
Обработка фасонных поверхностей реферат
Обновлено: 01.07.2024
Растачивание резцом с поворотом верхнего элемента суппорта как один из ключевых методов обработки конических отверстий на токарных станках. Необходимость отсоединять салазки суппорта от винта поперечной подачи - основной недостаток конусной линейки.
| Рубрика | Производство и технологии |
| Вид | отчет по практике |
| Язык | русский |
| Дата добавления | 24.05.2015 |
| Размер файла | 17,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
В связи с переходом к новым экономическим отношениям в России произошли большие изменения в промышленности. Особо динамичным оказались изменения в металлообрабатывающей промышленности, а в ней - в машиностроении, где главная рабочая профессия - станочник.
На предприятиях, функционирующих в условиях рынка, к рабочему-станочнику предъявляются особые требования, необходимые при изготовлении конкурентоспособной продукции. Для создания продукции высокого качества малыми партиями, станочник должен уметь работать на разнообразном оборудовании (токарном, фрезерном, шлифовальном, и других станках), самостоятельно налаживая оборудование, выбирая оптимальные режимы обработки, устранять отказы, контролировать качество своего труда в условиях, когда нет технолога или мастера, технической библиотеки, отсутствует квалифицированная помощь рабочего, имеющего более высокий разряд.
При простоте станочного оборудования на многих предприятиях продолжает ощущаться дефицит кадров рабочих-станочников. По этой профессии создаются новые рабочие места, есть вакансии на больших и малых предприятиях различных форм собственности.
Целью учебной практики является:
Формирование первоначальных практических профессиональных умений в рамках модулей ОПОП СПО по основным видам профессиональной деятельности для освоения специальности, обучение трудовым приемам, операциям и способам выполнения трудовых процессов, характерных для соответствующей специальности и необходимых для последующего освоения ими общих и профессиональных компетенций по избранной специальности.
1. Технология обработки конических поверхностей на токарных станках
1. Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
2. Обработка конических отверстий. Приемы установки резцов.
3. Обработка наружных конических поверхностей поперечным сдвигом задней бабки.
4. Обработка наружных конических поверхностей с помощью конусной линейки.
Настройка станка при растачивании и развертывании конических отверстий. Контроль качества.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1--2 мм меньше диаметра малого основания конуса. После этого рассверливают отверстие одним или двумя сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток.
2. Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса производят угломерами.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером. Он состоит из основания, на котором на дуге нанесена основная шкала. С основанием жестко скреплена линейка. По дуге основания перемещается сектор, несущий нониус. К сектору посредством державки может быть прикреплен угольник, в котором, в свою очередь, закрепляется съемная линейка. Угольник и съемная линейка имеют возможность перемещаться по грани сектора.
Путем различных комбинаций в установке измерительных деталей угломера можно производить измерение углов от 0 до 320°. Величина отсчета по нониусу. Отсчет, полученный при измерении углов, производится по шкале и нониусу следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, -- число минут.
Для более точной проверки конусов в серийном производстве применяют специальные калибры.
Для проверки отверстия калибр, имеющий уступ на определенном расстоянии от торца и две риски, вводят с легким нажимом в отверстие и проверяют, нет ли качания калибра в отверстии. Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа или с одной из рисок или находится между рисками, то размеры конуса правильны. Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски войдут в отверстие или оба торца уступа выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Обработка наружных конических поверхностей поперечным сдвигом задней бабки
Смещение корпуса задней бабки производят, используя деления, нанесенные на торце опорной плиты, и риску на торце корпуса задней бабки.
Если на торце плиты делений нет, то смещают корпус задней бабки, пользуясь измерительной линейкой.
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно обтачивать конусы большой длины и вести обтачивание с механической подачей.
Недостатки этого способа: невозможность растачивать конические отверстия; потеря времени на перестановку задней бабки; возможность обрабатывать лишь пологие конусы; перекос центров в центровых отверстиях, что приводит к быстрому и неравномерному износу центров и центровых отверстий и служит причиной брака при вторичной установке детали в этих же центровых отверстиях.
Неравномерного износа центровых отверстий можно избежать, если вместо обычного применять специальный шаровой центр. Такие центры используют преимущественно при обработке точных конусов.
3. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10--12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой.
К станине станка прикреплена плита, на которой установлена конусная линейка. Линейку можно поворачивать вокруг пальца под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта. По линейке свободно скользит ползун, соединяющийся с нижней поперечной частью суппорта при помощи тяги и зажима. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун, захватываемый тягой, начнет перемещаться вдоль линейки. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу б поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки верхней части суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения.
Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле.
Подсчитав величину tg б, легко определить значение угла б по таблице тангенсов.
Применение конусной линейки имеет ряд преимуществ:
1) наладка линейки удобна и производится быстро;
2) при переходе к обработке конусов не требуется нарушать нормальную наладку станка, т.е. не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т.е. на одной оси, благодаря чему центровые отверстия в детали и центры станка не срабатываются;
3) при помощи конусной линейки можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия;
4) возможна работа е продольным самоходом, что увеличивает производительность труда и улучшает качество обработки.
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода
4. Технология обработки фасонных поверхностей и отделочных работ на токарных станках
1. Обработка фасонных поверхностей фасонными резцами.
2. Обработка фасонных поверхностей по копиру.
3. Накатывание рифлений.
Обработка фасонных поверхностей при одновременном действии продольной и поперечной подач резца.
Обработка фасонных поверхностей при одновременном действии продольной и поперечной ручных подач резца производится при небольшом количестве обрабатываемых деталей или при сравнительно больших размерах фасонных поверхностей. В первом случае изготовление даже обыкновенного фасонного резца нецелесообразно, во втором -- потребовался бы очень широкий резец, работа которым неизбежно вызвала бы вибрации детали. Фасонная поверхность детали обрабатывается рассматриваемым способом обычно в три приема, сущность которых будет ясна из приводимого ниже порядка обработки рукоятки.
Снятие припуска производится остроносым чистовым или проходным резцом. Для этого перемещают (вручную) продольные салазки влево и одновременно поперечные салазки суппорта вперед и назад. При обработке сравнительно небольших фасонных поверхностей продольную подачу осуществляют используя верхние салазки суппорта, установленного так, чтобы направляющие их были параллельны центровой линии станка; для поперечной подачи применяют поперечные салазки суппорта. В том и другом случаях вершина резца будет перемещаться по кривой. После нескольких проходов резца и при правильном соотношении величин подач (продольной и поперечной) обрабатываемая поверхность получит требуемую форму. Для выполнения этой работы нужен большой навык. Опытные токари, обрабатывая фасонные поверхности рассматриваемым способом, пользуются автоматической продольной подачей, перемещая одновременно с этим поперечный суппорт вручную.
5. Технология нарезания резьбы резцами
1. Изучение режимов резания. Контроль качества. Заточка резьбового резца.
2. Настройка станка на режим работы при нарезании треугольной резьбы. Установка резьбовых резцов. Выверка резца относительно детали.
3. Нарезание треугольной резьбы. Нарезание многозаходной резьбы.
4. Нарезание прямоугольной резьбы.
5. Нарезание трапецеидальной резьбы.
6. Нарезание упорной резьбы.
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14. 0,28 мм, диаметром до 48 мм -- 0,17. 0,34 мм, диаметром до 80 мм -- 0,2. 0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу:
где d -- наружный диаметр резьбы, мм; Р -- шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2. 0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1. 0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 . 0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм):
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2. 3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05. 0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1. 0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов -- 3. 6, а чистовых -- 3.
резец конический токарный суппорт
Раздел отчёта, в котором студент высказывает своё мнение о предприятии, об организации и эффективности практики в целом, социальной значимости своей будущей специальности. На основе изученного практического материала во время практики студенту следует выявить как положительные, так и отрицательные стороны деятельности организации базы- практики, а также предложить мероприятия по устранению выявленных недостатков и дальнейшему совершенствованию работы организации. Формулировать их нужно кратко и чётко. В конце заключения ставится дата сдачи отчёта и подпись автора.
1. Т.А. Багдасарова Токарь универсал АКАДЕМА 2005
2. А.Г. Холодкова Общая технология машиностроения АКАДЕМА 2005.
3. А.М. Бродский Черчение АКАДЕМА 2004.
4. С.А. Зайцев допуски посадки и технические измерения АКАДЕМА 2004.
Подобные документы
Система перемещения заготовки - рычажная. Основные работы, выполняемые на токарных станках. Приспособления для закрепления инструмента с хвостиком, для обработки фасонных поверхностей, для нарезания многозаходной резьбы. Оправка и её главное назначение.
контрольная работа [56,9 K], добавлен 12.02.2012
Техника безопасности при работе на токарном станке. Обработка конических, цилиндрических и торцовых поверхностей. Нарезание резьбы на токарных станках. Сверление и расточка отверстий. Обработка деталей на шлифовальном, строгальном и фрезерном станке.
контрольная работа [5,6 M], добавлен 12.01.2010
Применение фасонных резцов для обработки поверхностей на токарных станках. Подготовка чертежа к расчету резца и проектирование его державки. Расчет шпоночной протяжки. Расчет червячной фрезы для цилиндрических зубчатых колес с эвольвентным профилем.
курсовая работа [95,2 K], добавлен 08.02.2009
Понятие и виды токарной обработки. Устройство токарного станка, используемые инструменты и приспособления. Закрепление на станке и разметка заготовки из древесины, особенности вытачивания ее внутренних поверхностей. Правила безопасной работы при точении.
курсовая работа [405,0 K], добавлен 01.03.2014
Токарная обработка и классификация токарных станков. Сущность обработки металлов резанием. Геометрические параметры режущего инструмента. Влияние смазочно-охлаждающей жидкости на процесс резания. Образование стружки и сопровождающие его явления.
Обработка фасонных поверхностей – обтачивание поверхностей, обладающих криволинейной образующей. Эта процедура активно применяется в машиностроении для получения деталей с формой, отличной от цилиндра, конуса или плоскости. При помощи обтачивания фасонных поверхностей изготавливают такие изделия, как шаровые центры, рукоятки, молотки и маховики.
Методы обработки и используемый инструмент
Точение фасонных поверхностей производится на токарных или фрезерных станках. Существует несколько основных методов обработки:
- при помощи ручной и автоматической подачи проходных резцов при помощи суппорта;
- посредством фасонных резцов;
- с помощью копирных приспособлений и устройств.

С применением проходных резцов осуществляется обтачивание небольшого количества фасонных заготовок. Расположение режущих кромок и форма вершины резца подбираются в соответствии с углами наклона и радиусом изделия. Точение осуществляется посредством одновременного продольного и поперечного движения резца. При отсутствии опыта рекомендуется для отработки этих маневров рекомендуется выполнить следующее упражнение: в центрах или патронах устанавливается заготовка с фасонной поверхностью и сложным профилем, человек необходимо правильно перемещать суппорт, чтобы вершина режущего инструмента находилась на близком расстоянии от поверхности заготовки.
После приобретения необходимых навыков точения на токарных станках можно осуществлять комплексную обработку фасонных деталей. Изделие фиксируется в патроне. При помощи чернового резца поверхности придается ступенчатая форма. Удаляются вершины ступеней при помощи продольных и поперечных движений. Важно, чтобы интенсивность подачи и скорости обтачивания были на 30% меньше, чем при обработке наружных поверхностей изделий с цилиндрической поверхностью. После срезания ступеней посредством чистового резца фасонной детали придается окончательная форма. Проверка правильности обтачивания производится по шаблону.
Минусом обработки заготовок при помощи проходных резцов является малая производительность. Процесс точения требует от человека большое количество внимания и мастерства. Преимуществом этого способа является возможность использования стандартных проходных резцов, обладающих высокой прочностью и надежностью.
Также обработка поверхностей, обладающих криволинейной образующей, осуществляется при помощи фасонных резцов. Они соответствуют форме профиля заготовки. Существуют следующие разновидности этих инструментов:
- Стержневые: отличаются легкостью изготовления и затачиваются по передней поверхности. Минусом данных приспособлений является сложная заточка, способная привести к искажению формы профиля. По этой причине эти инструменты используются редко на производстве.
- Призматические: имеют 2 выступа для крепления к пазам станка. Верхняя плоскость выступает в роли передней поверхности. Подобная конструкция позволяет сохранять местоположение режущей кромки во время осуществления обработки. Профиль этих резцов образуется при помощи шлифования и фрезерования.
- Пружинные отрезные: оборудованы пружинящей державкой. Они обладают прорезью, куда вставляет винт. Эта конструкция позволяет контролировать жесткость державки. Данные резцы позволяют получить наиболее чистую поверхность.
- Дисковые: имеют форму диска с передней поверхностью. Благодаря наличию выреза, они предотвращают разброс металлической стружки во время проведения обработки. На боковых частях режущего приспособления находятся зубчики треугольной формы, фиксирующие местоположение резца.

Перед обтачиванием заготовки фасонный резец устанавливается на линии центров станка. Режущий инструмент должен находиться в горизонтальной плоскости под углом 90° относительно линии центров. Важно, чтобы ширина резца соответствовала диаметра обрабатываемой детали.
Заточка осуществляется по передней поверхности. Режущую кромку необходимо установить по центру обрабатываемой поверхности. Подача должна осуществляться равномерно и соответствовать жесткости заготовки. Скорость затачивания на 20% меньше, чем при обтачивании наружных поверхностей изделий цилиндрической формы. Во время обработки детали резец снимает большое количество металлической стружки, что приводит к появлению дополнительных колебаний и вибраций. Чтобы стабилизировать инструмент, необходимо снизить интенсивность резания и периодически охлаждать режущую кромку при помощи эмульсии или масла.

Обработка фасонных поверхностей по копиру имеет множество сходств с обтачиванием конических заготовок посредством конусной линейки. Копиром называется измерительный инструмент, имеющий криволинейное очертание. С помощью этой технологии резец придает заготовке поверхность, профиль которой будет эквивалентен профилю копира.
Для осуществления обработки фасонных поверхностей по копиру необходимо закрепить ролик в тяге и совершить продольные движения при помощи суппорта, отсоединенного от винта поперечной. В результате резец получает не только продольное, но и поперечное перемещение. Ролик во время обработки осуществляет передвижение по пазу криволинейной формы, образованному после наложения 2 пластин измерительного инструмента с криволинейным очертанием. Резец повторяет движение ролика и придает фасонной поверхности окончательную форму профиля. Если для обтачивания применяется односторонний копир, то прижим ролика происходит при помощи груза или пружинного механизма.
В нынешнее время в промышленных масштабах обработка фасонных поверхностей осуществляется посредством специализированных приспособлений, сообщающих резцу круговое движение по дуге с соответствующим радиусом. Наиболее часто применяются гидрокопировальные устройства, позволяющих обтачивать сложные профили и ступенчатые валики. Благодаря применению этого приспособления уменьшается время обработки и повышается производительность труда на предприятии.
Тонкости обработки фасонных поверхностей
Для проведения правильной токарной обработки фасонных деталей важно правильно устанавливать режущие приспособления. Рабочая кромка должна размещаться на 1 уровне с центрами станка. Рекомендуется применять угольник для проверки правильности местоположения режущего приспособления. Первое ребро измерительного инструмента прикладывается вдоль оси детали. Второе ребро подносится к боковой стороне режущего инструмента. Важно не допустить появление неравномерного просвета.

Величина подачи зависит от следующих факторов:
- размерные характеристики резца;
- диаметр обрабатываемой заготовки;
- местоположения поверхности детали относительно патрона.
Эти параметры применяются и во время обработки конических поверхностей. При правильной пропорции величин поперечной и продольной подачи позволит придать изделию максимально точную форму, соответствующую шаблону.
При обработке небольшого количества изделий нецелесообразно применять фасонные резцы, отличающие высокой стоимостью и сложностью изготовления. Если же необходимо обработать крупную партию заготовок, то необходимо амортизировать подачу режущего приспособления. С помощью этого приема повышается общая производительность.
Во время обтачивания заготовок с криволинейной образующей могут возникнуть следующие виды брака: неправильный профиль обработанной поверхности, низкая чистота обточенного изделия. Эти дефекты возникают из-за следующих причин:
- Неправильно подобранная форма режущего инструмента.
- Установка резца на неправильной высоте.
- Некачественная заточка приспособления для точения.
- Деформация изделия из-за интенсивного давления режущего инструмента в течение длительного времени.
- Неравномерное движение режущей кромки.
- Выбор неправильного места для размещения копира.
- Большая величина зазора между режущим инструментом и копиром.
Для предотвращения появления брака необходимо аккуратно устанавливать резцы и заготовку на токарном станке, производить проверку состояния рабочего оборудования и деталей.
Главным условием обработки деталей на станках является соблюдение техники безопасности:
- Человек, работающий с токарным оборудованием, должен иметь специальную униформу: производственный халат, ботинки, головные уборы и очки. Спецодежда предназначена для защиты мастера от попадания металлической стружки и травм различного характера. Униформа должна быть застегнута. Головные уборы и очки обязаны закрывать жизненно важные органы и быть в исправном состоянии.
- Нельзя работать с неисправным оборудованием. Важно проверить исправность рабочих приспособлений на предмет выявление внутренних или внешних поломок.
- Перед осуществлением токарных работ необходимо проверить патрон станка. На нем не должны присутствовать стружечные материалы или эмульсии. Также важно осуществить пробный пуск станка и проверить смазочные механизмы, системы управления и охлаждения.
- Во время проведения точения нужно следить за положением детали и режущего инструмента. Нельзя устанавливать заготовки с весом более 16 кг. При обработке важно осуществлять контроль за удалением металлической стружки и сливом жидкости для охлаждения.
- Запрещается производить остановку патрона руками, класть инородные предметы на токарный станок, удалять стружечные материалы при помощи струи воздуха и отходить от рабочего места.
- При работе на высоких скоростях необходимо пользоваться люнетами и специальными стружкоотводами.
Во время проведения обработки могут возникнуть нестандартные ситуации:
- на металлических частях появилось напряжение;
- исчезла фаза;
- появился дым или вибрация.
В этом случае необходимо выключить токарный станок, отвести людей на безопасное расстояние и сообщить о поломке.
Контроль фасонной поверхности
Контроль качества обработки поверхности производится при помощи шаблона или специального протектора посредством наложения профиля обработанной детали в увеличенном масштабе на чертеж. Выбор метода контроля зависит от масштаба производственных работ, необходимой точности обработки и выбора конструктивной базы. Выделяют следующие методы контроля точности обработки:
- Универсально-координатный. Он подразумевает численную диагностику местоположения отдельных зон фасонной поверхности относительно технологической базы. Расчет осуществляется в прямоугольной и полярной системы координат при помощи измерительных стержней, устанавливаемых на базовые точки поверхности. Универсально-координатный метод относится к контактным способам контроля затачивания. Наличие погрешностей во время расчетов зависит от формы наконечников стержня.
- Метод сравнения с образцом. Он заключается в сопоставлении значении профилей обработанной поверхности и шаблонной заготовки. Номинальные значения эталонных деталей прописаны в технологических картах. Во время измерений используются номинальные и предельные калибры с шаблонными значениями профиля. Они накладываются на поверхность изделия. Эта технология используется для контроля грубых фасонных поверхностей с большой величиной погрешности (от 0,2 мм).

Более точные результаты измерения точности заточки деталей можно получить при использовании оптических устройств. В этом случае производится фиксация базовых точек обработанного изделия при помощи наведения на них сетки оптического прицела.
Фасонные поверхности встречаются в конструкции деталей различного назначения и относительно широкой номенклатуры. В отличие от классических форм поверхностей — цилиндрических, конических, плоских — границы, определяющие фасонные поверхности, выражены менее четко. К фасонным относят поверхности, отличающиеся от упомянутых классических. К этому классу поверхностей относятся также резьбовые, зубчатые, шлицевые поверхности, рассматриваемые в отдельных разделах.
Классификация фасонных поверхностей предусматривает следующие три класса:
I — поверхности тел вращения с криволинейной образующей;
II — поверхности сложной формы с прямолинейной образующей;
III — пространственные фасонные поверхности.
Каждый класс включает две группы поверхностей: наружные и внутренние.
Технические требования, предъявляемые к фасонным поверхностям, включают те же показатели, что и для других поверхностей: точность, шероховатость, физико-механические и, в ряде случаев, оптические и другие свойства.
Детали, имеющие фасонные поверхности, наиболее широко представлены в изделиях авиационной техники, судостроении, инструментальном производстве, медицинской технике и инструментах, энергетическом оборудовании и др.
Общий арсенал методов обработки фасонных поверхностей различного класса включает обработку фасонным инструментом, обработку по разметке (в том числе с применением слесарно-механической обработки), обработку по копирам и шаблонам, обработку на копировальных станках, на станках с программным управлением, электрическую, электроэрозионную размерную обработку, безразмерную обработку мягкими инструментами .и в среде свободного абразива и других твердых тел. Ниже рассматриваются методы обработки фасонных поверхностей упомянутых классов.
Поверхности деталей (как наружные, так и внутренние) относят к фасонным, если они образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих.
На токарных станках фасонные поверхности получают:
· ручным или автоматическим поперечным и продольным движением подачи резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону;
· фасонными резцами, профиль которых соответствует профилю обработанной детали;
· с помощью приспособлений и копирных устройств, позволяющих обработать поверхность заданного профиля;
· комбинированием перечисленных выше методов.
Фасонные поверхности на длинных деталях, заданный профиль которых получается с помощью шаблона, копира и приспособлений, обрабатывают проходными резцами из быстрорежущей стали или твердого сплава.
При обработке галтелей и канавок радиусом R 20 мм режущую часть резцов выполняют с радиусом скругления, равным (1,5. 2)R. При этом используют как продольное, так и поперечное перемещение суппорта.
Для повышения производительности обработки фасонных поверхностей сложного профиля применяют фасонные резцы (рис. 4.39). Ширина фасонных резцов не превышает 60 мм и зависит от жесткости системы станок—приспособление — инструмент— обрабатываемая деталь (СИД) и радиального усилия резания.

Обработка проходными резцами
При небольшой партии заготовок и соответствующей подготовке рабочего фасонную поверхность можно обрабатывать проходным резцом при его одновременном продольном и поперечном движении, осуществляемом вручную.
При выборе резца форма его вершины и расположение режущих кромок должны позволить обработать фасонную поверхность с заданными углами наклона и радиусами.
Для приобретения навыка одновременного продольного и поперечного перемещения резца по заданной траектории следует предварительно (перед обработкой фасонной детали) выполнить несколько упражнений, что позволит освоиться с особенностями управления станком при фасонной обработке. Для этого в патроне или в центрах устанавливают готовую деталь с фасонной поверхностью сложного профиля. Перемещая суппорт координированным вращением его рукояток, следят за тем, чтобы вершина резца перемещалась в непосредственной близости (с одинаковым зазором до 1 мм) от поверхности детали.
Убедившись в надежности управления станком, переходят к обработке детали с фасонной поверхностью. На рис. 4.40, а показана последовательность обработки описанным способом фасонной поверхности заготовки рукоятки. Заготовку закрепляют в трех-кулачковом патроне, используя для этого поверхность А (рис. 4.40, б), и обрабатывают проходным резцом хвостовую часть рукоятки, состоящую из поверхностей В, С, D, и Е. Установив рукоятку в патроне по поверхности G (рис. 4.40, в), обрабатывают фасонную часть рукоятки. С помощью шкалы на станине станка производят разметку (вдоль оси заготовки) наибольшего и наименьшего диаметров фасонной поверхности рукоятки, а затем проходным резцом снимают черновой припуск в несколько проходов (см. заштрихованные участки на рис. 4.40, в).

Окончательный съем припуска (рис. 4.40, г) выполняют в несколько проходов. Вначале аккуратно снимают гребешки плавным перемещением резца вдоль оси обрабатываемой детали и возвратно-поступательным перемещением поперечных салазок суппорта. Затем к невращающейся заготовке прикладывают шаблон с профилем готовой детали, измеряют наибольший и наименьший диаметры фасонной поверхности и определяют места, с которых необходимо снять припуск. Для облегчения условий труда и повышения его производительности опытные рабочие используют автоматическую продольную подачу, перемещая вручную только поперечный суппорт.
Для повышения производительности и точности обработки фасонных поверхностей проходным резцом применяют копир (рис. 4.41). Фасонную поверхность рукоятки 2 обрабатывают резцом 7, поперечное перемещение которого осуществляется по копиру 5 пальцем 4 в соответствии с его профилем. Вместе с пальцем 4 в поперечном направлении перемещается тяга 3 и связанный с ней суппорт с резцовой головкой. При этом винт поперечного движения подачи выводится из зацепления с гайкой поперечного суппорта, а движение продольной подачи может осуществляться автоматически.

Обработка на токарном станке фасонных поверхностей по копиру по существу не отличается от обработки конических поверхностей с помощью конусной линейки. Необходимо лишь заменить конусную линейку линейкой с криволинейным очертанием (рис. 177), называемой копиром.
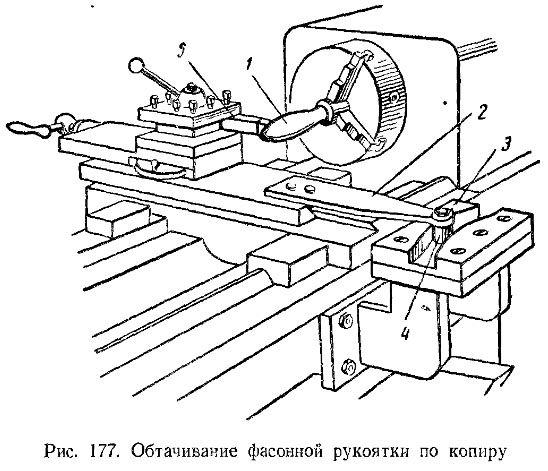
Если разъединить нижнюю суппорта с винтом поперечной подачи и затем сообщить каретке продольное перемещение, то резец получит от копира наряду с продольным также и поперечное перемещение. При этом резец, образующая которой будет соответствовать профилю копира. Такой способ работы называется работой по копиру.
На рис. 177 показано обтачивание фасонной рукоятки 1 при помощи копира 3. Ролик 4, закрепленный в тяге 2, совершает вместе с суппортом продольное движение. При этом он перемещается в криволинейном пазу, образованном двумя пластинами копира, и перемещает в поперечном направлении резец 5. Резец следует за движением ролика и таким образом воспроизводит на детали поверхность, профиль которой соответствует профилю копира.
Иногда фасонные поверхности деталей обтачивают при помощи одностороннего копира. В этом случае прижим ролика к копиру происходит под действием пружины или груза, подвешиваемого на тросе за станиной и перемещаемого вместе с кареткой.
Обрабатываемые поверхности деталей (как наружные, так и внутренние) относят к фасонным, если они образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих. На токарных станках фасонные поверхности получают: используя ручную поперечную и продольную подачу резца относительно заготовки с подгонкой профиля обрабатываемой поверхности по шаблону; обработкой фасонными резцами, профиль которых соответствует профилю готовой детали; используют поперечную и продольную подачу резца относительно заготовки, а также приспособления и копирные устройства, позволяющие обработать поверхность заданного профиля; путем комбинирования перечисленных выше методов для повышения точности и производительности обработки. Фасонные поверхности на длинных деталях, заданный профиль которых получается с помощью шаблона, копира, приспособления и т. п., обрабатывают проходными резцами из быстрорежущей стали или твердосплавными.
Рис. 43. Передняя кромка фасонных резцов
При обработке галтелей и канавок радиусом R 20 мм режущую часть резцов выполняют с радиусом скругления, равным (1,5-2)R (рисунок 43б). При этом используют как продольную, так и поперечную подачу суппорта.
Для повышения производительности обработки фасонных поверхностей сложного профиля применяют фасонные резцы (рисунок 44). Величина переднего угла g у фасонных резцов зависит от обрабатываемого материала: g=20-30 градусов (для алюминия и меди); g=20 градусов (для мягкой стали); g=15 градусов (для стали средней твердости); g=10 градусов (для твердой стали и мягкого чугуна); g=5 градусов (для труднообрабатываемой стали и твердого чугуна); g=0 градусов (для бронзы и латуни). Задний угол a выбирается в зависимости от конструктивных особенностей резцов: a=10-15 градусов для дисковых фасонных резцов и a=12-14 градусов для призматических фасонных резцов. Приведенные значения g и a относятся только к наружным точкам профиля резца; с приближением к центру дискового фасонного резца передний угол уменьшается, а задний - увеличивается. Размеры рабочей части и высота профиля круглых и призматических фасонных резцов должны соответствовать профилю, который получается при пересечении фасонной поверхности детали. передней поверхностью резца. На одном из торцов круглого фасонного резца выполнены зубцы, с помощью которых резец надежно закрепляют в резцедержателе станка и при заточке. Ширина фасонных резцов не превышает 40-60 мм и зависит от жесткости системы СПИД и радиального усилия резания.

Рис. 44. Фасонные резцы:
а) - цельный, б) - с механическим креплением режущей части, в) – дисковый
Обработка проходными резцами
При небольшом числе изготовляемых деталей и при достаточном навыке рабочего фасонную поверхность можно обрабатывать проходным резцом при его одновременной продольной и поперечной подаче, осуществляемой вручную. При выборе резца следует обратить внимание на то, чтобы форма его вершины и расположение режущих кромок позволили обработать фасонную поверхность детали с заданными углами наклона и радиусами.


Рис. 45. Обработка фасонных поверхностей проходными резцами
Для приобретения навыка перемещения резца по заданной траектории путем его одновременной продольной и поперечной подачи следует предварительно (перед обработкой фасонной детали) выполнить несколько упражнений, что позволит освоиться с особенностями управления станком при фасонной обработке. Для этого в патроне или в центрах устанавливают готовую деталь с фасонной поверхностью сложного профиля. Перемещая суппорт координированным вращением его рукояток, следят за тем, чтобы вершина резца перемещалась в непосредственной близости (с одинаковым зазором до 1 мм) от поверхности детали. Убедившись в надежности управления станком, переходят к обработке детали с фасонной поверхностью. На рисунке 45 показана последовательность обработки описанным выше способом фасонной поверхности рукоятки (а). Заготовку закрепляют в трехкулачковом патроне, используя для этого поверхность А (б) и обрабатывают проходным резцом хвостовую часть рукоятки, состоящую из поверхностей B, С, D и Е. Установив рукоятку в патроне по поверхности С, обрабатывают фасонную часть рукоятки (в). С помощью шкалы на станине станка производят разметку (вдоль оси заготовки) наибольшего и наименьшего диаметров фасонной поверхности рукоятки, а затем проходным резцом снимают черновой припуск в несколько проходов (см. заштрихованные участки на рисунке 45в). Окончательный съем припуска (г) выполняют в несколько проходов. Вначале аккуратно снимают гребешки путем плавного перемещения резца вдоль оси обрабатываемой детали и возвратно-поступательного перемещения поперечных салазок суппорта. Затем к не вращающейся заготовке прикладывают шаблон с профилем готовой детали, измеряют наибольший и наименьший диаметры фасонной поверхности и определяют места, с которых необходимо снять припуск. Производительность и качество обработки рукоятки зависят от навыка рабочего.
Для облегчения условий труда и повышения его производительности опытные рабочие используют автоматическую продольную подачу, перемещая вручную только поперечный суппорт. Для повышения производительности и точности обработки фасонных поверхностей проходным резцом применяют копир, рисунок 45д. Фасонную поверхность рукоятки 1 обрабатывают резцом 5, поперечное перемещение которого осуществляется копиром 3 и пальцем 2. Последний перемещается в поперечном направлении в соответствии с профилем копира. Вместе с пальцем 2 в поперечном направлении перемещаются тяга 4 и связанный с ней суппорт с резцовой головкой. При этом винт поперечной подачи выводится из зацепления с гайкой поперечного суппорта, а продольная подача может осуществляться автоматически.
На рисунке 45 также показаны приспособления для обработки фасонной поверхности по копиру на токарно-револьверном станке - маятниковая державка рисунок 45е и приспособление для обработки торца рисунок 45ж. Копирную линейку 3, рисунок 45е закрепляют в резцовой головке суппорта, а державку 1 с проходным резцом - в револьверной головке (или в пиноли задней бабки). При продольном перемещении хвостовика 6 державка 1 с резцом, опираясь копирным пальцем 2 на копирную линейку 3, поворачивается на оси 5, осуществляя поперечную подачу резца в соответствии с профилем копирной линейки. При обработке торцовых фасонных поверхностей, (рисунок 45ж) копир 8 закрепляют в револьверной головке (или в пиноли задней бабки), державку 2 с проходным резцом - в резцовой головке суппорта. Обработку торца производят при поперечной подаче резцовой головки.
Обработка фасонными резцами. Контроль.
Для обработки галтелей, резьбы и других фасонных поверхностей применяют фасонные резцы (рисунок 46).

Рис. 46. Обработка поверхности фасонными резцами
Профиль режущей кромки фасонных резцов полностью совпадает с профилем обрабатываемой поверхности и поэтому передняя поверхность резца устанавливается точно на линии центров станка. Поскольку фасонные резцы затачивают по передней поверхности, это нужно учитывать при повторной установке резцов. В горизонтальной плоскости резец должен быть установлен перпендикулярно линии центров станка; правильность установки проверяют угольником, который одним катетом прикладывают к цилиндрической поверхности детали, а другим - к боковой поверхности резца, при этом между угольником и резцом должен быть равномерный просвет.

Рис. 47. Призматические и круглые фасонные резцы
Применение призматических и круглых фасонных резцов позволяет обрабатывать фасонные поверхности сложного профиля. Передней поверхностью призматического фасонного резца служит торец призмы (рисунок 47б), а задний угол a образуется благодаря наклонному положению резца в державке.

Рис. 48. Призматические радиальные фасонные резцы
На рисунке 48 показаны призматические радиальные фасонные резцы, устанавливаемые на поперечном суппорте или в револьверной головке с горизонтальной осью вращения и предназначенные для работы с поперечной подачей. Режущую кромку резца необходимо устанавливать по центру обрабатываемой детали. Задние углы a, создаются соответствующей установкой резца в державке, что является преимуществом этой конструкции.

Рис. 49. Призматические тангенциальные резцы
На рисунке 49 показаны призматические тангенциальные резцы, которые при обработке перемещаются с поперечной подачей по касательной к обработанной поверхности. При такой обработке размеры детали зависят не от глубины резания, а от положения резца при установке. В начальный момент резания тангенциальный резец касается обрабатываемой поверхности в точке А (рисунок 49а), при этом задний угол имеет максимальное значение a1, a передний угол - минимальное значение g1. B конце резания (рисунок 49б), когда резец переместится на длину l, задний угол имеет минимальное значение, а передний угол - максимальное. Поскольку разница значений a и g тем больше, чем больше припуск, эти резцы применяют в основном для чистовой обработки. В случае расположения режущей кромки под углом l к обрабатываемой поверхности (рисунок 49в) резец врезается в деталь не сразу по всей длине, а постепенно и плавно, что позволяет обрабатывать малоустойчивые и широкие детали. Передняя поверхность круглого (дискового) резца (рисунок 47а) располагается ниже его оси на величину h, что необходимо для образования заднего угла. Если h равно 0,1 наружного диаметра резца, то задний угол a примерно равен 12 градусам.
На рисунке 50 показаны фасонные круглые резцы с винтовыми образующими режущих кромок. а) - для работы с поперечной подачей, б) - для обработки наружных поверхностей, в) - с продольной подачей для обработки внутренних поверхностей. Эти резцы обеспечивают получение меньшей шероховатости обрабатываемой поверхности по сравнению с круглыми резцами с кольцевыми образующими. Резцы с винтовыми образующими являются высокопроизводительным инструментом, который применяется на станках с револьверными головками. Подача фасонного резца должна быть равномерной и не превышать 0,05 мм/об при ширине резца 10-20 мм и 0,03 мм/об при ширине резца более 20 мм. Величина подачи зависит от жесткости детали.

Рис. 50 Фасонные резцы с винтовой образующей
Фасонную поверхность детали контролируют, как правило, шаблоном. Причины отклонения фактического профиля: неточность профиля резца или погрешность его установки, а также деформации детали при обработке, вызванные чрезмерно большими подачами.
Читайте также: