
Реферат методы ремонта и восстановления деталей механизмов тепличного хозяйства
Обновлено: 02.07.2024
ШИФР: ТРК 35.02.07.363.001ПЗ
Выполнил: обучающийся группы 4М:
Руководитель: преподаватель проф.дисциплин:
1. Характеристика объекта проектирования……………………………. 6
1.1 Общие сведения о хозяйстве…….………………………………….… 7
1.3 Характеристика центральной ремонтной мастерской…….………….17
3 Планирование ремонтно-обслуживающих воздействий.
3.1 Определение плановых ремонтов и номерных ТО…………………. 19
3.2 Расчет трудоемкости текущих ремонтов и номерных ТО……….…..24
3.3 Определение годового плана загрузки мастерской……………….…30
3.4 Построение графика загрузки мастерской…………………………. 35
4 Расчет участка мастерской
4.1 Общие сведения об участке………………………..………………. 36
4.2 Определение трудоемкости ремонтных работ на участке…………. 36
4.3 Расчет количества рабочих на участке……………………………….. 37
4.4 Расчет и подбор оборудования на участке……………………….…. 38
4.5 Расчет площади участка мастерской…………………..……………. 39
5 Технология ремонта коромысло ГРМ
5.1 Основные методы ремонта коромысла ГРМ…………………………..44
5.2 Приборы и оборудование применяемые при ремонте детали ………48
5.3 Расчет нормы времени ремонта коромысла ГРМ. ……………………49
7.Техника безопасности и охрана труда……………………………….….55
8.Охрана окружающей среды……………………………………………. 59
Топливные системы дизеля обеспечивают очистку топлива от загрязнителей и впрыскивание его в цилиндры двигателя.
Топливоподающая система предназначена для впрыска точно отмерянных порций топлива в камеру сгорания и распыливание этих порций под высоким давлением в определенной последовательности с определенными углами опережения. От совершенства топливной системы в основном зависит качество смесеобразования.
Известны топливные системы дизелей различных типов. В настоящее время наибольшее применение получили топливные системы непосредственного впрыскивания разделенного типа с механическим приводом плунжера и закрытыми клапонно-сопловыми форсунками с гидравлическим приводом иглы распылителя.
Топливная система дизеля включает систему низкого и высокого давления. Система низкого давления предназначена для хранения запаса топлива, его очистки от загрязнителей и нагнетания к топливной системе высокого давления.
Известны системы низкого давления проточные (замкнутые), полузамкнутые и тупиковые. В настоящее время наибольшее распространение получили проточные системы, обеспечивающие прокачку топлива через полости низкого давления топливных насосов высокого давления (ТНВД).Прокачка топлива снижает температуру секции высокого давления (СВД) и выносит из насоса частицы износа деталей плунжерных пар , что повышает надежность и срок службы топливных насосов .
1. Характеристика объекта проектирования.
МТП предприятия представлен разнообразно и включает в себя необходимое количество тракторов, комбайнов и с/х машин для проведения различных операций: вспашки, культивации, боронования, посева, уборки и т. п.
Направления предприятия: животноводство, растениеводство.
Сфера основной деятельности - производство молока, мяса крупного рогатого скота, зерна и кормовых культур.
Год поступления в
Грузовой автомобиль САЗ-3507
Грузовой автомобиль ГАЗ-53 (молоковоз)
Грузовой автомобиль ГАЗ-53 (АНЖ)
Грузовой автомобиль ГАЗ-5204 (походка)
Грузовой автомобиль ГАЗ-6605
Грузовой автомобиль КАМАЗ (Бензовоз)
Грузовой автомобиль УАЗ
Год поступления в
Трактор ДТ-75 М (Бульдозер)
Трактор МТЗ – 82.1
Экскаватор Ю- 2621
Год поступления в хозяйство
Погрузчик ПФН – 0,38
Комбайн кормоуборочный Е-281
Грабли роторные ГВР-6Р
Пресс-подборщик ПР –Ф- 145
Косилка дисковая КДН-2,1
Направления предприятия: животноводство, растениеводство.
Сфера основной деятельности - производство молока, мяса крупного рогатого скота, зерна и кормовых культур.
Из них сельхозугодий
Пруды и водоемы
Каждое предприятие должно эффективно использовать землю, бережно относиться к ней, повышать ее плодородие, не допускать эрозии почв, заболачивания, зарастания сорняков и т.д.
Из данной таблицы видно, что в общей площади землепользования (8475 га) наибольший удельный вес занимает площадь сельскохозяйственных угодий . Сельскохозяйственные угодия в основном представлены пахотными землями при незначительном удельном весе естественных сенокосов и пастбищ.
Результаты хозяйственной деятельности предприятий во многом зависят от уровня специализации производства. Специализация – это форма общественного разделения труда, выражающаяся на производстве и реализации одного (или несколько) видов продукции.
О специализации можно судить по удельному весу получаемой выручки. Если данный показатель превышает 50% рубеж по одному из видов продукции, то можно сказать, что организация специализируется на производстве и реализации именно данного вида продукции.
За анализируемый период в данном хозяйстве наблюдается увеличение общей денежной выручки от реализации продукции, которая с 2016 по 2018 год возросла на 19600 тыс. руб., что является положительной тенденцией .
Стоимость, тыс. руб.
Другие виды продукции
Анализ современного состояния и развития отечественного животноводства убедительно доказывает, что главным фактором сдерживающем рост продуктивности животноводства и экономической эффективности производства продукции этой отрасли является постоянный дефицит кормовых средств, как в количественном, так и в качественном отношении.
По сельскохозяйственному предприятию – всего
в том числе работники, занятые сельскохозяйственном производстве
Из них рабочие постоянные
в том числе: трактористы — машинисты
операторы машинного доения, дояры
скотники крупного рогатого скота
работники овцеводства и козоводства
рабочие сезонные и временные
из них: руководители
Работники, занятые в подсобных промышленных пред-х и промыслах
Под трудом понимается целесообразная деятельность человека, в процессе которой создаются потребительские стоимости. Способностью к труду обладают люди, работники представляющие собой наиболее активную составную часть производственных сил общества. Труду человека принадлежит определяющая роль в процессе материального производства. Трудовые ресурсы - это совокупность людей, имеющих способность трудиться, то есть являющихся носителями физических и духовных способностей, которые могут быть использованы для создания материальных благ. Достаточная обеспеченность сельскохозяйственных предприятий необходимыми ресурсами труда имеют большое значение для увеличения объема производства продукции и повышение эффективности производства. В частности, от обеспеченности хозяйства трудовыми ресурсами и эффективности их использования зависят объем и своевременность выполнения сельскохозяйственных работ, эффективность использования техники и, как результат, объем производства продукции, ее себестоимость, прибыль и ряд других экономических показателей.
Анализируя состояние материально-технической базы, необходимо отметить, нагрузка на один трактор составила в 2018 году 427 га, данный показатель также сильно изменился.
От обеспеченности хозяйства необходимой техникой во многом зависит объем и качество выпускаемой продукции, своевременное выполнение работ по обработке и уборке посевов. Необходимо рационально использовать транспортный парк организации.
Ремонт сельскохозяйственных машин — восстановление работоспособности машины и ее технич. ресурса, т. е. состояния, при котором она выполняет свои функции с соблюдением агротехнических и других предъявляемых к ней требований. Достигается это периодич. проверкой технич. состояния машин, заменой отдельных ее элементов новыми или отремонтированными, ремонтом изношенных, поломанных или деформированных деталей и узлов, восстановлением посадок в сопряжениях и необходимыми регулировками механизмов.

Оттянутые лемехи закаливают. Наилучший эффект дает изотермич. закалка, при которой лемех нагревают до темп-ры 880—920 °С и затем калят в течение 3,0—3,5сек в подогретой до 30—40 °С 10%-ной соленой воде лезвием вниз так, чтобы вынутый из ванны лемех имел температуру около 350 °С. Изотермически закаленный лемех обладает значит, износостойкостью и повышенной ударной вязкостью. Для повышения износостойкости лезвие лемеха делают самозатачивающимся. Для этого на тыльную сторону лезвия наплавляют твердый сплав. Перед наплавкой у лемеха оттягивают полосу шириной 25—30 мм со стороны лезвия и участок 55— 65 мм у носка долотообразного лезвия. Толщина слоя наплавки должна быть 1,4—2,0 мм. Затем лезвие затачивают с лицевой стороны под углом 25—35°. Самозатачивание лезвия лемеха обеспечивается только при оптимальном соотношении толщин лезвия лемеха и твердого сплава, которое должно быть в пределах 1—1,2. При уменьшении толщины лезвия лемеха основной материал будет изнашиваться быстрее наплавленного слоя, в результате чего слой твердого сплава (чаще сормайт № 1) обнажается и обламывается. Благодаря самозатачиванию срок службы лемехов при работе на почвах без камней и крупного песка увеличивается в несколько раз. У отвалов наиболее интенсивно изнашиваются грудь и полевой обрез. Изношенные места отвалов ремонтируют постановкой накладок из листовой стали с содержанием углерода не более 0,4%. На полевой обрез в случае износа наплавляют твердый сплав. Затупленные фаски дискового ножа затачивают с двух сторон до толщины 0,3—0,5 мм при ширине 4—5 мм.
Лапы культиваторов при незначительном затуплении затачивают. Сильно изношенные лапы оттягивают и закаливают. Хорошие результаты дает наплавка на лапы культиваторов с тыльной стороны твердого сплава (сормайта № 1 или релита). Технология наплавки на лапы сормайта не отличается от наплавки его на лезвия лемехов.
Затупленные диски дисковых лущильников и борон протачивают на спец. приспособлении, закрепленном на токарном станке. В районах с непесчаными и некаменистыми почвами при первой заточке на диски лущильников рекомендуется наплавлять твердый сплав.

У сеялок и посадочных машин значительно изнашиваются высевающие и высаживающие аппараты и сошники. Характерные дефекты дисков сошников — коробление, затупление лезвия, появление на них зазубрин и неравномерный износ лезвия по окружности. Затупленные и зазубренные в процессе работы диски затачивают при помощи специального приспособления на токарном станке или на наждачном точиле. Угол заточки дисков 18°, ширина фаски 6—8 мм. Диаметр дисков после заточки должен быть не меньше 320 см. Корпус сошника при наличии трещин и излома восстанавливают электросваркой. Для разборки, ремонта и контроля дисковых сошников применяют специальное приспособление. При износе сошника картофелесажалок изношенные поверхности восстанавливают газовой наплавкой твердыми сплавами или приваркой накладки из рессорной стали, старых лемехов, дисков. Высевающие аппараты посевных и посадочных машин не имеют непосредственного контакта с почвой. Однако они работают в условиях большой запыленности и поэтому изнашиваются. При их ремонте необходимо обращать особое внимание на чистоту поверхностей деталей и не оставлять на них заусенцев, острых ребер, которые могут повредить семенной материал. Изношенные днища корпусов гнездообразующих устройств ремонтируют наплавкой, а при сквозном протирании — приваркой накладок из листовой стали. При износе носка его оттягивают кузнечным способом с последующей наплавкой на рабочую поверхность твердого сплава.
Сельскохозяйственные машины и орудия, несмотря на широкое применение гидравлики, имеют механизмы для регулировки рабочих органов, а также для перевода их из транспортного положения в рабочее и обратно. Детали этих механизмов работают с большими динамич. нагрузками; кроме того, на их незащищенные рабочие поверхности попадает пыль. Вследствие этого они быстро изнашиваются. В случае износа храповика автомата на зубья и торцовые выступы наплавляют слой металла и обрабатывают наждачным кругом по шаблону. При износе ячеистую поверхность муфты автомата восстанавливают углублением ячеек концевой фрезой. Ячеистую поверхность муфты восстанавливают также наплавкой металла на выступы с последующей механич. обработкой до номинального размера.
Характерные дефекты рам Сельскохозяйственных машин — изгиб, скручивание и поломка продольных и поперечных брусьев, появление трещин в сварных соединениях, ослабление заклепочных соединений, износ отверстий под болты и заклепки. Деформация рамы иногда является причиной смещения рабочих органов и передаточных механизмов машины, что нарушает регулировки и может быть причиной неудовлетворительной работы машины. Изогнутые и скрученные брусья правят гидравлическими или механическими приспособлениями. Поломанные брусья сваривают, а места излома усиливают приваркой накладок и вставок. Взаимное расположение элементов отремонтированной рамы проверяют угольниками, рулеткой, шнуром и шаблонами.
Таблица 1: Рабочие места для ремонта сельскохозяйственных машин
| Наименование работ, выполняемых на рабочих местах | Зерновые комбайны, молотилки, зерноочистительные машины | Специальные комбайны (силосоуборочные, свеклоуборочные и другие) | Соломорезки, дробилки, жмыходробилки | Плуги, бороны, культиваторы, сеялки, сажалки | Косилки, жатки, сноповязалки | Зерносушилки, кормозапарники | Сепараторы, доильные установки |
|---|---|---|---|---|---|---|---|
| Разборка машин, ремонт рам и ходовой части, сборка, обкатка, регулировка машин | + | + | + | + | + | + | + |
| Ремонт молотильных устройств, режущих барабанов, битеров, вентиляторов | + | + | + | — | — | + | — |
| Ремонт редукторов, коробок передач, карданныхпередач | + | + | + | — | + | — | — |
| Ремонт цепей, планчатых иковшовых транспортеровэлеваторов | + | + | + | — | + | + | — |
| Ремонт решет, решетныхстанов, грохотов, скатных и стрясных досок | + | + | — | — | — | — | — |
| Ремонт ножей, режущих лап, дисков | + | + | + | + | + | — | — |
У колес сельскохозяйственных машин могут деформироваться плп поломаться обод, ослабеть крепления, изогнуться или поломаться спицы, изнашиваться втулки, ступицы, храповые и кулачковые выступы. На изношенные храповые и кулачковые выступы ступиц наплавляют слой металла. При износе отверстия ступицы в него запрессовывают стальные или чугунные втулки. Перед запрессовкой втулок отверстие ступицы колеса растачивают на расточном или на токарном станке, применяя спец. приспособление. Изгиб обода и спиц устраняют правкой. Разорванный обод колеса стягивают и заваривают, с внутренней стороны для усиления приваривают накладку. Изогнутые и скрученные оси и валы правят гидравлич. прессом, рычагом. Изношенные поверхности валов и осей восстанавливают в зависимости от характера соединения сопрягаемых деталей п величины износа электродуговой сваркой, напрессовкой колец, осадкой или раздачей. При малых износах (0,08—0,15 мм) шейки валов осталивают. Шпоночные канавки деталей при ремонте фрезеруют под шпонки больших размеров. Резьбовые сопряжения в отверстиях и на валах в случае износа восстанавливают нарезкой резьбы ремонтного размера, наплавкой металла и нарезкой новой резьбы, запрессовкой втулок с готовой резьбой, запрессовкой глухих пробок, в которых затем сверлят отверстие и нарезают резьбу нормального размера. Нормальную посадку подшипника на валу восстанавливают обычно запрессовкой в подшипник втулки, изготовленной из того же материала. Часто втулки изготовляют из поликапролактама (капрона) с древесных пластиков, которые отличаются рядом ценных свойств — пмеют низкий коэффициент трения, высокую износостойкость, способность длительное время работать с ограниченной смазкой.
В отечественных и советских сельскохозяйственных машинах, так же как и в сельхозтехнике из Европы широко применяются втулочно-роликовые, крючковые и комбинированные цепи. Они, как правило, не защищены от пыли, влажной среды и подвергаются активному износу. При ремонте втулочно-роликовые цепи разбирают и заменяют изношенные детали или поворачивают валики и втулки пластин на 180° относительно их прежнего положения (рис. 2) для работы неизношеннымп поверхностями. У звеньев крючковых и комбинированных цепей изнашиваются цапфы, внутренние и наружные поверхности звеньев или они разгибаются. Изношенную цепь восстанавливают обжатием звеньев на специальном приспособлении. Нормальный шаг цепи можно получить также поворотом квадратных литых звеньев на 90° после разборки цепи.

После ремонта деталей и узлов сельскохозяйственную машину собирают и регулируют. Сборка машин является одной из важных п сложных заключительных операций. При сборке нередко выявляются недоделки, допущенные при ремонте деталей и узлов. Поэтому сборку и регулировку машин в мастерских хозяйств выполняют только опытные рабочие.
Таблица 2: Трудоемкость ремонта сельскохозяйственных машин по видам работ
| Машины | Трудоемкость по видам работ, % | |||||
|---|---|---|---|---|---|---|
| разборочно-сборочных | станочных | слесарных | кузнечных | сварочных | столярно-плотницких | |
| Плуги тракторные прицепные | 50,0 | 10,0 | 7,5 | 20,0 | 12,5 | — |
| Плуги тракторные навесные | 33,5 | 12,5 | 8,0 | 33,5 | 12,5 | — |
| Бороны дисковые | 60 ,0 | 13,5 | 6,5 | 13,5 | 6,5 | — |
| Бороны зубовые трехзвенные | 25 ,0 | 12,5 | 12,5 | 40,0 | 10,0 | — |
| Культиваторы | 58,5 | 10,5 | 6,5 | 16,5 | 8,0 | — |
| Сеялки тракторные | 55,0 | 10,5 | 14,0 | 10,5 | 7,0 | 3,0 |
| Картофелесажалки | 62,0 | 9,0 | 12,0 | 12,0 | 5,0 | — |
| Косилки навесные | 57,0 | 21 ,5 | 14,0 | — | 7,5 | — |
| Косилки прицепные | 60,0 | 23,0 | 12,0 | — | 5,0 | — |
| Жатки рядковые | 63,0 | 12,0 | 12,0 | 7,0 | 4,0 | 2,0 |
| Волокуши | 50,0 | 8,0 | 17,0 | 17,0 | 8,0 | — |
| Прессы сенные | 44,0 | 12,0 | 16,0 | 20,0 | 8,0 | — |
| Грабли тракторные | 65,0 | 5,0 | 20,0 | 5,0 | 5,0 | — |
| Подборщики-копнители | 48,0 | 10,0 | 24,0 | 9,0 | 9,0 | — |
| Молотилки | 53,0 | 11,0 | 11,0 | 7,0 | 7,0 | 11,0 |
| Зерноочистительные машины | 45,0 | 14,0 | 20,0 | 6,0 | 9,0 | 6,0 |
| Зерносушилки | 42,0 | 17,0 | 17,0 | 8,0 | 8,0 | 8,0 |
| Картофелекопатели | 55,0 | 5,0 | 10,0 | 12,5 | 17,5 | — |
| Комбайны для уборки свеклы, силоса и кукурузы | 76,0 | 9,0 | 7,0 | 3,0 | 4,0 | 1,0 |
| Хлопкоуборочные машины | Т5 , 0 | 9,0 | 6,0 | 5,0 | 4,0 | 1,0 |
| Оборудование животноводческих ферм | 10,0 | 20 ,0 | 30,0 | 15,0 | 20,0 | 5,0 |

Из таблицы 1 видно, что загрузка рабочих мест ремонтом (отмечено знаком +) бывает при ремонте определенных типов сельскохозяйственных машин. При переходе с ремонта одного типа машин на другой часть рабочих мест объединяют так, чтобы рабочие были равномерно загружены (схема технологического процесса ремонта сельскохозяйственных машин в центральной ремонтной мастерской хозяйства показана на рис. 3).
В центр, мастерской при ремонте относительно большого кол-ва однотипных сельскохозяйственных машин применяют бригадно-узловую (постовую) или узловую форму организации труда. Агрегатным методом ремонтируют машины и оборудование животноводческих ферм. Многие колхозы и совхозы для технического обслуживания и ремонта машин создают в бригадах (отделениях) и на крупных животноводческих фермах стационарные пункты технического обслуживания. При организации ремонта сельскохозяйственных машин большое внимание уделяют оснащению рабочих мест оборудованием, приспособлениями и инструментом, т. к. от этого в значительной мере зависят производительность труда и качество выполнения ремонтных работ.
Таблица 3: Примерное соотношение работ по разрядам при ремонте сельскохозяйственных машин
| Машины | Срежний разряд работ | Процентное соотношение работпо разрядам | |||||
|---|---|---|---|---|---|---|---|
| I | II | III | IV | V | VI | ||
| Плуги: П-5—35МГА (П-5—35ЦУ) | 2,5 | 10,0 | 35,0 | 48,0 | 7,0 | — | — |
| ПН-4—35С | 2 , 5 | 16,0 | 28,0 | 46,0 | 10 ,0 | — | — |
| Дисковая борона | 2,4 | 12,0 | 36,0 | 47,0 | 5,0 | — | — |
| Лущильники | 2,4 | 21,0 | 29,0 | 40,0 | 10,0 | — | — |
| Культиваторы | 2,5 | 4,0 | 38,0 | 53,0 | 5,0 | — | — |
| Сеялки: СУК-24 А | 2,6 | 6,0 | 40 , 0 | 50,0 | 4,0 | — | — |
| СД-24; СОД-24 | 2,6 | 4,0 | 37 , 0 | 55,0 | 4,0 | — | — |
| Картофелесажалка | 2,5 | 9,0 | 35, 0 | 49 ,0 | 7,0 | — | — |
| Косилка | 2,7 | 13,0 | 33,0 | 44 ,0 | 10,0 | — | — |
| Картофелекопатель | 2,5 | 12,0 | 35,0 | 45,0 | 8,0 | — | — |
| Хлопкоуборочная машина | 3,0 | 12,4 | 24,5 | 29,5 | 26 ,0 | 7,6 | — |
В мастерских пунктов технического обслуживания в зависимости от степени разделения труда и специализации плуги, культиваторы, бороны и др. несложные машины ремонтирует, комплектует и подготовляет к полевым работам ремонтная бригада (или звено), состоящая (исходя из объема работ) из 2—3 слесарей-ре-монтников для выполнения слесарных работ, кузнеца-сварщика для выполнения кузнечных и сварочных работ. Руководит такой бригадой заведующий машинным двором или механик. Кроме того, в устранении неисправностей машин принимают участие тракторист-машинист и механик отделения. Станочные работы, ремонт деталей и узлов выполняют в центр, мастерской хозяйства (схема процесса ремонта сельскохозяйственных машин в мастерских пунктов технич. обслуживания приведена на рис. 4).
В напряженные периоды сельскохозяйственных работ существенную помощь в устранении неисправностей машин оказывает автопередвижная мастерская. При отсутствии полевых неполадок ремонтная бригада занимается плановым ремонтом сельскохозяйственных машин. В свободное от технич. уходов время рабочим бригады помогает мастер-наладчик.
При частичной специализации машины закрепляют за механизаторами, к-рые участвуют в комплектовании их в агрегаты, в ремонте и постановке на хранение. Слесари-ремонтники в этом случае организуют ремонт, выполняют наиболее сложные виды работ и отвечают за состояние машин при длительном хранении. Ремонт сельскохозяйственных машин в хозяйстве планируют с учетом их занятости на полевых работах и животноводч. фермах. При расчете объема и времени проведения работ исходят из установленной для сельскохозяйственных машин и оборудования животноводческих ферм периодичности технического обслуживания и ремонта, а также учитывают занятость машин и необходимость равномерной загрузки мастерской в течение года. Для разделения при планировании общей трудоемкости работ по ремонту сельскохозяйственных машин можно ориентировочно пользоваться соотношениями, указанными в таблицах 2 и 3.

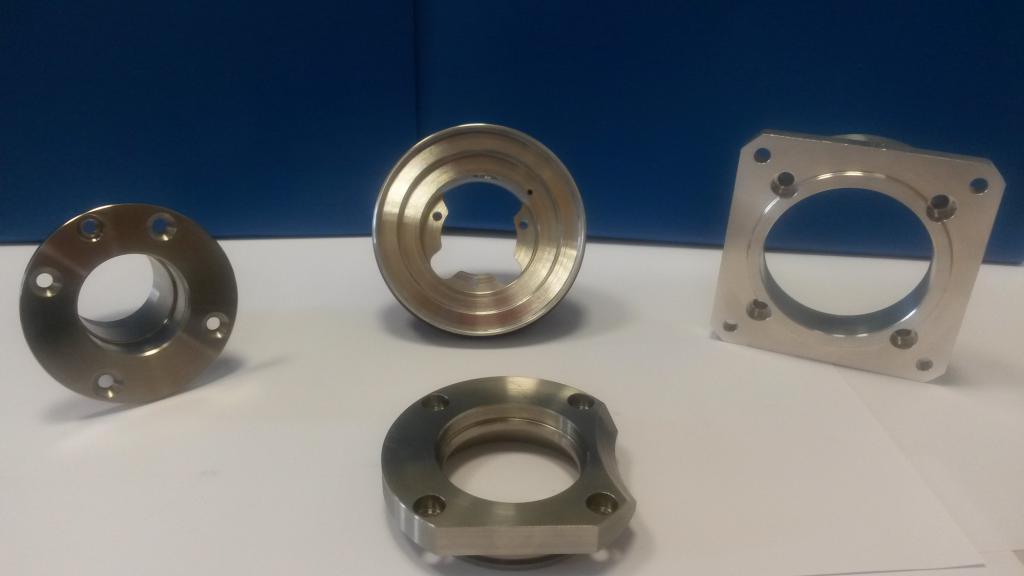
В настоящее время инженеры активно работают над созданием новых и усовершенствованием традиционных способов восстановления деталей. И на то есть объективные причины: во-первых, в некоторых случаях изготовление новых изделий из дорогостоящей стали является более затратным с точки зрения ресурсов, а во-вторых, у предприятия просто нет технологической возможности производства сложных по форме и техническим требованиям новых деталей.
В усовершенствовании различных способов восстановления изношенных деталей заинтересованы организации, которые эксплуатируют сложную и дорогую технику (например, карьерные самосвалы особо большой грузоподъемности).
Общие положения
Все способы восстановления деталей направлены на регенерацию эксплуатационных свойств и первоначальных характеристик изделия. В процессе работы трущиеся поверхности пар трения могут изнашиваться (вследствие чего меняются их размеры), крошиться (в результате накопления усталостных напряжений при частых знакопеременных нагрузках), получать механические повреждения, изменять свои физические и механические свойства. Отдельный вид повреждений в ходе эксплуатации – нарушение (повреждение) защитного антикоррозионного и износостойкого покрытия.
Способы и методы восстановления деталей отличаются широким разнообразием. Впрочем, износ деталей машин может иметь разные последствия и разный механизм образования и причины возникновения. При выборе конкретной технологии восстановления изношенных поверхностей инженер в первую очередь должен учитывать, какими свойствами (механическими и физическими) должно обладать изделие.
Так, в некоторых случаях, необходимо добиться максимальной усталостной прочности конструкции и упругости. Иногда же критичным является химический состав поверхностного слоя, что позволяет повысить жаростойкость, красноломкость (хладноломкость), устойчивость к воздействию агрессивных сред, поэтому в каждом конкретном случае следует отдавать предпочтение тому способу восстановления деталей, который может всем требованиям. К особым технологическим и конструкторским требованиям относятся также целостность (отсутствие пор, микротрещин, неметаллических включений), масса отдельных элементов конструкции и изделия в целом, показатели шероховатости, механические свойства (твердость и микротвердость), возможность обработки резанием и давлением (дополнительное упрочнение за счет деформации поверхностного слоя и возникновения наклепа), точность геометрических отклонений поверхностей и форм.
Классификация способов восстановления деталей по типу устраняемых дефектов
Все многообразие методов восстановления, в зависимости от природы дефектов, обычно делят на следующие группы:
- обработка резанием и слесарная обработка;
- сварка и пайка;
- пластическая деформация;
- наплавление;
- диффузионная металлизация, а также напыление;
- гальванические технологии;
- химико-термическая обработка (ХТО), а также традиционная термическая обработка;
- использование композиционных материалов.

Классификация способов восстановления в зависимости от характера воздействия на деталь
По указанному принципу все операции по восстановлению делятся на три группы:
- обработка без снятия припусков;
- обработка деталей со съемом материала;
- технологические операции, сопряженные с нанесением покрытий и материалов тем или иным способом.
Есть смысл дать более детальную классификацию перечисленных групп, так как каждая из них включает множество методов обработки с использованием самого разного оборудования и принципов. В некоторых случаях возможно дублирование в наименовании способа восстановления деталей, так как один способ может одновременно относиться к нескольким группа.
Восстановление без снятия припусков:
- упрочнение и формообразование посредством холодного и горячего пластического деформирования, калибровка;
- химико-термическая обработка (осуществляется с целью повышения твердости, улучшения эксплуатационных характеристик);
- термическая обработка (повышения твердости, снятие опасных напряжений и так далее).
Способы восстановления изношенных деталей, сопряженные со снятием слоя материала:
- механообработка резанием;
- электрофизическая обработка;
- комбинированные методы.
К последней подгруппе относятся методы, которые позволяют наносить на поверхность детали дополнительный защитный слой материала. К основным способам восстановления деталей с нанесением покрытий относятся следующие:
- нанесение металлических и неметаллических покрытий в печи (металлизация, напыление, наплавка и другие);
- электрофизические методы нанесения покрытий (гальванические ванны, электроискровые способы и так далее).

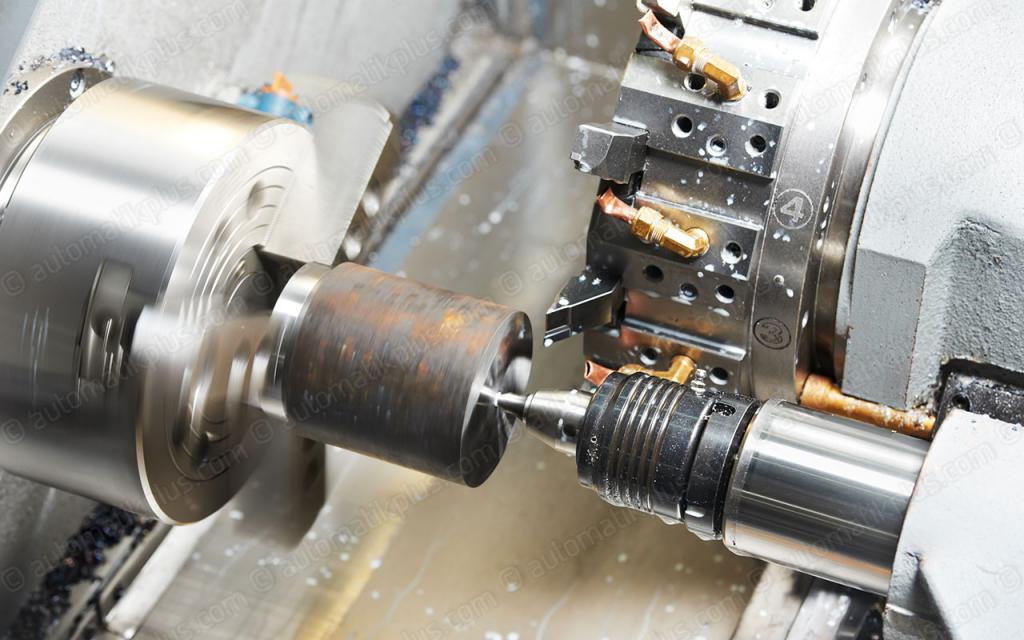
Характеристика слесарно-механических восстановительных операций
Данный способ восстановления и упрочнения деталей применяется в тех случаях, когда возникает необходимость в получении нового или прежнего ремонтного размера изделия, а также тогда, когда необходимо произвести установку нового элемента восстанавливаемого изделия машиностроения. Так, механическая и слесарная обработка могут служить своего рода промежуточной операцией, направленной на подготовку поверхностей под нанесение и напыление дополнительных упрочняющих покрытий. Однако наиболее часто обработка резанием является окончательной и направлена на исправления дефектов формы и поверхности, возникших по той или иной причине. Такими причинами могут быть поверхностная и объемная деформация деталей и заготовок с целью придания им большей прочности и максимально выгодных эксплуатационных характеристик, наплавка металлического порошка и электрода и так далее.
Обработка в размер должна обеспечить все технологические и конструкторские требования: чистоту и шероховатость поверхностей, значения и величину зазора или натяга (если посадка осуществляется с натягом), отклонения геометрической формы и так далее.
Инженер делает выбор в пользу того или иного механического способа восстановления детали, учитывая целый различных факторов. Так, если степень износа детали очень большая, то есть смысл произвести установку дополнительной ремонтной части. В таком случае наплавка с последующей обработкой будет стоить значительно дороже и требует очень высокой квалификации от исполнителя. В качестве таких деталей, в основном, служат всевозможные втулки и переходники.

Характеристика восстановления деталей пластической деформацией
Деформирование применяется как для изменения формы и геометрических размеров детали, так и для улучшения эксплуатационных характеристик поверхности изделия (показатель твердости и износостойкости).
Также обработка давлением может применяться с целью упрочения поверхностей восстанавливаемого изделия, например, после наплавки или же после механического снятия резанием определенного припуска с детали. Упрочнение деформацией – довольно редкий способ восстановления деталей. Выбор в пользу данной методики осуществляется крайне редко. Это обусловлено тем, что для упрочнения поверхностной пластической деформацией необходимо довольно дорогостоящее оборудование. Приобретать такие станки для того, чтобы изредка ими пользоваться в случае возникновения необходимости в восстановлении, экономически нецелесообразно.
Сущность упрочнения деформацией. Физика процесса
За счет чего улучшаются прочностные качества при деформировании поверхностного слоя? Хороший вопрос. Ответ на него кроется в радиационной теории атомного строения кристаллических веществ.
Ученым удалось доказать, что прочность зависит от количества дефектов кристаллического строения. По их подсчетам, тонкая металлическая нить из идеально чистого железа без точечных и линейных дефектов строения способна выдерживать колоссальные нагрузки. Однако реальные тела всегда имеют дефекты, поэтому несущая прочность такой проволоки в реальных условиях довольно маленькая. Но когда количество дефектов возрастает, то возникает парадоксальное явление – прочностные характеристики улучшаются. Это объясняется тем, что большое количество дефектов создает препятствия для их перемещения и выхода на поверхность зерен, то есть препятствует возникновению концентраторов напряжений.
Именно на этом и основано упрочняющее действие обработки давлением: при деформации возникает огромное количество дефектов внутри зерен. При этом сами зерна приобретают характерную форму – так называемую текстуру. Следует отметить, что данный метод позволяет не только повысить прочность и износостойкость, но и уменьшить шероховатость обрабатываемой поверхности.

Способ восстановления деталей наплавкой
Данный метод является наиболее распространенным при восстановлении исходных размеров детали. Причина тому – относительная дешевизна и простота. Для восстановления геометрии изделия понадобится лишь сварочный аппарат и необходимый материал для наплавки.
В том случае, если размер очень сильно разбит, то применяется так называемая комбинированная наплавка. Сущность ее заключается в следующем: сначала посредством газопламенного или электродугового нагрева производится нанесение обычной стали или чугуна. А уже затем осуществляется электродуговая наплавка прочного сплава, обладающего хорошим комплексом механических и физических свойств. Качество поверхности после наплавки можно охарактеризовать как неудовлетворительное, поэтому необходимо припуск. Данная операция может проводиться на токарном, фрезерном или на расточном станке. Допускается также использование долбления и абразивного инструмента (если наплавленный материал очень твердый).
Гальванические методы в восстановлении деталей
При рассмотрении классификации способов восстановления деталей нельзя не упомянуть о гальванике. Данный метод очень распространен. Гальванические ванны уже давно прочно вошли в промышленность и активно применяются как на производственных предприятиях, так и в исследовательских лабораториях. Область их применения невероятно обширна: от нанесения декоративных покрытий, то травления материалов.
Как правило, данный способ применим лишь при незначительной степени износа трущихся поверхностей, так как толщина наносимых гальваническим способом покрытий очень маленькая. Помимо восстановления заданных размеров, такое покрытие может выступать в качестве защитной пленки и предотвращать коррозию и окисление материалов.
Преимуществом такого метода является возможность получения покрытий с использованием самых разных материалов: никель, хром, алюминий, железо, медь, серебро, золото и так далее. Поэтому нанесение покрытий гальваническим способом используется в очень многих отраслях народного хозяйства.
Характеристика методов термической и химико-термической обработки в восстановлении изделий
Трудно преувеличить роль термической обработки в целом в машиностроении, так и в сфере восстановления деталей в частности. Она позволяет получать необходимые эксплуатационные (износостойкость, твердость) и технологические (обрабатываемость резанием, теплопроводность) качества.
Химико-термическая обработка – это отдельная тема. В отличие от традиционной термической обработки, при осуществлении ХТО изделие подвергается не только воздействию температуры, но также и химической реакции с атомами и ионами других веществ. Атомы диффундируют на определенную глубину внутрь, меняя тем самым химический состав поверхностного слоя. Свойства диффузионного слоя значительно отличаются (в лучшую сторону) от исходного материала. Так борирование (насыщение атомами бора) и цементация (насыщение атомами углерода) значительно увеличивает твердость, способствует уменьшению коэффициента трения. На практике в качестве насыщающих элементов применяют также кремний, азот, алюминий и другие элементы.
Заключение
Приведенная характеристика способов восстановления деталей не является исчерпывающей. Дается представления лишь об основных и наиболее распространенных методах. Всего же их гораздо больше. Причем ученые всего мира постоянно работают над созданием новых и усовершенствованием уже известных способов нанесения покрытий и восстановления геометрических размеров деталей.
Даже если какая-то часть функционального узла или заготовка получила повреждения, это еще не значит, что ее нужно непременно утилизировать. Рассмотрим основные способы восстановления деталей – алгоритм действий и оборудование, которым необходимо при этом пользоваться. Зачем? Чтобы вы знали, как правильно провести починку, и могли продлить срок эксплуатации поломанного элемента, а не тратиться на дорогостоящую замену.

Сразу отметим, что во всех случаях это комплексный процесс, предполагающий предварительную, сопутствующую и/или последующую обработку. Последняя нужна, чтобы обеспечить соответствие стандартным посадкам сопряжения, а также убрать конусность и овальность деформированных поверхностей и обеспечить финальную чистоту покрытий. Выполняемые технологические операции – строгание, шлифование, шабрение, в зависимости от глубины, размеров, степени серьезности полученных повреждений.
Особенности слесарно-механических способов восстановления деталей
Начнем с них, потому что именно они используются в подавляющем большинстве ситуаций, даже после других методов – для доводки. Хотя наиболее распространенные объекты их применения – плоскости: направляющих, клиньев, планок.

С их помощью также ремонтируют винты, валы, оси и тому подобные элементы, причем начиная с центровых отверстий. Если царапины, потертости, овальность и другие риски незначительны (до 0,02 мм), поверхности подвергаются шлифовке, если же деформации более глубокие и серьезные, требуется провести наращивание с последующим обтачиванием и выравниванием до ближайших по значению стандартных параметров.
Ключевая особенность – правильный выбор базы: в этом случае основная установочная уже не подойдет, поэтому следует ориентироваться именно на вспомогательную.
Если износ значительный, в ходе механического способа восстановления деталей зачастую используют промежуточные компенсаторы, которые могут быть:
- подвижные – устраняющие образованный зазор посредством своего перемещения и, таким образом, делающие ремонт необязательной мерой;
- сменные – актуальные тогда, когда люфт уже слишком велик, чтобы его могло нивелировать простое перекрытие комплектующими.
Несколько типовых случаев использования данных элементов:
- посадка на клей (или напрессовка) втулки на цилиндрическую наружную поверхность направляющей оси;
- установка полувтулки на изношенную шейку коленчатого вала;
- использование ввертыша для отверстия с расточенной резьбой;
- компенсация истирания плоскостей при помощи привинченной планки.
Скрепление обычно происходит с одним из элементов сопряжения.
Отдельную группу представляют собой дефекты, появляющиеся и развивающиеся вследствие накопления внутренних напряжений, действия чрезмерных усилий или возникновения трещин и пробоин, больших царапин и задиров, участков выкрашивания. В этих случаях можно выполнить заливку или запайку, поставить штифт или заплатку – в зависимости от материала и характера повреждения.
Восстановление металлических деталей сваркой и наплавкой
Эти несколько способов актуальны тогда, когда нужно получить неразъемные соединения, вернуть исходные размеры сильно деформированным или даже разрушенным элементам, а также повысить стойкость поверхностей к физическим воздействиям.

На заре становления данные операции проводились вручную, сегодня же технологические процессы ремонта автоматизированы, что улучшает точность результата и повышает экономическую эффективность проводимых работ.
Исправлять полученные повреждения вручную, естественно, не столь просто: нет такого количества дополнительных возможностей, итог сильно зависит от опыта и мастерства человека, легче допустить ошибку и так далее. Но если случай нестандартный, или когда ремонтные работы нужно проводить в труднодоступном месте, где не установить даже самое мобильное оборудование, это до сих пор единственный из реальных вариантов.

При этом актуальны 3 метода – рассмотрим каждый по очереди.
Газовая сварка
Применяется для самых разных элементов, выполненных как из серого чугуна, так и из стали толщиной до 3 мм (тонколистовая). Для нее характерны следующие особенности:
- Горючая среда – ацетилен (чаще всего) или метан, пропан-бутан, водород.
- Чем ближе основной слой по химическому составу к присадке, тем лучше.
- Для улучшения прочности шва берут высокоуглеродистые и/или высоколегированные проволоки – марок НП-40 и НП-50, Св-08А и Св-08ГС, НП-651 и НП-10ГЗ и так далее.
- Мощность пламени и скорость нагрева регулируются в течение технологического процесса – наконечниками и мундштуком соответственно, так, чтобы конец присадочного прутка и расправленный материал как можно дольше находились в рабочей зоне.

Это эффективный способ восстановления изношенных деталей после образования усадочных раковин, изломов, пробоин. Она остается актуальной даже несмотря на то, что чугун сваривается сравнительно плохо (из-за большого содержания углеродистых, фосфорных, серных добавок). Затрудняет ситуацию и склонность материала к растрескиванию под воздействием внутренних напряжений и резких перепадов температур, а именно эти явления и наблюдаются в ходе работ. Чтобы шов был ровным и непористым, задачу решают или при местном (до 300-400 0С), или при полном подогреве (до 600-800 0С).
Электродуговая сварка
Если сравнивать ее с газовой, то она экономичнее и обеспечивает лучшую надежность стыка. Это более рациональный способ восстановления детали, особенно при правильной подготовке, в рамках которой нужно сделать следующее:
- очистить и разделать кромки;
- пройтись по поверхности стальной щеткой для очистки налипших частиц, напильником и наждачкой для абразивного эффекта, пескоструйной машиной для шлифовки – чтобы удалить неровности;
- промыть с помощью керосина или бензина, протравить щелочным составом;
- скосить кромки (если свариваются листы) под углом 60-70 градусов, выровнять края пробоин или изломов.
Естественно, все эти вспомогательные операции отнимают какое-то количество времени, но это кажущийся минус, так как они способствуют итоговому качеству результата – это целесообразные траты.

Способ восстановления деталей наплавкой
Актуален тогда, когда в процессе эксплуатации определенные элементы постоянно контактируют друг с другом и поверхность хотя бы одного из них необходимо защитить от истирания. Для этого наваривается два-три слоя более твердых материалов, значительно продлевающих общий срок эксплуатации.
Внимание, итоговый уровень стыка самым серьезным образом зависит от того, насколько поврежден элемент, в каком состоянии он находится. Если он выполнен из стали или чугуна с малым содержанием углерода и обладает значительным количеством трещин и пор, их следует обезжиривать, потому что они практически наверняка насобирали достаточное количество масла. Для этого необходимо провести обжиг – используя простую паяльную лампу, газовую горелку или даже нагревательную печь. Образовавшийся при этом налет нужно удалить с помощью наждачки или ветоши, вымоченной в бензине или керосине, а затем пройтись по участку будущего стыка стальной щеткой или абразивом.
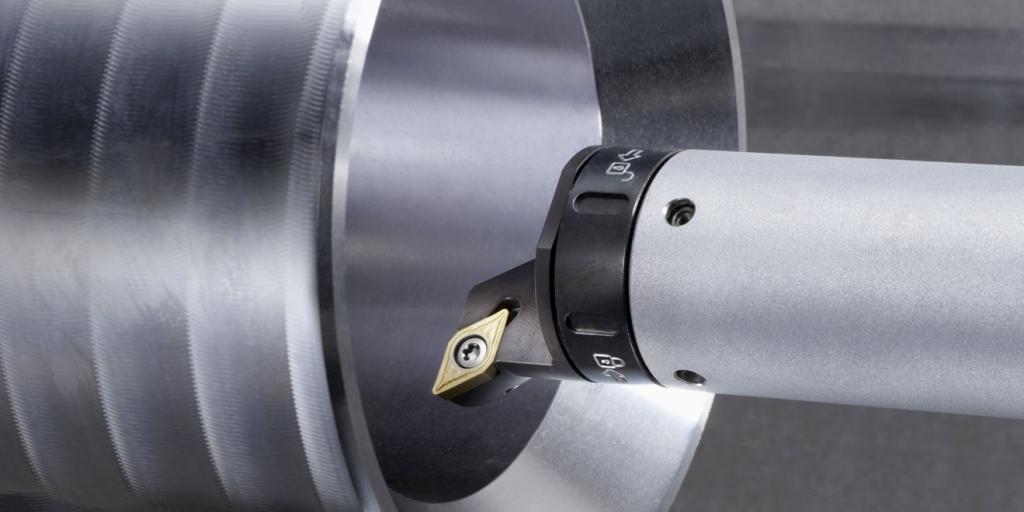
Ремонт и восстановление деталей металлизацией
Это способ, с применением которого можно вернуть исходную геометрию посадочных мест коленчатых валов, зубчатых колес, подшипников качения, муфт. Он заключается в покрытии основного материала новым – защитным, расплавленным. При его реализации характерны следующие особенности:
- присадка распыляется струей воздуха (или другого газа под давлением);
- наносимая добавка оседает на поверхности (предварительно обезжиренной) в виде малых окисленных частиц;
- полученная таким образом прослойка является пористой, а не монолитной структурой.
Для улучшения качества сцепления поврежденная заготовка должна быть заранее очищена не только от масла, но и от грязи, а также отшлифована с помощью пескоструйной машины. Чем тверже используемый присадочный материал, тем надежнее будет конечный результат.
Одним из классических способов восстановления и упрочнения деталей стало хромирование, то есть нанесение слоя хрома толщиной до 0,3 мм. Благодаря этому можно не только вернуть исходную геометрию истертого элемента, но и повысить его твердость.
Образованная поверхность может быть:
- Гладкая – актуальна для тех заготовок, которые эксплуатируются при неподвижных посадках, так как не удерживает смазку.
- Пористая – выполняемая электрохимическим путем (конкретно – анодным травлением) и создаваемая для тех частей функционального узла, которые работают в жестких условиях постоянно повышенные температуры или их перепады, значительная скорость скольжения, чрезмерное удельное давление и тому подобное).
Есть и другие варианты обеспечения гальванических покрытий – несколько отличных от уже описанных и поэтому заслуживающих отдельного рассмотрения.
Технология восстановления деталей наращиванием слоя стали гальваникой
Еще одно ее распространенное название – железнение. Согласно ей, основная поверхность усиливается материалом, толщина которого достигает 2-3 мм или даже превышает данный показатель. Естественно, это несколько утяжеляет конечный вес, но зато позволяет возвращать исходную геометрию следующих элементов:
- со сравнительно низкой твердостью;
- подверженным истиранию и серьезным ударам одновременно;
- с неподвижными посадками;
- работающим на износ свыше 0,5 мм.
То есть применяется также и в тех случаях, когда предыдущие рассмотренные варианты не могут быть использованы, а значит сохраняет свою актуальность.

Твердое никелирование
При нем заводские размеры возвращаются благодаря осаждению на изношенном слое специального никельфосфорного состава. Он укладывается на определенные участки заготовки, по специальной маске, электрическим или химическим путем. Последний легче в реализации, так как при его осуществлении можно с помощью специализированных реагентов выделить нужную присадку из раствора солей.

Способы и методы восстановления деталей давлением
Все они сходны и базируются на эффекте пластичности, то есть на способности металла менять свои габариты и пространственную геометрию под воздействием значительных нагрузок (но не разрушаться при этом). В каждом из подобных случаев используется приспособление, переносящее частицы основного материала с неиспользуемых зон в поврежденные.
В результате такой обработки другим становится не только внешний вид заготовки, но также ее свойства. Поэтому особенно важно, чтобы перераспределение стали или чугуна не ухудшало эксплуатационных характеристик элемента, выполненного из сплава, а также не снижало его прочность.
Под давлением на практике возможны следующие виды восстановления деталей оборудования:
- правка рычагов, а также валов, как коленчатых так и гладких;
- осадка зубчатых колес, используемых пальцев, истертых втулок;
- накатка для практического повышения диаметров цапф, шеек направляющих осей за счет образования канавок и поднятия гребешков;
- обжатие вкладышей подшипников;
- вдавливание шлицевых валиков;
- раздача роликов машин, поршней, подобных им комплектующих.
Еще перечисленные варианты обработки позволяют увеличивать долговечность и твердость используемых заготовок. В результате их поверхность становится лучше защищенной от ударных воздействий и трения. Также в числе проводимых операций чеканка, бомбардировка дробью, обкатка, причем не только шариками, но и роликами.
Восстановление и склеивание деталей при помощи пластмасс
Эти материалы часто используются для получения качественного и прочного соединения неметаллических поверхностей. В числе наиболее часто применяемых текстолит, стиракрил (очень быстро твердеет, поэтому так удобен), а также различные древесно-слоистые составы. Последние особенно эффективны при возвращении исходных размеров направляющих промышленных станков, подшипников скольжения, зубчатых колес, втулок и подобных им элементов, испытывающих значительное трение в течение эксплуатационного цикла.
Склеивание – это вполне актуальная операция, которая в целом ряде случаев является отличной альтернативой свалке, клепке, соединению болтами. В качестве составляющей части технологического процесса восстановления деталей обладает следующими преимуществами:
- скрепляет разные по структуре материалы;
- не повышает конечный вес заготовки, а зачастую даже снижает его;
- обеспечивает герметичность шва и дает ему антикоррозионные свойства;
- минимизирует стоимость проведения обслуживания.
В качестве веществ-соединителей можно использовать клеевые составы карбинольного и БФ-типа. Они сделают стык-шов достаточно надежным, непористым, защищенным от влаги, воздействия щелочей, спиртов, кислот, ацетона и других растворителей. При этом довольно известные их марки отличаются экологичностью и сравнительно сбалансированным содержанием компонентов.

Все актуальные на сегодня способы восстановления и ремонта деталей склеиванием осуществляются в 3 этапа:
- Подготовка скрепляемых поверхностей, то есть их очистка от масла и грязи, с последующей пригонкой.
- Нанесение связующего состава – при помощи стеклянного стека или кисточки, на оба соединяемых элемента.
- Выдерживание под прессом, в течение 15-240 минут, при температуре от 60 до 200 0С (в зависимости от марки клея).
Резину и стали скрепляют между собой при помощи БФ-6 (отличается самым быстрым высыханием – за 0,25-1 часа), для предметов, эксплуатируемых в щелочной среде, актуален БФ-4, для работающих при температурах до 90 градусов по Цельсию – БФ-2. Но любой из них следует наносить в 2 слоя, с интервалом в 70-75 минут. Прижимное усилие пресса должно быть 1-15 кг/см2.
Читайте также: