный станок.
1.1. История возникновения и развития токарного станка.
Токарный станок — древний инструмент. Самое раннее свидетельство о токарном станке восходит к Древнему Египту около 1300 года до нашей эры. В период враждующих государств в Китае, около 400 г. до н. э., древние китайцы использовали токарные станки для заточки инструментов и оружия в промышленных масштабах.
В 1717 году Андрей Константинович Нартов впервые изобрёл токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс. В токарных станках той эпохи резец зажимался в особом держателе, который перемещали вручную, прижимая к обрабатываемому предмету. Качество зависело только от точности рук мастера, тем более, что в то время токарные станки уже применялись для обработки металлических, а не деревянных изделий. В своем станке Нартов не просто закрепил резец, но и применил следующую схему: копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Как это ни парадоксально, невзирая на все дальнейшие усовершенствования придуманного Нартовым механизированного суппорта, принцип его действия остался таким же и в наше время. Первые токарные станки Нартова хранятся в коллекции Эрмитажа.
1.2. Устройство токарного станка ТВ – 4
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков практически однотипна. Токарно-винторезный станок ТВ-4 состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. Станина установлена на две тумбы и служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие. На передней стороне станины установлены ходовой винт и рейка.
Передняя бабка крепится в левой части станины. В передней бабке находится коробка скоростей и коробка подач. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу на шкив. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр. В коробке подач смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта.
Суппорт предназначен для закрепления и перемещения резца. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим станины. По направляющим нижних салазок перемещаются в направлении, перпендикулярном к линии центров, поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу. Ручная подача осуществляется вращением маховика, насаженного на вал-шестерню, входящего в зацепление с шестерней, сидящей на валике реечной шестерни. Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика осуществляется червяком, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню и далее через кулачковую муфту и шестерни вращение передается на реечную шестерню.
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус расположен на основании, перемещающемся по направляющим станины станка. В корпусе продольно перемещается пиноль.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком, вращающим винт.
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Основными параметрами станков являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами. Важным параметром станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта.
Читайте также: