
Реферат на тему развертывание
Обновлено: 02.07.2024
Производят после предварительного сверления и зенкерования для получения отверстия с меньшей шероховатостью. Вращающийся инструмент — развёртка — снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия. Условия резания и нагрузка на инструмент при выполнении развёртывания, и шероховатость поверхности схожи с так называемым протягиванием.
Не следует путать развертывание с зенкерованием. Последнее является получистовой операцией, выполняемой обычно над отверстиями в литых деталях с целью удаления литьевой шероховатости и получения отверстий невысокой точности. Зенкерование также рекомендуется выполнять перед развёртыванием (чистовой операцией).
Содержание
Назначение развёртывания
Развёртывание является необходимой чистовой операцией для:
- Получения точных калиброванных отверстий: посадочные для подшипников, отверстия для плунжеров, валов и др
- Получения малой шероховатости поверхности отверстий: для уменьшения трения, для плотного контакта или посадки.
Выполнение развёртывания
Развёртывание выполняется на всех станках применяемых и приспособленных для зенкерования, и в редких случаях вручную.
Инструмент для развёртывания
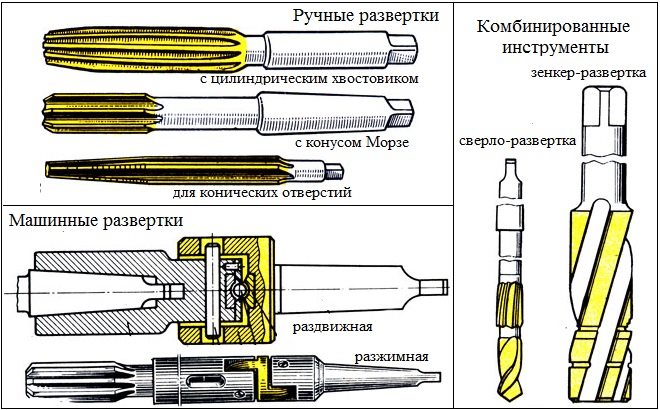
Основным инструментом для выполнения развёртывания являются так называемые развёртки, представляющие собой многолезвийные (4-20 лезвий) цилиндрические либо конические инструменты, имеющие ось вращения и при вращении которых происходит резание материала. При развёртывании применяют следующие виды развёрток:
- Цилиндрические цельные ручные: Ручная развёртка отверстий от 1 до 32 мм в диаметре (глубиной до 150 мм).
- Конические цельные ручные: Ручное развёртывание конических отверстий (до конус Морзе 3).
- Цилиндрические цельные машинные: развёртка отверстий до 150 мм.
- Конические цельные машинные: развёртка любых инструментальных конусных поверхностей.
- Цилиндрические раздвижные ручные: регулирование диаметра развёртки (подгонка отверстий до 32 мм в диаметре).
- Цилиндрические раздвижные машинные: регулирование диаметра развёртки.
Развёртки изготовляют из инструментальных (среднелегированных чаще, быстрорежущих реже, углеродистых редко) сталей, и оснащённых твёрдыми сплавами.
Примечания
Ссылки
- Металлообработка
- Технологии машиностроения
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое "Развёртывание" в других словарях:
развёртывание — развёртывание, я … Русский орфографический словарь
развёртывание — развёртывание … Словарь употребления буквы Ё
РАЗВЁРТЫВАНИЕ — РАЗВЁРТЫВАНИЕ, развёртывания, мн. нет, ср. Действие по гл. развертывать. Развёртывание пакетов. Развёртывание войсковых частей. Развёртывание хозяйства. Развёртывание профсоюзной работы. Развёртывание школьной сети. Развёртывание самокритики.… … Толковый словарь Ушакова
развёртывание — развёртывание, развёртывания, развёртывания, развёртываний, развёртыванию, развёртываниям, развёртывание, развёртывания, развёртыванием, развёртываниями, развёртывании, развёртываниях (Источник: «Полная акцентуированная парадигма по А. А.… … Формы слов
развёртывание — процесс чистовой обработки отверстий, полученных сверлением, зенкерованием или иным способом. Для обработки применяют многолезвийный режущий инструмент – развёртку, которая имеет от 6 до 12 лезвий. Процесс может осуществляться на станках или… … Энциклопедия техники
развёртывание — ввод в эксплуатацию (ITIL Service Transition) Деятельность, отвечающая за перемещение нового или измененного оборудования, программного обеспечения, документации, процесса и т.п., в среду промышленной эксплуатации. Развёртывание – это часть … Справочник технического переводчика
развёртывание — РАЗВЕРНУТЬ, ну, нёшь; вёрнутый; сов. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
развёртывание — I см. развернуться II я; ср. к развёртывать и развёртываться. Развёртывание строительства. Развёртывание наступления … Словарь многих выражений
Развёртывание — одна из разновидностей обработки отверстий резанием (после сверления и зенкерования) многолезвийным режущим инструментом развёрткой (См. Развёртка). В результате чернового Р. снимается припуск на обработку не более 0,5 мм на диаметр,… … Большая советская энциклопедия
РАЗВЁРТЫВАНИЕ — чистовая обработка цилиндрич. и конич. отверстий диам. до 100 мм при помощи металлореж. инструмента развёртки. Р. обычно обеспечивает точность отверстия по квалитетам 7 9 с шероховатостью поверхности Ri= 0,63 0,32 мкм. Р. характеризуется съёмом… … Большой энциклопедический политехнический словарь
Развертывание, которое является достаточно распространенной технологической операцией, выполняют в тех случаях, когда предварительно подготовленное отверстие в металлическом изделии необходимо довести до соответствия требуемым параметрам. К таким параметрам, в частности, относятся форма и размеры отверстия, шероховатость формирующей его поверхности.

Обработка отверстия шатуна раздвижной разверткой
- ручным и машинным – в зависимости от того, каким образом используется;
- цилиндрическим и коническим – в зависимости от собственной конфигурации и формы обрабатываемого отверстия;
- хвостовым и насадным – по способу фиксации;
- с равномерным и неравномерным расположением режущих зубьев по своей окружности для формирования обрабатываемых поверхностей с различной степенью шероховатости.
Типы разверток по металлу
Ручные и машинные инструменты, используемые для развертывания, имеют определенные различия в своей конструкции. Так, ручной инструмент для развертывания отличается удлиненными режущими кромками на своей рабочей части и хвостовиком квадратного сечения, при помощи которого развертка устанавливается в воротке. Конструкция машинного инструмента, позволяющего выполнять развертывание отверстий значительной глубины, отличается более короткой рабочей частью и более длинной шейкой.
При выборе развертки для обработки отверстий имеют значение следующие технические параметры:
- тип инструмента (для выполнения чернового или чистового развертывания, ручной или машинный);
- диаметр (в зависимости от геометрических параметров подвергаемого развертыванию отверстия).
Как правило, для чернового развертывания необходим припуск от одной десятой до пятнадцати сотых миллиметра, а для чистовой – от пяти сотых до одной десятой миллиметра.

Величины припусков под развертывание
Для того чтобы более подробно разобраться в том, как осуществляется развертывание, можно рассмотреть порядок осуществления такой технологической операции на конкретном примере. Чтобы получить отверстие диаметром 30 мм, сначала используют сверло диаметром 15 мм, затем рассверливают полученное отверстие до диаметра 29,8 мм. Его обрабатывают черновой разверткой с диаметром 29,95 мм, а после этого выполняют чистовую обработку, используя инструмент диаметром 30 мм, при помощи которого снимается припуск 0,05 мм.
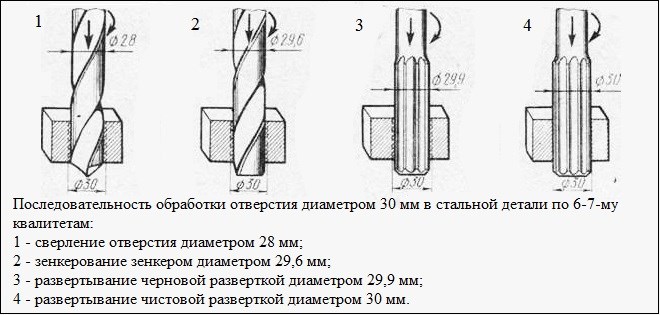
Последовательность обработки отверстий
На то, насколько высокой точностью будет отличаться полученное при развертывании отверстие, а также на степень шероховатости его поверхности значительное влияние оказывают не только геометрические параметры используемого инструмента, но и тип смазочно-охлаждающей жидкости, применяемой при обработке. При развертывании отверстий в деталях из стали в качестве такой жидкости используют специальные эмульсии, смешанные с минеральным маслом. При обработке бронзовых и латунных деталей минеральные масла в состав СОЖ не добавляют.
Применение ручного инструмента
Ручное зенкерование и развертывание осуществляют по схожей схеме, которая подразумевает выполнение следующих технологических операций.
- Исходя из параметров начального и конечного отверстия, выбирают инструмент для выполнения чернового и чистового развертывания.
- Заготовку надежно фиксируют в тисках, если ее габариты позволяют это выполнить. Если она отличается значительными размерами, то ее не закрепляют перед развертыванием.
- В отверстие в детали, которое предварительно было получено в процессе литья заготовки или ее сверления, вставляется инструмент для чернового развертывания.
- На хвостовик инструмента, имеющий квадратную форму поперечного сечения, надевается вороток.
- Наружная поверхность развертки и внутренняя поверхность отверстия смазываются специальной жидкостью.
- Развертку, используя вороток, начинают вращать по направлению расположения ее режущих кромок. В ходе вращения инструмента, которое следует выполнять медленно, без резких движений, на его рабочую поверхность постоянно наносят смазочный материал. Вращая развертку, необходимо аккуратно подавать ее в сторону выполнения обработки, которая заканчивается после того, как с внутренней поверхности отверстия будет полностью снят слой металла, оставленный на припуск.
- После того как черновое развертывание будет закончено, инструмент аккуратно извлекают, при этом не допускается выполнять его обратное вращение.
- В отверстие, обработанное черновой разверткой, помещают чистовой инструмент, на квадратный хвостовик которого также насаживают вороток.
- Развертку для чистовой обработки вращают по часовой стрелке, при этом осуществляют такое вращение очень плавно и аккуратно, постоянно используя смазочный материал. Величина подачи инструмента, чтобы получить отверстие с требуемыми параметрами шероховатости внутренней поверхности, должна быть минимальной.
- После завершения чистовой обработки развертку извлекают из отверстия и его геометрические параметры проверяют при помощи гладкого предельного калибра-пробки.
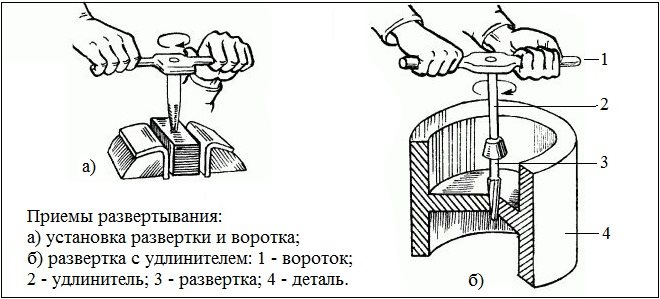
Приемы ручного развертывания
Обработка отверстий конической формы
При помощи технологической операции развертывания могут обрабатываться и конические отверстия, которые до этого имели цилиндрическую форму или были просверлены с уступами, для чего использовались сверла разного диаметра. Выполнение предварительного отверстия с уступами в таких случаях позволяет оставлять меньший припуск для дальнейшего развертывания.
Осуществление развертывания конических отверстий практически ничем не отличается от технологической схемы обработки отверстий цилиндрической формы. Для выполнения такой технологической операции, как правило, используется черновой, промежуточный и чистовой инструмент.
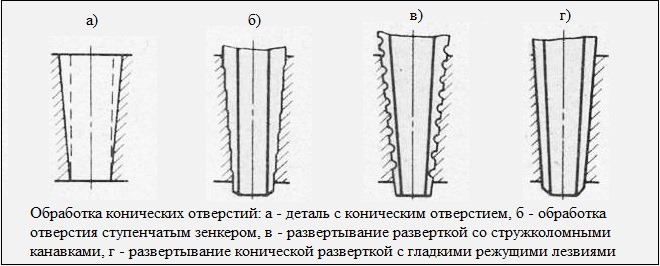
Последовательность обработки конических отверстий
Для проверки результатов такого развертывания используют специальный конусный калибр. При этом проверка выполняется как по плоскости соприкосновения поверхностей сформированного отверстия и калибра, так и по глубине прохода контрольного инструмента.

Калибр конусный центровых отверстий (ККЦО)
Выполнение такой проверки проводят по следующей схеме.
- На боковую поверхность конусного калибра вдоль его оси наносят несколько карандашных линий (обычно 3–4), располагая их на приблизительно одинаковом расстоянии друг от друга.
- Используя небольшой нажим, калибр вставляют в конусное отверстие в детали.
- Затем калибр проворачивают на 1/3 оборота.
- Вынув калибр, контролируют состояние нанесенных на его поверхность карандашных линий.
О том, что операция развертывания выполнена качественно, свидетельствует равномерное стирание карандашных линий на всех участках боковой поверхности калибра.
Как выполняется машинное развертывание
Для того чтобы выбрать режимы выполнения машинного развертывания, можно использовать специальные таблицы. Исходными параметрами при этом являются диаметр формируемого отверстия, марка обрабатываемого материала, а также материал, из которого изготовлена развертка. К основным режимам развертывания, выполняемого машинным способом, относятся скорость выполнения резания и частота, с которой должен вращаться шпиндель оборудования.
Максимальную скорость резания, как правило, используют при обработке нормализованных сталей, минимальную – при развертывании отверстий в вязких материалах.
Используемые СОЖ
При развертывании отверстий в заготовках, изготовленных из разных материалов, можно воспользоваться следующими рекомендациями по выбору СОЖ:
- стали, относящиеся к категории углеродистых, конструкционных и инструментальных, – водный раствор мыла, эмульсия, осерненное масло, смесь масел;
- чугун – может обрабатываться без СОЖ или с использованием керосина;
- медь – эмульсия;
- алюминий – эмульсия, смесь масел, чистый керосин, смесь керосина с терпентинным маслом, сурепное масло.
- бронза – обрабатывается без использования СОЖ.
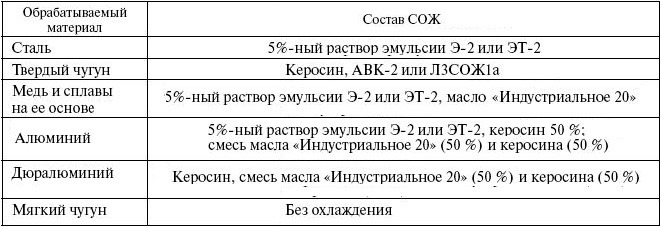
Составы СОЖ, используемых при развертывании отверстий в различных материалах
Некоторые нюансы машинного развертывания
Перед развертыванием машинным способом очень важно правильно подготовить оборудование. Состоит такая подготовка в следующем.
- Конус хвостовика инструмента и посадочное отверстие в шпинделе станка тщательно протираются.
- Развертка вставляется в шпиндель таким же образом, как и сверло с коническим хвостовиком.
- Обрабатываемая деталь фиксируется на рабочем столе оборудования так, чтобы ось отверстия точно совпадала с осью используемого инструмента.

Обработка отверстия на станке твердосплавной разверткой
Сам процесс развертывания, для выполнения которого используется черновой и чистовой инструмент, выполняется в следующей последовательности:
- Завершив сверление обрабатываемой заготовки, сверло в шпинделе сверлильного оборудования заменяют на черновую развертку.
- Проводят черновое развертывание.
- Черновой инструмент заменяют на чистовой и повторяют развертку отверстия.
- После чистового развертывания инструмент выводят из зоны обработки, выключают электродвигатель станка и проверяют результат работы при помощи калибра-пробки.
В отдельных случаях для чистового развертывания могут использоваться плавающие патроны или шарнирные оправки, в которых закрепляется режущий инструмент.
Сверление является одной из часто выполняющихся операций при сборочных и слесарно-ремонтных работах. Для этого используют ручные, пневматические и электрические дрели, трещотки, сверлильные головки с приводом от гибкого вала, а также сверлильные станки, если позволяют условия для их использования. Основными ручными немеханизированными инструментами для сверления являются коловорот, винтовая дрель, ручная дрель и трещотка.
Коловорот (рис. 1, а) применяют для сверления мелких отверстий в дереве, фибре и мягких металлах, а также для отвинчивания и завинчивания шурупов и винтов, гаек, притирки клапанов.
Коловорот состоит он из изогнутого стального стержня, на верхнем конце которого имеется свободно вращающаяся упорная шляпка, а на нижнем конце укреплен патрон. На колене посажена свободно вращающаяся деревянная ручка. При работе коловоротом нажимают на упор левой рукой или грудью (создают усилие подачи сверлу), а правой рукой за ручку вращают коловорот.

Ручная дрель с конической передачей. Эту дрель (рис. 1, б) используют для сверления отверстий диаметром до 8 мм. Состоит она из стального стержня 2, на котором неподвижно укреплены рукоятки 3 и 7 и шляпка 1. При вращении рукоятки 7 движение передается большой конической шестерне 8, свободно сидящей на оси, а от нее к малой конической шестерне 4, неподвижно сидящей на втулке 5, и патрону 6, в котором закреплено сверло. При работе дрель удерживают левой рукой за рукоятку 3, правой вращают рукоятку 7. При сверлении отверстий большого диаметра при необходимости можно нажать грудью на шляпку 1. Дрель с зубчатой передачей может сделать до 300 об/мин.
Электрические сверлильные машины. Эти электрические дрели питаются постоянным или переменным током нормальной частоты и переменным током повышенной частоты (высокочастотные дрели). Электрические машины выпускают трех типов: тяжелого (для отверстий диаметром 20–32 мм), среднего (для отверстий диаметром 10-20 мм) и легкого (для отверстий диаметром до 8–10 мм). Тяжелые сверлильные машины обычно имеют на корпусе две боковые рукоятки или две рукоятки и упор; средние — одну замкнутую рукоятку на задней части корпуса (рис. 1, в), легкие — рукоятку пистолетной формы (рис. 1, г).
Пневматические дрели. В заводских условиях находят применение пневматические сверлильные машины (пневматические дрели). Пневматические дрели по своим возможностям и по форме (эргономике) исполнения во многом совпадают с ручными электрическими машинами (рис. 1, г).
Ремонтные работы в зависимости от трудоемкости могут выполняться на сверлильных станках (в основном при изготовлении деталей при ремонте). Для этой цели используются настольно-сверлильные и одношпиндельные вертикальносверлильные станки.
1. Сверление и рассверливание
Наиболее распространенным методом получения отверстий в сплошном материале является сверление ручной дрелью или с помощью настольного сверлильного станка. Движение резания при сверлении — вращательное, движение подачи — поступательное.
Перед сверлением отверстия определяют положение его центра на заготовке. На пересечении линий, проведенных чертилкой, керном пробивают положение центра отверстия.
Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 2). Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки патрона на конический хвостовик 1 шпинделя дрели или станка патроны снабжаются коническим отверстием.

Рис. 2. Сверлильный кулачковый патрон
2. Технология и приемы сверления
Перед началом сверления дрелью сверло приводится во вращение. Сверло плавно (без удара) подводят к закрепленной заготовке и производят совмещение сверла с накерненным центром отверстия и сверлят на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают сверло и проверяют точность расположения надсверленного отверстия.
Для того, чтобы сверло не сместилось, рекомендуют произвести предварительно сверловку заготовки сверлом небольшого диаметра 2–5 мм. Благодаря этому при окончательном рассверлении отверстия поперечная кромка сверла не работает, что уменьшает смещение сверла относительно оси отверстия на заготовке при окончательном сверлении.
При сверлении отверстия, глубина которого больше его диаметра, сверло периодически выводят из обрабатываемого отверстия и очищают канавки сверла и отверстие заготовки от накопившейся стружки.
Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Применение СОЖ позволяет повысить скорость резания в 1,4–1,5 раза. В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином, в которую окунают сверло или поливают сверло из масленки.
При сверлении напроход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла. Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. У правильно заточенного сверла работают обе режущие кромки и стружка сходит по двум спиральным канавкам.
Размеры отверстия при сверлении получаются больше заданных, если режущие кромки сверла имеют разную длину, хотя и заточены под одинаковыми углами; режущие кромки имеют разную длину и заточены под разными углами; режущие кромки имеют равную длину, но заточены под разными углами. При неправильно и недостаточно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения (по мере углубления сверла в заготовку) и, как следствие, приводят к поломке инструмента.
Обрабатываемое отверстие называется глубоким, если его глубина в 5 раз больше его диаметра. При сверлении глубокого отверстия применяют длинное спиральное сверло с обычными геометрическими параметрами, которое периодически выводят из обрабатываемого отверстия для охлаждения и удаления накопившейся в канавках стружки. Для повышения производительности обработки применяют сверла с принудительным отводом стружки.
Установка и закрепление заготовок на столе сверлильного станка могут быть выполнены по-разному. Это зависит от размеров, конфигурации и массы заготовки, а также от диаметра обрабатываемого отверстия и др.
Мелкие детали при сверлении в них отверстий диаметром до 10 мм обычно закрепляют в ручных тисках или удерживают от проворота плоскогубцами. При обработке отверстий большего диаметра заготовка должна закрепляться более надежно, например в машинных тисках. Перед установкой машинных тисков на столе станка тщательно освобождают его от стружки, очищают поверхность стола от загрязнений, протирают и смазывают маслом опорные плоскости. После выверки тисков относительно шпинделя станка крепят их к поверхности стола станочными болтами, заведенными в Т-образные пазы стола. При сверлении отверстий малого диаметра тиски можно не крепить.
Заготовки, не помещающиеся между губками тисков, закрепляют прижимными планками к поверхности стола или приспособления.
При обработке сквозных отверстий необходимо учитывать возможность выхода режущего инструмента из отверстия без повреждения поверхности стола или приспособления, или самого инструмента.
При сверлении ось сверла должна быть перпендикулярна к поверхности, на которой сверлят отверстие. Если это не обеспечено, то ось отверстия будет расположена косо и возможна поломка сверла.
Перед началом работы стол станка и опорные поверхности приспособлений нужно очищать от стружки и других посторонних предметов.
Под деталь при сверлении сквозных отверстий (рис. 3, а) следует подкладывать деревянную подкладку, а для точных деталей — стальное кольцо или плитку с отверстием для прохода сверла.

Рис. 3. Сверление отверстий насквозь (а), на цилиндрической (б) и наклонной поверхностях (в)
При сверлении отверстий на цилиндрической или наклонной поверхности так, как это показано (рис. 3, б, в), необходимо предварительно подготовить площадку А. Эту площадку можно выполнить фрезерованием или засверловкой перпендикулярно к поверхности и лишь после этого сверлить отверстие. Различают сверление по разметке и сверление по кондуктору.
Сверление по разметке. Центр отверстия накернивают кернером с углом заострения, примерно равным углу при вершине сверла. Обрабатываемую заготовку закрепляют так, чтобы центр отверстия и вершина сверла совпадали.
Вначале при небольшой ручной подаче просверливают отверстие на глубину, равную примерно 1/4 диаметра сверла, и затем осматривают полученную окружность. Если полученная окружность не сместилась относительно центра разметки, то сверление продолжают. Если же центр сверления сместился, то слесарным канавочником с полукруглым лезвием прорубают канавку от центра сверления в сторону, куда нужно сместить центр сверла. После этого вновь накернивают в прорубленной канавке смещенный центр отверстия и начинают сверление. При сверлении глубоких отверстий спиральным сверлом следует периодически, не останавливая станка, выводить сверло из отверстия и удалять стружку из канавок.
При сверлении необходимо охлаждать стальное сверло. Для этого достаточно окунать сверло малого диаметра в охлаждающую жидкость, когда его выводят из отверстия для освобождения от стружки. При сверлении отверстий большого диаметра охлаждающую жидкость подают в зону сверления.
Точность сверления можно повысить примерно на 50%, если сначала просверлить отверстие сверлом меньшего диаметра, а затем — сверлом требуемого диаметра. При втором сверлении давление подачи уменьшается на 70–80%.
В конце сверления сквозного отверстия во избежание поломки и заедания сверла следует выключить автоматическую подачу и вручную аккуратно закончить сверление. Прежде чем остановить станок, необходимо вывести сверло из отверстия. Сверление по сопрягаемой детали или по кондуктору. По разметке сверлят отверстие только в одной детали. Затем через просверленные отверстия размечают и затем накернивают отверстия в другой сопрягаемой детали, как по шаблону, либо непосредственно просверливают отверстия в другой сопрягаемой детали.
Если необходимо просверлить в цилиндрической детали отверстие, смещенное относительно центра детали, то предварительно во втулке, которая плотно сидит на валу, сверлят смещенное на нужную величину А отверстие (рис. 4, а). Затем в нужном положении закрепляют вал со втулкой и через предварительно подготовленное отверстие во втулке, как по шаблону, производят сверление отверстия в валу.

Рис. 4. Сверление отверстий по шаблону (а) и по кондуктору (б)
В кондукторе (рис. 4, б) заранее расточены отверстия точно на таком расстоянии, на каком они должны быть расположены в детали. В эти отверстия кондуктора вставлены стальные закаленные кондукторные втулки 1 с внутренним диаметром, равным диаметру сверла.
После наложения (закрепления) кондуктора на детали сверло пропускают последовательно через каждую кондукторную втулку и сверлят отверстия.
Этот способ обеспечивает более полное совпадение осей отверстий, чем при разметке.
Зенкерованием обрабатывают отверстия, предварительно штампованные, литые или просверленные (рис. 5, а). Припуск под зенкерование (после сверления) равен 0,5–3 мм на сторону. Зенкеры выбирают в зависимости от обрабатываемого материала, вида обрабатываемого отверстия (сквозное, ступенчатое, глухое), диаметра отверстия и заданной точности. Отверстие, обработанное зенкером, получается более точным, чем обработанное сверлом. Зенкер имеет три и более режущие кромки, он прочнее сверла, поэтому сечение стружки при зенкеровании получается тоньше, а подача в 2,5– 3 раза больше, чем при сверлении. Зенкерование может быть как предварительным (перед развертыванием), так и окончательным. Зенкерование применяют также для обработки углублений и торцовых поверхностей.

Рис. 5. Элементы резания при зенкеровании (а) и развертывании (б): а и b — толщина и ширина среза, S — подача, t — глубина резания
Для уменьшения увода зенкера от оси отверстия (особенно при обработке литых или штампованных глубоких отверстий) предварительно его растачивают (резцом) до диаметра, равного диаметру зенкера на глубину, примерно равную половине длины рабочей части зенкера.
Для обработки высокопрочных материалов (σв>750 МПа) применяют зенкеры, оснащенные пластинками из твердого сплава. При работе твердосплавными зенкерами скорость резания в 2–3 раза больше, чем зенкерами из быстрорежущей стали. При обработке материалов высокой прочности и отливок по корке скорость резания твердосплавных зенкеров следует уменьшать на 20–30%.
Развертывание применяют в тех случаях, когда необходимо получить точность и качество поверхности выше, чем это может быть достигнуто зенкером. Развертка имеет больше режущих кромок, чем зенкер, поэтому при развертывании уменьшается сечение стружки и повышается точность отверстия. Отверстия диаметром до 10 мм развертывают после сверления, отверстия большего диаметра перед развертыванием обрабатывают, а торец подрезают. Припуск под развертывание равен 0,15–0,5мм для черновых разверток и 0,05–0,25 мм для чистовых разверток (рис. 5, б).
При работе чистовыми развертками на токарных станках применяют качающиеся оправки, которые компенсируют несовпадение оси отверстия с осью развертки. Чтобы обеспечить высокое качество oбpаботки, сверление, зенкерование (или растачивание) и развертывание отверстий производят за одну установку заготовки на станке. Подача при развертывании стальных деталей равна 0,5–2 мм/об, чугунных — 1–4 мм/об. Скорость резания при развертывании 6–16м/мин. Чем больше диаметр обрабатываемого отверстия, тем меньше должна быть скорость резания при одинаковой подаче; при увеличении подачи скорость резания снижают.
Рассмотрение общих сведений о развертках. Характеристика основных конструктивных элементов разверток: диаметра, числа зубьев, ширины ленточки по цилиндру. Выявление особенностей основных типов разверток. Установление требований к элементам режима резания.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 12.11.2015 |
| Размер файла | 384,3 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
развертка резание ленточка цилиндр
1. Общие сведения о развертках
2. Конструкция разверток
2.1 Основные конструктивные элементы разверток
2.2 Конструктивные элементы развертки
3. Особенности основных типов разверток
3.1 Ручные цилиндрические развертки
3.2 Развертки для конических отверстий
3.3 Машинные цилиндрические развертки
4. Элементы режима резания
1. Общие сведения о развертках
Развертывание представляет собой процесс обработки отверстий с целью получения повышенной чистоты и точности. Развертка -- это многозубый инструмент, который подобно сверлу и зенкеру в процессе обработки совершает вращение вокруг своей оси (главное движение) и поступательно перемещается вдоль оси, совершая движение подачи.
2. Конструкция разверток
2.1 Основные конструктивные элементы разверток
Ручная и машинная развертка (рис. 1) имеют следующие основные части: рабочую, режущую, калибрующую, шейку, хвостовик.
Назначение шейки и хвостовика у разверток такое же, как у сверл и зенкеров.
Рабочая часть включает режущую и калибрующую части и направляющий конус, который служит для предохранения от повреждений и облегчения попадания развертки в отверстие.
Рис. 1. Элементы а) машинной и б) ручной разверток.
Режущая (заборная) часть развертки представляет собой конус, на поверхности которого образованы зубья.
Калибрующая часть состоит из цилиндрического участка и участка с обратной конусностью. Передние и задние поверхности зубьев развертки как на режущей части, так и на калибрующей части, выполняются плоскими.
2.2 Конструктивные элементы развертки
D - диаметр развертки;
Z - число зубьев;
2ц - угол режущей части;
междузубые канавки, их форма и неравномерная разбивка;
профиль зубьев, б и г - задний и передний углы на режущей части, задний конус, элементы крепления развертки;
L - общая длина развертки.
Диаметр развертки- важнейший конструктивный элемент, так как в конечном итоге назначение развертки - дать точное круглое отверстие определенных размеров. При назначении диаметра развертки необходимо учитывать разбивку; запас на износ; допуски на изготовление самой развертки.
Для обеспечения входа в отверстие малый диаметр режущей части выполняется меньше диаметра обработанного отверстия на 1,3--1,4 припуска на развертывание.
Диаметр развертки в конце режущей части и на цилиндрическом участке калибрующей части выбирается в зависимости от разбивания отверстия при обработке, допуска на изготовление отверстия и стремления обеспечить максимально возможный запас на износ развертки по диаметру. Схема расположения полек допусков на диаметр развертки приведена на рис.2. Схема изображена для случая, когда в процессе развертывания происходит увеличение диаметра отверстия по сравнению с фактическими размерами развертки. Поэтому, для того чтобы получить отверстие в пределах поля допуска, максимальный диаметр развертки принимается равным максимальному диаметру отверстия минус величина максимального разбивания. Допуск на диаметр развертки необходимо выбирать так, чтобы его обеспечение на шлифовальных и доводочных станках не представляло особых затруднений.
Величина разбивания отверстия зависит от размеров обрабатываемой заготовки, режимов резания, точности изготовления развертки и точности ее установки на станке и т. п.
В некоторых случаях, особенно при обработке изношенными развертками тонкостенных деталей, изготовленных из материалов с повышенной пластичностью и вязкостью, может наблюдаться отрицательное разбивание отверстия. При конструировании разверток ориентировочно максимальная величина разбивания отверстия принимается равной 1/3 допуска на отверстие. Уточненные значения величины разбивания отверстия определяются опытным путем.
Рис. 2. Схема расположения полей допусков на диаметр развертки.
Диаметр в конце калибрующей части берется меньше диаметра развертки. В результате получается обратный конус. Принято считать, что обратный конус на развертках служит для уменьшения трения развертки об обработанное отверстие, облегчения вывода развертки и предохранения отверстия от разбивания.
Для ручных разверток уменьшение диаметра к хвостовику составляет 0,010 - 0,015 мм. Из-за столь малой величины утонения цилиндрический участок у ручных разверток часто не делается, и обратный конус начинается сразу же после режущей части.
Число зубьев. Число зубьев развертки выбирается в зависимости от обрабатываемого материала, диаметра и конструкции разверток. С увеличением числа зубьев чистота обработки отверстий повышается, однако уменьшается поперечное сечение стружечных канавок, и они могут оказаться недостаточными для свободного размещения и отвода стружки. При большом числе зубьев и небольшой глубине канавок перешлифовывание разверток на меньшие размеры затрудняется. Несмотря на снятие небольших слоев металла, развертки имеют относительно небольшое число зубьев (от 6 до 14) для целых машинных и ручных разверток диаметром 3--50 мм.
Развертки сборной конструкции делаются с меньшим числом зубьев, так как элементы крепления вставных зубьев требуют соответствующего пространства для их размещения.
Развертки обычно имеют четное число зубьев. Это облегчает измерение их диаметра. Положительное влияние на работу развертки оказывает неравномерное распределение зубьев по окружности, что способствует гашению вибраций, возникающих при работе, особенно на повышенных режимах резания в условиях недостаточной жесткости системы СПИД, и повышению чистоты обработанной поверхности.
Для окончательного выбора зубьев развертки необходимо прочертить получающийся профиль зуба и канавки. В развертках с винтовыми зубьями число зубьев выбирают меньшим. В зависимости от свойств обрабатываемого материала и вида отделяющейся стружки можно выбирать различное число зубьев. У разверток предназначенных для обработки вязких металлов, число зубьев определяются по формуле z= 1,5 + 2; для хрупких металлов z = 1,5+ 4.
Передний угол г разверток обычно принимается равным нулю, поскольку развертка работает в зоне малых толщин срезаемого слоя, характер протекания процесса резания зависит главным образом не от переднего угла, а от радиуса закругления режущей кромки. На черновых развертках и при обработке вязких материалов передний угол равен 5--10°.
Задний угол принимают небольшим для сохранения прочности режущей кромки. Если принять задний угол значительным, прочность кромки снижается, и возможны выкрашивания, ведущие к ухудшению чистоты поверхности отверстия. У разверток колеблется в пределах 4--8°. Для чистовых разверток угол б выбирается меньше, чем для черновых.
Угол в плане ц. Большое влияние на работу развертки оказывает угол в плане ц, между осью развертки и режущей кромкой, которая при переднем угле, равном нулю, идет по образующей конуса режущей части.
С изменением угла в плане ц изменяется соотношение между шириной и толщиной среза, составляющими усилия резания, интенсивность и характер износа инструмента. С увеличением угла заборного конуса растет осевое усилие, затрудняется продвижение развертки. Поэтому у ручных разверток угол в плане принимается небольшим, что способствует также плавному входу и выходу развертки из отверстия. На основе экспериментальных данных для ручных разверток при обработке сквозных отверстий ц = 1 ч 2°.
Машинные развертки при работе направляются лучше ручных, поэтому длина их режущей части может быть меньшей, а угол в плане большим. При обработке чугуна ц = 4ч5°, а при обработке стали ц = 12 ч 15°. Для глухих отверстий как у ручных, так и у машинных разверток ц = 45 ч 60°.
Для машинных разверток величина утонения колеблется от 0,04--0,10 мм, при длине калибрующей части равной 0,25--0,30 диаметра развертки.
На базе проведенных исследований и производственного опыта в последние годы были разработаны развертки с резко укороченной длиной обратного конуса до величины 3--5 мм и уменьшением диаметра на заднем торце на 0,5-- 0,7 мм, которые обеспечивают требуемую точность и высокую частоту поверхности особенно при обработке коротких отверстий.
Углы профиля. Обработка стружечных канавок разверток производится одноугловыми (рис. 3, а) или двуугловыми (рис. 3, б) фрезами с углом профиля и = 65 ч 110°. Для средних и крупных размеров применяется профиль с очертанием стенки зуба по радиусу, что облегчает размещение стружки в канавках (рис, 3, в).
Рис. 3. Профили канавок разверток.
Получение при фрезеровании неравномерного шага при одинаковой ширине зуба обеспечивается изменением глубины канавки соответствующей установкой фрезы.
Обычно канавки у разверток делаются прямые, что упрощает их изготовление и контроль.
Для обработки отверстий, прерывающихся по длине или имеющих продолъные канавки, незаменимы развертки с винтовыми зубьями. Винтовыми канавками также снабжаются развертки для обработки легких сплавов. Угол наклона винтовых зубьев у разверток может доходить до 30--45°. Направление винтовых канавок делается обратным направлению вращения развертки с целью устранении самозатягивания и заедания развертки в отверстии. Использование разверток с большим углом наклона винтовой канавки обеспечивает получение хорошей чистоты обработанной поверхности, но при этом возникают значительные усилия подачи.
Длина рабочей части развертки и общая ее длина. Длину рабочей части и общую длину разверток принимают по соответствующим стандартам, причем общая длина развертки зависит исключительно от глубины развертываемых отверстий и метода крепления развертки. Если развертка должна иметь направляющую часть, то необходимо в общую длину развертки включать длину направляющей части. Длину рабочей части развертки рекомендуют делать в пределах 0,8 - 3 диаметра развертки. Чем короче рабочая часть развертки, тем легче развертка режет, но из-за этого резко ухудшается направление развертки в отверстии и чистота поверхности отверстий. При хорошем направлении развертки в отверстии (наличие направляющей части) можно сокращать длину ее рабочей части.
Существуют дисковые развертки, которые представляют собой диски с зубьями шириной, равной 0,1 - 0,2 диаметра развертки, насаживаемые на оправку с направляющей частью.
Элементы крепления развертки. Развертку снабжают соединительной частью. Насадные развертки чаще всего имеют конусное отверстие с конусностью 1 : 30 и дополнительно торцовую шпоночную канавку. Хвостовые машинные развертки имеют конусный хвостовик с лапкой, которой вставляют в соответствующее гнездо шпинделя или специального патрона, или цилиндрический хвостовик. На ручных развертках на конце хвостовика делают квадрат для работы воротком.
Благодаря шарнирному соединению качающийся патрон позволяет компенсировать несовпадение оси вращения развертки и оси детали. Патроны качающего типа недостаточно совершенны, так как в различных их положениях ось развертки по-разному располагается относительно оси отверстия.
Плавающие патроны не имеют недостатков, связанных с перекосом оси развертки, так как развертка не может качаться, а перемещается только в направлении, перпендикулярном оси, благодаря чему ось отверстия получается правильно направленной.
Развертки, направление которых осуществляется специальными гладкими направляющими, работают лучше и стойкость их выше. Длинные специальные развертки, которые служат для развертывания нескольких отверстий с общей осью обязательно должны иметь направляющую часть. Для свободного вращения и перемещения направляющей части в кондукторных втулках следует делать смазочные канавки на направляющей части, иначе возможно заедание и даже поломка развертки.
3. Особенности основных типов разверток
3.1 Ручные цилиндрические развертки
Простейший и наиболее распространенный тип ручной развертки - цельная цилиндрическая с прямыми канавками (рис. 4, а). Их изготавливают обычно из хромистой стали 9ХС. Недостаток таких разверток - невозможность регулирования размера после износа развертки.
В корпусе 1 разжимной развертки (рис. 4, б), изготовленной из стали 9ХС, в центре просверлено отверстие, на одном конце которого нарезана резьба; в глубине отверстие имеет конусную часть. В отверстие развертки вставлен шарик 3 и ввернут регулировочный винт 2. Если начать ввертывать винт, то он будет нажимать на шарик, который будет стремиться разжать стенки отверстия. В средней части корпус развертки снабжен прорезями. По мере вдавливания шарика в отверстие корпус развертки разжимается и увеличивается в диаметре, но увеличение диаметра происходит только в центральной части развертки.
В корпусе ручной раздвижной развертки (рис. 4, в), изготовленной из конструкционной стали, профрезерованы точные пазы, идущие по отношению к оси развертки с уклоном. В пазы вставлены со скользящей посадкой плоские ножи. На торцах ножей имеются скосы под углом.
Регулируемые раздвижные развертки имеют значительные пределы регулирования диаметра от 0,5 до 3 мм. Эти развертки очень удобны для ремонтных работ. Регулируемые ручные развертки изготавливают для отверстий диаметром 10 - 38 мм. Более мелкие развертки очень трудно изготовлять, а более крупные развертки редко используют в качестве ручных.
Рис. 4. Типы ручных разверток: а - цельная, б - разжимная, в - раздвижная.
3.2 Развертки для конических отверстий
Для развертывания конических отверстий часто применяют конусные развертки. Чем больше угол конусности, тем труднее развернуть коническое отверстие одной разверткой, и приходится делать несколько разверток. Развертки для конического отверстия работают в более тяжелых условиях, чем цилиндрические. Коническая развертка режет всем своим лезвием и имеет калибрующей части, так как режущие кромки по всей длине вступают в работу.
В комплект входят три развертки: обдирочная, промежуточная и чистовая. Обдирочная развертка (рис. 5, а) предназначена для снятия значительного припуска; для облегчения работы режущей кромки делают ступенчатой. На конической образующей поверхности развертки нарезают затылованный винтовой зуб. Промежуточная развертка ( рис. 5, б) имеет стружкоразделительные канавки, нарезанные в виде резьбы; в зависимости от диаметра шаг этой резьбы различный. Чистовая развертка ( рис. 5, в) имеет прямые зубья по всей длине режущей части.
Рис. 5. Конические развертки. а) обдирочная, б) промежуточная, в) чистовая.
3.3 Машинные цилиндрические развертки
В отличие от ручных разверток машинные развертки имеют короткую рабочую часть и часто меньшее число зубьев; они стандартизованы.
К цельным разверткам могут быть отнесены машинные развертки с твердыми сплавами. Корпус может быть выполнен с коническим хвостовиком или с цилиндрической зажимной частью. Начиная с 25 - 30 мм развертки можно изготавливать не хвостовыми, а насадными. Насадные развертки изготавливают из легированной стали 9ХС, а также из быстрорежущей стали. Применение твердого сплава дает возможность резко повысить износостойкость разверток, а также получить отверстие с меньшей шероховатостью поверхности.
Все типы машинных разверток обладают одним общим недостатком: их нельзя регулировать по диаметру по мере износа. В настоящее время получают широкое распространение раздвижные машинные развертки различных конструкций. Их можно подразделить на две группы.
Разжимные машинные развертки.
Машинные развертки с привинченными ножами.
Развертка является чистовым инструментом, поэтому к заточке ее предъявляют особые требования. Режущие кромки развертки должны быть очень чисто обработаны, шероховатость поверхности режущих кромок развертки должна быть не ниже R= 0,32 мкм. У развертки должен быть заточен задний угол и передняя поверхность зуба; вначале затачивают переднюю поверхность зуба. Заточку производят на универсально - заточном станке.
Рис. 6. Машинные развертки.
а) с твердым сплавом и коническим хвостовиком,
б) сварные из быстрорежущей стали с коническим хвостовиком,
в) насадные с пластинами из твердого сплава.
4. Элементы режима резания
Порядок назначения режимов резания тот же, что и при сверлении.
Толщина среза а при развертывании обычно незначительна ( 0,02-0,05 мм) и а ? ( где - радиус округления режущей кромки), что вызывает увеличенное давление со стороны срезаемого слоя вблизи режущей кромки, большую деформацию срезаемого слоя, а также большое трение по задней поверхности зуба развертки и интенсивный ее износ.
Подача s при развертывании допускается большей, чем при сверлении и рассверливании.
Глубина резания определяется припуском на обработку: при развертывании t до 7 мм (на сторону).
Машинное время при развертывании:
L - путь, проходимый инструментом в направлении подачи, в мм;
l - глубина развертывании, в мм;
y - величина врезания, в мм;
?=1…3 мм - величина перебега, в мм.
1. В.А.Аршинов, Г.А.Алексеев, Резание металлов и режущий инструмент, 1976 г.
2. В.А.Аршинов, Г.А.Алексеев, Р.М.Кричевская, Конструирование инструмента, 1979 г.
3. А.М.Вульф, Резание металлов, 1975 г.
Подобные документы
Общая характеристика процесса фрезерования. Описание элементов режимов резания. Рассмотрение типов фрез и их конструктивных особенностей. Использование горизонтальных, продольных и непрерывных фрезерных станков для обработки разных видов заготовок.
презентация [896,4 K], добавлен 30.12.2015
Расчет рабочего колеса. Определение диаметра входа в него, его наружного диаметра, ширины лопаток, числа оборотов нагнетателя. Профилирование лопаток рабочего колеса. Расчет основных размеров диффузора, мощности на валу машины динамического действия.
контрольная работа [83,6 K], добавлен 10.01.2016
Назначение режима резания при сверлении, зенкеровании и развертывании. Изучение особенностей фрезерования на консольно-фрезерном станке заготовки. Выполнение эскизов обработки; выбор инструментов. Расчет режима резания при точении аналитическим способом.
контрольная работа [263,8 K], добавлен 09.01.2016
Этапы выбора наивыгоднейшего режима резания. Выбор типа резца, его основных размеров. Проверка выбранного режима резания по крутящему моменту (мощности) на шпинделе станка. Определение коэффициента загрузки станка по мощности (крутящему моменту).
курсовая работа [1010,5 K], добавлен 03.04.2011
Знакомство со способами отливки серого чугуна 190 НВ. Рассмотрение основных особенностей фрезерования плоских поверхностей. Анализ эскиза обработки вала шлифованием с радиальной подачей. Общая характеристика конструктивных элементов шлифовального станка.
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д.) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т.д.).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.

На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
В процессе работы режущая кромка сверла притупляется, поэтому сверла периодически затачивают.

Сверлами производят не только сверление глухих (засверливание) и сквозных отверстий, т.е. получение этих отверстий в сплошном материале, но и рассверливание — увеличение размера (диаметра) уже полученных отверстий. Перовые сверла являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.

Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий. Они бывают простые, комбинированные, комбинированные с предохранительным конусом. Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.

Зенкованием называется обработка верхней части отверстий в целях получения фасок ил цилиндрических углублений, например, под потайную головку винта или заклепки.

Выполняется зенкование с помощью зенковок или сверлом большего диаметра;
Зенкерование — это обработка отверстий, полученных; литьем, штамповкой или сверлением, для придания им цилиндрической формы, повышения точности и качества поверхности. Зенкерование выполняется специальными инструментами— зенкерами.

Зенкеры могут быть с режущими кромками на цилиндрической или конической поверхности (цилиндрические и конические зенкеры), а также с режущими кромками, расположенными на торце (торцовые зенкеры). Для обеспечения целостности обрабатываемого отверстия и зенкера на торце зенкера иногда делают гладкую цилиндрическую направляющую часть.
Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию. В последнем случае при зенкеровании оставляют припуск на дальнейшую обработку.
Развертывание — это чистовая обработка отверстий. По своей сущности она подобна зенкерованию, но обеспечивает более высокую точность и малую шероховатость обработки поверхности отверстий.

Инструмент для развертывания отверстий – развертка. Ручные развертки на своей хвостовой части имеют квадратный конец для вращениия их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
При работе на сверлильных станках применяют различные приспособления для закрепления заготовок и режущего инструмента.
Машинные тиски — приспособление для закрепления заготовок разного профиля. Они могут иметь сменные губки для зажима деталей сложной формы.

Призмы служат для закрепления цилиндрических заготовок.
В сверлильных патронах закрепляют режущие инструменты с цилиндрическими хвостовиками.


С помощью переходных втулок устанавливают режущие инструменты, у которых размер конуса хвостовика меньше размера конуса шпинделя станка.

На сверлильных станках могут выполняться все основные операции по получению и обработке отверстий сверлением, зенкованием, зенкерованием и развертыванием.
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы.
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм.


Техника безопасности при сверлении металла:
- Работай на исправном сверлильном станке (исправные защитные ограждения, заземление, надежность установки патрона на шпинделе станка).
- Надежно закрепи обрабатываемую деталь на столе сверлильного станка.
- Запрещается трогать вращающийся патрон станка.
- На время сверления одень головной убор, проследи, чтобы все пуговицы на одежде были застегнуты.
Читайте также: