
Реферат на тему геометрия токарных резцов
Обновлено: 05.07.2024
Основные разновидности токарных резцов, особенности их формы и отличительные признаки, функциональное назначение и сферы применения. Конструкция токарного резца и его элементы Приборы для измерения углов резца и техника их использования. Виды стружки.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 18.01.2010 |
| Размер файла | 48,0 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
"Изучение конструкции и геометрии токарных резцов"
I. Цель и содержание работы
Изучить конструкции и геометрические параметры резцов, инструментальные материалы. Практически ознакомится с приборами и с методикой измерения основных углов.
II. Типы токарных резцов
Резцы классифицируются (рис. 1) по виду обработки, по направлению подачи, по конструкции головки, по роду материала рабочей части, по сечению тела резца и другие.
По виду обработки различают резцы:
Проходной - для точения плоских торцовых поверхностей - 3;
Расточные - для точения сквозных и глухих отверстий - 4, 5;
Отрезные - для разрезания заготовок на части и для протачивания кольцевых канавок - 6;
Резьбовые наружные и внутренние - для нарезания резьб - 7, 8;
Галтельные - для точения закруглений - 9;
Фасонные - для обтачивания фасонных поверхностей - 10.
По направлению подачи резцы делятся на правые, работающие с подачей справа на лево, и левые, работающие с подачи слева направо.
По конструкции головки: прямые, отогнутые, оттянутые и изогнутые.
По роду материала рабочей части: из быстрорежущей стали, с пластинами из твердого сплава, с пластинами из кинералокерамики, с кристаллами из алмазов и эльбога.
По сечению тела резца различают прямоугольные, квадратные и круглые.
Такие резцы могут быть цельные (головка и тела сделаны из одного материала), с приваренной встык головки.
Рис. 1 Типы токарных резцов
1-проходной прямой, 2-проходной отогнутый, 2а-проходной упорный, 3-подрезной,
4-расточной для сквозных отверстий, 5-расточной для глухих отверстий, 6-отрезной,
III. Геометрия токарных резцов
Токарный резец состоит из тела (стержень), служащего для закрепления резца в резцедержателе и головки (рабочей части), предназначенной для осуществления процесса резания. На головке резца различают (рис. 2) - переднюю 1, главную заднюю 2, вспомогательную заднюю 3, опорную 4 и боковые поверхности 5 (ГОСТ 25762-83).
Пересечения передней и главной задней поверхностей образует главную режущую кромку 6, пересечение передней и вспомогательную режущую кромку 7, место сопряжения главной и вспомогательной режущих кромок образует вершину резца 8.
IV. Приборы для измерения углов резца и техника измерения
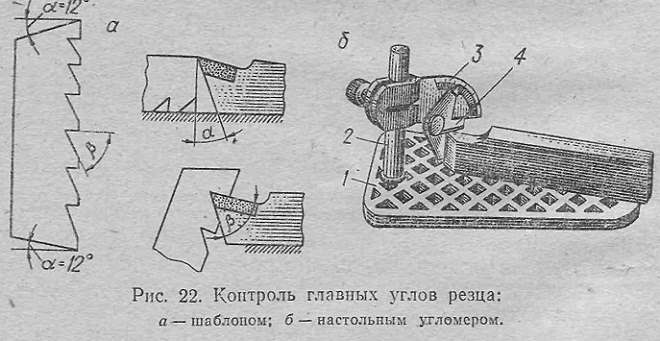
Для измерения углов ? и ? в главной секущей плоскости, а также угла главной режущей кромки ? в плоскости, перпендикулярной основной, может быть использован настольный угломер. Основные части угломера: плита, колонка, кронштейн, стопорный винт, сектор с лимбом, поворотный шаблон с рабочими кромками и указателем.
Например, для измерения переднего угла ? токарный резец устанавливается нижним основанием на плиту угломера, резец и сектор с лимбом разворачивают относительно друг друга так, чтобы сектор с лимбом стал перпендикулярно проекции главной режущей кромки на основную плоскость. Шаблон поворачивается до соприкосновения с передней поверхностью резца. При этом указатель покажет значения угла ?. Аналогично измеряются углы ? и ? показана на рис. 3.
Угол ? может быть режущей кромкой резца.
Рис. 3 Схема измерения главного переднего угла на настольном угломере
1-плита, 2-колонка, 3-кронштейн, 4-опорный винт, 5-сектор с лимбой, 6-поворотный шаблон,
В главной секущей плоскости рассматривается следующие углы:
а) главный задний угол ? - угол между главной задней поверхностью резца и плоскостью резания;
б) угол заострения ? - угол между передней и главной задней поверхностью резца.
в) передний угол ? - угол между передней поверхностью лезвия и основной плоскостью. Угол ? может быть положительным, отрицательным и равным 0
Для измерения этих же углов используется настольный угломер, представленный на рис. 4.
Прибор состоит из основания I и стойки 2, на которой устанавливается и закрепляется в нужном положении державка 3 со шкалой 4 и указателем 5, имеющим одну измерительную площадку. Шкала 4 имеет деления от 0 до 90, в оба стороны. Схема измерения угла ? показана на рис. 4
Рис. 4 Схема настольного угломера для измерения углов в плане токарного резца
1-основание, 2-стойка, 3-державка, 4-шкала, 5-указатель, 6-резец, 7-прижимная планка,
Порядок выполнения работы
Вычертить схему обработки детали изучаемой резцами, с указанием обрабатываемой и обработанной поверхностей, поверхности резания, главную и вспомогательную режущие кромки, направление главного движения и движения подачи резца, (стрелками измерить углы резца, используя универсальные и настольные угломеры). Результаты измерений занести в таблицу.
Вычертить эскиз резца по варианту, в двух проекциях с необходимым количеством сечений и видов, с указанием всех элементов, поверхностей и углов, а также материала режущей части с расшифровкой.
Проходной отогнутый, марка резца Т15К6
Наиболее прочные с хорошим сопротивлением используется для обработки чугунов и их сплавов не металлических материалов. Т5К6, Т14К8, Т15К6, Т30К4 и другие менее прочны и более износа стойки, чем сплавы 1-ой группы и вязких металлов и сплавов.
ТК - титановольфрамовые сплавы, спекаемые из карбида вольфрама, карбида титана и кобальта. Сплавы группы ТК применяются для обработки конструкционных сталей. Они обладают высокими износо- и теплостойкостью, но более хрупкие, чем сплавы ВК (вольфрамовые, однокарбидные). Для изготовления режущих инструментов твёрдые сплавы поставляются в виде пластинок определённых формах и размеров. Твердые сплавы в форме пластинок соединяют с крепежной частью пайкой или с помощью специальных высоко температурных клеев. Многогранные твердо сплавные пластины закрепляют прихватами, винтами, клиньями.
При изготовлении режущих инструментов используют минеральную керамику, представляющую собой кристаллический оксид алюминия (Аl2О3). Широкое распространение получила минеральная керамика марки ЦМ-332. Этот материал так же, как и твердые сплавы, получают спеканием. Технологический процесс изготовления минералокерамики предусматривает при спекании в керамику добавлять 0,5… 1% оксида магния (МgО), который, вступая в реакцию с оксидом алюминия, образует прочное цементирующее вещество. При прессовании керамических пластинок тех же форм и размеров, что и пластинки твердых сплавов, в исходную шихту добавляют пластификатор - 5%-ный раствор каучука в бензине.
В результате спекания минералокерамика становится поликристаллическим телом, которое состоит из мельчайших кристаллов корунда и межкристаллитной прослойки в виде аморфной стекловидной массы. Минералокерамика является дешевым и доступным инструментальным материалом, так как не содержит дефицитных и дорогих элементов, являющихся основой инструментальных сталей и твердых сплавов.
Кроме того, минералокерамика обладает высокой твердостью и исключительно высокой теплостойкостью. По теплостойкости минеральная керамика превосходит все распространенные инструментальные материалы, что позволяет минералокерамическому инструменту работать со скоростями резания, значительно превышающими скорости резания твердосплавных инструментов, и что является основным достоинством минеральной керамики. Она в меньшей степени склонна к адгезии (слипанию) с обрабатываемым материалом в отличие от других инструментальных материалов.
Вместе с указанными достоинствами минералокерамики она имеет недостатки, ограничивающие ее применение: пониженную прочность на изгиб, низкую ударную вязкость, исключительно низкую сопротивляемость циклическому изменению тепловой нагрузки. В результате этого при прерывистом резании на контактных поверхностях инструмента возникают температурные усталостные трещины, являющиеся причиной преждевременного выхода инструмента из строя.
Низкая прочность на изгиб и высокая хрупкость минеральной керамики позволяют использовать ее в инструментах при обработке мягких цветных металлов, а при обработке стали и чугуна применение минералокерамики ограничивается чистовым непрерывным точением с малыми сечениями срезаемого слоя при отсутствии толчков и ударов. Попытки повысить изгибную прочность минералокерамики введением в ее состав упрочняющих добавок: металлов (молибдена, вольфрама, титана) или сложных карбидов этих элементов - приводят к повышению прочности на изгиб минералокерамики, но одновременно снижают ее тепло- и износостойкость.
Режущий инструмент оснащается пластиками из минералокерамики определенных формы и размеров.
Пластинки минералокерамики прикрепляют к корпусу инструментов припаиванием, приклеиванием и механическим путем.
Номенклатура инструментов, изготовляемых из минералокерамики, такая же, как и номенклатура инструментов из твердых сплавов.
При резании металлов образуется стружка:
1. Сливная образуется при обработки пластичных материалов, при назначении, малых глубин и больших скоростей резания, а также больших подач и передних больших углов. С внутренней стороны стружка гладкая, блестящая, сплошная лента, с внутренней стороны она имеет пилообразные зазубрины.
2. Скалывания формируется в случае обработки материалов средней твёрдости и твёрдых при больших глубинах и малых скоростях резания, больших подачах и малых передних углах резца внутренняя сторона стружки гладкая стружка, внешняя ярко выраженные зазубрины.
3. Надлом получается при обработки хрупких материалов (чугун и др.) - это отдельные частицы металлов неправильной формы.
Марка станка 1И611. Сталь 3
При скорости вращения 630 об/мин и глубине резания 5 делений (1 мм) образуется сливная стружка. При скорости вращения 450 об/мин и глубине резания 20 делений (4 мм) образуется стружка скалыванием.
Подобные документы
Ознакомление с классификацией, назначением и применением токарных резцов, с последовательностью расчета и конструирования отрезного резца. Классификация токарных резцов. Назначение и применение отрезного резца. Изображение отрезной резец и геометрии.
реферат [44,5 K], добавлен 21.11.2010
Принципы расчета на прочность стержневого токарного резца. Выбор формы, размеров режущей пластины. Выбор марки материала инструмента, материала корпуса и назначение геометрических параметров. Расчет наружного и среднего диаметров резьбонакатных роликов.
курсовая работа [1,3 M], добавлен 15.04.2011
Процесс протягивания, виды протяжек и их назначение. Расчет круглой протяжки. Проектирование круглого фасонного резца: расчет значений заднего угла, глубины профиля для каждого участка, длины рабочей части резца, допусков на изготовление фасонных резцов.
курсовая работа [281,7 K], добавлен 19.05.2014
Применение фасонных резцов для точения из прутка деталей в виде тел вращения с фасонными профилями. Графическое профилирование фасонного резца. Определение конструктивных параметров круглых фасонных резцов. Анализ оптимальности геометрических параметров.
контрольная работа [549,3 K], добавлен 26.05.2015
Описание объекта исследования - резца борштанги: его структура, принцип работы, предназначение и основные недостатки. Исследование уровня техники режущей пластины, патентной чистоты усовершенствованного объекта, патентоспособности технического решения.
научная работа [37,3 K], добавлен 19.07.2009
Подготовка исходных данных для расчета профиля фасонного резца. Определение геометрии режущих кромок фасонных резцов. Геометрия режущих кромок, обрабатывающих радиально-расположенные поверхности деталей. Аналитический расчет профиля фасонных резцов.
курсовая работа [1,6 M], добавлен 13.12.2010
Применение фасонных резцов для обработки поверхностей на токарных станках. Подготовка чертежа к расчету резца и проектирование его державки. Расчет шпоночной протяжки. Расчет червячной фрезы для цилиндрических зубчатых колес с эвольвентным профилем.
В данной работе описываются оба типа резцов, т.к. даже с внедрением механических потребность в напайных все равно осталась, и без существования обоих типов резцов изготовление деталей круглого сечения с высоким качеством шероховатости и точности размеров практически невозможно, что указывает на актуальность данной работы.
Цель данной работы заключается в исследовании обоих типов резцов, их сплавов, строения, рабочих качеств, мест применения.
Содержание
Введение________________________________________________________________________ 3
1. Токарные резцы________________________________________________________________ 4
2. Инструментальные материалы____________________________________________________ 12
3. Заточка резцов_________________________________________________________________ 15
Заключение______________________________________________________________________ 17
Список использованной литературы_________________________________________________ 18
Работа содержит 1 файл
Реферат Токарные резцы.doc
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Филиал Государственного образовательного учреждения высшего профессионального образования
КРАСНОЯРСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ
им. В.П. Астафьева в г. Железногорске
Факультет Информатики и технологии
Реферат на тему:
Выполнил: студент 3 курса
Лариошкин Дмитрий Николаевич
Проверил: _______________________
______________________________ ____
ЖЕЛЕЗНОГОРСК
Введение______________________ ______________________________ ____________________ 3
1. Токарные резцы________________ ______________________________ __________________ 4
2. Инструментальные материалы_____________________ ______________________________ _ 12
3. Заточка резцов________________ ______________________________ ___________________ 15
Заключение____________________ ______________________________ ____________________ 17
Список использованной литературы____________________ _____________________________ 18
В настоящее время тяжелая промышленность и металлургия проходит такой этап, в котором невозможно изготовление различных деталей и изделий высокого качества и точности без применения резцов различного профиля и качества.
В данной работе описываются оба типа резцов, т.к. даже с внедрением механических потребность в напайных все равно осталась, и без существования обоих типов резцов изготовление деталей круглого сечения с высоким качеством шероховатости и точности размеров практически невозможно, что указывает на актуальность данной работы.
Цель данной работы заключается в исследовании обоих типов резцов, их сплавов, строения, рабочих качеств, мест применения.
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др.
Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д.
Резец состоит из головки (рабочей части) и стержня, служащего для закрепления резца в резцедержателе.
Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними поверхностями (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали.
Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей. Вершиной резца является место пересечения главной и вспомогательной режущих кромок.
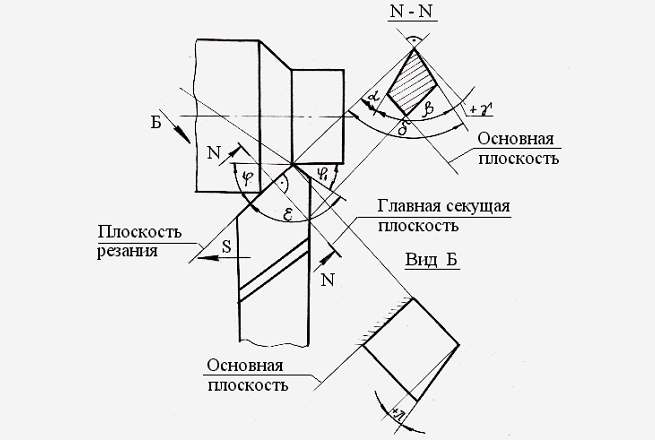
Для определения углов резца установлены понятия: плоскость резания и основная плоскость. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца. Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Углы резца разделяют на главные и вспомогательные. Главные углы резца измеряют в главной секущей плоскости, т. е. плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Главным задним углом a называется угол между главной задней поверхностью резца и плоскостью резания. Углом заострения b называется угол между передней и главной задней поверхностями резца. Главным передним углом g называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца. Сумма углов a + b + g =90 градусов. Углом резания d называется угол между передней поверхностью резца и плоскостью резания. Главным углом в плане j называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Вспомогательным углом в плане j 1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи. Углом при вершине в плане e называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Вспомогательным задним углом a 1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости. Углом наклона главной режущей кромки l называется угол между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости.
- по направлению подачи - на правые и левые, правые резцы на токарном стане работают при подаче справа налево, т. е. перемещаются к передней бабке станка, левые, наоборот, от передней бабки к задней.
- по роду материала различают резцы из быстрорежущей стали, твердого сплава и т. д.;
- по способу изготовления - на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка - из инструментального материала, а стержень из конструкционной углеродистой стали,
- по сечению стержня - на прямоугольные, круглые и квадратные; по виду обработки - на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др.
Наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически.
- по типу резцы делятся на проходные, проходные упорные, подрезные и проточные.
Проходные резцы изготавливаются прямыми и отогнутыми, правыми и левыми ГОСТ 18877-73 предназначены для обработки цилиндрических поверхностей. Отогнутые резцы более универсальны, они позволяют обрабатывать также торцовые поверхности с поперечной подачей. Углы режущей кромки равны j = 45 о , 60 о ,75 о
Проходные упорные резцы твердосплавные, напайные резцы ГОСТ 18879-73 изготавливаются как правые так и левые, эти резцы предназначены для обтачивания ступенчатых деталей, подрезки торцов, буртиков угол режущей кромки j = 90 о .
Подрезные резцы так же изготавливаются твердосплавными, напайными согласно ГОСТ 18880-73 предназначены для обтачивания ступенчатых деталей, в том числе с большим отношением длины к диаметру, подрезки торцов, буртиков; углы режущей кромки j = 100 о , 10 о
Расточные резцы предназначены для увеличения диаметра предварительно подготовленных отверстий. Для обработки сквозных отверстий используются резцы с углами 45 о …75 о . Недостатком таких резцов является более высокая радиальная сила Py, стремящаяся отжать резец от обрабатываемой поверхности.
Для обработки глухих отверстий используются резцы, угол которых обычно выбирается в пределах 90 о . 95 о , такой угол уменьшает радиальную силу резания до нуля (при j = 90 о ) или даже обращает ее в сторону обрабатываемой поверхности (при j = 95 о ), что может компенсировать потерю размера при износе резца. Однако прочность таких резцов меньше, чем резцов, используемых для обработки сквозных отверстий. Поэтому они рекомендуются для расточки отверстия до упора или в условиях повышенного износа, например, для расточки отверстий по литейной корке.
Резцы с углом j = 90 о удобны для расточки отверстий малого диаметра (до 15 мм), когда нужно обработать уступ или дно отверстия под углом j = 90 о к оси и нет возможности дать резцу поперечное перемещение для подрезки дна отверстия.
Для обработки отверстий большого диаметра и длины используются жесткие державки (борштанги), в пазу которых прямо или косо закрепляется один или несколько резцов круглого или квадратного сечения. Размеры таких резцов регламентированы ГОСТ 9795-84.
Для получения точных отверстий применяются борштанги или расточные головки специальных конструкций (микроборы), позволяющие устанавливать размер инструмента с помощью микрометрических винтов.
Отрезные (прорезные) резцы общего назначения изготавливаются из быстрорежущей стали и твердых сплавов и предназначены для отрезания материала под прямым углом к оси вращения, или прорезания узких пазов и канавок. Номенклатура быстрорежущих резцов определяется ГОСТ 18874-73, твердосплавных напайных - ГОСТ 18884-73 и твердосплавных с механическим креплением неперетачиваемых пластин - ТУ2-035-1024-86. В зависимости от расположения режущей части резца относительно корпуса такие резцы бывают асимметричные (правые и левые) и симметричные.
1.2.Револьверно- автоматные резцы
Под резцами такого типа понимается инструмент, широко применяемый на станках токарной группы, используемых в условиях серийного и массового автоматизированного производства (токарно-револьверные станки и автоматы, станки с ЧПУ). Общим для этих станков является наличие на продольном суппорте револьверной головки с гнездами цилиндрической формы. Для поперечных работ на станках, имеющих револьверную головку с осью, перпендикулярной оси шпинделя, используются поперечные или балансирные суппорты с резцедержателями типа токарных. На станках, снабженных револьверной головкой с осью, параллельной оси шпинделя, поперечные работы производятся путем поворота головки вокруг своей оси; при этом резец движется в плоскости, перпендикулярной оси шпинделя, описывая дуговую траекторию.
1.2.1.Резцы для продольного точения
Автоматные резцы для наружного точения и подрезки торцов изготавливаются из быстрорежущей стали (ГОСТ 18874-73 и ТУ2-035- 974-84), с припаянными пластинами твердого сплава (ГОСТ 18884-73) или с механическим креплением таких пластин (ТУ2-035-1024-86). В зависимости от установки относительно детали эти резцы подразделяются на радиальные и тангенциальные, что обеспечивается как конструкцией державки, так и заточкой резца. В связи со стесненными габаритами державок и рабочей зоны резцы, применяемые на револьверных станках, имеют тело, сечение которого обычно меньше, чем на токарных станках с такой же высотой центров. Стандартный ряд предусматривает следующие размеры (ТУ2-035-974-84) стороны квадрата и вылета для проходных резцов.
Резец – один из главных инструментов для резания, который применяется в стандартном станке. Размеры геометрических показателей резца определяют его основные характеристики, в том числе и точность обработки.
Любой токарь должен разбираться в геометрии резца, чтобы выполнить работу качественно.

Параметры режущего инструмента
Для закрепления резца в любом токарном станке используется державка, а обеспечивает процесс разрезания металлических заготовок рабочая головка. На режущей части инструмента токарного оборудования различают три типа поверхности:
- передняя, которая служит для схода стружечных отходов в процессе обработки;
- основная задняя;
- вторичная задняя.
Обе последние поверхности развернуты лицевой стороной к болванке, которая обрабатывается на оборудовании. Основные поверхности между собой так ж пересекаются с образованием режущей кромки инструмента. Есть аналогичная вспомогательная кромка, которая образована на пересечении передней поверхности и вспомогательной задней.
Наиболее важными параметрами резцов для токарной работы являются их углы. Именно они определяют расположение непосредственно остальных поверхностей инструмента. Параметры углов зависят от:
- условия работы резца;
- материалов, из которых он изготовлен;
- разных характеристик того материала, который подвергается обработке.
Геометрия
Все наиболее важные показатели и технические особенности резца определяются значением его углов. Помимо, основных имеются углы при вершине, а также углы наклона режущей кромки.

Основные углы режущего инструмента
Во время заточки самое важное – обеспечить точные параметры углов. Ориентация кромки проходит по 3 стандартным плоскостям: задней, передней и дополнительной.
Главный задний
Увеличение параметров основного угла заднего значительно снижает прочность и делает не надежную фиксацию инструмента на держателе резца. Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Если параметры уменьшить – это приведет к увеличению площади взаимодействия кромки, которая режет и поверхности обрабатываемой заготовки.

Главный передний
Это основной угол, который и определяет качественные показатели поверхности удаления. Увеличение параметров ведет к повышенному количеству изменений в верхнем слое.
Если параметры у угла незначительные, то это обеспечивает более легкое удаление верхнего слоя металла с обрабатываемой поверхности.
Угол резания
Угол резания должен быть в пределах 60–100° и находится между передом резца и непосредственно плоскостью резания.
Угол заострения
Этот угол расположен между главными поверхностями задней и передней. Его параметры указывают на уровень заострения вершины.
Основной в плане
Параметры данного угла также характеризуют свойства токарного резца. Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.

Вторичный в плане
Вторичный в плане угол образуется из проекции вспомогательной кромки на поверхность с тем же направлением продольной подачи.
Задний вспомогательный
Этот угол необходим, чтобы снизить трение между задней поверхностью резца и непосредственно обрабатываемой деталью. В результате снижается нагрев и износ инструмента. Если угол будет слишком большой, то резец может ослабнуть и сломаться.
Вершина между задней вспомогательной поверхностью и кромкой режущего инструмента
Измеряется между проекцией вспомогательной поверхности и непосредственно режущей кромки. Чем больше данный параметр, тем прочнее по факту резец. Также улучшаются показатели теплоотвода.
Угол наклона режущей части
Определяет направление, куда сходит стружка во время рабочего процесса. Эти показатели могут быть положительными, отрицательными и нулевыми.

Измерение углов режущего инструмента
Эта процедура производится с помощью специализированного ручного оборудования для измерения.
Стандартный настольный вариант угломера представляет собой конструкцию из следующих элементов:
- основа измерительного прибора;
- стойка с подвижным шаблоном;
- измерительной части с градусной линейкой;
- стопорного винта, чтобы фиксировать направление.
Алгоритм измерения детали:
- Образец нужно разместить на основании.
- Кромку совместить с плоскостью стойки.
- На градусной части линейки отображается полученный результат.
Для измерения углов в плане используется угломерное оборудование с наличием нониуса.
Плоскости резания
Для того, чтобы отсчитывать гулы резцов необходимо ориентироваться на координатные плоскости:
- основная плоскость является параллельной поверхностью по отношению к направлениям продольной и поперечной подачи;
- плоскость резания проходит непосредственно через главное лезвие и по касательной линии к площади отрезания болванки.
Также имеются секущие плоскости: основная и вторичная. Основная проходит через свободную точку основного лезвия под прямым углом к его проекции на основную координатную плоскость. Вспомогательная – через свободную точку вспомогательного лезвия также под прямым углом к главной плоскости.
При измерении всех основных и вспомогательных углов точные параметры заносят в специальную документацию. От этих показателей зависит и срок службы резца, и качество выполняемой работы.
К основным режущим инструментам, используемым при токарной обработке, относится резец, геометрические параметры которого определяют его технические возможности, точность и эффективность обработки. Разбираться в таких параметрах должен любой специалист, решивший посвятить себя токарному делу, поскольку правильный выбор углов резца увеличивает как продолжительность эксплуатации инструмента, так и производительность обработки.

Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе токарного станка, и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
На режущей части токарного резца данного типа выделяют три поверхности:
- переднюю (по ней в ходе обработки заготовки осуществляется сход металлической стружки);
- задние – главную и вспомогательную (обе повернуты своей лицевой частью к обрабатываемой детали).
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
- материала изготовления инструмента;
- условий его работы;
- характеристик материала, который предстоит обрабатывать.
Углы резцов для токарной обработки
Чтобы правильно определять углы токарного инструмента, их точные величины, их рассматривают в так называемых исходных плоскостях.
Углы и плоскости токарного резца
- Основная плоскость параллельна направлениям подач токарного резца (продольной и поперечной) и совпадает с его опорной поверхностью.
- Плоскость резания включает главную режущую кромку и проходит по касательной по отношению к поверхности обработки. Эта плоскость перпендикулярна к основной.
- Главная секущая плоскость пересекает главную режущую кромку и располагается перпендикулярно по отношению к проекции, которую данная кромка откладывает на основную плоскость. Есть еще и вспомогательная плоскость секущего типа, которая, соответственно, перпендикулярна проекции, откладываемой на основную плоскость вспомогательной режущей кромкой.
Углы токарных резцов, как уже говорилось выше, измеряются именно в данных плоскостях и те из них, которые измеряют в плоскости, называемой главной секущей, обозначают как главные. Это, в частности, главный передний, главный задний углы, а также углы заострения и резания.
Угол наклона режущей кромки резца
Одним из важнейших считается главный задний угол токарного резца, который минимизирует трение, возникающее при взаимодействии задней поверхности инструмента с деталью, которую в данный момент обрабатывают (а значит, уменьшает нагрев резца и продлевает срок его службы). Образуется этот угол поверхностью резца (главной задней) и плоскостью резания. Выбирая данный угол при заточке инструмента, учитывают тип обработки и материал заготовки. При этом следует знать, что сильное увеличение размера заднего угла приводит к быстрому выходу токарного резца из строя.
Прочность и стойкость режущего инструмента, усилия, возникающие в ходе обработки, определяются параметрами переднего угла. Он находится между передней поверхностью токарного резца и плоскостью, в которой расположена главная режущая кромка (эта плоскость перпендикулярна плоскости резания). При заточке токарного резца, учитывают ряд факторов, влияющих на величину данного угла:
- материал заготовки и самого инструмента;
- форму передней поверхности;
- условия, в которых резец будет использоваться.
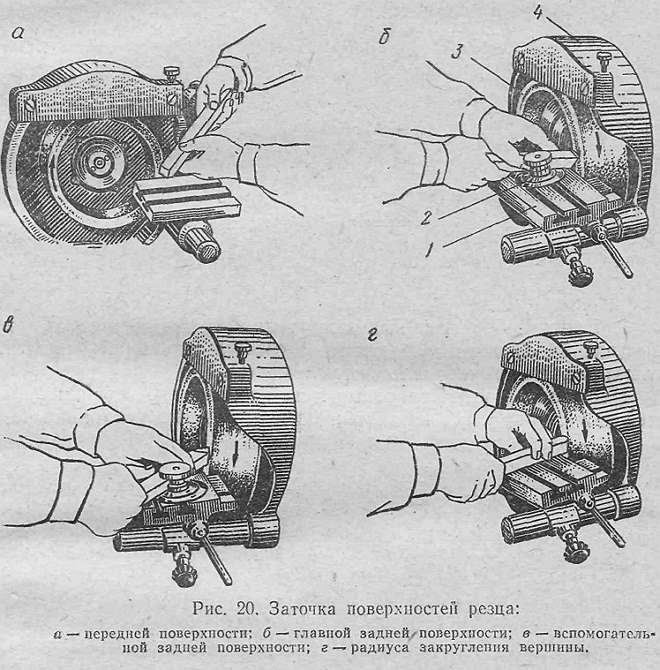
Порядок заточки поверхностей токарного резца
Увеличение значения переднего угла, с одной стороны, позволяет улучшить чистоту обработки, а с другой – провоцирует снижение прочности и стойкости токарного резца. Такой угол, получаемый в результате заточки, может иметь положительное и отрицательное значение.
Токарные резцы с передними углами, которые имеют отрицательные значения, отличаются высокой прочностью, но выполнять обработку такими инструментами затруднительно. Обычно заточку с передним углом, который имеет положительное значение, используют, когда предстоит обработка заготовки из вязкого материала, а также когда материал изготовления инструмента отличается высокой прочностью.
Резцы с передними углами, имеющими отрицательное значение, применяют при обработке материалов с высокой твердостью и прочностью, при выполнении прерывистого резания, когда материал изготовления инструмента не обладает достаточной прочностью на изгиб и плохо воспринимает ударные нагрузки.
Параметрами, характеризующими геометрию резца для токарной обработки, также являются углы резания и заострения. Угол резания, величина которого может варьироваться в пределах 60–100 0 , находится между поверхностью инструмента, называемой передней, и плоскостью резания.
Величина данного угла напрямую зависит от твердости, которой обладает обрабатываемый металл: чем она выше, тем больше его значение. Угол заострения полностью соответствует своему названию, он измеряется между главной передней и главной задней поверхностями инструмента и характеризует степень заострения его вершины.
Характеризуют токарный резец и углы в плане. Это главный, измеряемый между направлением продольной подачи и проекцией, которую откладывает главная режущая кромка на основную плоскость, и вспомогательный, образуемый проекцией вспомогательной режущей кромки на основную плоскость и направлением продольной подачи.
Контроль углов резца
Вспомогательный угол в плане одновременно коррелирует с чистотой обработки и со стойкостью резца. С его уменьшением возрастает чистота обработки и увеличивается стойкость инструмента.
Помимо рассмотренных выше в геометрии токарных резцов различают углы:
- при вершине (измеряемый между проекциями, которые откладывают на основную плоскость главная и вспомогательная режущие кромки).
- наклона главной режущей кромки (образуется линией, которая параллельна основной плоскости и проходит через вершину резца, и самой режущей кромкой; защищает самую уязвимую часть резца – его вершину – от разрушения).
Рекомендуем вам посмотреть видео, в котором опытный преподаватель-практик подробно рассказывает обо всех тонкостях строения токарных резцов.

Резец – один из главных инструментов для резания, который применяется в стандартном станке. Размеры геометрических показателей резца определяют его основные характеристики, в том числе и точность обработки.
Любой токарь должен разбираться в геометрии резца, чтобы выполнить работу качественно.

Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе токарного станка, и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
На режущей части токарного резца данного типа выделяют три поверхности:
- переднюю (по ней в ходе обработки заготовки осуществляется сход металлической стружки);
- задние – главную и вспомогательную (обе повернуты своей лицевой частью к обрабатываемой детали).
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
- материала изготовления инструмента;
- условий его работы;
- характеристик материала, который предстоит обрабатывать.
Геометрия
Все наиболее важные показатели и технические особенности резца определяются значением его углов. Помимо, основных имеются углы при вершине, а также углы наклона режущей кромки.

Основные углы режущего инструмента
Во время заточки самое важное – обеспечить точные параметры углов. Ориентация кромки проходит по 3 стандартным плоскостям: задней, передней и дополнительной.
Главный задний
Увеличение параметров основного угла заднего значительно снижает прочность и делает не надежную фиксацию инструмента на держателе резца. Также увеличение параметров данного угла изменяет показатели колебаний их частоту и амплитуду, ускоряет износ инструмента.
Если параметры уменьшить – это приведет к увеличению площади взаимодействия кромки, которая режет и поверхности обрабатываемой заготовки.

Главный передний
Это основной угол, который и определяет качественные показатели поверхности удаления. Увеличение параметров ведет к повышенному количеству изменений в верхнем слое.
Если параметры у угла незначительные, то это обеспечивает более легкое удаление верхнего слоя металла с обрабатываемой поверхности.
Угол резания
Угол резания должен быть в пределах 60–100° и находится между передом резца и непосредственно плоскостью резания.
Угол заострения
Этот угол расположен между главными поверхностями задней и передней. Его параметры указывают на уровень заострения вершины.
Основной в плане
Параметры данного угла также характеризуют свойства токарного резца. Измеряется между направлением продольной подачи и проекцией основной режущей кромки на плоскость.

Вторичный в плане
Вторичный в плане угол образуется из проекции вспомогательной кромки на поверхность с тем же направлением продольной подачи.
Задний вспомогательный
Этот угол необходим, чтобы снизить трение между задней поверхностью резца и непосредственно обрабатываемой деталью. В результате снижается нагрев и износ инструмента. Если угол будет слишком большой, то резец может ослабнуть и сломаться.
Вершина между задней вспомогательной поверхностью и кромкой режущего инструмента
Измеряется между проекцией вспомогательной поверхности и непосредственно режущей кромки. Чем больше данный параметр, тем прочнее по факту резец. Также улучшаются показатели теплоотвода.
Угол наклона режущей части
Определяет направление, куда сходит стружка во время рабочего процесса. Эти показатели могут быть положительными, отрицательными и нулевыми.

Измерение углов режущего инструмента
Эта процедура производится с помощью специализированного ручного оборудования для измерения.
Стандартный настольный вариант угломера представляет собой конструкцию из следующих элементов:
- основа измерительного прибора;
- стойка с подвижным шаблоном;
- измерительной части с градусной линейкой;
- стопорного винта, чтобы фиксировать направление.
Алгоритм измерения детали:
- Образец нужно разместить на основании.
- Кромку совместить с плоскостью стойки.
- На градусной части линейки отображается полученный результат.
Для измерения углов в плане используется угломерное оборудование с наличием нониуса.
Плоскости резания
Для того, чтобы отсчитывать гулы резцов необходимо ориентироваться на координатные плоскости:
- основная плоскость является параллельной поверхностью по отношению к направлениям продольной и поперечной подачи;
- плоскость резания проходит непосредственно через главное лезвие и по касательной линии к площади отрезания болванки.
Также имеются секущие плоскости: основная и вторичная. Основная проходит через свободную точку основного лезвия под прямым углом к его проекции на основную координатную плоскость. Вспомогательная – через свободную точку вспомогательного лезвия также под прямым углом к главной плоскости.
При измерении всех основных и вспомогательных углов точные параметры заносят в специальную документацию. От этих показателей зависит и срок службы резца, и качество выполняемой работы.
На какие критерии нужно обращать внимание, чтобы выбрать качественный токарный станок по металлу?
Универсальный токарно-винторезный станок по металлу ТВ-320: описание, технические характеристики, схемы
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
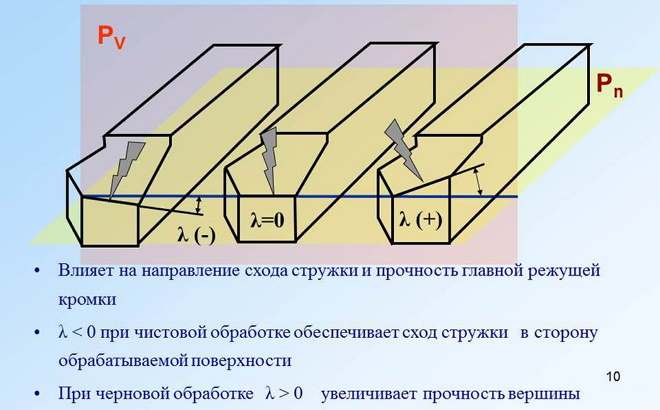
Угол наклона главной режущей кромки
Углом наклона главной режущей кромки λ – называется угол, который формируется между режущей кромкой и условной линией, проходящей параллельно основной плоскости через вершину резца.

Наклон режущей кромки
Угол наклона может считаться положительным, если вершина резца будет максимально низкой точкой режущей кромки. Он будет отрицательным, если угол наклона будет самой высокой точкой кромки. И будет равным нулю, если главная режущая кромка будет проводиться параллельно основной плоскости.
Плоскости обработки
Выделяют следующие их виды:
- основная – идет параллельно вектору подачи, будь он продольным или поперечным;
- резания – ее формирует лезвие (непосредственно) и та площадь, на которую оно воздействует (по касательной).
Плюс, есть пара секущих – главная и дополнительная. Направление первой – через свободную точку острия перпендикулярно проекции, вторая создается сходным образом и тоже под прямым углом, только уже через вспомогательную кромку.
Все полученные значения стоит записывать, ведя таким образом техническую документацию, которая при необходимости поможет рассчитать точность, скорость, качество съема материала и примерный срок службы инструмента с учетом интенсивности его эксплуатации.

Как закрепить резец на станке
Он устанавливается на каретку суппорта (подвижный элемент) и фиксируется держателем, который может быть как одно-, так и многопозиционным. Внимание, его положение нужно выверить с максимальной точностью: необходимо, чтобы он был размещен параллельно и одновременно перпендикулярно. Кромка – строго напротив оси вала, потратьте время на настройку по высоте. В центрировании отлично помогут стальные пластины-накладки.
Также не следует допускать зазоров или люфтов, которые способны привести к разбалтыванию инструмента (со временем и под нагрузками), а значит и к снижению точности обработки деталей. Поэтому крепеж обязан быть жестким.

Резец и его форма передней поверхности.
И так для более легкого восприятия данной темы рассмотрим следующую картинку

И так какие мы видим формы заточки передней поверхности резцов. Сразу хочу оговорится, что сегодня резцы с напаянными пластина из твердого сплава уже практически не применяются. Но они в свою очередь могут использоваться при любой механической обработке металлов точением.
Классификация
По конструкции и принципу функционирования данный инструмент дифференцируют на следующие варианты:
- Прямые модели с параллельными оси державки режущими кромками характеризуются отсутствием изгибов. Они рассчитаны на грубую обработку, предполагающую снятие значительного количества материала, нередко за несколько проходов, при обточке лишних фрагментов деталей.
- Отогнутые подрезные резцы имеют аналогичное назначение, но рассчитаны на обработку предметов более сложных форм: изгиб позволяет обтачивать труднодоступные места и т. д. Режущие кромки таких моделей наклонены от оси державки. Метод работ определяется особенностями инструмента и типом и толщиной материала.
- Токарные упорные варианты рассчитаны на точение предметов малой жесткости. Они применяются для подрезки бортиков и обточки ступенчатых поверхностей. Это наиболее распространенный тип рассматриваемых инструментов. Их режущие кромки параллельны оси державки, однако, в сравнении с прямыми подрезными резцами, имеют меньший угол.
По направлению подачи данные инструменты классифицируют на левые и правые.

Наконец, подрезные резцы дифференцируют по технологии производства.
- Цельные варианты включают головку и державку из одного материала.
- Составные модели имеют элементы различного состава.
Параметры рассматриваемых инструментов регламентированы ГОСТами.
Так, отогнутые подрезные резцы с твердосплавными режущими пластинами описаны ГОСТ 18880-73. Для токарных проходных резцов, оснащенных сверх твердосплавными пластинами, и аналогичных подрезных моделей характеристики определены в ГОСТ 28990-91. ГОСТ 18871-73 определяет особенности торцовых вариантов с пластинами из быстрорежущей стали. ГОСТ 29132-91 определяет параметры моделей с многогранными сменными пластинами проходного токарного, копировального и подрезного типов. В ГОСТах приведены чертежи подрезных резцов, типы и размеры данных инструментов.
Принципы выбора
Существует несколько факторов, определяющих выбор подрезного резца.
- Во-первых, необходимо учитывать материалы целевых деталей. В данном случае используют принцип меньшей их жесткости относительно инструмента. Сопоставление по данному параметру осуществляют на основе марок стали.
- Во-вторых, следует определиться с требуемым соотношением точности геометрических размеров и качеством обработки поверхности.
- В-третьих, учитывают износостойкость инструмента, определяемую жесткостью исходного материала.
Следует отметить, что основные конструктивные элементы создают из различных материалов. Это обусловлено различным их назначением, обуславливающим требования к свойствам. Так, державка служит для фиксации в резцедержателе, следовательно, основными требованиями к ней являются твердость, ударо-, термо- и износостойкость.
Для создания режущих пластин применяют два типа материалов.
- Детали из быстрорежущей стали подходят для компактных заготовок. Удаление большого слоя материала следует осуществлять в несколько проходов. Не рекомендуется применять такие модели для обработки прочных материалов вроде бронзы, каленой стали и т. д. Это обусловлено относительно небольшой прочностью быстрорежущей стали, вследствие чего она быстро затупляется при обработке таких предметов.
- Твердосплавные режущие элементы с добавлением кобальта универсальны благодаря износо- и термостойкости. Ввиду этого они более дорогие. Для изготовления таких инструментов применяют комбинированный материал, включающий обычно быстрорежущую сталь и два сорта твердосплавной.

Для отражения параметров подрезных резцов используют маркировки, обычно обозначающие марку стали режущего элемента. К примеру, для модели Т15К6 титановольфрамовой группы цифры маркировки обозначают процентное содержание, буквы – карбид титана (Т) и кобальт (К).
Читайте также: