Пайка мягкими и твердыми припоями реферат
Обновлено: 05.07.2024
Пайкой называется технологический процесс получения неразъемных соединений, выполняемый с применением припоя - проволоки из сплава, имеющего температуру плавления более низкую, чем температура плавления основного металла. В результате взаимодействия расплавленного при определенной температуре припоя с кромками основного металла и последующего остывания образуется спай. Кромки основного металла соединяются (спаиваются) вследствие эффекта смачивания их поверхностей, взаимного растворения и диффузии (проникновения) припоя и основного металла в зоне шва (спая). В связи с развитием современных ресурсосберегающих технологий процесс пайки находит широкое применение при изготовлении продукции машиностроения, приборостроения,
электротехнической и электронной промышленности. По сравнению с другими методами получения неразъемных соединений (в том числе и по сравнению со сваркой) пайка имеет ряд преимуществ: простота
выполнения операции, сохранение размеров и формы соединяемых деталей, сохранение неизменного химического состава и физикомеханических свойств паяемых материалов. Кроме того, при пайке отпадает необходимость в последующей механической и термической
обработке, легче получаются соединения в труднодоступных местах и есть возможности для механизации и автоматизации процесса пайки. Процесс получения паяного соединения газопламенной горелкой состоит из нескольких стадий. Подготовка деталей перед пайкой аналогична подготовке под сварку. Перед предварительным нагревом для защиты металла от окисления на детали наносят флюс. При пайке применяют горелку, как правило, малой мощности. Состав пламени, присадочную проволоку и флюсы подбирают в зависимости от паяемого металла. Восстановительным пламенем производят пайку меди, бронз, латуни и различных сталей. Нейтральным пламенем паяют, как правило, сплавы цветных металлов специального назначения. Пламенем горелки осуществляют общий или местный нагрев до температуры пайки. Обычно температура пайки превышает температуру плавления припоя на 30—50 °С. Затем расплавляют припой, который смачивает соединяемые поверхности и заполняет зазор соединения. Исходя из условий образования соединения, припои должны удовлетворять следующим основным требованиям: иметь температуру плавления ниже температуры плавления паяемых материалов; хорошо смачивать поверхность соединяемых материалов, хорошо растекаться по ним и заполнять капиллярные зазоры; не вызывать в последующем химическую эрозию, не подвергаться старению; не изменять свои физико-механические свойства в процессе эксплуатации изделия. Припои классифицируют по следующим основным признакам: температуре плавления -
особолегкоплавкие до 145 °С, легкоплавкие до 450 °С, среднеплавкие до 1100 °С, высокоплавкие до 1850 °С, тугоплавкие свыше 1850 °С; способу образования - готовые, образующиеся в процессе пайки; химическому составу (основному компоненту) - оловянные, медные, никелевые, марганцевые, железные, титановые, серебряные, золотые и т. д.; способности к флюсованию - флюсуемые и самофлюсующиеся; виду полуфабриката - листовые, ленточные, проволочные, порошковые и др. Выбор марки припоя и метода нанесения определяется конструкцией и требованиями, предъявляемыми к соединению. В настоящее время разработано большое количество всевозможных припоев и флюсов. Различают два основных вида пайки: мягкими и твердыми припоями. Мягкие припои имеют невысокую механическую прочность и их плавление осуществляется при температуре до 400 °С. Прочность твердых припоев значительно выше, а температура плавления - свыше 550 °С. Пайку мягкими припоями применяют главным образом для получения плотного соединения деталей, не подверженных значительным нагрузкам. Широко известны припои оловянно-свинцовые (ПОС). Химический состав, температура плавления и примерное назначение некоторых мягких припоев приведены в табл. 82.
Химический состав, температура плавления и примерное назначение некоторых мягких припоев

Паяние (пайка) — процесс соединения двух или более металлических частей в единое целое при помощи расплавленного металла или сплава — припоя. Припой имеет более низкую температуру плавления по сравнению с температурой плавления металла соединяемых частей. Этим методом получают неразъемные соединения как из однородных, так и из неоднородных металлов. Соединение происходит без расплавления кромок соединяемых деталей. Процесс пайки состоит из прогрева соединяемых частей до температуры плавления припоя, его расплавления, растекания припоя и заполнения зазора (шва) между соединяемыми частями под воздействием капиллярных сил с последующим диффундированием (проникновением) в материал соединяемых частей и кристаллизацией паяного шва.
Поверхности соединяемых частей перед пайкой должны быть тщательно зачищены и обезжирены. Очистку соединяемых поверхностей производят при помощи карцовочных щеток, напильников или шаберов, а их обезжиривание — различными растворителями (бензин, ацетон, уайт-спирит и т.п.). Перед пайкой поверхности соединяемых частей следует подвергнуть травлению, например соляной кислотой, в целях удаления оксидной пленки. В процессе пайки взаимное положение соединяемых частей относительно друг друга следует зафиксировать. Для этого используют струбцины или обвязку мягкой (отожженной) стальной проволокой.
Иногда в процессе пайки может наблюдаться следующее явление: припой превращается в шарик, вместо того чтобы растекаться по всему месту пайки и заполнять стык между соединяемыми частями изделия. Это явление обусловливается различными причинами, чаще всего силами поверхностного натяжения. Иногда причиной недостаточного смачивания является большое различие между структурами припоя и основного металла, а также наличие оксидных пленок и загрязнения на поверхности припоя или соединяемых пайкой частей изделия.
Поверхность металлических деталей всегда имеет микронеровности, невидимые невооруженным глазом, которые образованы следами предшествующей обработки.
Припой в расплавленном состоянии должен заполнять все эти микронеровности.
Для предупреждения образования оксидной пленки в процессе нагрева применяют специальные вещества — флюсы, которые также обеспечивают повышение смачиваемости припоем поверхностей соединяемых частей изделия, а следовательно, и лучшее заполнение шва расплавленным припоем.
Для выполнения этих задач флюсы должны удовлетворять следующим требованиям:
- рабочая температура припоя и температура действия флюса должны быть согласованы между собой. Температура, при которой флюс растворяет оксиды, должна быть несколько ниже рабочей температуры припоя;
- скорость растворения оксидов должна быть выше, чем скорость пайки;
- пайка должна производиться достаточно быстро, чтобы помешать появлению новых оксидов;
- флюсы должны иметь низкую вязкость и умеренное поверхностное натяжение;
- флюсы должны полностью отшлаковывать загрязнения и отводить их из зоны пайки, так как в противном случае вязкий слой шлака будет снижать активность припоя и препятствовать активному действию флюсующих веществ на поверхность металла.
В зависимости от назначения выполняемого соединения различают два типа припоев: мягкие (с температурой плавления 80… 300 °C) и твердые (с температурой плавления 700… 1 000 °C) на основе медно-цинковых и серебряных сплавов.
Паяние мягкими припоями.
Мягкие припои, применяемые при паянии, представляют собой сплав легкоплавких металлов на основе олова и свинца. Оловянно-свинцовые припои обозначают буквами ПОС (припой оловянно-свинцовый) и цифрами, показывающими содержание олова в припое в процентах. Процентное содержание олова в припое определяет область его применения.
Мягкие припои изготавливают в виде прутков, проволоки или трубки, заполненной флюсом, масса которого составляет приблизительно 5 % массы припоя.
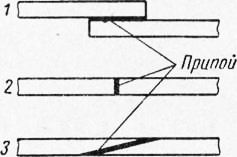
Прежде чем приступить к паянию необходимо тщательно подготовить поверхности соединяемых частей заготовки под паяние. Подготовка поверхности осуществляется очисткой поверхности от грязи и коррозии шабером, надфилем или напильником до металлического блеска. Абразивная шкурка для очистки поверхности не применяется, так как содержащийся в ней клей сильно загрязняет поверхность пайки. При паянии заготовок из листовой стали место спая протравливают 20%-ным раствором соляной кислоты. Соединяемые поверхности плотно пригоняют друг к другу, используя такие операции слесарной обработки, как гибка, правка и опиливание. Некоторые варианты паяных швов, подготовленных к паянию, показаны на рис. 1. При помощи кисточки на место спая наносят тонкий слой жидкого флюса. При использовании твердого флюса поверхность паяния предварительно прогревают паяльником.
Флюсы, применяемые при паянии мягкими припоями, обладают способностью очищать место спая от оксидов, предотвращают образование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более качественное заполнение зазора между соединяемыми пайкой частями заготовки. В качестве флюсов при пайке мягкими припоями используют хлорид цинка, нашатырный спирт, канифоль, стеарин, паяльную пасту, а в ряде случаев раствор соляной кислоты. Состав флюса выбирается в зависимости от материала соединяемых частей заготовки.
Рис. 2.1. Виды швов:
а — прямой; б — внакладку; в — ступенчатый встык; г — прямой встык; д — встык с накладками; е — враструб Рис. 2. Паяльник непрерывного нагрева:
а — газовый; б — бензиновый; 1 — рабочая часть; 2 — стержень; 3 — хомутик; 4 — горелка; 5,9 — краны; 6 — рукоятка; 7,8 — штуцеры; 10 — сопло; 11 — бензиновая горелка; 12 — рукоятка-резервуар
Соединяемые части заготовки должны располагаться таким образом, чтобы шов находился сверху. Как только место, к которому прикасается паяльник, прогревается и припой начинает плавиться и растекаться, паяльник без отрыва от шва перемещают, давая возможность припою заполнить зазор в шве между соединяемыми частями заготовки. Припой следует наносить тонким равномерным слоем без припусков. После окончания пайки выступающие над швом приливы удаляют напильником, а поверхность зачищают наждачной шкуркой.
В зависимости от требований, предъявляемых к соединяемым паянием мягкими припоями частям заготовки, паяные швы подразделяются на три группы:
- прочные — необязательно герметичные, но обязательно обладающие определенной механической прочностью;
- плотные — сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
- плотнопрочные — обладающие и прочностью, и герметичностью.
Инструменты для паяния мягкими припоями.
Основным инструментом для выполнения паяных швов является паяльник. В зависимости от способа нагрева рабочей части паяльника различают паяльники периодического нагрева, паяльники постоянного нагрева с использованием газовых или бензиновых нагревательных устройств и электрические паяльники, у которых рабочая часть нагревается электрическим током.
Паяльники периодического нагрева бывают двух типов: прямые и угловые (молотковые). Разогрев паяльника осуществляется при помощи паяльной лампы или в кузнечном горне. Перед нагревом носок паяльника зачищается, а после нагрева очищается от оксидов, на него наносится флюс (жидкий или твердый) и облуживается.
Паяльники непрерывного нагрева (газовые или бензиновые) (рис. 2) обеспечивают постоянный нагрев рабочей части паяльника соответственно газовой или бензиновой горелкой.
Электрические паяльники (рис. 3) получили наиболее широкое распространение благодаря высокой надежности и простоте действия. Они выпускаются двух типов: прямые и угловые. Очищение носка таких паяльников от оксидов осуществляется соответствующим применяемому припою флюсом.

Рис. 3. Электрический паяльник:
a — прямой: 1 — электрический шнур; 2 — электрическая вилка; 3 — рабочая часть; 4,7 — хомутики; 5 — кожух; 6 — нагревательный элемент; 8 — стержень; 9 — рукоятка;
б — угловой
Правила выполнения работ при пайке мягкими припоями электрическим паяльником.
При пайке мягкими припоями электрическим паяльником необходимо соблюдать следующие правила:
Паяние твердыми припоями.
Паяние твердыми припоями обеспечивает более прочное соединение спаиваемых частей заготовки. Высокая пластичность и ковкость припоя, глубоко проникающего в основной металл, позволяет выдерживать значительные механические напряжения в спаиваемых местах при последующей обработке полученных заготовок как методами резания, так и методами пластического деформирования (прокат, гибка, ковка и т.п.).
Подготовка места спая к паянию. Вследствие того, что припой и материал заготовки имеют значительно меньшую разность температур плавления, этот способ паяния требует выполнения подготовительных операций в большем объеме, чем при паянии мягкими припоями.
Очистка поверхности. Все, что было сказано об очистке поверхностей при подготовке к пайке мягкими припоями, справедливо и по отношению к подготовке поверхностей к пайке твердыми припоями. Необходимо обеспечить абсолютную чистоту того места, где будет производиться паяние. Весьма отрицательное влияние на успешность паяния оказывают не только оксидные пленки, но и жировые и масляные загрязнения на поверхности заготовки, поэтому они должны тщательно удаляться.
Пригонка. Все соединяемые паянием части заготовки, в которых возможны остаточные напряжения в результате предшествующей обработки, должны быть отожжены, так как в противном случае может возникнуть перекос соединяемых паянием частей заготовки, что может привести к неполному заполнению места спая припоем. Все спаиваемые пустотелые детали должны иметь отверстия для выхода воздуха, так как при нагреве может произойти вспучивание или разрыв поверхности соединяемых частей изделия. При паянии твердым припоем должен быть выдержан определенный зазор между соединяемыми частями заготовки для его заполнения расплавленным припоем. Величина этого зазора не должна превышать 0,2 мм.
Фиксация заготовок. Если при паянии мягкими припоями, как правило, обходятся без стационарной фиксации взаимного положения соединяемых заготовок и вполне достаточно их удерживания пинцетом или другими ручными фиксаторами, то при паянии твердыми припоями, когда процесс нагрева требует достаточно большого временного интервала, заготовки следует надежно крепить во взаимном расположении друг к другу. Такое крепление целесообразно осуществлять приспособлениями, оснащенными фиксирующими устройствами и слабоотводящими теплоту от соединяемых заготовок в процессе нагрева. К материалам, наиболее часто используемым в таких устройствах при паянии твердыми припоями, относятся уголь и асбест.
Одним из способов фиксации соединяемых заготовок является обвязывание проволокой. Для обвязывания заготовок пользуются стальной отожженной проволокой диаметром 0,2 …0,5 мм. При использовании обвязочной проволоки следует учитывать следующие ее недостатки:
- стальная проволока при нагревании расширяется значительно меньше, чем фиксируемые ею заготовки;
- при нагревании железная окалина может восстановиться, что приведет к диффузии железа в металл соединяемых заготовок (при паянии цветных металлов и сплавов), поэтому изменятся физико-механические свойства соединяемых заготовок. Помимо того, возможно приваривание обмоточной проволоки к поверхности соединяемых заготовок;
- при местном нагреве проволока подвергается пережогу и может полностью перегореть, тогда фиксирующее действие проволоки преждевременно прекращается. Обвязывание заготовок проволокой, как правило, требует больших затрат времени, поэтому во всех возможных случаях связывание заготовок проволокой целесообразно заменять закреплением заготовок зажимами.
Нанесение флюса и припоя. При пайке твердыми припоями флюсы выполняют ту же функцию, что и при пайке мягкими припоями. Выбор флюса зависит от материала соединяемых заготовок.
К твердым припоям относятся медно-цинковые (ПМЦ) и серебряные (ПСр). В обозначении марок припоев цифры показывают процентное содержание меди или серебра. Твердый припой выбирают в зависимости от материала соединяемых заготовок.
Инструменты для нагрева места спая. Нагрев заготовок при паянии твердыми припоями осуществляется газовыми и бензиновыми горелками, в муфельных печах, соляных ваннах, токами высокой частоты, а также в электрических контактных машинах. Для создания газового и бензинового пламени используют специальные устройства — горелки. Применение бензиновых и керосиновых паяльных ламп при паянии твердыми припоями нецелесообразно в связи с тем, что они не обеспечивают равномерного нагрева припоя и заготовки.
Основные правила паяния твердыми припоями. При паянии твердыми припоями необходимо соблюдать следующие правила:
- Перед процессом паяния необходимо проверить работоспособность и исправность источника нагрева места спая.
- Следует проверить качество очистки места спая, плотность пригонки спаиваемых поверхностей, а также прочность крепления к месту пластин припоя.
- Необходимо протравливать место пайки раствором соляной кислоты.
- Следует соблюдать рациональную технологию паяния:
- припой или место спая с прикрепленной пластиной припоя нужно нагреть в пламени горелки или в муфельной печи до температуры, близкой к температуре плавления припоя;
- припой следует расположить в месте спая, обильно посыпать или смазать его флюсом и продолжать разогрев места спая до полного расплавления припоя и заполнения им швов паяного соединения.
5. Качество паяния следует проверить:
- визуально — на отсутствие непропаянных мест;
- на прочность — легким простукиванием спаянных мест о твердый предмет — на отсутствие трещин.
Правила безопасности труда при паянии. При паянии необходимо выполнять следующие правила безопасности:
- Запрещается пользоваться неисправными инструментами и приспособлениями.
- Запрещается прикасаться к неисправным инструментам и нагретым частям инструмента для паяния.
- Нельзя наклоняться близко к месту паяния.
- Работу следует выполнять под вытяжным колпаком.
- Для удерживания спаиваемого изделия необходимо использовать плоскогубцы или кузнечные клещи.
- При пайке тугоплавкими припоями нужно работать в рукавицах и очках.
- Следует тщательно мыть руки с мылом после окончания работ.
Специальные методы паяния.
Паяние соединения при помощи паяльника до настоящего времени остается наиболее распространенным способом пайки при выполнении монтажных соединений, однако производительность этого способа невелика. Более производительной является низкотемпературная пайка погружением в расплавленный припой. Паяние таким способом выполняется на специальных установках, на которых смонтированы ванны с флюсом и расплавленным низкотемпературным (мягким) припоем. Заготовки предварительно очищают и обезжиривают, далее погружают сначала в ванну с флюсом, а затем с расплавленным припоем, после чего вынимают и охлаждают на воздухе до комнатной температуры.
Заданную температуру припоя контролируют и поддерживают при помощи специального устройства с термопарой, помещенного в ванну, Кроме описанного метода паяния для улучшения качества паяных соединений применяют пайку в защитных газах, вакууме и активной газовой среде. Основная особенность этих методов паяния состоит в том, что они выполняются без применения флюсов, так как среда, окружающая заготовки в процессе паяния, препятствует образованию оксидых пленок.
Пайка - процесс соединения металлов или неметаллических материалов посредством расплавленного присадочного металла, называемого припоем и имеющего температуру плавления ниже температуры плавления основного металла (или неметаллического материала). Процесс пайки применяется либо для получения отдельных деталей, либо для сборки узлов или окончательной сборки приборов. В процессе пайки происходят взаимное растворение и диффузия припоя и основного металла, чем и обеспечиваются прочность, герметичность, электропроводность и теплопроводность паяного соединения.
Содержание
Пайка
Припои
Пайка мягкими припоями
Пайка твердыми припоями
Флюсы
Кислотные флюсы
Антикоррозийные флюсы
Флюс ВТС
Бескислотные флюсы
Активированные флюсы
Подготовка деталей к пайке, лужение
Способы пайки
Газовая пайка
Пайка погружением в металлические ванны
Пайка погружением в соляные ванны
Дуговая пайка
Индукционная пайка
Контактная пайка
Пайка в печах
Ступенчатая пайка
Пайка соединений металлов с неметаллическими материалами
Способ вжигания
Обработка деталей после пайки
Особенности конструирования узлов с паянными соединениями
Прикрепленные файлы: 1 файл
ПАЙКА МЕТАЛОВ.docx
Федеральное агентство рыболовству по ФГОУ СРО ВЛАДИВОСТОКСКИЙ МОРСКОЙ
На тему: ,,Пайки металлов и сплавов .Припой, флюсы ,,
Выполнил 13-ЭСЭ-16 Дубов В.В
Проверил Черкасов В.А
- Пайка
- Припои
- Пайка мягкими припоями
- Пайка твердыми припоями
- Кислотные флюсы
- Антикоррозийные флюсы
- Флюс ВТС
- Бескислотные флюсы
- Активированные флюсы
- Газовая пайка
- Пайка погружением в металлические ванны
- Пайка погружением в соляные ванны
- Дуговая пайка
- Индукционная пайка
- Контактная пайка
- Пайка в печах
- Ступенчатая пайка
- Пайка соединений металлов с неметаллическими материалами
- Способ вжигания
Пайка - процесс соединения металлов или неметаллических материалов посредством расплавленного присадочного металла, называемого припоем и имеющего температуру плавления ниже температуры плавления основного металла (или неметаллического материала). Процесс пайки применяется либо для получения отдельных деталей, либо для сборки узлов или окончательной сборки приборов. В процессе пайки происходят взаимное растворение и диффузия припоя и основного металла, чем и обеспечиваются прочность, герметичность, электропроводность и теплопроводность паяного соединения. При пайке не происходит расплавления металла спаиваемых деталей, благодаря чему резко снижается степень коробления и окисления металла.
Для получения качественного соединения температура нагрева спаиваемых деталей в зоне шва должна быть на 50-100° С выше температуры плавления припоя. Спаиваемые детали нагревают в печах, в пламени газовой горелки, токами высокой частоты, паяльниками. Прочное соединение припоя (сплавление припоя) с основным металлом можно образовать лишь в том случае, если поверхности спаиваемых деталей свободны от окислов и загрязнений. Для запиты поверхностей спаиваемых деталей от интенсивного окисления в результате нагрева место пайки покрывают флюсом, который образует жидкую и газообразную преграды между поверхностями спаиваемых деталей и окружающим воздухом.
Процесс пайки заключается в следующем: при нагревании припой расплавляется и, соприкасаясь с нагретым, но свободным от окисной пленки основным металлом, смачивает его, и растекается по его поверхности. Способность припоя заполнять швы зависит от степени смачивания припоем основного металла, его капиллярных свойств и шероховатости поверхности спаиваемых деталей.
Припои для пайки
К припоям предъявляются следующие требования: высокая механическая прочность припоев в условиях нормальных, высоких и низких температур, хорошие электропроводность и теплопроводность, герметичность, стойкость против коррозии, жидкотекучесть при температуре пайки, хорошее смачивание основного металла, определенные для данного припоя температура плавления и величина температурного интервала кристаллизации. В зависимости от температуры плавления и прочности применяемых припоев различают пайку мягкими припоями (мягкую) и пайку твердыми припоями (твердую).
Пайка мягкими припоями
При пайке мягкими припоями используют припои с температурами плавления ниже 400˚ С, обеспечивающие получение паяных швов с пределами прочности до 10 кГ/мм 2 .
Применяют следующие мягкие припои: оловянно-свинцовые, малооловянистые, легкоплавкие и специальные.
Припои оловянно-свинцовые (ПОС), имеющие температуру плавления = 183 ÷ 265˚С, представляют собой сплавы олова и свинца с добавкой 1,5-2,5% сурьмы и обозначаются (ГОСТ 1499-54) ПОС-18, ПОС-30, ПОС-40, ПОС-50, ПОС-61, ПОС-90 (цифра показывает процент содержания олова).
Малооловянистые и безоловянистые мягкие припои: свинцовые (tпл = 327° С), свинцово-серебряные (2,5% серебра, tпл = 304° С) и др.
Специальные припои используют для пайки материалов, не поддающихся качественной пайке стандартными припоями, причем чаще всего их используют Для пайки алюминия. Для пайки алюминия и его сплавов применяют специальные припои на оловянной основе, которые содержат цинк, кадмий и иногда алюминий, а также чистое олово (содержание олова 99,92%), причем лучшими являются оловянно-цинковые, оловянно-кадмиевые и кадмиево-цинковые сплавы (tпл = 197 ÷ 310° С), так как цинк и кадмий (особенно цинк) хорошо диффундируют в алюминии. Мягкие припои поставляются в виде чушек, прутков, проволоки, ленты, а также трубок из оловянно-свинцового сплава, заполненных канифолевым флюсом. Применение трубчатых припоев значительно упрощает процесс паяльных работ и способствует его механизации. При пайке мягкими припоями флюсы, как правило, необходимы.
Пайка твердыми припоями
При пайке твердыми припоями применяют припои с температурами плавления выше 400° С: медные (tпл= 1083° С), медно-цинковые (tпл, = 845 ÷ 900° С), меднофосфористые (tпл = 700 ÷ 830° С), серебряные (tпл = 635 ÷ 870° С) и др.
Твердые припои подразделяются на тугоплавкие с температурой плавления выше 875° С и легкоплавкие с температурой плавления ниже 875° С.
Чистая электролитическая медь (марки М1 и М2) применяется в основном при пайке сталей в печах с защитной средой.
Медноцинковые припои мало распространены вследствие низких механических свойств. В качестве медноцинковых припоев используются также латуни марок Л62 и Л68.
Меднофосфористые припои применяются как заменители серебряных припоев и мягких припоев. Их можно использовать только для пайки медных и латунных деталей, не работающих на изгиб, вибрацию и удар. Пайка меди меднофосфористыми припоями осуществляется без флюса; при пайке сплавов на основе меди флюс необходим.
Меднофосфористые припои нельзя применять для пайки черных металлов, так как они плохо смачивают эти металлы и в пограничных диффузионных слоях образуются хрупкие фосфиды железа.
Наиболее высокое качество получается при твердой пайке с серебряными припоями, которые можно применять для пайки черных и цветных металлов при условии, если температура плавления припоя ниже температуры плавления паяемого металла. При твердой пайке алюминия и его сплавов применяют припои на основе алюминия (tпл = 525 ÷ 580° С).
Флюсы применяемые для пайки
Для пайки мягкими припоями применяют кислотные или активные, антикоррозийные, бескислотные, активизированные флюсы. Кислотные или активные флюсы - на основе хлористых соединений - интенсивно растворяют окисные пленки на поверхности основного металла и тем самым обеспечивают хорошую адгезию и, следовательно, высокую механическую прочность соединения.
Остаток флюса после пайки вызывает интенсивную коррозию соединения и основного металла, а потому после пайки место пайки нужно тщательно промывать. Для пайки проводников при монтаже электрорадиоприборов применять кислотные флюсы категорически запрещается.
Антикоррозийными флюсами являются флюсы на основе фосфорной кислоты с добавлением различных органических соединений и растворителей, а также флюсы на основе органических кислот. Флюсы этой группы не вызывают коррозии черных металлов и поэтому после пайки не нужно удалять остатки флюса.
Флюс ВТС (смесь технического вазелина с салициловой кислотой, триэтаноламином и этиловым спиртом) применяется для пайки меди, латуни, бронзы, константана, серебра, платины и сплавов платиновой группы. Этот флюс особенно удобен для пайки электромонтажных соединений, так как он обеспечивает' чистоту и надежность пайки и не вызывает коррозии, даже если остается в местах пайки.
Пайка соединений при монтаже электрорадиоприборов производится, как правило, бескислотными флюсами на основе канифоли.
Сосновая канифоль представляет собой в основном смесь смоляных кислот. При хранении на воздухе канифоль поглощает кислород, причем поглощение тем больше, чем выше температура. Измельченная канифоль в смеси с воздухом способна взрываться. Температура плавления (размягчения) канифоли колеблется в пределах от 52˚ до 83° С; при 125˚ С канифоль переходит в жидкое состояние. Основное достоинство канифоли состоит в том, что в расплавленном состоянии (при температуре 150° С) она способна растворять окислы, а после затвердевания на паяном соединении остаток флюса не вызывает коррозии. Остаток канифоли не гигроскопичен и является хорошим изолятором, что также относится к числу достоинств канифоли как флюса для пайки монтажных соединений. Являясь поверхностно-активным веществом, канифоль существенно улучшает растекание припоя.
Канифоль относится к флюсам химически мало активным и может применяться при условии, если детали тщательно подготовлены к пайке, т. е. зачищены или залужены.
В качестве флюсов для пайки монтажных соединений применяют натуральную канифоль (ГОСТ 797-64), а также растворы , канифоли в спирте (флюс КЭ и глицерино-канифолевый).
Пайкой называют процесс соединения двух металлических частей с помощью расплавленного металла или сплава, называемого припоем и имеющего более низкую температуру плавления, чем соединяемые части. Пайку применяют для создания неразъемных соединений деталей из стали, цветных металлов и их сплавов, а также их сочетаний. Пайка распространена при выполнении электромонтажных работ, монтаже контрольно-измерительной аппаратуры, радио7 и электроприборов, изготовлении сосудов, радиаторов, твердосплавного режущего инструмента и т.п.
Процесс пайки состоит из прогрева спаиваемых частей до температуры плавления припоя, расплавления последнего, растекания и заполнения зазоров под действием капиллярных сил, диффундирования в металл с последующей кристаллизацией в паяном шве. При этом соединение деталей достигается без расплавления их кромок в результате смачивания поверхностей более легкоплавкими жидкими металлами.
![Пайка и лужение]()
Очистку поверхностей перед пайкой от окалины, оксидов, грязи и жира проводят с помощью напильников, металлических щеток, шаберов и химическими способами (травлением). После травления детали промывают и сушат. Обезжиривание осуществляют протиркой поверхности бензином, ацетоном, растворителем. Перед пайкой детали плотно подгоняют одну к другой, используя струбцины или другие приспособления.
При нагреве деталей, соединяемых пайкой, их поверхности окисляются. Для удаления оксидной пленки применяют паяльные флюсы и травильные вещества, которые растворяют оксиды, образуют легко удаляемые шлаки, способствуют лучшему смачиванию спаиваемых поверхностей расплавленным припоем и затеканию его в зазоры. При пайке деталей из стали, бронзы и латуни используют хлористый цинк, деталей из латуни — нашатырный спирт, деталей из цинка и чугуна — соляную кислоту. После травления соляной кислотой деталь промывают в содовом растворе, а затем в чистой воде. Хлористый цинк (травленая соляная кислота) представляет собой смесь из 50 % соляной кислоты и 50 % воды, в которую добавлены небольшие кусочки и стружка цинка. Чтобы хлористый цинк был коррозионно-стойким, его разбавляют нашатырным спиртом в количестве, равном 1/3 взятого объема.
По назначению припои подразделяют на мягкие и твердые с температурой плавления соответственно 180…300 и 700…1000 °С. Мягкие припои состоят в основном из свинцово-оловянных сплавов с σв = 28…47 МПа. Кроме высокой температуры плавления твердые припои характеризуются более высокими механическими свойствами; временно’е сопротивление разрыву паяных швов 260…300 МПа. Химический состав и область применения твердых припоев приведены в табл. 19–21, а составы флюсов — в табл. 22.
Для нагрева места пайки до рабочей температуры применяют паяльники периодического и непрерывного подогрева, паяльные лампы, газовые горелки, установки ТВЧ.
Таблица 19. Химический состав (ГОСТ 21930–76) и область применения оловянно-свинцовых припоев
Таблица 20. Химический состав (ГОСТ 23137–78) и область применения медно-цинковых припоев
Таблица 21. Химический состав (ГОСТ 19738–74) и область применения серебряных припоев
сплавов цветных металлов,
Таблица 22. Составы флюсов
Паяльники периодического подогрева молоткового и торцового типов изготовляют из красной меди как наиболее теплопроводной. Такой паяльник периодически подогревают паяльной лампой, газовой горелкой или в горне. К паяльникам непрерывного подогрева относятся электрические паяльники, позволяющие осуществлять пайку непрерывно; температура их рабочей части достигает 400 °С. Паяльная лампа дает возможность нагревать изделие до 700…900 °С.
Пайку низкотемпературными припоями используют для создания герметичного шва, а также соединения деталей, не требующего большой прочности. Пайку проводят следующим образом.
Поверхность очищают от грязи и коррозии шабером, напильником или надфилем до металлического блеска. Шлифовальную шкурку не применяют, так как содержащийся в ней клей загрязняет поверхность пайки. Поверхность подгоняют до плотного соединения путем гибки, правки и опиливания. Кисточкой наносят тонкий слой жидкого флюса. Твердый флюс (канифоль) наносят на поверхность, предварительно нагретую паяльником. Деталь при пайке должна быть расположена швом вверх. Как только место прикосновения паяльником прогреется и припой растечется, медленно и равномерно перемещают паяльник без отрыва вдоль шва, давая возможность припою заполнить зазор. Припой наносится тонким и равномерным слоем без пропуска. После окончания пайки выступающие приливы опиливают напильником и поверхность зачищают шкуркой.
Пайку твердыми припоями применяют, когда необходимо получить прочный теплоустойчивый шов. Для пайки твердосплавного инструмента, когда требуется высокая прочность соединения, используют индукционный нагрев и порошковый припой ПАН-21. Место пайки нагревают до температуры плавления припоя, добавляя буру, которая, расплавляясь, способствует лучшему разливу припоя.
Пайку заканчивают, когда припой полностью зальет все места соединения. Охлаждение проводят медленно, не применяя воды. Места пайки очищают от буры, припоя и промывают. Качество пайки проверяют внешним осмотром мест соединения, обращая внимание на отсутствие раковин и пропусков в местах соединения. Прочность шва контролируют легким постукиванием соединенных деталей о металлический предмет.
Лужением называется процесс покрытия поверхностей металлических деталей тонким слоем расплавленного олова или оловянно-свинцовыми сплавами (припоями). Лужение осуществляют для защиты деталей от коррозии и окисления, подготовки поверхностей к пайке легкоплавкими припоями перед заливкой подшипников баббитом. Поверхность очищают от грязи и коррозии механическим или химическим способом. Химическую очистку применяют как для обезжиривания, так и для очистки детали от оксидов.
Лужение проводят натиранием и погружением. После механической зачистки поверхность промывают в кипящем 10 % — ном растворе каустической соды и в воде. Непосредственно перед лужением поверхность покрывают флюсом (хлористым цинком) с помощью кисти, куска войлока или пакли и посыпают порошком нашатыря, затем нагревают до температуры плавления олова или другого сплава, который наносят на поверхность в виде кусочков или порошка. Когда припой от соприкосновения с нагретой поверхностью начнет плавиться, его растирают паклей или холщовой тряпкой, пересыпанной порошком нашатыря. Припой должен распределяться равномерным слоем по всей поверхности. При лужении погружением очищенную и протравленную деталь погружают на 1 мин в ванну с раствором хлористого цинка, затем на 2…3 мин в ванну с расплавленным припоем, после чего деталь извлекают из ванны. Качество лужения проверяют внешним осмотром на равномерность распределения полуды, отсутствие вздутий и т.п.
![]()
Пайка твердыми припоями
![]()
Пайка твердыми припоями
Пайку твердыми припоями применяют для получения прочных и термостойких швов.
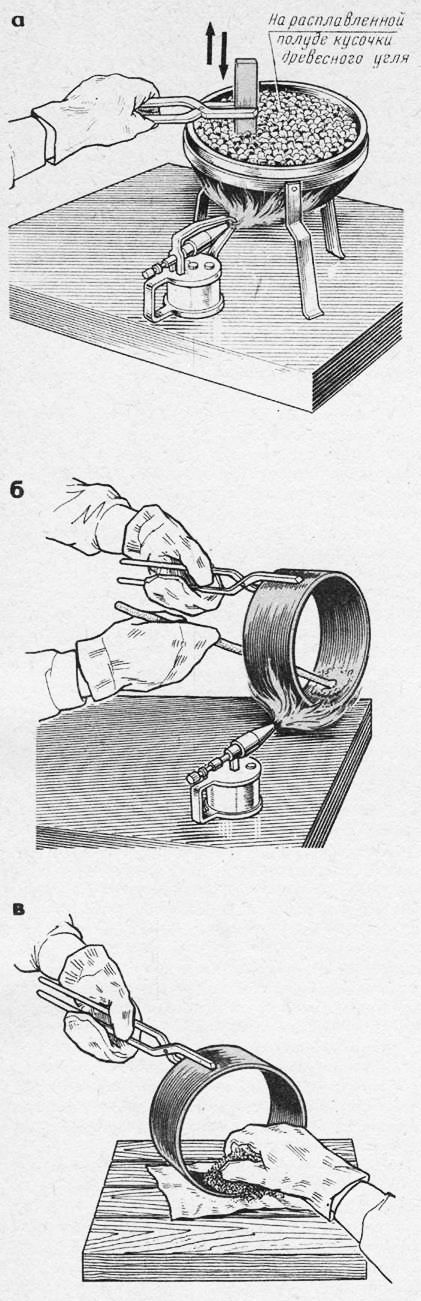
Пайку твердыми припоями осуществляют, соблюдая следующие основные правила:
- как и при пайке мягкими припоями, повеохности подгоняют друг к другу припили-ванием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
- подогнанные детали в месте спая покрывают флюсом, на место спая накладывают кусочки- припоя (медные пластинки) и закрепляют мягкой вязальной проволокой;
- подготовленные детали (заготовки) нагревают паяльной лампой, в кузнечном горне или электропечи;
- когда припой расплавится, деталь снимают с огня и держаг в таком положении, чтобы припой не мог стекать со шва;
- затем деталь медленно охлаждают. Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения.Применяют другой способ пайки: подготовленную деталь (изделие) нагревают и обсыпают бурой, затем нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
Дефекты при пайке, их причины и меры предотвращения следующие:
припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира и других загрязнений. Для предотвращения несмачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира; наплывы или натеки припоя вследствие недостаточного прогрева детали, припой не расплавился.
![]()
Рис. 1. Лужение деталей: а — погружением в ванну с оловом, б — нагрев деталей для облуживания, в — обслуживание растиранием олова
Безопасность труда при выполнении паяльных работ и лужении. Рабочие места, предназначенные для выполнения работ по пайке мелких деталей, должны оборудоваться местными вытяжными устройствами, обеспечивающими скорость движения воздуха непосредственно на месте пайки не менее 0,6 м/с.
В помещениях, где выполнялись паяльные работы, должно производиться мытье полов, сухая уборка пола не разрешается. Хранение одежды в помещениях, где производится пайка, запрещается.
В непосредственной близости от рабочих мест, предназначенных для выполнения работ по пайке мелких деталей мягкими припоями, должны устанавливаться: умывальник, бачок с 1%-ным раствором уксусной кислоты для предварительного обмывания рук и легкообмы-ваемые переносные емкости для сбора бумажных или хлопчатобумажных салфеток и ветоши. Около умывальника постоянно должны быть мыло, щетки, салфетки для вытирания рук. Применение полотенец общего пользования не разрешается.
Подготовка металлов и процесс пайки связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление.
Поэтому при пайке, и лужении необходимо соблюдать следующие правила;
рабочее место паяльщика должно быть оборудовано местной вентиляцией;
не допускается работа в загазованных помещениях;
после окончания работы и перед принятием пищи тщательно мыть руки мылом;
химикаты засыпать осторожно малыми порциями, не допуская брызг.Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками в плетеных корзинах с мягкой прокладкой;
пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества теплоты. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву;
- не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, притирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
- при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева;
- при работе с паяльными лампами: проверить исправность лампы, горючее наливать в лампу не более 75% емкости; недопустимо доливать или наливать горючее в не-остывшую лампу; керосиновую лампу заправлять только керосином; работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.![]()
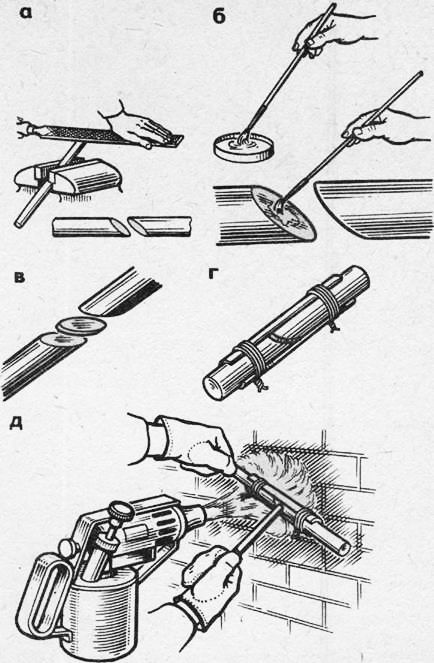
Рис. 2. Пайка твердыми припоями: а — подгонка поверхностей деталей, б — смазывание поверхностей деталей флюсом, в — вставка медной пластины, г — фиксирование соединяемых деталей направляющей прокладкой, д — нагрев деталей
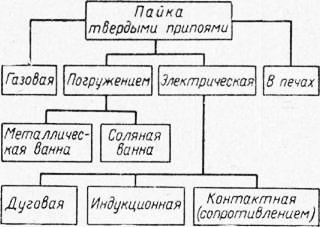
Имеется несколько способов пайки твердыми припоями. Эти способы могут быть классифицированы по способу нагрева металла в процессе пайки. Обычно твердые припои разделяются на медные, медно-цинковые, медно-никелевые и серебряные. Отдельную группу составляют алюминиевые припои. Наиболее важные твердые припои стандартизованы.
Припой ПМЦЗ б из-за низкой прочности и хрупкости в машиностроении не применяется. Припои ПМЦ48 и ПМЦ54 ввиду недостаточной пластичности и низкой вибростойкости паянных ими соединений применяются мало. Наибольшее распространение получили припои JI62 и JIOK 62-06-04, дающие прочные паяные соединения. Предел прочности припоя JI62 составляет 30 кГ/мм2 при относительном удлинении 35 %.
Основой большинства флюсов для твердой пайки является бура Na2B407, кристаллизующаяся с десятью частями воды в крупные прозрачные бесцветные кристаллы Na2B407 • ЮН20. Кристаллическая бура начинает плавиться при 75 °С; по мере
усиления нагрева она постепенно теряет воду, сильно вспучиваясь и разбрызгиваясь, и переходит в безводную соль — плавленую или жженую буру, плавящуюся при температуре 783 °С. Бура в расплавленном состоянии может быть нагрета до высоких температур без заметного испарения; она весьма жидкотекуча и энергично растворяет окислы многих металлов, в особенности окислы меди.
Для пайки нержавеющей стали применяется смесь из равных частей буры и борной кислоты, замешанных на насыщенном водном растворе хлористого цинка до пастообразного состояния. При пайке серого ковкого чугуна для выжигания графита и увеличения чистой металлической поверхности, смачиваемой припоем, во флюсы часто вводят сильные окислители (хлорат калия, перекись марганца, окись железа и т. д.).
Флюсы могут иметь форму порошка или пасты. Применяются также флюсы и в виде жидких растворов, например раствор буры в горячей воде. Иногда целесообразно применять прутки припоя, покрытые флюсом. Флюсующее действие могут оказывать составные части самого припоя. Например, фосфор, окисляясь в фосфорный ангидрид, является хорошим флюсом для меди и медных сплавов, восстанавливая окислы и переводя их в легкоплавкие фосфорнокислые соединения. Поэтому фосфористые медные ири-пои не требуют флюсов для пайки медных сплавов, что очень удобно на практике.
![]()
Порошкообразные флюсы можно посыпать тонким слоем на кромки, причем часто применяется предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипая к металлу, и не сдувались пламенем горелки при пайке. В порошкообразный флюс можно также обмакивать конец прутка припоя, нагретый выше температуры плавления флюса, который прочно пристает к прутку. Пасты и жидкие растворы наносят кистью или в них обмакивают припой. Можно изготовлять пасту из флюса с порошкообразным припоем и наносить ее на кромку перед пайкой.
Существенное значение имеет величина зазора между соединяемыми кромками, которая должна быть малой как для улучшения всасывания жидкого припоя действием капиллярных сил, так и для увеличения прочности соединения. Для серебряных припоев рекомендуется зазор 0,05—0,15 мм; для пайки медью в защитном газе рекомендуются зазоры 0,1—0,2 мм. Строгие требования в отношении величины зазора заставляют производить достаточно чистую механическую обработку поверхностей, так как грубая обработка, например опиловка напильником или опескоструивание, может быть причиной чрезмерного расхода припоя в соединении и резкого падения его прочности.
Для хорошего смачивания припоем поверхность, подлежащая пайке, должна быть безукоризненно чистой. Обезжиривать можно горячей щелочью, трихлорэтиленом или четыреххлористым углеродом. Окислы удаляют травлением в кислотах с последующей тщательной промывкой и сушкой.
![]()
Механическую очистку производят протиркой ветошью, тонкой наждачной бумагой, шлифованием мелкозернистыми шлифовальными кругами, щетками и т. д. При сборке часто предварительно наносят флюс на кромки и размещают припой между кромками; в этом случае применяют припой в форме фольги или тонкого порошка, или же припой в виде проволоки или ленты, помещаемой около места пайки.
Собранные детали перед пайкой должны быть достаточно прочно скреплены проволочными связками, шпильками, точечной сваркой и т. д., с тем чтобы устранить возможность смещения деталей при нагреве и в процессе пайки. Поверхность изделий, которая не должна облуживаться, покрывают перед пайкой пастой из мела, глины, графита или их смесей, или смачивают раствором хромовой кислоты и тому подобными веществами, устраняющими прилипание припоя к поверхности изделия.
Пайку изделий твердыми припоями применяют в том случае, если неразъемные соединения должны обладать достаточной прочностью (временное сопротивление 15—20 кгс/мм2).
Твердые припои имеют температуру плавления выше 450 °С.
Для нагрева изделий при пайке твердыми припоями используют различные методы: газовым пламенем (горелкой), в печах, в соляных ваннах, токами высокой частоты, на электрических контактных машинах.
Читайте также: