
Очистка сточных вод машиностроительных предприятий реферат
Обновлено: 02.07.2024
К машиностроительной отрасли относятся заводы автомобильные, тракторные, комбайностроения, сельскохозяйственных машин, автотракторной электроаппаратуры, подшипниковые, станкостроительные, инструментальные и др. Технологические процессы большинства этих заводов во многом аналогичны, Так как их основными цехами являются сборочные, механические, инструментальные, кузнечные, прессовые, литейные, термические, защитных покрытий и окраски, вспомогательные.
Сточные воды большинства заводов машиностроительной промышленности можно разделить на следующие основные категории:
I — чистые от охлаждения технологического оборудования (50—80% общего количества);
II — загрязненные механическими примесями и маслами (10—15%);
III — загрязненные кислотами, щелочами, солями, соединениями хрома, циана и другими химическими веществами (5—10%);
IV — отработавшие смазочно-охлаждающие жидкости (СОЖ) или эмульсии (до 1%);
V — загрязненные пылью вентиляционных систем и горелой землей литейных цехов (10-20%);
VI — поверхностные (дождевые, талые, поливочно-моечные).
Характеристика сточных вод разных категорий приведена в табл. 54.1. Концентрация загрязнений в сточных водах уточняется по технологическим данным или по натурным измерениям.
Сточные воды I категории следует использовать в системе оборотного водоснабжения с охлаждением на градирнях, в брызгальных бассейнах, в закрытых теплообменных аппаратах.
Сточные воды II категории после очистки до концентрации механических примесей 10—30 мг/л и масел 5—20 мг/л целесообразно возвращать на технологические нужды в те производства, откуда они получены, а также использовать для подпитки систем оборотного водоснабжения и для полива территории. При возврате на подпитку очищенная вода подлежит стабилизационной обработке. Очистку и доочистку сточных вод II категории можно осуществлять по схеме рис. 54.1, выбирая вариант использования электрокоагуляции, напорной флотации или реагентной коагуляции. Для улавливания крупных механических примесей и песка используют также напорные и безнапорные гидроциклоны.
При применении реагентной напорной флотации используется сернокислый алюминий дозой 20—30 мг/л по активному продукту.
При варианте реагентной коагуляции можно применять сернокислый алюминий дозой 30—60 мг/л и известковое молоко для поддержания рН обрабатываемых сточных вод в пределах 7,5—8,5; продолжительность смешения сточных вод с реагентами 10—15 мин.
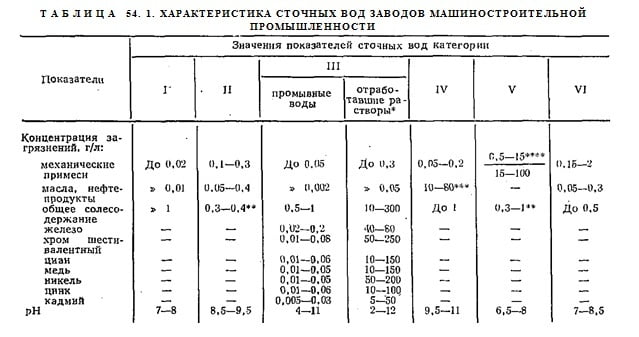
* Сбрасываются не чаще 1 раза в 1—2 недели.
** В зависимости от качества воды источника водоснабжения.
*** В зависимости от марки и состава применяемого эмульсола.
**** Над чертой даны механические примеси в основном от пыли вентиляционных систем, под чертой — от горелой земли.
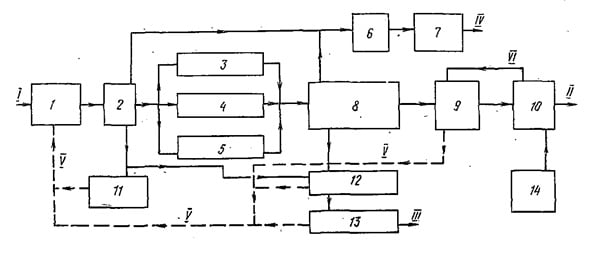
Рис. 54.1. Схема очистки сточных вод, загрязненных механическими примесями и маслами
1 — усреднитель; 2 — песколовки; 3 — установка электрокоагуляции; 4 — установка реагентной напорной флотации; 5 — установка реагентной коагуляции; 6 — маслосборник; 7 — установка обезвоживания масел; 8 — отстойники; 9 — фильтры доочистки; 10 — резервуары очищенной воды; 11 — песковые площадки; 12 — уплотнители осадка; 13 — установка обезвоживания осадка; 14 — установка стабилизационной обработки воды; I — сточные воды; II — очищенная вода; III — осадок; IV — масла; V — фильтрат; VI — регенерация фильтров
Для отстаивания сточных вод могут применяться горизонтальные и вертикальные отстойники, нефтеловушки с продолжительностью отстаивания не менее 2 ч или полочные отстойники.
Для доочистки воды можно применять встроенные в отстойники фильтры с загрузкой синтетическими волокнистыми материалами, отходами лавсанового производства и пр. Направление движения воды в фильтрах — снизу вверх, высота загрузки 0,8—1 м, скорость фильтрования 8—10 м/ч. Отмывка загрузки проводится в течение 20—30 мин прямым током жидкости с подачей под загрузку сжатого воздуху интенсивностью 80—100 м3/(ч*м2). Кроме того, применяются каркасно-засыпные фильтры, а также фильтры с загрузкой из пенополиуретана, регенерируемой механическим отжимом.
Количество осадка, выпадающего в отстойниках, составляет 1—3% объема сточных вод; влажность выпадающего осадка 98—99%. Осадок обезвоживают на подсушивающих площадках или вакуум-фильтрах, фильтр-прессах, центрифугах. Перед подачей на аппараты обезвоживания осадок предварительно уплотняют не менее 1 сут до влажности 96—95%. Удельная произво-дительность обезвоживающих аппаратов 15—20 кг/(ч*м2). Влажность обезвоженного осадка при применении вакуум-фильтров составляет 70—75%, фильтр-прессов — 55—65%, центрифуг — 80—85%. В некоторых случаях перед механическим обезвоживанием целесообразна предварительная коагуляция осадка хлорным или сернокислым железом и известью.
Из отстойников обводненные (содержание 60—80% воды) масла поступают в сборник, рассчитанный на накопление 5—7-суточного их количества. Обезвоживание масел производится их подогревом — до температуры 70—80° С. После обезвоживания содержание воды в маслах обычно составляет 10—20%. Собранные масла регенерируют или сжигают.
Стабилизационная обработка заключается в хлорировании очищенной воды для обезвреживания и предотвращения биологического обрастания. Остаточная доза хлора 1,5—2 мг/л при 3—4-разовом хлорировании в 1 сут. В отдельных случаях требуется подкисление воды для предотвращения карбонатных отложений: ориентировочная доза кислоты 1,5 мг-экв/л.
Возможна также обработка воды ингибитором для борьбы с коррозией. Сточные воды окрасочных камер, особенно при их значительных объемах, целесообразно выделять в самостоятельный поток с очисткой на локальных сооружениях. Применяется реагентная коагуляция, электрокоагуляция (алюминиевые электроды), фильтрование. Очищенная вода направляется в бытовую канализацию, а при глубокой очистке возвращается вновь на окрасочные камеры.
Сточные воды III категории расходом до 100 м3/сут целесообразно обрабатывать реагентами в камерах-реакторах периодического действия, расходом более 100 м3/сут в камерах проточного типа с обязательным автоматическим регулированием процесса очистки. Воду предварительно усредняют не менее 1—2 ч.
Для обезвреживания хромсодержащих сточных вод используют серную кислоту и бисульфит или сульфат натрия. Количество серной кислоты должно обеспечивать поддержание рН сточных вод в пределах 2,5—3. Дозу бисульфита натрия при концентрации шестивалентного хрома до 100 мг/л принимают равной 7,5 частей по массе на 1 часть хрома; при концентрации хрома более 100 мг/л — 5,5 частей по массе на 1 часть хрома. Затем в хромсодержащие воды для осаждения гидроокисей перед отстойниками подают известковое молоко до достижения стоками рН=8,5-9. Для очистки сточных вод от шестивалентного хрома возможно применение железосодержащих реагентов (железного купороса, отработавших травильных растворов, железной стружки).
Для обезвреживания циансодержащих сточных вод рекомендуется использовать щелочь (известковое молоко) и хлорсодержащие компоненты (жидкий хлор, гипохлорит натрия, гипохлорит кальция, хлорную известь и пр.). Количество щелочи должно обеспечивать поддержание рН сточных вод в пределах 10,5—11. Дозу активного хлора принимают равной 3,5 части по массе на 1 часть циана. Затем циансодержащие воды перед отстойниками подкисляют до рН=7-4-8,5. Для очистки от цианидов возможно также применение марганцевокислого калия и перекиси водорода. При значительных концентрациях циана в сточных водах (например, сточные воды от участков цианирования термических цехов) целесообразно применение электрохимической очистки. Количество реагентов при этом следует определять по стехеометрическим отношениям с учетом необходимого их количества для выделения соединений тяжелых металлов в виде гидроокисей в осадок. После реагентной обработки, отстаивания и в некоторых случаях фильтрования сточные воды обычно сбрасывают в бытовую канализацию или в водоем. Возврат очищенных реагентным методом и доочищенных на фильтрах сточных вод возможен лишь на неответственные операции процессов гальванических покрытий, гидрошламоудаление и т.п.
Перед отстойниками целесообразна подача 0,1%-ного раствора полнакриламида, что сокращает продолжительность отстаивания до 45 мин. При периодической схеме очистки отстаивание может быть предусмотрено непосредственно в реакторах.
Количество осадка с влажностью 98—99%, выпадающего в отстойниках, составляет 5—12% объема сточных вод. Сооружения по уплотнению и обезвоживанию осадка принимаются те же, что и при очистке сточных вод II категории.
Для стоков, загрязненных шестивалентным хромом с концентрацией до 100 мг/л, можно применять электрокоагуляционную очистку. В процессе электрокоагуляции одновременно с очисткой сточных вод от шестивалентного хрома происходит их очистка от других тяжелых металлов в пределах ПДК для сброса на городские сооружения биологической очистки.
Остальные очистные сооружения (отстойники, усреднители, установки обезвоживания осадка и пр.) такие же, как при реагентной очистке.
При необходимости возврата очищенных сточных вод на нужды цехов металлопокрытий следует предусматривать ионообменную очистку (см. гл. 21). Очистка отработавших регенерациоиных растворов и отработавших растворов ванн покрытий производится реагентным методом. Применение ионного обмена наиболее целесообразно при регенерации (возврате в производство) элюатов и отработавших растворов. Для возврата сточных вод возможно применение и других методов: электродиализа, гиперфильтрации, дистилляции, выпаривания.
Сточные воды V категории целесообразно выделять в самостоятельный поток с устройством оборотной системы, подпитываемой из промышленного водопровода или очищенными водами II категории. На предприятиях, имеющих крупные литеиные цехи, предусматривается централизованная оборотная система гидрошламоудаления. При мелких цехах возможно строительство локальных очистных установок с возвратом воды в производство. Сточные воды, загрязненные пылью и горелой землей, направляют на шламовые площадки или в отстойники, сгустители, а также осветляют на гидроциклонах с предварительной подачей реагентов. В качестве реагентов применяют сернокислый алюминий дозой 150—200 мг/л в расчете на AI2O3, полиакриламид дозой 1—2 мг/л по активному продукту, гашеную известь (при слабокислой реакции стока).
Очистка сточных вод VI категории производится в накопителях дождевого стока и на пенополиуретановых фильтрах. Объем накопителя рассчитывают на прием дождя максимальной интенсивности продолжительностью 20 мин и проверяют на прием дождя средней интенсивности продолжительностью 3—6 ч. Накопители должны быть оборудованы устройством для удаления осадка и нефтепродуктов. Перед накопителем необходима установка решеток. После очистки дождевые стоки целесообразно подавать на повторное использование в производство и на подпитку системы оборотного водоснабжения.
В некоторых случаях в связи с идентичностью состава стоков на промышленной площадке можно проектировать объединенные сети канализации и общие очистные сооружения для сточных вод II и VI категории.
Рост городов, развитие промышленности и сельского хозяйства привели к тому, что располагая гигантскими водными ресурсами, Россия уже испытывает в ряде регионов дефицит воды, а там где его еще нет, качество воды крайне низкое.
Гальванотехника - одно из производств, серьезно влияющих на загрязнение окружающей среды, в частности ионами тяжелых металлов, наиболее опасных для биосферы. Главным поставщиком токсикантов в гальванике (в то же время и основным потребителем воды и главным источником сточных вод) являются промывные воды. Объем сточных вод очень велик из-за несовершенного способа промывки деталей, который требует большого расхода воды (до 2 м 3 и более на 1 м 2 поверхности деталей).
Сточные воды многих гальванических цехов содержат в своем составе токсические вещества такие, как циан, хром, медь, свинец, кислоту, щелочи и др.
Превышение ПДК может вызвать прямое или косвенное вредное влияние на человека, животных, рыб. Действие хрома (VI), например, выражается в токсическом и канцерогенном проявлении.
Поэтому необходимо максимально уменьшить концентрацию токсикантов в промывных водах.
На машиностроительном предприятии обезвреживание сточных вод в том числе и от хромат-и цианид-ионов производят реагентным методом. Так, Сr (VI) восстанавливают до Cr(III), который менее токсичен, затем производят осаждение. Однако у этого метода есть недостатки. Основным недостатком этого метода является большое количество шламов, содержащих токсичные соединения тяжелых металлов. Утилизация и переработка образующихся шламов - очень сложное и дорогостоящее производство, а в некоторых случаях шламы не поддаются переработке. Основным методом обезвреживания таких отходов является захоронение их на специальных площадках, если таковые предусматриваются. Таким образом, возврат химреактивов и металлов в цикл производства практически исключен.
С учетом этого целью данной работы явилась оценка возможности обезвреживания цианидов реагентным способом и хром содержащих сточных вод методом ионообменной сорбции с последующей регенерацией хромат - ионов.
1.1. Методы удаления растворимых примесей сточных вод
Удаление растворимых примесей осуществляется экстракцией, сорбцией, нейтрализацией, электорокоагуляцией, эвапорацией, ионным обменом, озонированием и т.п.
Рост городов, развитие промышленности и сельского хозяйства привели к тому, что располагая гигантскими водными ресурсами, Россия уже испытывает в ряде регионов дефицит воды, а там где его еще нет, качество воды крайне низкое.
Гальванотехника - одно из производств, серьезно влияющих на загрязнение окружающей среды, в частности ионами тяжелых металлов, наиболее опасных для биосферы. Главным поставщиком токсикантов в гальванике (в то же время и основным потребителем воды и главным источником сточных вод) являются промывные воды. Объем сточных вод очень велик из-за несовершенного способа промывки деталей, который требует большого расхода воды (до 2 м 3 и более на 1 м 2 поверхности деталей).
Сточные воды многих гальванических цехов содержат в своем составе токсические вещества такие, как циан, хром, медь, свинец, кислоту, щелочи и др.
Превышение ПДК может вызвать прямое или косвенное вредное влияние на человека, животных, рыб. Действие хрома (VI), например, выражается в токсическом и канцерогенном проявлении.
Поэтому необходимо максимально уменьшить концентрацию токсикантов в промывных водах.
На машиностроительном предприятии обезвреживание сточных вод в том числе и от хромат-и цианид-ионов производят реагентным методом. Так, Сr (VI) восстанавливают до Cr(III), который менее токсичен, затем производят осаждение. Однако у этого метода есть недостатки. Основным недостатком этого метода является большое количество шламов, содержащих токсичные соединения тяжелых металлов. Утилизация и переработка образующихся шламов - очень сложное и дорогостоящее производство, а в некоторых случаях шламы не поддаются переработке. Основным методом обезвреживания таких отходов является захоронение их на специальных площадках, если таковые предусматриваются. Таким образом, возврат химреактивов и металлов в цикл производства практически исключен.
С учетом этого целью данной работы явилась оценка возможности обезвреживания цианидов реагентным способом и хром содержащих сточных вод методом ионообменной сорбции с последующей регенерацией хромат - ионов.
Глава 1. Литературный обзор 1.1. Методы удаления растворимых примесей сточных вод
Удаление растворимых примесей осуществляется экстракцией, сорбцией, нейтрализацией, электорокоагуляцией, эвапорацией, ионным обменом, озонированием и т.п.
Экстракция - процесс перераспределение примесей сточных вод в смеси двух взаимно нерастворимых жидкостей(сточной воды и экстрагента) в соответствии с коэффициентом экстракции. На машиностроительных предприятиях экстракцию применяют для очистки сточных вод от фенола. Для интенсификации процесса экстракции перемешивание смеси сточных вод с экстрагентом осуществляют в экстракционных колоннах, заполненных насадками типа колец Рашига.
Сорбция наряду с использованием в процессах очистки газа широко применяется для очистки сточных вод от растворимых примесей. В качестве сорбента используют практически любые мелкодисперсные вещества (зола, торф, опилки, шлаки, глина), наиболее эффективным сорбентом является активированный уголь.
Электрокоагуляцию применяют для очистки сточных вод гальванических и травильных отделений от хрома и других тяжелых металлов, а также от цианов.
Ионообменные методы очистки сточных вод находят применение практически в любых отраслях промышленности для очистки от многих примесей, в том числе и шестивалентного хрома. Эти методы позволяют обеспечить высокую эффективность очистки, а также получить выделенные из сточной воды металлы в виде относительно чистых и концентрированных солей. Вредность хрома в сточной воде уничтожается переводом хрома шестивалентного в трехвалентный солями сульфатом железа (II) в кислой среде:[19]
Сr +6 +3Fе +2 —2Сr +3 +3Fе +3
Например для хромового ангидрида и хромпика:
Образовавшиеся трехвалентные соединения хрома переводятся в осадок (оснований).
Рекомендуется брать избыток железного купороса в 1,5 раза и извести в 2,5 раза больше.
Для спуска в канализацию хромовые растворы разбавить водопроводной водой до концентрации хрома около 60 мг/л и добавить известковое молоко 0,3-0,4 г/л и железный купорос 1 г/л.
3. Количество кислоты, необходимой для образования осадка, определяется в зависимости от начальной кислотности раствора (рН=4,2-6,3). Время отстаивания осадка 1 час. Основными реагентами являются 10% растворы извести и сернокислого железа.
4. При смене растворов в травильных и обезжиривающих ваннах необходимо перед спуском в канализацию нейтрализовать соответственно щелочью или кислотой непосредственно в самих ваннах.
5. При смене электролитов в гальванических ваннах обезвреживание должно проводиться в самих ваннах или запасных емкостях.
6. Растворы промывных ванн один раз в неделю направлять в Ц.З.Л. для определения рН; При рН, выходящих из нормы (6,5-8,5), необходимо принять меры к доведению рН до нормы путем увеличения количества промывных ванн для данного (определенного) количества промываемых деталей [9].
7. В канализацию разрешается спускать только воды с рН=6,5-8,5.
8. Производить спуск в канализацию не обезвреженных травильных, обезжиривающих растворов и растворов гальванических ванн цехам завода категорически запрещается.
9. Спуск в канализацию нейтрализованных растворов гальванических ванн цехам разрешается производить только при получении свидетельства ЦЗЛ о содержании ядовитых веществ в нейтрализованном растворе не выше предельно-допустимых норм.
10. Цехам, применяющим в работе масла, растворители, нефтепродукты и смазывающе-охлаждающие жидкости, категорически запрещается сбрасывать в канализацию, их следует собирать в отдельные емкости и сдавать для утилизации.
11. Для организации этих работ на предприятии существует отдел охраны окружающей среды, который занимается контролем качества стоков. Проведение вышеуказанных мероприятий осуществляется на заводских очистных сооружениях.[9]
В состав реагентной установки обезвреживания хромосодержащих и нейтрализации кисло-щелочных сточных вод входит оборудование [10]

В промышленности вода играет весьма значительную роль: она используется как сырье, теплоноситель, хладагент, растворитель, источник получения водорода и кислорода, а так же для транспортирования сырья и материалов и т.д. Схема классификации воды по целевому назначению приведена на рисунке 1 [9].
Рисунок 1 – Схема классификации воды по целевому назначению
Питьевая вода должна быть чистой и безопасной для здоровья и соответствовать требованиям ГОСТ 2874-82. Техническая вода загрязнена, но в пределах требований технологии она значительно дешевле питьевой, поэтому ее целесообразно использовать в производстве в первую очередь. Энергетическая вода должна быть особенно чистой и обессоленной, так как из нее вырабатывается пар, который циркулирует в трубах котлов ТЭЦ. Охлаждающая вода имеет огромное значение в промышленности и потребляется в большом количестве (65-80 %). Чаще всего тепло воде передается (или отнимается) через стенки труб посредством теплообмена. Для того чтобы снизить образование накипи внутри труб, эту воду целесообразно очищать. Оборотную воду очищают лишь после многоразового использования, так как это более экономически выгодно [9].
Большое количество воды предприятия тратят на разбавление загрязненных сточных вод, чтобы добиться нормативного уровня их загрязнения. Это дешевле очистки, но бесхозяйственно и неэкономично.
Количественная и качественная характеристика сточных вод на предприятии
– чистые от охлаждения технологического оборудования (50-80 % общего количества);
– загрязненные механическими примесями и маслами (10-15 %);
– загрязненные кислотами, щелочами, солями, соединениями хрома, циана и другими химическими веществами (5-10 %);
– отработавшие смазочно-охлаждающие жидкости (СОЖ) или эмульсии (до 1 %);
– загрязненные пылью вентиляционных систем и горелой землей литейных цехов (10-20 %);
– поверхностные (дождевые, талые, поливочно-моечные).
– чистые, от охлаждения технологического оборудования (50-80 % общего количества);
– загрязненные механическими примесями и маслами (10-15 %);
– загрязненные кислотами, щелочами, солями, соединениями хрома, цинка, меди, никеля, циана и другими химическими веществами (50-80 %);
– отработанные смазочно-охлаждающие жидкости (СОЖ) или эмульсии (1-2 %);
– загрязненные пылью вентиляционных систем и горелой землей литейных цехов (10-20 %);
– поверхностные (дождевые, талые, поливочно-моечные).
Количество производственных сточных вод на машиностроительных заводах колеблется в значительных пределах в зависимости от характера производства и их мощности и определяется регламентом производства.
Сточные воды I категории следует использовать в системе оборотного водоснабжения с охлаждением на градирнях, в брызгальных бассейнах, в закрытых теплообменных аппаратах.
Сточные уводы II категории после очистки до концентрации механических примесей 10-30 мг/л и масел 5-20 мг/л целесообразно возвращать на технологические нужды в те производства, откуда они получены, а также использовать для подпитки систем оборотного водоснабжения и для полива территории. При возврате на подпитку очищенная вода подлежит стабилизационной обработке.
Очистку отработанных смазочно-охладительных жидкостей или эмульсий (IV категория сточных вод) перед их сбросом в городскую канализацию осуществляют на самостоятельных очистных сооружениях. В некоторых случаях (при незначительном количестве отработавших эмульсий, а так же для эмульсий, имеющих слабую эмульгированную пленку возможна их очистка совместно со сточными водами II категории. Отработавшие смазочно-охлаждающие жидкости после очистки на локальных установках могут быть сброшены в поток сточных вод II категории для дальнейшей их совместной очистки и доочистки.
Сточные воды V категории целесообразно выделять в самостоятельный поток с устройством оборотной системы, подпитываемой из промышленного водопровода или очищенными водами II категории. На предприятиях, имеющих крупные литейные цехи, предусматривается централизованная оборотная система гидрошламоудаления. При мелких цехах возможно строительство локальных очистных установок с возвратом воды в производство. Сточные воды, загрязненные пылью и горелой землей, направляют на шламовые площадки или в отстойники, сгустители, а также осветляют в гидроциклонах с предварительной подачей реагентов. В качестве реагентов применяют серно-кислый алюминий дозой 150-200 мг/л в расчете на Al2O3, полиакриламид дозой 1-2 мг/л по активному продукту, гашеную известь (при слабо-кислой реакции стока).
Сточные воды IIIкатегории образуются в процессе химической и электрохимической обработки изделий. Они содержат тяжелые металлы преимущественно в виде химических соединений, как правило. растворимых.
Сточные воды IV категории образуются при механической обработке изделий. Основная масса тяжелых металлов находится в них в виде мелкодисперсных взвесей, но часть может находиться в виде растворимых соединений.
По объему, составу загрязнений третья категория сточных вод является преобладающей. По существующей классификации, сточные воды этой категории делят на следующие группы: кисло-щелочные, хромосодержащие, циансодержащие, фторсодержащие.
Химические и электрохимические процессы обработки изделий являются основными источниками загрязнений сточных вод гальванических производств. Вода загрязняется в процессе охлаждения и мойки оборудования и тары, на основных и вспомогательных технологических операциях. Расход сточных вод достигает 500 м 3 /сут с 1000 м 2 производственных площадей. Сточные воды, как правило, разделяютися на промывные воды и отработанные концентрированные растворы. Их характеристики приведены в таблицах 1 и 2 [3,9].
Таблица 1 – Характеристика сточных вод цехов гальванопокрытий
Показатели | Промывные воды | Отработанные растворы |
рН | 3-11 | 3-11 |
Механические примеси, г/л | до 0,05 | до 0,3 |
Нефтепродукты, г/л | до 0,002 | до 0,05 |
Общее солесодержание, г/л | 0,5-1 | 10-300 |
Железо, г/л | 0,02-0,2 | 40-80 |
Хром шестивалентный, г/л | 0,01-0,08 | 50-250 |
Цианиды, г/л | 0,01-0,06 | 10-150 |
Медь, г/л | 0,01-0,05 | 10-150 |
Никель, г/л | 0,01-0,05 | 50-200 |
Цинк, г/л | 0,01-0,06 | 10-100 |
Кадмий, г/л | 0,005-0,03 | 5-50 |
Таблица 2 – Характеристика сточных вод
Категория сточных вод | Основные технологические процессы образования сточных вод | Состав загрязнений | рН среды |
Кисло-щелочные | Обезжиривание (химическое, электрохимическое), травление, активация, кислое меднение, никелирование, химическое никелирование, цинкование, кадмирование, железнение, оксидирование | , , , , , , , , синтанол ОС-10, сульфанол НП-3, авероль, амбрин, трилон В, , , , , , уротрипин, катапин, , , , , декстрин сульфированный, сульфирол-8, блескообразователь БС-1, , натрий лимонно-кислый трехзамещаемый, формалин, , , феррицианид, этилендиамин (10 % раствор), , , , , , ацетат натрия, цитрат натрия, , , , , , , блескообразователь-закрепитель У-2, ОС-20, лимеда НЦ-10, лимеда НЦ-20, , , , , , синтанол ОС-10, клей мездровый, тиомочевина, , , | 1,5-8,5 |
Циансодержащие | Цианистое меднение, цианистое цинкование, цианистое кадмирование, серебрение | , своб. ( своб.), , , , , | 4,5-9,0 |
| Хромосодержащие | Хромирование, пассивация, травление деталей из стали и медных сплавов, оци5нкованных кадмированных стальных деталей, электрохимическое анодирование деталей из алюминия, электрополирование | , , , , , , ПАВ, | 2,3-8,8 |
Фторсодержащие | Никелирование (борфтористо-водородное, кремнийфтористо-водородное), кадмирование (борфтористо-водородное) | , , , , , , , , закрепитель ДЦУ, амениламин, желатин | 3,5-5,5 |
Для каждой категории сточных вод существуют определенные технологические методы очистки, каждая из которых учитывает те или иные особенности содержащихся в воде загрязняющих веществ.
Сточные воды предприятия, в соответствии с заданием курсового проекта, сбрасываются в городскую канализацию, в которой происходит их смешивание с бытовыми сточными водами. Полученную смесь бытовых и производственных сточных вод очищают на единых очистных сооружениях.
К выпускаемым в канализацию производственным сточным водам предъявляется ряд требований. Они не должны [3,9]:
1) нарушать работу сетей и сооружений;
2) содержать более 500 мг/л взвешенных и всплывающих веществ;
3) содержать вещества, которые способны засорять трубы канализационных сетей или отлагаться на стенках труб;
4) оказывать разрушающее действие на материал труб и элементы сооружений канализации;
5) содержать горючие примеси и растворенные газообразные вещества, способные образовывать взрывоопасные смеси в канализационных сетях и сооружениях;
6) содержать вредные вещества в концентрациях, препятствующих биологической очистке сточных вод или сбросу их в водоем (с учетом эффективности очистки);
7) иметь температуру выше 40 0 С.
Если производственные сточные воды не удовлетворяют вышеперечисленным требованиям, то они должны подвергаться предварительной очистке.
Не допускаются залповые сбросы концентрированных производственных сточных вод в канализацию, а также сточных вод, содержащих в своем составе радиоактивные, токсичные и бактериальные загрязнения. Такие сточные воды должны быть предварительно очищены.
Ряд условий предъявляются и к смеси бытовых и производственных сточных вод, направляемых на совместную очистку. Температура смеси этих вод должна лежать в пределах 6-30 0 С, рН = 6,5—8,5. Общая концентрация растворимых солей в смесях этих вод не должна превышать 10 г/л, а величина БПКполн – составлять 500-1000 мг/л (в зависимости от типа применяемых сооружений биологической очистки). Смеси бытовых и производственных сточных вод не должно содержаться нерастворенных масел, смол, мазута и биологически жестких синтетических ПАВ. Ограничивается также концентрация вредных веществ, содержащихся в воде, которые могут оказать негативное влияние на процесс, протекающие в сооружениях биологической очистки [3].
Допустимая концентрация тяжелых металлов в сточных водах, поступающих на биологическую очистку: кадмий - 0,1 мг/л; медь - 0,5 мг/л; никель - 0,5 мг/л ;ртуть - 0,005 мг/л; свинец - 0,1 мг/л; цинк - 1 мг/л;
Необходимо указать, что состав очистных сооружений должен выбираться в зависимости от характеристики и количества поступающих на очистку сточных вод, требуемой степени их очистки, метода использования осадка и местных условий.
Таким образом, количество и состав производственных сточных вод зависит от ряда факторов: технологического процесса, режимов его поведения, состава сырья, промежуточных изделий и продуктов, выпускаемой продукции, состава исходной свежей воды и др.
Читайте также: