
Магнитопорошковый метод неразрушающего контроля реферат
Обновлено: 17.05.2024
Основан на явлении притяжения частиц магнитного порошка в местах выхода на контролируемую поверхность изделия магнитного потока, связанного с наличием нарушения сплошности материала. В намагниченных изделиях нарушения сплошности (дефекты) вызывают перераспределение магнитного потока и выход части его на поверхность (магнитный поток дефекта). На поверхности изделия создаются локальные магнитные полюсы, притягивающие частицы магнитного порошка, в результате чего место дефекта становится видимым (ГОСТ 21105-75).
Метод является одним из наиболее изученных и практически освоенных методов неразрушающего контроля. Он позволяет обнаруживать дефекты типа тонких поверхностных и подповерхностных нарушений сплошности, волосовин, трещин, расслоений, и др. Метод используется для обнаружения нарушений сплошности с шириной раскрытия у поверхности 0,001 мм и более, глубиной 0,01 мм и более.
Магнитопорошковый метод применяется для выявления подповерхностных дефектов, находящихся на глубине до 1,5-2,0 мм. От глубины залегания дефекта зависит ширина наслоения над ним ферромагнитного порошка. Если глубина залегания дефекта более 3…4 мм, то выявить его практически невозможно (если дефект не очень велик), так как полоса наслоения порошка становится размытой и неясной.
При наличии немагнитного покрытия на поверхности проверяемой детали чувствительность метода уменьшается. На рис. 4.6 показана схема выявления трещины на поверхности детали. Если немагнитного покрытия нет, то порошок над трещиной осаждается в виде четких линий (рис. 4.6, а), при толщине хромового покрытия 0,03 мм порошок осаждается в виде размытой линии (рис. 4.6, б), а при толщине покрытия свыше 0,1 мм практически все поле рассеяния дефекта сосредоточено в немагнитном покрытии и на поверхность не выходит, следовательно, дефект вообще невозможно обнаружить этим методом (рис. 4.6, в).
Чувствительность метода определяется магнитными характеристиками материала изделия, его формой и размерами, чистотой обработки поверхности, напряженностью намагничивающего поля, способом контроля, взаимным направлением намагничивающего поля и дефекта, свойствами применяемого магнитного порошка (или магнитно-люминесцентного), а также освещенностью рабочего участка.
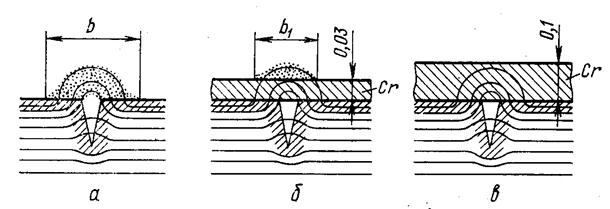
а - открытой трещины; б - скрытой под слоем хрома толщиной 0,03 мм;
в - скрытой под слоем хрома толщиной 0,1 мм
Рисунок 4.6 - Выявление трещин магнитопорошковым методом
Магнитопорошковый метод осуществляется способами приложенного магнитного поля или остаточной намагниченности. При остаточной намагниченности деталь сохраняет намагниченность после снятия внешнего магнитного поля, затем следуют технологические операции по нанесению магнитного порошка и т. д.
При контроле способом приложенного магнитного поля намагничивание и все остальные операции проводят одновременно. Этим способом пользуются, если деталь выполнена из магнитомягкого материала или имеет такую форму, что ее не удается намагнитить до требуемого значения индукции, а также в том случае, когда нужно обнаружить дефекты, расположенные на глубине более 0,01 мм, или скрытые под слоем немагнитного материала толщиной более 0,03 мм.
При магнитопорошковом методе контроля предусматривается следующая последовательность технологических операций:
- подготовка изделия к контролю. Изделия, подаваемые на намагничивающие устройства, должны быть очищены от покрытий, мешающих их намагничиванию или смачиванию (отслаивающаяся окалина, масла, грязь, иногда изоляционные покрытия и т. п.);
- нанесение магнитного порошка на контролируемое изделие. Применяют сухой магнитный порошок или магнитную суспензию (взвесь магнитного порошка в дисперсионной среде). В качестве дисперсионной среды могут применяться вода, масло, керосин, смесь масла и керосина и др. Водная суспензия должна содержать смягчающие и антикоррозионные добавки, а при необходимости - антивспенивающие;
- разбраковка проводится путем визуального осмотра поверхности изделий по наличию отложений магнитного порошка в местах дефектов. При необходимости, расшифровка результатов контроля может проводиться с применением оптических средств, тип и увеличение которых устанавливаются технической документацией на контроль, годные изделия, прошедшие контроль, должны быть размагничены в случаях, если они имеют трущиеся поверхности, если их намагниченность осложняет сборку узлов, куда они входят, или вносит погрешность в показания окружающих приборов.
Для размагничивания на изделие воздействуют переменным магнитным полем с напряженностью, убывающей от максимального значения до нуля. Изделия, нагреваемые после магнитного контроля до (600-700°С и выше, размагничивать не следует.
При выявлении дефектов в ферромагнитных материалах с темной поверхностью целесообразно применить магнитно-люминесцентный метод. Он позволяет обнаруживать тонкие, невидимые для глаза трещины различного происхождения. От магнитопорошкового метода этот метод отличается лишь применением магнитно-люминесцентного порошка (на 100 г магнитного порошка берут 15 г люминофора, например, люмогена светло-желтого). Свечение его в ультрафиолетовом излучении обусловлено Присутствием люминофора, адсорбированного на частицах. Дефекты обнаруживаются по яркому свечению порошка, оседающего над ними.
Акустические методы контроля
Акустический неразрушающий контроль основан на регистрации параметров упругих волн, возбуждаемых и (или) возникающих в контролируемом объекте.
Упругие колебания классифицируются на инфразвуковые, с частотой колебаний до 16 Гц; звуковые, с диапазоном колебаний от 16 до 20000 Гц; ультразвуковые, с частотой колебаний более 20000 Гц, гиперзвуковые, частотой колебаний более 10 9 Гц.
В практике неразрушающего контроля наибольшее распространение получили ультразвуковые и звуковые колебания.
Магнитные методы неразрушающего контроля решают следующие задачи:
феррозондовый метод контроля применяется для выявления поверхностных и под поверхностных (глубиной до 10 мм) дефектов типа нарушения сплошности материала: волосовины, трещин, раковин, закатов, плен и т.п., а также для выявления дефектов типа нарушения сплошности сварных соединений и для контроля качества структуры и геометрических размеров изделий, используется для определения степени размагниченности изделий после магнитного контроля;
этот метод можно применять на изделиях любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя;
магнитографическим методом контроля выявляют дефекты типа нарушения сплошности материала изделий, в основном для контроля сварных стыковых соединений из ферромагнитных материалов при их толщине от 1 до 18 мм.
Вихретоковый метод неразрушающего контроля основан на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых в объект контроля этим полем.
Данный метод применяют для контроля деталей, изготовленных из электропроводящих материалов.
Вихретоковые методы имеют два основных ограничения:
во-первых, их применяют только для контроля электропроводящих изделий; во-вторых, они имеют малую глубину контроля, связанную с особенностями проникновения электромагнитных волн в объект контроля.
Контрольно-измерительные задачи, решаемые с помощью вихретоковых методов:
позволяют обнаружить трещины, раковины, неметаллические включения и другие виды нарушений сплошности (дефектоскопия);
измерять толщины прутков, стенок труб (при одностороннем доступе), диаметр проволок, а так же толщины лакокрасочных, эмалевых, керамических, гальванических и других покрытий, нанесенных на электропроводящую основу (толщинометрия);
контролировать химический состав, механические свойства, остаточные напряжения (структуроскопия).
Неразрушающий контроль осуществляют с помощью СНК (средств неразрушающего контроля): приборов (дефектоскопов, толщиномеров, структуроскопов и т.д.) и установок, а также дефектоскопических веществ и материалов (проникающих и проявляющих жидкостей, магнитных порошков и суспензий, паст и т.д.), стандартных образцов, вспомогательного оборудования.
Дефектоскопы представляют собой приборы и установки, предназначенные для обнаружения дефектов типа нарушения сплошности.
Практически все дефектоскопы не только выявляют дефекты в изделии, но и определяют с установленной погрешностью его размеры и местонахождение. Некоторые дефектоскопы способны обнаруживать дефекты, определять глубину их и координаты относительно плоскостей изделия.
Структуроскопы в зависимости от их принципа действия могут определять физико-химические свойства материала, оценивать твердость и прочность материалов, глубину и качество термической обработки, обнаруживать отклонение содержания углерода от номинального значения, рассортировывать изделия по твердости, выявлять неоднородные по структуре области.
Принципиальный шаг вперед в области методов магнитного неразрушающего контроля был сделан после изобретения Е.М. Беловым "Способ прогнозирования местоположения течей трубопроводов", позволяющего выявлять аномальные участки трубопровода с поверхности земли за счет бесконтактного измерения его магнитного поля. На базе этого способа реализовано техническое устройство ИАМ-1. Из публикаций о результатах применения данного прибора можно сделать вывод о его достаточной эффективности в качестве индикатора аномальных участков трубопровода с отклонениями уровня напряженно-деформированного состояния металла от фоновых значений. Однако методические основы обследования указанным прибором для выявления точного местоположения, вида и опасности дефектов металла в печати или в нормативных документах не отражены и не могут быть проанализированы. Недостатком метода является отсутствие системы автоматической регистрации с заданным шагом (т.е. сканирования), т.е. появляется зависимость от человеческого фактора. Эффективность применения данной технологии может быть оценена широким кругом специалистов по НК лишь при публикации достаточно обширной статистики вскрытий по результатам обследований.
Раздел: Промышленность, производство
Количество знаков с пробелами: 13059
Количество таблиц: 0
Количество изображений: 1
Оглавление
Введение 3
1. Понятия о неразрушающих методах контроля 4
2. Магнитные методы неразрушающего контроля 5
2.1. Феррозондовый метод контроля 5
2.2. Магнитографический метод контроля 6
2.3.Вихретоковый метод контроля 8
3. Магнитопорошковый метод неразрушающего контроля 11
4. Чувствительности МПД 13
5. Методика применения МПД 15
5.1. Контроль детали на остаточном намагничении 17
5.2. Контроль детали в приложенном магнитном поле 17
6. Этапы магнитопорошкового контроля 19
6.1. Подготовка детали к контролю 19
6.2. Намагничивание объекта 19
6.3. Нанесение на поверхность детали магнитногоиндикатора (порошка или суспензии) 20
6.4. Осмотр объекта. Расшифровка индикаторного рисунка и разбраковка 20
6.5. Размагничивание и контроль размагниченности. Удаление с детали остатков магнитного индикатора 21
Заключение 22
Список использованной литературы 23
Введение
Магнитные методы неразрушающего контроля позволяют обнаруживать поверхностные и подповерхностные дефекты с большой точностью.Они дают возможность осуществления контроля на всех стадиях изготовления, при эксплуатации и при ремонте изделий. Высокая надежность дефектоскопической аппаратуры дает возможность использовать ее в различных условиях. Преимущество магнитных методов контроля заключается в простоте методики контроля, техническая доступность средств контроля в условиях производства, ремонта и эксплуатации.
1.Понятия о неразрушающих методах контроля
Неразрушающие методы контроля (НМК), или дефектоскопия, — это обобщающее название методов контроля материалов (изделий), используемых для обнаружения нарушения сплошности или однородности макроструктуры, отклонений химического состава и других целей, не требующих разрушения образцов материала или изделия в целом.
Основные требования, предъявляемые к неразрушающимметодам контроля, или дефектоскопии:
Возможность осуществления контроля на всех стадиях изготовления, при эксплуатации и при ремонте изделий;
Возможность контроля качества продукции по большинству заданных параметров;
Согласованность времени, затраченного на контроль, со временем работы другого технологического оборудования;
Высокая достоверность результатов контроля;
Возможность механизации иавтоматизации контроля технологических процессов, а также управления ими с использованием сигналов, выдаваемых средствами контроля;
Высокая надежность дефектоскопической аппаратуры и возможность использования ее в различных условиях;
Простота методики контроля, техническая доступность средств контроля в условиях производства, ремонта и эксплуатации.
Основными особенностями применения НМК являются дефектоскопияособенно ответственных деталей и устройств.
2. Магнитные методы неразрушающего контроля
2.1. Феррозондовый метод контроля
Феррозондовый метод контроля применяется для выявления поверхностных и подповерхностных дефектов (глубиной до 10 мм) типа нарушения сплошности материала: волосовин, трещин, раковин, закатов, а также для выявления дефектов типа нарушения сплошности сварных соединений и для контролякачества структуры и геометрических размеров изделий, используется для определения степени размагниченности изделий после магнитного контроля.
Феррозондовый метод основан на измерении феррозондовым прибором градиента напряженности магнитного поля рассеяния, созданного дефектом в намагниченном изделии, и сравнении результата измерения с порогом.
Вне контролируемой детали существует определенноемагнитное поле, которое создается для ее намагничивания.
Применение дефектоскопа — градиентометра обеспечивает выделение сигнала, вызванного дефектом, на фоне довольно большой медленно изменяющейся в пространстве составляющей напряженности магнитного поля. В феррозондовом дефектоскопе используется преобразователь, реагирующий на составляющую градиента нормальной составляющей.
Определение и применение магнитопорошкового метода контроля (МПД)

Магнитопорошковый метод — один из самых распространенных методов неразрушающего контроля стальных деталей. Он нашел широкое применение в авиации, железнодорожном транспорте, химическом машиностроении, при контроле крупногабаритных конструкций, магистральных трубопроводов, объектов под водой, судостроении, автомобильной и во многих других отраслях промышленности.
Масштабность применения магнитопорошкового метода объясняется его высокой производительностью, наглядностью результатов контроля и высокой чувствительностью. При правильной технологии контроля деталей этим методом обнаруживаются трещины, усталости и другие дефекты в начальной стадии их появления, когда обнаружить их без специальных средств трудно или невозможно.
Магнитопорошковый метод предназначен для выявления поверхностных и под поверхностных (на глубине до 1,5 . 2 мм) дефектов типа нарушения сплошности материала изделия: трещины, волосовины, расслоения, не проварка стыковых сварных соединений, закатов и т.д.
Суть магнитопорошкового контроля

Магнитный поток в бездефектной части изделия не меняет своего направления; если же на пути его встречаются участки с пониженной магнитной проницаемостью, например дефекты в виде разрыва сплошности металла (трещины, неметаллические включения и т.д.), то часть силовых линий магнитного поля выходит из детали наружу и входит в нее обратно, при этом возникают местные магнитные полюсы (N и S) и, как следствие, магнитное поле над дефектом.
Так как магнитное поле над дефектом неоднородно, то на магнитные частицы, попавшие в это поле, действует сила, стремящаяся затянуть частицы в место наибольшей концентрации магнитных силовых линий, то есть к дефекту. Частицы в области поля дефекта намагничиваются и притягиваются друг к другу как магнитные диполи под действием силы так, что образуют цепочные структуры, ориентированные по магнитным силовым линиям поля.
Наибольшая вероятность выявления дефектов достигается в случае, когда плоскость дефекта составляет угол 90грд. с направлением намагничивающего поля (магнитного потока). С уменьшением этого угла чувствительность снижается и при углах, существенно меньших 90грд. дефекты могут быть не обнаружены.
Способы нанесения индикатора
Виды намагничивания
При магнитопорошковом методе контроля применяют четыре вида намагничивания:
- циркулярный;
- продольный (полюсной);
- комбинированный;
- во вращающемся магнитном поле.
Наиболее распространены в практике контроля три первых вида намагничивания. Применительно к простейшим деталям – сплошному цилиндрическому стержню или полому цилиндру – формулировка видов намагничивания может быть следующая.
Циркулярный – это такой вид намагничивания, при котором магнитное поле замыкается внутри детали, а на ее концах не возникают магнитные полюса.
Продольный (полюсной) – это такой вид намагничивания, при котором магнитное поле направлено вдоль детали, образуя на ее концах магнитные полюса.
Комбинированный – это такой вид намагничивания, при котором деталь находится под воздействием двух или более магнитных полей с неодинаковым направлением.
Этапы магнитопорошкового контроля
1. Подготовка детали к контролю.
Подготовка детали к контролю заключается в очистке поверхности детали от отслаивающейся ржавчины, грязи, а также от смазочных материалов и масел, если контроль проводится с помощью водной суспензии или сухого порошка. Если поверхность детали темная и черный магнитный порошок на ней плохо виден, то деталь иногда покрывают тонким просвечивающим слоем белой контрастной краски.

2. Намагничивание детали.
Намагничивание детали является одной из основных операций контроля. От правильного выбора способа, направления и вида намагничивания, а также рода тока во многом зависит чувствительность и возможность обнаружения дефектов.
3. Нанесение на поверхность детали магнитного индикатора (порошка или суспензии).
Оптимальный способ нанесения суспензии заключается в окунании детали в бак, в котором суспензия хорошо перемешана, и в медленном удалении из него. Однако этот способ не всегда технологичен. Чаще суспензию наносят с помощью шланга или душа. Напор струи должен быть достаточно слабым, чтобы не смывался магнитный порошок с дефектных мест. При сухом методе контроля эти требования относятся к давлению воздушной струи, с помощью которой магнитный порошок наносят на деталь. Время стекания с детали дисперсной среды, имеющей большую вязкость относительно велико, поэтому производительность труда контролера уменьшается.
4. Осмотр детали. Расшифровка индикаторного рисунка и разбраковка.
Контролер должен осмотреть деталь после стекания с нее основной массы суспензии, когда картина отложений порошка становится неизменной.
Детали проверяют визуально, но в сомнительных случаях и для расшифровки характера дефектов применяют оптические приборы, тип и увеличение которых устанавливают по нормативным документам.
5. Размагничивание и контроль размагниченности. Удаление с детали остатков магнитного индикатора.
Применяют два основных способа размагничивания:
Читайте также: