
Реферат автоматизация конвейерного транспорта
Обновлено: 08.07.2024
КОНВЕЙЕРНЫЙ ТРАНСПОРТ (а. соnveyor transport; н. kontinuierliche Forderung, Stetigforderung, Stromforderung; ф. соnvoyage, transport par соnvoyeurs; и. transporte por transportadores, transporte рог bandas, transporte por cintas, transporte por cadenas) — технологический процесс перемещения горных масс с помощью конвейеров на подземных и открытых разработках месторождений полезных ископаемых. В широком смысле — комплекс, объединяющий конвейеры и вспомогательное оборудование (например, бункеры, питатели и др.), технические средства управления производством работ, а также технического обслуживания и ремонта.
Файлы: 1 файл
KONVEJERNYJ_TRANSPORT.docx
КОНВЕЙЕРНЫЙ ТРАНСПОРТ (а. соnveyor transport; н. kontinuierliche Forderung, Stetigforderung, Stromforderung; ф. соnvoyage, transport par соnvoyeurs; и. transporte por transportadores, transporte рог bandas, transporte por cintas, transporte por cadenas) — технологический процесс перемещения горных масс с помощью конвейеров на подземных и открытых разработках месторождений полезных ископаемых. В широком смысле — комплекс, объединяющий конвейеры и вспомогательное оборудование (например, бункеры, питатели и др.), технические средства управления производством работ, а также технического обслуживания и ремонта. Области эффективного использования конвейерного транспорта: на подземных работах — перемещение угля, калийных и марганцевых руд из забоя (а крепких руд — от дробильных комплексов) до пунктов перегрузки в другие транспортные средства или до обогатительной фабрики на поверхности; на открытых работах — перемещение до различных пунктов угля и мягких вскрышных пород, разрабатываемых роторными экскаваторами, а также крепких пород и руд после предварительного дробления.
На горных предприятиях применяют следующие виды конвейеров: ленточные, ленточно-канатные, скребковые, пластинчатые.
Ленточный конвейер — (англ. belt conveyor) транспортирующее устройство непрерывного действия с рабочим органом в виде ленты (рис.1).
Ленточный конвейер является наиболее распространённым типом транспортирующих машин, он служит для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. Груз перемещается по ленте в горизонтальной плоскости или под углом до 30° к горизонту.
Часто конвейерная лента является одной из частей транспортирующего устройства. Например, зернопогрузчик применяющийся на механизированном току для сбора зерновой массы с площадки имеет щёточные скребки, далее зерно поднимается норией и попадает на ленточный конвейер который забрасывает зерно в кузов грузового автомобиля.
Ленточные конвейеры бывают передвижными, переносными, поворотными и стационарными. Стационарные машины применяют для перемещения большого количества материалов на расстояние от 30 до 3000 м., а передвижные и переносные машины – для перемещения небольшого количества материала на расстояние от 2 до 20м. В практике применяют последовательно расположенные конвейеры для перемещения материала на десятки километров. Основное назначение стационарного конвейера – перемещение материалов в горизонтальном направлении до 80м и в наклонном направлении с подъемом 7м при полной длине рамы.
Рис.1 Ленточный конвейер
Ленточно-канатный конвейер (англ. cable-belt conveyor; нем. Seilbandförderer m, Seilgurtförderer m) — разновидность конвейера ленточного типа, у которого лента выполняет функции грузонесущего органа, а тяговым органом служат стальные канаты.
Конвейеры этого типа используются на горных предприятиях как стационарные установки для перемещения полезных ископаемых на большие расстояния по подземным выработкам и на поверхности (рис.2).
Ленточно-канатные конвейеры успешно конкурируют с ленточными конвейерами при производительности 500-3000 т/час и больших расстояниях транспортирования.
Современные конструкции ленточно-канатных конвейеров включают два замкнутых в вертикальной плоскости каната, на которых свободно лежит конвейерная лента. Верхняя и нижняя ветки канатов по всей длине конвейера поддерживается роликами, расположенными на опорных стояках. Ролики закреплены попарно на балансирах.
Конструкции ленточно-канатных конвейеров характеризуются такими параметрами:
ширина ленты 900—1200 мм,
предельный угол наклона 16-17,
скорость канатов 3-5 м/с (проектная 7,6 м/с),
производительность по углю 3000 т/час, по руде — 2000 т/час,
диаметр канатов односторонней свивки 32-57 мм,
длина конвейера — 15-30 км, а конвеёерной линии, состоящей из двух конвейеров, — до 51 км.
большая длина транспортирования;
большой срок службы ленты (10-15 лет) за счёт уменьшения нагрузки на неё;
низкий коэффициент сопротивления движению (0,015-0,02);
меньшие в сравнении с ленточными конвейерами удельные затраты энергии (на 30-40 %) и металлоёмкость линейной части (в 2,5-3 раза).
ограниченная кусковость горной массы (до 150—200 мм);
относительно небольшой срок службы канатов (до 7-8 тыс. часов).
Рис.2 Ленточно-канатный конвейер
Скребковый конвейер — (англ. flight conveyor) транспортирующее устройство непрерывного действия, в котором перемещение насыпных грузов осуществляется по неподвижному желобу — рештаку с помощью скребков, закрепленных на одной или нескольких тяговых цепях и погруженных в слой насыпного груза.
Характеристики скребковых конвейеров:
высота борта — от 100мм
мощность доставляемого пласта — до 0.8м
угол падения доставляемого пласта — до 25º
длина аккумулирующих выработок — 50 м и более.
Рабочие инструменты скребковых конвейеров: став, цепь, скребки, желоба, приводная станция, концевая головка.
Классификация скребковых конвейеров:
подземные скребковые конвейеры (для угольных и рудных шахт)
скребковые конвейеры общего назначения (для поверхности шахт и обогатительных фабрик)
специальные скребковые конвейеры (применяемые в горнотранспортных машинах)
по характеру выполняемых функций
доставочные скребковые конвейеры (только транспортировка)
агрегатные скребковые конвейеры (работают в комплексе с другими выемочными агрегатами, кроме транспортирования другие функции)
тормозные скребковые конвейеры (спуск угля по выработкам с большим углом наклона)
по виду привода
скребковые конвейеры с электрическим приводом
скребковые конвейеры с пневматическим приводом
скребковые конвейеры с гидравлическим приводом
по типу тяговой цепи
скребковые конвейеры с роликовтулочной цепью
скребковые конвейеры с разборной цепью
скребковые конвейеры с круглозвенной цепью
по расположению рабочей ветви
скребковые конвейеры с верхней рабочей ветвью
скребковые конвейеры с нижней рабочей ветвью
скребковые конвейеры с двумя рабочими ветвями
по способу перемещения конструкции
переносные скребковые конвейеры
передвижные скребковые конвейеры
Рис. 3 Скребковый конвейер
Пластинчатый конвейер — (англ. apron conveyor) транспортирующее устройство с грузонесущим полотном из стальных пластин, прикрепленным к цепному тяговому органу.
Характеристики: толщина пластин – от 3 мм, ширина полотна – от 500 мм, скорость движения полотна – от 0,6 м/с, производительность – от 250 до 2000 т/ч, угол наклона установки – до 45º.
Разновидность пластинчатых конвейеров — багажная карусель, установлена в большинстве современных аэропортов в помещениях выдачи багажа. Их также встраивают в некоторые сельскохозяйственные машины. Пластинчатые конвейеры применяют в качестве технологических на автомобильных производствах и во многих других отраслях.
Рабочие инструменты: пластичное полотно, ходовые ролики, тяговый орган, приводная станция, натяжная станция.
возможность транспортирования более широкого (по сравнению с ленточными конвейерами) ассортимента грузов ;
способность транспортирования грузов по трассе с крутыми подъёмами (до 35°-45°, а с ковшеобразными пластинами - до 65°-70°);
возможность транспортирования грузов по сложной пространственной траектории;
малая скорость движения грузов (до 1,25 м/с);
как и у других цепных конвейеров:
большая погонная масса конвейера;
сложность и дороговизна эксплуатации из-за наличия большого количества шарнирных элементов в цепях, требующих регулярной смазки;
больший расход энергии на единицу массы транспортируемого груза.
Рис.4 Пластинчатый конвейер
Целесообразно применение конвейерного транспорта в технологических комплексах поверхности шахт и карьеров, на дробильно-обогатительной и агломерационных фабриках и др., а также при перемещении грузов на значительные расстояния до мест потребления.
В CCCP использование конвейерного транспорта началось на угольных шахтах в 1925 с внедрением доставочных качающихся конвейеров. В 1931 (в Донбассе) в комплекс конвейерного транспорта вошли подземные ленточные конвейеры, а с 1935-36 (в Подмосковном угольном бассейне) — скребковые. С середины 1950-х гг. конвейерный транспорт широко внедряется на угольных, калийных и марганцевых шахтах (по абсолютной протяжённости подземных конвейерных линий CCCP занимает 1-е место в мире). На открытых работах в значительных масштабах конвейерный транспорт применяется с середины 30-х гг. — угольные разрезы Богословского и Коркинского месторождений, а также подмосковные гравийные карьеры. С 1958 совместно с роторными экскаваторами конвейерный транспорт начал использоваться для перемещения рыхлых пород на рудных карьерах, а с 1974 внедрён на Ингулецком ГОКе для транспортирования предварительно дроблёной руды.
На калийных шахтах конвейерный транспорт широко применяется при камерно-столбовой и столбовой системах разработки. Осуществлена (например, на Солигорских шахтах) конвейеризация от забоя до ствола или до поверхности. По блоковым выработкам калийная руда доставляется скребковыми конвейерами, а по панельному штреку и магистральным выработкам — ленточными. На некоторых шахтах общая протяжённость ленточных конвейеров свыше 40 км. На марганцеворудных шахтах конвейерный транспорт применяют при разработке длинными столбами с заходками. В заходках по выемочным штрекам и по аккумулирующим штрекам марганцевая руда транспортируется ленточными конвейерами до погрузочного пункта локомотивной откатки или до околоствольного двора. При подземной разработке мощных залежей крепких руд конвейерный транспорт эффективен для транспортирования предварительно дроблёной руды по наклонным стволам на поверхность. Например, на шахте № 2 им. Артёма в Кривбассе две параллельно расположенные конвейерные линии длиной по 4 км, установленные в наклонном стволе под углом 16-18°, обеспечивают производительность 10 млн. т руды в год (техническая производительность одной конвейерной линии 6000 т/ч при ширине ленты 2000 мм и скорости движения 3 м/с). Применение конвейерного транспорта при подземной разработке крутопадающих залежей крепких руд позволяет сократить количество рудоспусков в отрабатываемых блоках и объём проходческих работ, а также сроки подготовки и отработки блоков. Использование конвейерного транспорта при разработке мощных залежей крепких руд с системами с массовым обрушением руды позволяет интенсивно отрабатывать блоки. Для таких условий создаются ленточно-тележечные конвейеры, дающие возможность транспортировать крупнокусковую руду без предварительного дробления.
Конвейерный транспорт на карьерах применяют в основном при большой производственной мощности предприятия (свыше 20 млн. т/год) и глубине (свыше 150 м) для транспортирования рыхлых вскрышных пород за пределы карьера в комплексе с мощными роторными экскаваторами (рис.4).
Рис. 4 Роторный экскаватор
Подобная схема разработки и перемещения вскрышных пород конвейерным транспортом распространена на карьерах KMA, на железорудных и марганцевых карьерах Украины и др. Расстояние транспортирования обычно 2-3 км, иногда до 10-20 км, производительность роторных комплексов и конвейеров 5000-6000 м3/ч. Разрабатывается аналогичное оборудование с производительностью 12 500 м3/ч. В состав карьерного конвейерного транспорта рыхлых пород входят: ленточные забойные конвейеры (передвижные), передаточные и сборочные (полустационарные), подъёмные и магистральные (стационарные), отвальные (передвижные), а также конвейерные агрегаты — перегружатели, отвалообразователи, транспортно-отвальные мосты.
Важной характеристикой работы конвейера является её непрерывность. Это верно и когда конвейером называют средство для транспортировки грузов на небольшие расстояния, и когда конвейер — система поточного производства на базе двигающегося объекта для сборки. Эта система превратила процесс сборки сложных изделий, ранее требующий высокой квалификации от сборщика, в рутинный, монотонный, низкоквалифицированный труд, значительно повысив его производительность. Расстановка рабочих или автоматов на линии конвейерной сборки осуществляется с учётом технологии и последовательности сборки или обработки деталей, чтобы добиться эффективного разделения труда.
Содержание
1. Описание объекта и технологии 3
2. Система управления объектом 8
3. Автоматизированные электроприводы 11
4. Перспективы развития систем электроприводов и автоматизации объекта 18
Список литературы 22
Работа содержит 1 файл
Автоматизированный электропривод конвейеров.doc
Федеральное агентство по образованию
Санкт-Петербургский государственный электротехнический
Автоматизированный электропривод типовых производственных механизмов и машин.
“Автоматизированный электропривод конвейеров”
Выполнил: Шелюх В. Ю.
1. Описание объекта и технологии
Конвейер (от англ. convey — продвигать) — такая организация выполнения операций над объектами, при которой весь процесс воздействия разделяется на последовательность стадий с целью повышения производительности путём одновременного независимого выполнения операций над несколькими объектами, проходящими различные стадии. Конвейером также называют средство продвижения объектов между стадиями при такой организации.
Важной характеристикой работы конвейера является её непрерывность. Это верно и когда конвейером называют средство для транспортировки грузов на небольшие расстояния, и когда конвейер — система поточного производства на базе двигающегося объекта для сборки. Эта система превратила процесс сборки сложных изделий, ранее требующий высокой квалификации от сборщика, в рутинный, монотонный, низкоквалифицированный труд, значительно повысив его производительность. Расстановка рабочих или автоматов на линии конвейерной сборки осуществляется с учётом технологии и последовательности сборки или обработки деталей, чтобы добиться эффективного разделения труда [3].
В зависимости от направления перемещения объектов конвейеры делят на:
В зависимости от типа груза:
В зависимости от выполняемых функций:
В зависимости от размещения самого конвейера или деталей:
В зависимости от тягового органа:
без тягового органа:
В зависимости от грузонесущей конструкции (с тяговым органом):
Конструкция различных видов конвейеров
Винтовой (шнековый) конвейер состоит из жёлоба и расположенного в нём архимедова винта; применяется для сыпучих веществ.
Канатный конвейер состоит из жёлоба и (проволочного, кольцевого) каната, на котором закреплены металлические диски, движущие неабразивный материал (например, каменный уголь) внутри жёлоба.
Качающийся конвейер применяется для мелких объектов, катящихся или скользящих по наклонной качающейся поверхности.
Ковшовый конвейер грузонесущим органом конвейера являются ковши, ось подвеса которых проходит по средней точке, что позволяет им качаться; для транспортировки сыпучих материалов (угля, щебня, шлака, клинкера) ковши устанавливаются с перекрытием без зазоров, в отличие от механизмов для перегрузки самотёком, по типу нории.
Пластинчатый конвейер грузонесущим органом конвейера являются пластины цепной пластинчатый конвейер состоит из двух параллельных цепей, соединённых между собой пластинами специальные пластиковые или нержавеющие цепи
Пневматический конвейер. Конвейер, тяга которого обеспечивается потоком воздуха, состоит из трубки и перемещаемых по ней закрытых контейнеров, плотно прилегающих к стенкам; сыпучий материал перемещается в потоке воздуха как взвесь.
Роликовый конвейер состоит из закреплённых на каркасе роликов, отдельные ролики могут приводиться в движение, или весь каркас расположен с наклоном, как в случае с гравитационным роликовым конвейером; применяется для крупных твёрдых объектов
Скребковый конвейер состоит из жёлоба и перемещающих по нему сыпучий материал скребков, крепящихся обычно на кольцевой цепи; разгрузка может осуществляться как в конце конвейера, так и через отверстия в желобе.
Тележечный конвейер применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки.
Шаговый конвейер применяют для перемещения собираемых и свариваемых узлов в поточных линиях. При напольном исполнении тележечного конвейера целесообразно использование платформ тележек для монтажа на них сборочно-сварочной оснастки [3, 4].
Ленточные конвейеры применяют для перемещения сыпучих грузов на агломерационных фабриках, в доменных цехах металлургических заводов, на тепловых станциях (рис. 1).
Между барабанами 2 и 7 натяжной 1 и приводной 6 станций расположена гибкая лента 5. Барабан 2, ось которого может перемещаться в направляющих 12, под действием груза 13 создаёт предварительное натяжение ленты. Это натяжение обеспечивает передачу без проскальзывания тягового усилия от барабана приводной станции.
Чтобы исключить провисание верхней рабочей и нижней холостой ветвей ленты, вдоль трассы устанавливают поддерживающие ролики 11. барабан приводной станции через редуктор 8 соединен с двигателем 10.
Для сглаживания возможных ударов в процессе пуска и торможения валы двигателя и редуктора соединяют упругой муфтой 9. Транспортируемый груз подается на ленту через загрузочную воронку 3 и выгружается плужком 4.
Длина ленточного конвейера может достигать 2 … 3 км при скорости движения ленты 1,5 … 3 м/с и ширине ленты 2 м. Такой конвейер может обеспечить производительность 700 т/ч.
Ленточные конвейеры применяются не только для транспортировки груза в горизонтальной плоскости. При перемещении с углом наклона более 20°, когда возможно осыпание груза, устанавливают ленточный скребковый конвейер.
Для перевозки людей разновидность конвейера – эскалатор. Несущий орган в эскалаторах – замкнутая цепь, охватывающая звездочки приводной и натяжной станций и снабженная ступенями.
Поточные линии машиностроительных и автомобильных заводов оборудованы подвесными конвейерами. Грузозахватывающие приспособления шарнирно присоединены к каткам, движущимся по монорельсу. Тяговое усилие каткам сообщается от двигателя цепью через звездочку приводной станции.
Разновидность подвесного конвейера – канатную дорогу – используют как транспортное средство для пассажирских и грузовых перевозок.
Роль монорельса в такой дороге выполняет канат, подвешенный на специальных опорах. Тяговое усилие от двигателя к грузонесущему приспособлению сообщается посредством дополнительного каната приводной и натяжной станций канатной дороги. Часто производственный процесс обслуживает группа конвейеров, объединенных общим технологическим циклом в единую поточно-транспортную систему (ПТС), например процесс смесеобразования в металлургическом производстве (рис. 2). В ПТС конвейеры могут образовывать несколько параллельных (конвейеры 2 и 3, 6 и 7, 9 и 10) или последовательных (5, 4, 1) цепей. При этом движение тянущих органов конвейеров должно быть строго согласованным, в противном случае может возникнуть нарушение технологического процесса, что приведет к снижению качества выпускаемой продукции. Чтобы избежать этого при пуске ПТС или её остановке включение двигателей конвейеров должно производиться в определенной последовательности. Так, в схеме, представленной на рис. 2, а, первым должен включаться двигатель М1, а затем М4, М8, М2, М3, М5, М9, М10, М6, М7. Остановка ПТС без образования завала и сохранения постоянного содержания компонентов обеспечивается, если двигатели будут отключаться в последовательности М3, М5, М2, М4, М9, М10, М8, М6, М7, М1.
На трассах большой протяженности используется ПТС с последовательно расположенными конвейерами (рис. 2,б).
Конвейеры в зависимости от их назначения и области применения могут эксплуатироваться в разнообразных условиях, в том числе крайне неблагоприятных: на открытом воздухе, на высоте над уровнем моря, превышающей 1000 м (ленточные конвейеры горнодобывающих предприятий, высокогорные канатные дороги), а также в помещениях, содержащих пары активных веществ и характеризующихся повышенной влажностью, загрязненностью, высокой температурой окружающей среды (красильные и сушильные линии, термические цехи). Это определяет необходимость использования для данной группы механизмов электрооборудования, по типу и исполнению удовлетворяющего перечисленным условиям. К нему предъявляются жесткие требования по безопасности и простоте обслуживания, надежности работы. Это в первую очередь относится к приводным двигателям, которые, как правило, должны иметь закрытое исполнение и обладать повышенным пусковым моментом.
Режим работы приводных двигателей конвейеров – продолжительный с редкими пусками и остановками при диапазоне регулирования скорости, не превышающем 1:2, 1:3 [1].
2. Система управления объектом
Основные положения по автоматизации конвейерного транспорта
В различных отраслях промышленности широко внедрено централизованное автоматизированное управление процессами пуска-остановки конвейерных линий с обеспечением автоматической защит от аварий. В основу централизации управления положен принцип автоматического пуска конвейера в линии в последовательности, обратной движению грузопотока, с контролем момента пуска каждого конвейера по скорости предыдущего и остановки конвейерной линии одновременным отключением аварийного конвейера и всех последующих, доставляющих груз на аварийный.
Дальнейшее качественное совершенствование автоматизации конвейерных линий должно развиваться в направлении повышения централизации управления на базе использования специализированных ЭВМ и микроконтроллеров, что позволит повысить оперативность управления за счет обработки большого объема информации о работе конвейеров, причинах аварийных ситуаций, вести работу конвейеров в оптимальных режимах, увязанных с работой очистных забоев или других источников грузопотока.
Автоматизация конвейерного транспорта предусматривает оснащение средствами автоматического контроля и зашиты каждого конвейера и управление, как отдельными конвейерами, так и всей линией.
Под автоматизированной конвейерной линией понимается такая линия, конвейеры которой объединены общей системой управления, обеспечивающей соблюдение необходимых блокировок и защит, а также автоматическую реализацию законов пуска, остановки и дозапуска конвейерной линии.
Основными факторами, влияющими на процесс автоматизации конвейерных линий, являются: разнообразие технологических схем конвейерных линий по конфигурации, длине, числу конвейеров и ответвлений; разнотипность конвейеров по их технологическому назначению, производительности, конструктивному исполнению, длине и динамическим характеристикам; разнотипность приводов конвейеров по числу и типу двигателей и т.д.
Системы автоматизации конвейерных линий с учётом современного уровня совершенствования конвейеров должны обладать функциональными возможностями, обеспечивающими:
- управление конвейерной линией с пульта управления;
- автоматический пуск конвейеров в линии в направлении против грузопотока с помощью пускового устройства;
- возможность, как выбора, так и раздельного пуска любого маршрута разветвленной конвейерной линии;
- автоматическую подачу звукового предупредительного сигнала перед пуском конвейерной линии;
- при запуске отдельных маршрутов разветвленной конвейерной линии подачу звукового сигнала только по этому маршруту;
- возможность до запуска части конвейерной линии при остальных работающих конвейерах;
- автоматический контроль скорости движения ленты или скребковой
цепи конвейера;
- включение на пуск каждого последующего конвейера только после достижения предыдущим конвейером заданной скорости;
- включение дополнительных маршрутов без остановки работающих: включение системы орошения только на работающем конвейере и при наличии на нем груза;
- оперативное отключение всей конвейерной линии с пункта управления;
- автоматический возраст схемы в исходное положение после оперативного отключения с пункта управления;
- экстренное прекращение пуска и экстренную остановку любого конвейера из любой точки по его длине;
- автоматическое аварийное отключение конвейера при следующих нарушениях: отсутствии сигнала о достижении заданной скорости при пуске, снижении скорости во время работы несущего полотна или тяговой цепи до 75% номинальной при неисправности привода конвейера, недопустимом перегреве приводных барабанов, масла в турбомуфтах; сходе ленты в сторону; завале мест перегрузки и неисправностях цепей управления и контроля:
Управление конвейерными линиями в простейшем случае заключается в пуске и останове электродвигателей, приводящих в действие тяговые органы конвейеров. Так как число конвейеров в линии может быть значительным, то применяется централизованное управление приводами конвейерных установок с автоматизированным пуском. В этом случае оператор подает только начальный командный импульс на пуск первого конвейера, а двигатели остальных конвейеров включаются автоматически в заданной последовательности. Тем самым централизованное управление позволяет освободить человека от непосредственного участия в пуске каждого конвейера.
При автоматизации конвейерных линий должны соблюдаться следующие основные требования:
1. Не менее чем за 5 с перед пуском первого конвейера и перед дозапуском части линии должен автоматически подаваться отчетливо слышный по всей длине конвейерной линии предупредительный звуковой сигнал, который должен прекращаться только после окончания пуска последнего конвейера.
2. Пуск конвейерной линии должен производиться поочередным включением конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завалов.
3. Дозапуск части конвейерной линии должен осуществляться без остановки работающего участка конвейерной линии.
4. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера рабочей скорости. Такая блокировка осуществляется с помощью реле скорости, контролирующего движение тягового органа.
5. Останов конвейерной линии должен осуществляться поочередным выключением конвейеров в направлении грузопотока. В случае аварийного режима на конвейере последний должен быть отключен и также остановлены конвейеры, подающие на аварийный конвейер груз. Остальные конвейеры должны работать, чтобы освободить тяговый орган от груза.
6. Оперативный останов конвейерной линии должен осуществляться с постов управления, а экстренное прекращение пуска и экстренный останов любого конвейера из любой точки по его длине – по сигналам от кабель–тросовых выключателей.
Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в работе оборудования могут привести к нарушению всего технологического процесса. Поэтому в схемах автоматизации конвейеров применяется большое число защитных блокировок, которые осуществляют автоматическое аварийное отключение конвейера при неисправности электродвигателя под действием соответствующих электрических защит; неисправности механической части конвейера (обрыв цепи скребкового конвейера, обрыв или останов ленты); затянувшемся пуске конвейера; засыпании мест перегрузки транспортируемого материала (образование заштыбовки между конвейерами); снижении скорости ленты на 25 % номинальной или при превышении скорости ленты на 8 %; при пробуксовке ленты относительно приводного барабана более чем на 10 % номинальной скорости; снижении скорости приводной звездочки скребкового конвейера на 15 % номинального значения; сходе ленты на 10 % ее ширины; при перегреве ленты или при пожароопасной ситуации.
Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей на грузо–пассажирских конвейерах, предотвращением несчастных случаев при обслуживании конвейера и т.д.
Между пультом управления, пунктами установки приводов конвейеров и пунктами загрузки конвейерной линии должна быть установлена телефонная связь или кодовая сигнализация. При аварийном отключении любого конвейера на пульт управления должен быть автоматически подан звуковой сигнал.
Экономический эффект при автоматизации конвейерного транспорта в основном достигается за счет высвобождения обслуживающего персонала.
Кроме этого, автоматизация позволяет уменьшить расход электроэнергии за счет уменьшения примерно в 2 раза времени работы конвейеров вхолостую; снизить расход материалов (тяговых цепей, ленты, запасных частей) примерно на 23 %, так как увеличивается надежность работы оборудования.
СРЕДСТВА АВТОМАТИЧЕСКОГО КОНТРОЛЯ И ЗАЩИТЫ
КОНВЕЙЕРНЫХ УСТАНОВОК
Для обеспечения надежной и безопасной работы конвейерных установок используется большое число различных средств автоматического контроля и защиты.
Реле скорости типов РСА, УКС, КДК контролируют скорость тягового органа конвейера и его исправность. При обрыве тягового органа реле скорости дает сигнал на отключение электропривода.
Источником сигналов для реле скорости служат тахогенераторные и магнитоиндукционные датчики скорости.
Унифицированное устройство контроля проскальзывания и скорости УКПС контролирует проскальзывание и скорость ленты, сигнализирует о нарушениях нормального режима, выдает команду на управление механизмом натяжения ленты, отключает привод конвейера при аварийных режимах работы. Устройство УКПС состоит из электронного блока БЭ и датчиков контроля скорости и .
Датчик скорости контролирует скорость приводного барабана, а датчик – контроль скорости ленты. Выходными сигналами этих датчиков являются импульсы напряжения, частота которых пропорциональна скорости.
Проскальзывание ленты относительно приводного барабана контролируется периодическим измерением разности количества импульсов, поступающих в блок БЭ от датчиков приводного барабана и конвейерной ленты . Эта разность пропорциональна разности линейных скоростей приводного барабана и ленты, т.е. проскальзыванию ленты относительно приводного барабана. При отсутствии проскальзывания ленты относительно приводного барабана частоты импульсов от датчиков и одинаковы.
Скорость привода конвейера контролируется путем периодического определения количества импульсов датчика за определенное время и сравнения этого количества с заданной величиной. Контроль скорости ленты также выполняется периодическим определением количества импульсов датчика за определенный промежуток времени. Подсчет числа импульсов, поступающих с датчиков скорости, и их сравнение с заданными значениями происходят в электронном блоке БЭ.
Датчик контроля схода ленты КСЛ-2 осуществляет контроль аварийного схода ленты в сторону. Датчик состоит из корпуса, гибкого привода и исполнительного устройства. В корпусе расположено исполнительное устройство, состоящее из магнитной системы и геркона, заключенного в капсулу.
При аварийном сходе в сторону конвейерная лента воздействует на гибкий привод. Это воздействие передается на трос, который перемещает кольцевую магнитную систему вдоль капсулы геркона, что приводит к переключению контактов геркона.
Датчик контроля заштыбовки ДЗШ предназначен для контроля мест пересыпов горной массы с конвейера на конвейер, а также для контроля уровня горной массы в бункерах и других загрузочных устройствах. Датчик состоит из шарикового контактного элемента, помещенного во взрывобезопасный стальной корпус, и подвешивается на кабеле, укрепленном стальным тросом. При превышении заданного уровня засыпки датчик отклоняется на угол, достаточный для перемещения шарика. Последний перемещается в сторону и замыкается с контактным кольцом. При уменьшении угла наклона шарик возвращается в исходное положение и контакт размыкается.
Контроль температуры приводных барабанов ленточных конвейеров выполняется аппаратурой АКТЛ-1, которая отключает приводной двигатель при нагреве барабанов выше допустимой температуры (65±10 °С), предотвращая возможное воспламенение ленты при ее пробуксовке. В качестве датчика температуры используется ферритовый термодатчик, являющийся сердечником катушки индуктивности. При нагреве барабана до температуры 65±10 °С резко снижается магнитная проницаемость ферритового термодатчика и соответственно уменьшается индуктивность катушки. Это приводит к появлению сигнала, который отключает цепь управления магнитного пускателя электродвигателя, и конвейер останавливается.
Аппаратура автоматизации орошения АО-3 предназначена для автоматического включения и выключения системы орошения в пунктах перегрузки горной массы с конвейера на конвейер для уменьшения пылеобразования.
В комплект аппаратуры АО-3 входят релейный блок, управляемый вентиль, датчик наличия материалов ДНМ, форсунка. При движении материала на конвейере замыкается контакт датчика ДНМ. Это приводит к включению электромагнитного вентиля и подаче воды к форсунке, установленной над сбрасывающим барабаном конвейера. В случае прекращения движения материала размыкается контакт ДНМ, катушка электромагнитного вентиля отключается, и подача воды прекращается.
Кабель–тросовый выключатель КТВ-2 применяется для сигнализации и экстренного останова из любого места конвейерной линии. Он содержит геркон, на который воздействует поле постоянного магнита. При оттягивании штока, на котором закрепляется кабель-трос, между магнитом и герконом вводится стальной экран, что приводит к размыканию контактов.
Реле времени РВИ-1М используют для создания выдержки времени при пуске мощных подземных конвейеров. Схема реле обеспечивает выдержку времени в диапазонах 0,5 – 300 с.
АВТОМАТИЗАЦИЯ КОНВЕЙЕРНЫХ ЛИНИЙ
Рассмотрим основные принципы автоматизации конвейерных линий на примере схемы, приведенной на рис. 6.1. Конвейерная линия состоит из трех последовательно расположенных ленточных конвейеров. В качестве привода используется асинхронный электродвигатель с короткозамкнутым ротором. В соответствии с требованиями, предъявляемыми к системам автоматизации конвейерных линий, схема обеспечивает:
1. Пуск конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завала в месте перегрузки. При этом команда на запуск следующего конвейера выдается после того, как грузонесущий орган включившегося конвейера разогнался до номинальной скорости.
2. Схема управления обеспечивает при аварийной остановке одного из конвейеров автоматический останов всех конвейеров линий, подающих груз на аварийно остановившийся. Остальные конвейеры должны продолжать работать, чтобы освободить тяговый орган от груза.
3. Контроль за временем пуска конвейеров. При затянувшемся пуске конвейер должен отключиться и предотвратить запуск остальных конвейеров. Затянувшийся пуск свидетельствует о неисправности электропривода либо о проскальзывании ленты, что может привести к ее возгоранию
4. Аварийную остановку конвейера и всех конвейеров, подающих груз на аварийно остановившийся при затянувшемся времени пуска конвейера, снижении скорости ленты конвейера, обрыве тягового органа, перегрузке электродвигателя конвейера, перегреве подшипников приводных барабанов, образовании завала в местах перегрузки, сходе ленты конвейера.
5 Возможность остановки конвейерной линии из любой точки.
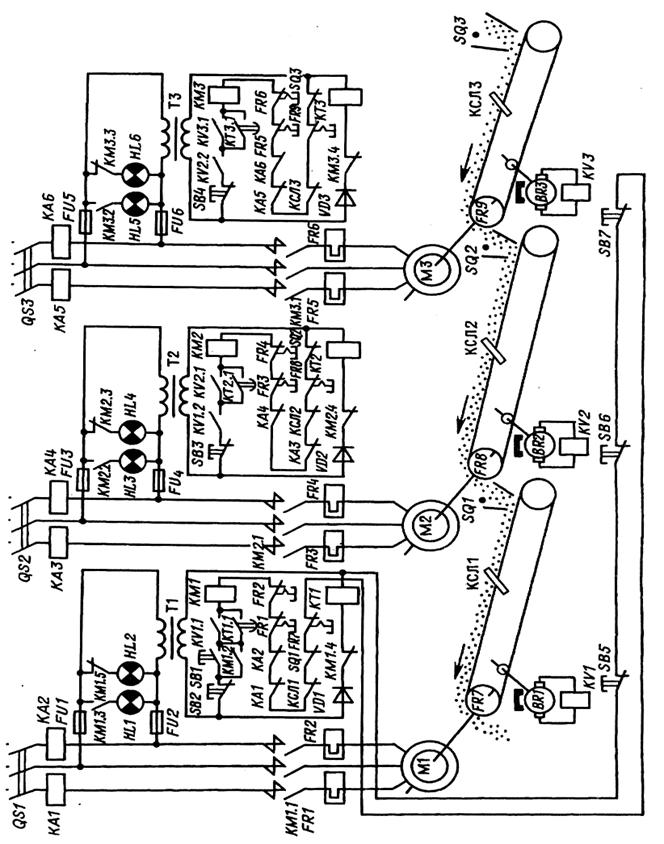
Рис. 7.1. Схема автоматизации конвейерной линии
Схема содержит следующие средства автоматического контроля и защиты конвейерной линии: реле максимального тока КА1 – КА6, тепловые реле FR1 – FR6 для защиты от перегрузки электродвигателей; тепловые реле FR7 – FR9 для защиты от перегрева приводных барабанов, реле скорости, состоящие из тахогенераторов BR1 – BR3 и реле напряжения KV1 – KV3, необходимые для контроля скорости ленты и ее защиты от обрыва; датчики контроля схода ленты КСЛ1 – КСЛ3; датчики контроля заштыбовки SQ1 – SQ3 для защиты от завала мест пересыпа горной массы с конвейера на конвейер.
В схеме управления предусмотрена световая сигнализация. Включенные красные лампы HL2, HL4, HL6 указывают на отключенное состояние электродвигателя и конвейера, зеленые НL1, HL3, HL5 – на рабочее состояние.
Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SB5 – SB7.
Перед пуском конвейерной линии должны быть включены автоматы QS1 – QS3. На схему управления подается напряжение, что приводит к срабатыванию реле времени КТ1 – КТ3 и замыканию нормально разомкнутых контактов КТ1.1 – КТ3.1.
Отметим, что реле времени является реле постоянного тока. Поэтому напряжение на катушки реле времени КТ1 – КТ3 подается через выпрямительные диоды VD1 – VD3.
Рассмотрим пуск конвейерной линии.
1. Сначала запускается электродвигатель М1 нажатием на кнопку SB1. По цепи SB2, SB1, КТ1.1, КМ1, FR1, FR2, КА1, КА2, КСЛ1, SQ1, FR7, SB5, SB6, SB7 подается напряжение на катушку контактора КМ1. Контактор КМ1 срабатывает и замыкает свои линейные контакты КМ1.1 в цепи статора электродвигателя М1. Двигатель запускается и приводит в движение ленту конвейера. Одновременно с этим замыкаются блок-контакты КМ1.2, шунтирующие кнопку SB1 и контакт КМ1.3, включающий лампу сигнализации НL1, указывающую на рабочее состояние первого конвейера. Размыкание контакта КМ1.4 приводит к снятию напряжения с катушки реле времени КТ1, которое контролирует время, необходимое для разгона двигателя до максимальной частоты вращения.
2. Лента конвейера, пришедшая в движение, приводит во вращение вал тахогенератора ВR1. При достижении лентой конвейера максимальной скорости реле КV1 срабатывает и замыкает свои контакты КV1.1 в цепи, шунтирующий контакт реле времени КТ1.1 и КV1.2 в цепи управления следующего конвейера.
Реле времени КТ1 контролирует время пуска. По истечении заданного времени реле КТ1 отпускает свой якорь и вызывает размыкание своего контакта КТ1.1 в цепи контактора КМ1. Однако контактор КМ1 продолжает получать питание через замкнутый контакт КV1.1.
3. Если лента за время, необходимое для пуска, не достигнет по каким-либо причинам своей максимальной скорости, то контакт КТ1.1 разомкнется до того, как замкнется контакт КV1.1. Двигатель М1 остановится, так как цепь питания катушки контактора КМ1 разомкнется.
4. В случае нормального пуска первого конвейера замыкается контакт КV1.2 в цепи управления второго конвейера. По цепи SВЗ, КV1.2, КТ2.1, КМ2, FR4, FRЗ, КА4, КVЗ, КА3, КСЛ2, FR8, SQ2 подается напряжение на катушку контактора КМ2. Контактор КМ2 срабатывает и замыкает свои контакты КМ2.1 в цепи статора второго двигателя М2. Пуск второго конвейера контролирует реле времени КТ2 и скорости КV2 аналогично рассмотренному случаю.
Таким образом, блокировки из реле скорости КV1 – КV3 и реле времени КТ1 – КТ3 позволяют осуществить контроль за временем пуска конвейеров.
Остановить конвейерную линию можно из любой точки трассы воздействием на одну из кнопок SВ5, SВ6 или SВ7 либо из пункта управления кнопкой SВ2.
При срабатывании одного из видов защиты останавливается не только конвейер, на котором произошла авария, но и подающие груз на аварийно остановившийся. Например, остановка второго конвейера приводит к отключению реле скорости КV2 и размыканию его контакта КV2.2 в цепи питания контактора КМ3, что приводит к остановке третьего конвейера. Первый конвейер, который находится после второго по направлению потока груза, остается работающим.
Для автоматизированного управления конвейерными линиями в настоящее время применяется различная комплектная аппаратура. В качестве примера можно привести комплекс АУК.1М, который предназначен для автоматизированного управления и контроля работы стационарными и полустационарными неразветвленными конвейерными линиями, состоящими из ленточных и скребовых конвейеров. Комплекс может применяться также для управления разветвленными конвейерными линиями, состоящими из двух-трех ответвлений, каждое из которых управляется как самостоятельная неразветвленная линия. Количество конвейеров в линии одного направления должно быть не более 10.
Конфликтные ситуации в медицинской практике: Наиболее ярким примером конфликта врача и пациента является.
Основные признаки растений: В современном мире насчитывают более 550 тыс. видов растений. Они составляют около.

Введение.
Описание технологического процесса.
Сборочный конвейер.
Кольцо вакуумирования холодильного контура.
Заправочная станция и малая ремонтная зона.
Описание элементов механизмов автоматизации конвейера.
Стопор – дозатор.
Цепной транспортер.
Разработка логической части схемы.
Список требуемых входных сингалов.
Список управляющих сигналов.
Разработка правил логики для управления конвейером.
Разработка принципиальной схемы управления.
Разработка силовой части схемы.
Управление АД.
Управление электроклапанами.
Заключение.
Библиографический список.
Дембовский В.В. Технологические измерения и приборы в металлургии
- формат pdf
- размер 1.1 МБ
- добавлен 13 августа 2009 г.
Учеб. пособие. - СПб.: СЗТУ, 2004. -70 с. Описаны методы и средства автоматизации систем управления, измерения ряда физических величин, характеризующих протекание важнейших технологических процессов в металлургии и литейном производстве. Информация о результатах этих измерений используется для управления производственных процессов, а также при научных исследованиях и проектировании. В то же время, средства измерения являются важным компонентом с.
Дипломная работа - Программно-аппаратный комплекс для проведения специальных комплексных проверок электронных устройств
- формат doc
- размер 1.9 МБ
- добавлен 02 декабря 2009 г.
В работе представлена разработка структуры программно-аппаратного комплекса и принципиальной электрической схемы адаптера, входящего в состав комплекса, предназначенного для проведения специальных комплексных проверок коммутирующих элементов. Программно-аппаратный комплекс можно рассматривать как систему автоматизированного управления техническими устройствами и как устройство, осуществляющее связь вычислительной техники (персональный компьютер П.
- формат doc
- размер 5.92 МБ
- добавлен 21 апреля 2008 г.
Кузнецов Е.В. Системы автоматизации главных судовых дизелей
- формат doc
- размер 1.01 МБ
- добавлен 31 октября 2010 г.
2006. 90 с Принципы построения и функционирования систем автоматизации главных судовых дизелей. Построение систем автоматизации судовых главных малооборотных дизелей. Система защиты главного дизеля. Устройства управления главным дизелем. Система дистанционного автоматизированного управления малооборотным дизелем. Алгоритмы работы системы ДАУ. Пуск главного дизеля. Маневрирование дизеля на ходовых режимах. Остановка главного дизеля. Реверсирование.
Курсовая работа - Автоматизация стекловаренной печи
- формат doc
- размер 442 КБ
- добавлен 19 августа 2010 г.
Курсовая работа - Проектирование автоматизированных приводов для технологического оборудования отрасли
- формат doc
- размер 392.86 КБ
- добавлен 29 января 2010 г.
Курсовая работа - Техническое обеспечение системы автоматического регулирования состава отходящих газов в дымовой трубе
- формат doc
- размер 1.35 МБ
- добавлен 21 июля 2011 г.
Курсовой проект - Разработка устройства весовой дозировки скипа
- формат jpg, vsd, docx, doc
- размер 6.75 МБ
- добавлен 07 октября 2011 г.
Донецк, ДонНТУ, 2011 год - 4 курс специальности "Автоматическое управление производством" Автор - Задума С. В. Разделы: Сжатая характеристика объекта автоматизации Обзор существующих решений Разработка структурной и функциональной схемы устройства Разработка принципиальной электрической схемы устройства Конструктивная разработка устройства(разработка печатной платы устройства)rn
Курсовой проект-Выбор комплекса технических средств автоматизации для процесса выпаривания
- формат doc
- размер 3.11 МБ
- добавлен 02 октября 2011 г.
Курсовая работа по ТСА для студентов БГТУ специальностей 1.53.01.01 (инженер по автоматизации).содержит 35 стр. Содержание:Введение 1 Краткое описание технологического процесса 2 Выбор контролируемых и регулируемых параметров 3 Разработка функциональной схемы автоматизации 4 Выбор технических средств автоматизвции 5 Расчёт регулирующего органа 6 Разработка принпиальной схемы автоматизации Заключение Список использованных источников
Полатовская О.В. Автоматизация технологических процессов в производстве
- формат pdf
- размер 4.61 МБ
- добавлен 21 января 2010 г.
Управление конвейерными линиями в простейшем случае заключается в пуске и останове электродвигателей, приводящих в действие тяговые органы конвейеров. Так как число конвейеров в линии может быть значительным, то применяется централизованное управление приводами конвейерных установок с автоматизированным пуском. В этом случае оператор подает только начальный командный импульс на пуск первого конвейера, а двигатели остальных конвейеров включаются автоматически в заданной последовательности. Тем самым централизованное управление позволяет освободить человека от непосредственного участия в пуске каждого конвейера.
При автоматизации конвейерных линий должны соблюдаться следующие основные требования:
1. Не менее чем за 5 с перед пуском первого конвейера и перед дозапуском части линии должен автоматически подаваться отчетливо слышный по всей длине конвейерной линии предупредительный звуковой сигнал, который должен прекращаться только после окончания пуска последнего конвейера.
2. Пуск конвейерной линии должен производиться поочередным включением конвейеров в направлении, обратном грузопотоку. Этим исключается опасность образования завалов.
3. Дозапуск части конвейерной линии должен осуществляться без остановки работающего участка конвейерной линии.
4. Пуск каждого последующего конвейера разрешается после достижения тяговым органом предыдущего конвейера рабочей скорости. Такая блокировка осуществляется с помощью реле скорости, контролирующего движение тягового органа.
5. Останов конвейерной линии должен осуществляться поочередным выключением конвейеров в направлении грузопотока. В случае аварийного режима на конвейере последний должен быть отключен и также остановлены конвейеры, подающие на аварийный конвейер груз. Остальные конвейеры должны работать, чтобы освободить тяговый орган от груза.
6. Оперативный останов конвейерной линии должен осуществляться с постов управления, а экстренное прекращение пуска и экстренный останов любого конвейера из любой точки по его длине – по сигналам от кабель–тросовых выключателей.
Для конвейерного транспорта существенное значение имеет надежность его работы. Нарушения в работе оборудования могут привести к нарушению всего технологического процесса. Поэтому в схемах автоматизации конвейеров применяется большое число защитных блокировок, которые осуществляют автоматическое аварийное отключение конвейера при неисправности электродвигателя под действием соответствующих электрических защит; неисправности механической части конвейера (обрыв цепи скребкового конвейера, обрыв или останов ленты); затянувшемся пуске конвейера; засыпании мест перегрузки транспортируемого материала (образование заштыбовки между конвейерами); снижении скорости ленты на 25 % номинальной или при превышении скорости ленты на 8 %; при пробуксовке ленты относительно приводного барабана более чем на 10 % номинальной скорости; снижении скорости приводной звездочки скребкового конвейера на 15 % номинального значения; сходе ленты на 10 % ее ширины; при перегреве ленты или при пожароопасной ситуации.
Кроме перечисленных блокировок существует еще ряд других, связанных с безопасностью перевозки людей на грузо–пассажирских конвейерах, предотвращением несчастных случаев при обслуживании конвейера и т.д.
Между пультом управления, пунктами установки приводов конвейеров и пунктами загрузки конвейерной линии должна быть установлена телефонная связь или кодовая сигнализация. При аварийном отключении любого конвейера на пульт управления должен быть автоматически подан звуковой сигнал.
Экономический эффект при автоматизации конвейерного транспорта в основном достигается за счет высвобождения обслуживающего персонала.
Кроме этого, автоматизация позволяет уменьшить расход электроэнергии за счет уменьшения примерно в 2 раза времени работы конвейеров вхолостую; снизить расход материалов (тяговых цепей, ленты, запасных частей) примерно на 23 %, так как увеличивается надежность работы оборудования.
Читайте также: