
История офсетной печати реферат
Обновлено: 05.07.2024
В настоящее время технология офсетной печати является наиболее распространенным способом коммерческой печати. Тысячи бизнесменов России пользуются офсетной печатью, будь то для рекламы, или для непосредственного изготовления продукции. Но многие даже не знают, что же такое офсетная печать?
1. Понятие офсетной печати
Офсетная печать (англ. offset – перенос) – способ печатания, при котором краска с печатной формы передаётся под давлением на промежуточную эластичную поверхность резинового полотна, а с неё на бумагу или др. печатный материал.
В целом можно сказать, что офсетная печать, единственный вид печати, который не накладывает ограничений на оригинал-макетирование. Фактически можно воспроизвести на бумаге любой замысел дизайнера. По сути, ее единственный недостаток – невозможность экономичной печати малых тиражей.
Способ офсетной печати стал доминирующим благодаря целому ряду объективных причин, к числу которых относятся:
· универсальные возможности художественного оформления изданий (большая свобода в компоновке материала в пределах полосы, использование разнообразных по конфигурации, размерам и красочности элементов изображения и их сочетаний и т.п.);
· легкость (по сравнению со способом высокой печати) изготовления крупноформатной продукции на листовых и рулонных машинах при использовании бумаг различной массы;
· улучшение качества на базе стандартизации технологий и появление новых основных и вспомогательных материалов.
2. История офсетной печати
Первая офсетная печатная машина была создана в Англии приблизительно в 1875 году и, она была разработана для печати на металлической поверхности. Офсетный вал был покрыт специально пропитанным картоном, который переносил печатное изображение с литографского камня на поверхность металла. Примерно пять лет спустя, картонное покрытие офсетного цилиндра было заменено резиновым, которое до сих пор является наиболее часто используемым материалом.
Первым, кто применил офсетный метод для печати на бумаге, был, вероятно, американец Айра Вашингтон Рюбель в 1903 году. Он пришёл к этой идее случайно, заметив, что всякий раз, когда листок бумаги попадал в его офсетную печатную машину в процессе работы, литографский камень пропечатывал изображение на прорезиненном печатном валу, после чего изображение появлялось с обеих сторон печатной поверхности: прямая офсетная печать на лицевой стороне и изображение, перенесённое с резинового полотна на обратной стороне. Рюбель позже заметил, что изображение на обратной стороне бумаги намного более контрастное и чёткое чем прямой литографический оттиск, потому что мягкая резина способна сильнее прижать изображение к бумаге, чем твердый камень. Вскоре он решил сконструировать печатную машину, которая переносила бы каждое изображение сначала с плиты на резиновое полотно, а затем уже на бумагу. Братья Чарльз и Альберт Харрис приблизительно в то же самое время независимо от Рюбеля вели наблюдения за этим процессом и вскоре разработали офсетную печатную машину для компании Harris Automatic Press. Харрис спроектировал свою офсетную печатную машину на базе принципа действия ротационной машины высокой печати. В ней использовалась металлическая печатная форма, изогнутая вокруг цилиндра и расположенная в верхней части машины, она вплотную прилегала к красочному и увлажняющему валикам. Офсетный вал был расположен непосредственно ниже, и к нему примыкал вал с печатной формой. Печатный цилиндр, расположенный ещё ниже, прижимал бумагу к резиновой поверхности, чтобы перенести изображение на лист (см. схему). Хотя принцип лежащий в основе этого процесса используется до сих пор, будучи усовершенствованным, он предусматривает двустороннюю печать и рулонную подачу (используются бумажные рулоны, а не листы).
В 1950-ые годы офсетная печать стала самым популярным методом коммерческой печати. Поскольку были усовершенствованы печатные формы, краски и бумага, это делало ещё большей и без того превосходную производительность этой техники и увеличивало срок службы печатной формы. Сегодня большинство печатной продукции, включая газеты, печатается офсетным способом.
3. Технология офсетной печати
Технология О. п. основана на применении фотомеханических методов и электронной техники в формных процессах, а также использовании средств механизации и автоматизации при изготовлении форм и печатании. Офсетные печатные формы изготавливаются на алюминиевых или цинковых пластинах толщиной 0,35–0,8 мм, поверхность которых подвергают механической обработке (зернению) для получения равномерно матовой поверхности.
Печатающие и пробельные элементы на поверхности пластин образуются путём создания различных по молекулярно-поверхностным свойствам плёнок, устойчиво воспринимающих влагу или краску. Это т. н. монометаллические формы. Алюминиевые пластины для увеличения адсорбционной способности и повышения износостойкости поверхности подвергают комплексной электрохимической подготовке на автоматизированных гальванолиниях.
Применяются также способы изготовления форм на полиметаллических пластинах, основанные на использовании двух металлов с разными молекулярно-поверхностными свойствами: меди для создания устойчивых печатающих элементов и никеля (или хрома, нержавеющей стали) – для пробельных.
Высокие гидрофильность и износостойкость пробельных элементов позволяют применять полиметаллические формы при печатании изданий большими тиражами на высокоскоростных печатных машинах. Полиметаллические пластины обычно изготавливают на алюминиевой или стальной основе и гальваническим путём наносят на всю поверхность пластины плёнки меди толщиной до 10 мкм и никеля или хрома толщиной 1–3 мкм.
Печатающие элементы на монометаллических или полиметаллических пластинах создаются фотохимическим способом путём копирования изображения через негатив или диапозитив на светочувствительный копировальный слой. Такие слои изготавливают из высокомолекулярных соединений (альбумин, камедь сибирская лиственница, поливиниловый спирт и др.) и хромовых солей, или диазосоединений, с введением плёнкообразующих веществ или фотополимеров. Продукты фотохимические реакции хромовых солей обладают дубящим действием. При копировании на освещённых участках слой дубится и теряет способность растворяться в воде. С неосвещённых участков, защищённых непрозрачными элементами негатива или диапозитива, слой удаляется при проявлении, и на пластине создаётся изображение – печатающие элементы. Более широко используются копировальные слои на диазосоединениях, в которых под действием света происходит фотохимический распад в освещённых местах и слой удаляется с этих участков пластины при проявлении.
В копировальных слоях из фотополимеров под действием света на освещённых участках происходит полимеризация слоя и потеря растворимости в воде. С неосвещённых участков слой удаляется с этих участков пластины при проявлении. В копировальных слоях из фотополимеров под действием света на освещенных участках происходит полимеризация слоя и потеря растворимости в воде. С неосвещённых участков слой удаляется при проявлении. Копировальный слой на диазосоединениях и фотополимеры, нанесённые тонким слоем на металлические пластины (моно или полиметаллические), длительное время (более года) не изменяют свойств, что позволяет производить подготовку металлов и предварительное очувствление пластин на специализированных предприятиях. При изготовлении форм на предварительно очувствлённых пластинах печатающие элементы на монометалле создаются на копировальном слое, защищённом при копировании непрозрачными участками диапозитива и оставшимися после проявления копии.
На полиметаллических пластинах копировальный слой после проявления удаляется печатающих элементов и остаётся как временная защита на пробельных участках. Затем производят химическое или электрохимическое травление верхнего металла (никеля или хрома) до слоя меди, после чего удаляют защитный слой с пробельных элементов. В этом случае печатающие элементы создаются на поверхности меди, а пробельные – на никеле или хроме.
При всех способах изготовления форм после создания печатающих элементов производят обработку пробельных элементов гидрофилизующим раствором для придания им устойчивых гидрофильных свойств.
Отдельные операции процесса изготовления монометаллических форм (проявление, промывка, сушка) проводятся на механизированных установках, процессы обработки копии и изготовление полиметаллических форм – на механизированных линиях.
О. п. осуществляется на офсетных машинах. За каждый рабочий цикл машины происходит увлажнение печатной формы, накатывание краски на печатающие элементы, подача бумаги, собственно печатание и вывод готового оттиска на приёмный стол.
О. п. получила широкое применение благодаря механизации формных процессов, высокой производительности печатных машин, возможности воспроизведения всех типов изданий.
4. Принцип действия офсетной печати
При использовании офсетной печати используется, как минимум, два вала. Первый – это вал с формой, а второй – офсетный вал. Формой именуют покрытую светочувствительным слоем пластину из металла, на которую наносится изображение. По окончании процессов проявки и экспонирования определенная часть формы засвечивается, и начинает притягивать воду, отталкивая при этом краску. Эти засвеченные части формы именуются гидрофильными, а иногда олиофобными. Части формы, которые не подверглись засвечиванию, обладают обратным эффектом: притягивают краску, отталкивая воду. Естественно их названия противоположны предыдущим: гидрофобные или олиофильные.
Закономерно, что наносимая краска попадает лишь на гидрофобные части формы, за счет чего и формируется заданный рисунок или текст. Процесс печати сопровождается также работой системы увлажняющих валиков, омывающих форму водой, после чего система валиков с краской снова наносит краску на гидрофобные части. Рисунок или текст переносятся с формы на офсетный вал, а далее на запечатываемый материал, что снижает износ формы и повышает равномерность нанесения краски.
Особенности переноса рисунка или текста на печатную форму
Технологии переноса изображения или текста на печатную форму делятся на несколько видов. К примеру, computer-to-plate или CTP – это технология, предусматривающая прямой перенос на печатную форму с использованием плейтсеттера. Для традиционной компоновки характерен перенос с фотоформ, которые изготавливаются ручным способом (при помощи фотонабора), или же все той же технологией computer-to-film.
Печать цветных изображений офсетным способом
Сейчас офсетная печать является самым известным и распространенным видом печати, который по праву можно назвать классическим, если речь идет о печати на бумаге и картоне. Это основной способ печати большинства производимой полиграфической продукции. Печать полноцветных брошюр, изготовление буклетов, создание стикеров, дизайн журналов, тиражирование листовок, верстка книг, производство плакатов, визитных карточек, изобразительной продукции, всевозможных рекламных материалов, приглашений, календарей, плакатов, этикеток – все это сфера применения офсетной печати.
Технология офсетной печати позволяет производить высококачественную полиграфическую продукцию с оптимальным соотношением цена / качество, однако ее применение целесообразно при печати больших и средних тиражей и в небольших типографиях она используется нечасто.
Офсетная печать как наиболее распространенный способ коммерческой печати, объективные причины доминирования данного метода перед другими. История зарождения и развития офсетной печати, ее специфика и этапы технологического процесса, главные принципы.
| Рубрика | Журналистика, издательское дело и СМИ |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 26.10.2010 |
| Размер файла | 20,3 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Введение
В настоящее время технология офсетной печати является наиболее распространенным способом коммерческой печати. Тысячи бизнесменов России пользуются офсетной печатью, будь то для рекламы, или для непосредственного изготовления продукции. Но многие даже не знают, что же такое офсетная печать?
1. Понятие офсетной печати
Офсетная печать (англ. offset - перенос) - способ печатания, при котором краска с печатной формы передаётся под давлением на промежуточную эластичную поверхность резинового полотна, а с неё на бумагу или др. печатный материал.
В целом можно сказать, что офсетная печать, единственный вид печати, который не накладывает ограничений на оригинал-макетирование. Фактически можно воспроизвести на бумаге любой замысел дизайнера. По сути, ее единственный недостаток - невозможность экономичной печати малых тиражей.
Способ офсетной печати стал доминирующим благодаря целому ряду объективных причин, к числу которых относятся:
· универсальные возможности художественного оформления изданий (большая свобода в компоновке материала в пределах полосы, использование разнообразных по конфигурации, размерам и красочности элементов изображения и их сочетаний и т.п.);
· легкость (по сравнению со способом высокой печати) изготовления крупноформатной продукции на листовых и рулонных машинах при использовании бумаг различной массы;
· улучшение качества на базе стандартизации технологий и появление новых основных и вспомогательных материалов.
2. История офсетной печати
Первая офсетная печатная машина была создана в Англии приблизительно в 1875 году и, она была разработана для печати на металлической поверхности. Офсетный вал был покрыт специально пропитанным картоном, который переносил печатное изображение с литографского камня на поверхность металла. Примерно пять лет спустя, картонное покрытие офсетного цилиндра было заменено резиновым, которое до сих пор является наиболее часто используемым материалом.
Первым, кто применил офсетный метод для печати на бумаге, был, вероятно, американец Айра Вашингтон Рюбель в 1903 году. Он пришёл к этой идее случайно, заметив, что всякий раз, когда листок бумаги попадал в его офсетную печатную машину в процессе работы, литографский камень пропечатывал изображение на прорезиненном печатном валу, после чего изображение появлялось с обеих сторон печатной поверхности: прямая офсетная печать на лицевой стороне и изображение, перенесённое с резинового полотна на обратной стороне. Рюбель позже заметил, что изображение на обратной стороне бумаги намного более контрастное и чёткое чем прямой литографический оттиск, потому что мягкая резина способна сильнее прижать изображение к бумаге, чем твердый камень. Вскоре он решил сконструировать печатную машину, которая переносила бы каждое изображение сначала с плиты на резиновое полотно, а затем уже на бумагу. Братья Чарльз и Альберт Харрис приблизительно в то же самое время независимо от Рюбеля вели наблюдения за этим процессом и вскоре разработали офсетную печатную машину для компании Harris Automatic Press. Харрис спроектировал свою офсетную печатную машину на базе принципа действия ротационной машины высокой печати. В ней использовалась металлическая печатная форма, изогнутая вокруг цилиндра и расположенная в верхней части машины, она вплотную прилегала к красочному и увлажняющему валикам. Офсетный вал был расположен непосредственно ниже, и к нему примыкал вал с печатной формой. Печатный цилиндр, расположенный ещё ниже, прижимал бумагу к резиновой поверхности, чтобы перенести изображение на лист (см. схему). Хотя принцип лежащий в основе этого процесса используется до сих пор, будучи усовершенствованным, он предусматривает двустороннюю печать и рулонную подачу (используются бумажные рулоны, а не листы).
В 1950-ые годы офсетная печать стала самым популярным методом коммерческой печати. Поскольку были усовершенствованы печатные формы, краски и бумага, это делало ещё большей и без того превосходную производительность этой техники и увеличивало срок службы печатной формы. Сегодня большинство печатной продукции, включая газеты, печатается офсетным способом.
3. Технология офсетной печати
Технология О. п. основана на применении фотомеханических методов и электронной техники в формных процессах, а также использовании средств механизации и автоматизации при изготовлении форм и печатании. Офсетные печатные формы изготавливаются на алюминиевых или цинковых пластинах толщиной 0,35-0,8 мм, поверхность которых подвергают механической обработке (зернению) для получения равномерно матовой поверхности.
Печатающие и пробельные элементы на поверхности пластин образуются путём создания различных по молекулярно-поверхностным свойствам плёнок, устойчиво воспринимающих влагу или краску. Это т. н. монометаллические формы. Алюминиевые пластины для увеличения адсорбционной способности и повышения износостойкости поверхности подвергают комплексной электрохимической подготовке на автоматизированных гальванолиниях.
Применяются также способы изготовления форм на полиметаллических пластинах, основанные на использовании двух металлов с разными молекулярно-поверхностными свойствами: меди для создания устойчивых печатающих элементов и никеля (или хрома, нержавеющей стали) - для пробельных.
Высокие гидрофильность и износостойкость пробельных элементов позволяют применять полиметаллические формы при печатании изданий большими тиражами на высокоскоростных печатных машинах. Полиметаллические пластины обычно изготавливают на алюминиевой или стальной основе и гальваническим путём наносят на всю поверхность пластины плёнки меди толщиной до 10 мкм и никеля или хрома толщиной 1-3 мкм.
Печатающие элементы на монометаллических или полиметаллических пластинах создаются фотохимическим способом путём копирования изображения через негатив или диапозитив на светочувствительный копировальный слой. Такие слои изготавливают из высокомолекулярных соединений (альбумин, камедь сибирская лиственница, поливиниловый спирт и др.) и хромовых солей, или диазосоединений, с введением плёнкообразующих веществ или фотополимеров. Продукты фотохимические реакции хромовых солей обладают дубящим действием. При копировании на освещённых участках слой дубится и теряет способность растворяться в воде. С неосвещённых участков, защищённых непрозрачными элементами негатива или диапозитива, слой удаляется при проявлении, и на пластине создаётся изображение - печатающие элементы. Более широко используются копировальные слои на диазосоединениях, в которых под действием света происходит фотохимический распад в освещённых местах и слой удаляется с этих участков пластины при проявлении.
В копировальных слоях из фотополимеров под действием света на освещённых участках происходит полимеризация слоя и потеря растворимости в воде. С неосвещённых участков слой удаляется с этих участков пластины при проявлении. В копировальных слоях из фотополимеров под действием света на освещенных участках происходит полимеризация слоя и потеря растворимости в воде. С неосвещённых участков слой удаляется при проявлении. Копировальный слой на диазосоединениях и фотополимеры, нанесённые тонким слоем на металлические пластины (моно или полиметаллические), длительное время (более года) не изменяют свойств, что позволяет производить подготовку металлов и предварительное очувствление пластин на специализированных предприятиях. При изготовлении форм на предварительно очувствлённых пластинах печатающие элементы на монометалле создаются на копировальном слое, защищённом при копировании непрозрачными участками диапозитива и оставшимися после проявления копии.
На полиметаллических пластинах копировальный слой после проявления удаляется печатающих элементов и остаётся как временная защита на пробельных участках. Затем производят химическое или электрохимическое травление верхнего металла (никеля или хрома) до слоя меди, после чего удаляют защитный слой с пробельных элементов. В этом случае печатающие элементы создаются на поверхности меди, а пробельные - на никеле или хроме.
При всех способах изготовления форм после создания печатающих элементов производят обработку пробельных элементов гидрофилизующим раствором для придания им устойчивых гидрофильных свойств.
Отдельные операции процесса изготовления монометаллических форм (проявление, промывка, сушка) проводятся на механизированных установках, процессы обработки копии и изготовление полиметаллических форм - на механизированных линиях.
О. п. осуществляется на офсетных машинах. За каждый рабочий цикл машины происходит увлажнение печатной формы, накатывание краски на печатающие элементы, подача бумаги, собственно печатание и вывод готового оттиска на приёмный стол.
О. п. получила широкое применение благодаря механизации формных процессов, высокой производительности печатных машин, возможности воспроизведения всех типов изданий.
4. Принцип действия офсетной печати
При использовании офсетной печати используется, как минимум, два вала. Первый - это вал с формой, а второй - офсетный вал. Формой именуют покрытую светочувствительным слоем пластину из металла, на которую наносится изображение. По окончании процессов проявки и экспонирования определенная часть формы засвечивается, и начинает притягивать воду, отталкивая при этом краску. Эти засвеченные части формы именуются гидрофильными, а иногда олиофобными. Части формы, которые не подверглись засвечиванию, обладают обратным эффектом: притягивают краску, отталкивая воду. Естественно их названия противоположны предыдущим: гидрофобные или олиофильные.
Закономерно, что наносимая краска попадает лишь на гидрофобные части формы, за счет чего и формируется заданный рисунок или текст. Процесс печати сопровождается также работой системы увлажняющих валиков, омывающих форму водой, после чего система валиков с краской снова наносит краску на гидрофобные части. Рисунок или текст переносятся с формы на офсетный вал, а далее на запечатываемый материал, что снижает износ формы и повышает равномерность нанесения краски.
Особенности переноса рисунка или текста на печатную форму
Технологии переноса изображения или текста на печатную форму делятся на несколько видов. К примеру, computer-to-plate или CTP - это технология, предусматривающая прямой перенос на печатную форму с использованием плейтсеттера. Для традиционной компоновки характерен перенос с фотоформ, которые изготавливаются ручным способом (при помощи фотонабора), или же все той же технологией computer-to-film.
Печать цветных изображений офсетным способом
Заключение
Сейчас офсетная печать является самым известным и распространенным видом печати, который по праву можно назвать классическим, если речь идет о печати на бумаге и картоне. Это основной способ печати большинства производимой полиграфической продукции. Печать полноцветных брошюр, изготовление буклетов, создание стикеров, дизайн журналов, тиражирование листовок, верстка книг, производство плакатов, визитных карточек, изобразительной продукции, всевозможных рекламных материалов, приглашений, календарей, плакатов, этикеток - все это сфера применения офсетной печати.
Технология офсетной печати позволяет производить высококачественную полиграфическую продукцию с оптимальным соотношением цена / качество, однако ее применение целесообразно при печати больших и средних тиражей и в небольших типографиях она используется нечасто.
Подобные документы
Офсетная печать как новый вид плоской печати, ее отличительные признаки от литографии, история разработок и развития, необходимое оборудование и материалы. Схемы изготовления офсетных печатных форм, их разновидности, основные показатели прочности сырья.
контрольная работа [203,0 K], добавлен 09.03.2011
Принцип работы и условия применения листовой ротационной машины для офсетной печати. Печатный аппарат многоцветной машины непрямой орловской печати с ирисовым эффектом. Способ восстановления отработанных пластин и оценка эффективности его применения.
реферат [46,8 K], добавлен 10.04.2019
Современные способы печати полиграфической продукции. Виды трафаретной печати: шелкография и ризография. Плоская офсетная печать. Технология цифровой и глубокой печати. Флексография - высокая ротационная печать красками с применением эластичных форм.
контрольная работа [28,9 K], добавлен 15.01.2011
Общая характеристика мирового рынка полиграфических услуг, современные инновации в области печатных технологий. Преимущества и недостатки офсетной печати, ее основные технологические этапы. Отличительные особенности флексопечати и флексографии.
презентация [2,7 M], добавлен 20.02.2011
Современное состояние офсетной печати. Параметры качества тиражных оттисков. Синтез цвета при многокрасочном печатании. Определение оптимальных зональных оптических плотностей для различных печатных пар краска-бумага. Профилирование печатного процесса.
дипломная работа [3,3 M], добавлен 06.07.2010
Учет семантических, эстетических и эргономических факторов при проектировании макета учебного пособия по цветоведению. Принципы цветовоспроизведения и особенности, связанные с процессом офсетной печати книги. Технические аспекты создания макета книги.
дипломная работа [1,3 M], добавлен 19.03.2013
Флексографская печать - способ высокой прямой ротационной печати с эластичных рельефных печатных форм. Процесс изготовления полимерных форм флексографской печати. Основные принципы, используемые при выборе технологии и материалов для изготовления образца.
Офсетная печать, как и прежде, остается сегодня основным способом полиграфического воспроизведения полиграфической продукции в различных ее видах: газеты, журналы, книги, художественные альбомы, этикетки, упаковки, разнообразная акцидентная продукция. И сколько бы ни говорилось о ее бесперспективности, о конкуренции со стороны других печатных способов, она все же достаточно прочно удерживает ведущие позиции. В соответствии с исследованием Исследовательской информационной ассоциации полиграфистов Великобритании PIRA (Printing Information Research Association), в 2010 году рыночная доля офсетной печати среди других ее способов составила 40%, что превышает доли других основных способов печати. Что касается качества печати, то здесь конкурентом офсета может быть только глубокая печать с ее огромными тиражами. Верхний уровень качества для средних и больших тиражей почти полностью принадлежит офсетной печати. Область малых тиражей при высоком качестве продукции занимает цифровая печать (впрочем, и сюда активно внедряется офсетная печать), а область больших, а лучше сказать, сверхбольших тиражей при высоком уровне качества — глубокая печать.
Актуальность: несмотря на достаточно старую технологическую базу офсета и большое количество конкурентов на рынке, офсетная печать по-прежнему удерживает свои позиции в нише средних и больших тиражей с высоким качеством продукции. Пожалуй, главным соперником на данный момент является стремительно развивающаяся цифровая печать, однако и технологии офсета не стоят на месте: оборудование модернизируется, повышается качество красок и печатных форм.
Целью данного реферата является исследование становления офсетной печати, принцип ее технологического процесса, виды и подвиды офсетной печати, а также материалы для осуществления офсетной печати.
Методы исследования. В качестве методов исследования использованы:
- аналитический метод подразумевает структурный подбор информации, который заключается в последовательном изучении используемых источников для выявления констант, касаемо тематики полиграфической базы, новых технологий, дизайнерской продукции;
- метод сравнения устанавливает сходства и различия, определяет общее и специфическое, выявляет изменения, тенденции и закономерности. Первый уровень любого аналитического исследования;
- метод описания базируется на результатах наблюдения (качественное) и измерения (количественное) и может квалифицироваться как их завершающая фаза. Собранная информация излагается языком научных понятий, схем, графиков, цифровых данных, которые затем приводятся в работе.
ГЛАВА 1. ОФСЕТНАЯ ПЕЧАТЬ И ЕЕ ВИДЫ
В данной главе будет исследована офсетная печать, ее технологии, принципы и виды самой печати, а также история выбранного мной способа печати.
Для полиграфических работ чаще всего подходит офсетный способ печати. Существуют другие методы с полиграфической продукцией, но почему же офсетная печать наиболее распространена? Выбор обусловлен универсальностью метода, а созданная продукция отличается высоким качеством. Поэтому метод популярен и среди заказчиков, не знакомых с полиграфией.
Что такое офсетная печать?
При таком подходе бумажный лист напрямую не контактирует с печатной формой, и требуемое изображение переносят не в один, а в два этапа. Отпадает необходимость в использовании большого давления. Срок годности формы увеличивается, а показатели качества и скорости оттисков улучшаются по сравнению с другими методами.
Наряду с преимуществами есть и существенный недостаток – дороговизна маленьких тиражей. Но как считает типография, офсетная печать должна быть востребована дизайнерами. При изготовлении оригинал-макета отсутствуют ограничения, и можно воплотить любой замысел, перенеся его на бумагу.
Нынешнее доминирование офсетной печати в производстве полиграфических рекламных изделий связано с объективными причинами, среди которых важны:
- Высокое качество, связанное со стандартами технологии, а также возможность разработки передовых материалов как основных, так и вспомогательных;
- Лёгкость, с которой перерабатывает популярная офсетная печать тираж крупноформатной продукции, если всё сравнивать с методом высокой печати, и это происходит как на рулонных, так и обычных листовых машинах, к тому же с бумагой разной массы;
- Универсальные художественные возможности, т. е. свободная компоновка печатаемого материала на выбранной полосе, использование разных частей рисунка с выбором по эстетичной красочности, а также размеру и даже конфигурации, что положительно влияет на оформление.
История офсетной печати
Механизм для переноса любого изображения на металл придумали в Англии в XIX веке, в 1875 году. На первой офсетной машине главный вал покрывали картоном с особой пропиткой. В то время печатной формой был литографский камень, и с него нужный рисунок переносили прямо на металл. Лишь спустя пятилетку изнашиваемое картонное непрочное, и потому непрактичное, покрытие вала заменили более стойким резиновым, и до нынешнего времени это наиболее применяемый материал для покрытия офсетных цилиндров.
Лишь с начала XX века, в 1903 году замечательный американский печатник Айра Вашингтон Рюбель задумался над тем, что рисунок отображался с двух сторон поверхности. Когда в офсетный механизм подавался лист бумаги, рисунок сначала пропечатывался с базового литографского камня на печатный вал, а потом на основной стороне листа использовали прямой отпечаток. В то же время, с другой стороны, отпечатывался рисунок с выполняющего посредническую роль полотна из резины. У печатника появилась идея использования офсетного метода.
Сообразительный Рюбель подметил, что рисунок, с другой стороны, получается более чётким и контрастным по сравнению с прямым литографским отпечатком. Причина понятна: поверхность резинового вала мягкая и именно потому намного качественнее прижимает отпечаток к бумаге, чем жёсткий литографский камень. Постепенно офсетная печать продукции стала популярной, ведь изобретательный печатник сконструировал машину, в которой рисунок переносился на бумажный носитель не напрямую с плиты, а через посредническое полотно из резины.
Над значимыми изобретениями обычно работают в разных странах. Братья Чарльз и Альберт Харрис почти в тот же период времени и совершенно независимо от действий американца Рюбеля наблюдали за этим же интересным явлением и в конце концов придумали офсетный печатный механизм, который начала использовать компания Harris Automatic Press.
Предприимчивый Харрис сконструировал устройство по понятному принципу действия известного ротационного механизма высокой печати. Там также применялась печатная форма из металла. Она была изогнута по поверхности цилиндра и находилась сверху механизма. Так она могла плотно прилегать к переносящему краску и обычному увлажняющему валику.
Вал для офсета разместили ниже модуля покраски для примыкания к валу с начальной формой. А ниже от неё расположили цилиндр для печати, который для переноса изображения на бумажный носитель должен прижать последний к резиновой поверхности. При таком способе печати применяют не нарезанные листы, а цельные бумажные рулоны для непрерывной подачи и двусторонних оттисков. Это положительно влияет на качество офсетной печати, причём основополагающий принцип работы машины не изменился до сих пор, хотя и был усовершенствован.
Поскольку большое значение имеет коммерческая составляющая, в 1950-е годы метод офсетных оттисков стал наиболее популярным. Изобретатели усовершенствовали бумагу, создали особые краски и долгослужащие формы для печати. Срок использования элементов увеличился, рабочая производительность возросла, в результате чего офсетная печать листовок оказалась ещё более дешёвой. Этим же способом печатают и некоторые газеты.
Виды офсетной печати
На классы офсетная печать разделяется по двум значимым признакам: типу самих носителей, на которые наносится оттиск, и использованию увлажняющего раствора. В соответствии с последним офсет делят на традиционный и сухой. Что касается типов носителей, офсет называют узкоформатным, широкоформатным и полноформатным, а также рулонным и листовым. Далее будут рассмотрены характеристики и особенности всех видов офсетного производства.
Сухой офсет
В 1982 году компания из Японии Toray Industries предложила к использованию технологию сухого офсета, чтобы офсетная печать дешево стоила и использовалась активнее. При японском подходе отпала необходимость применения увлажняющего раствора. В традиционном же офсете это обязательный элемент. Вместо него для пробельных частей рабочей формы, где не должно быть краски, решили использовать силикон (см. Рис. 1).
Такой метод наделён и плюсами, и минусами. Процесс печати облегчён, ведь решается проблема с эмульгированием краски, и не искажаются градации. По идее, должна была получиться дешевая офсетная печать, потому что отпала необходимость поддерживать баланс воды и краски, как бывает при традиционной печати с увлажняющим раствором. В то же время при сухом офсете пробельные элементы формы должны по-прежнему правильно воспринимать краску, а для этого необходима усложнённая рецептура.

Рис. 1 Схема сухого офсета
Офсет с увлажнением
По сравнению с сухим офсетом этот метод не столь капризен, и технология максимально проста. Формы получаются дешевле, а производителей красок и материалов для форм больше в разных странах. Есть у этого метода и недостатки. Надо следить за количеством увлажняющего раствора: при его нехватке форма будет зажириваться краской, а при избытке начнётся типичное эмульгирование красок. Из-за рассматриваемых проблем для кого-то предпочтительной станет офсетная УФ-печать, ведь при традиционной печати излишнее увлажнение приводит к деформации бумаги. Возможны и сбои в приводке красок.

Рис. 2 Схема офсета с увлажнением
Листовой офсет
Если при печати используют не рулоны бумаги, а отдельные листы, речь идёт о листовом офсете. Каждый лист бумаги находится в стопе, и его извлекают присосами, расположенными на пневматическом приводе. Также листовая офсетная печать предусматривает выравнивание бумаги по переднему и боковому срезу перед подачей к месту, где соприкасаются цилиндры. Проходя между ними, бумага принимает изображение (см. Рис. 3).
Используя листовой офсет, оказывают следующие услуги: изготовление упаковки и этикеток, производство рекламной продукции, выпуск периодических изданий и пр. Описанный метод печати популярен и относительно недорог.

Рис. 3 Принципиальная схема листовой печатной машины
Рулонный офсет
Если бумага поступает в печатную машину не отдельными листами, а из рулонов, говорят о рулонном офсете. Когда краска нанесена, полотно бумаги режут на нужные части и тут же фальцуют. Рассмотренные процессы позволяют получить на выходе механизма не только красочную, но и уже сфальцованную продукцию.
Чтобы бумажная лента подавалась в машину с нужным натяжением, в рулонных устройствах применяют механизм стабилизации. Кроме печатной секции в такой машине есть листовая приёмка, охлаждающие элементы, сушильные устройства и аппарат для фальцевания (см. Рис. 4).
Несмотря на преимущества офсетной печати, рулонные машины можно найти лишь в крупных типографиях, что связано с дороговизной устройств. С коммерческой точки зрения здесь интересны большие тиражи, иначе получатся необоснованные расходы. Плюс же в том, что рулонные машины высокопроизводительны и подходят крупным заказчикам.
Узкоформатный офсет
В другой терминологии такой офсет называют половинным. При этом используют полотно 50-60 см шириной. Область применения: высококачественные этикетки, буклеты, формуляры и бланки, т. е. изделия коммерческой направленности.

Рис. 4 Рулонная печатная машина
Полноформатный офсет
Диапазон печати полноформатных машин составляет 84-102 см. При этом возможно удвоение производительности, что удешевляет работу. Это происходит за счёт запечатывания сразу двух рулонов бумаги, т. е. не применяют листы офсетной печати – не та технология. Так выпускают журналы, а поскольку полосы могут оказаться на разных рулонах, их стыкуют на фальцовщике. Кроме этого, полноформатные машины используют для производства книг, упаковки, каталогов и других периодических изданий.
Широкоформатный офсет
Технология офсетной печати
Методика, по которой переносят изображение на бумагу с твёрдой формы, называется офсетным способом печати. Осуществляют это по шагам:
- Цилиндр с выгравированной формой контактирует до необходимого увлажнения с валиком, который смочен водой;
- Увлажнённая форма соприкасается с частью красочного аппарата – накатным валом, в результате краска прилипает к участкам с гравировкой;
- Вал с формой контактирует с офсетным полотном и окрашивает цилиндр, и далее изображение переходит на плёнку или бумагу.
- Мелкие детали хорошо пропечатываются. Когда конечный носитель окрашен, он оказывается в сушильной машине, а затем поступает на резку, формирование изделий и пр.
В типографии за текущими работами следит обученный человек с особыми качествами: художественным вкусом, хорошей образной памятью и развитым чувством формы. Это печатник, и от него зависит качество выполнения технологических процессов. Случайных людей на эту специальность не принимают – цена ошибки понятна: нельзя испортить заказ отсутствием понимания происходящего.
Офсетный тираж может полностью состоять из одноцветных изображений. А для усложнённых рисунков применяют технологию четырёх красок: любые оттенки создают из смешивания чёрного, жёлтого, пурпурного и голубого цветов. Четыре основных цвета обозначают аббревиатурой CMYK.
Для этих красок внутри машины есть четыре секции (см. Рис 5). В некоторых случаях применяют и пятисекционные устройства. При этом нет необходимости в отдельной офсетной машине: дополнительный ролик для лаков и прочих покрытий ставят сверху.
Есть особая маркировка, которую применяют при формировании заказа. Этим способом разделяют рисунок, нанесённый с двух сторон, и односторонний. И сразу понятно, чёрно-белая будет работа или цветная. Общепринятые обозначения:
1+0 — черно-белая односторонняя;
1+1 — черно-белая двусторонняя;
4+0 — цветная односторонняя;
4+1 — цветная односторонняя, а на обратной стороне черно-белый рисунок;
4+4 — печать продукции с двусторонним цветным рисунком.
В качестве исходного материала типографии закупают листы или рулоны бумаги. Соответственно процесс делится на листовой и рулонный, и машины работают с разной производительностью.

Рис. 5 Краска в офсетной печатной машине
ГЛАВА 2. МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ В ОФСЕТНОЙ ПЕЧАТИ
Как и в каждом из используемых ныне видов печати, в офсете есть свои индивидуальные требования к материалам, которые обеспечивают качество готовой запечатанной продукции. В данной главе будут рассмотрены два основных материала, применяемые в офсетной печати: бумага и краска. Далее будут исследована классификация бумаги для печати в соответствии с ГОСТ и виды офсетных красок, а также их оптические свойства.
2.1. Бумага в офсетной печати
С разными целями используют бумажные листы или рулоны. Офсетная бумага непосредственно влияет на уровень восприятия готового изделия. Для печати качественных иллюстрированных изданий, а также изобразительной продукции разработана бумага с плотностью 70-350 г/м2.
Чтобы офсетная печать дешево стоила, недопустимы перепечатки тиража, поэтому к бумаге предъявляют особые требования, связанные с технологическими нюансами. В процессе печати применяют жёсткие и прочные листы или рулоны. Также бумажный носитель должен сохранять размеры при увлажнении и обладать характеристиками впитываемости и проклейки соответствующего уровня.
Повышенная влагостойкость достигается благодаря проклейке офсетных бумажных листов. При этом вода не проникает в целлюлозные волокна в процессе печати, но краска свободно проникает и закрепляется.
Разные виды печати подразумевают бумагу с хорошей впитываемостью. В противном случае влага начнёт постепенно скапливаться на резине вала и не попадёт в краску. Есть и обратная сторона: если впитываемость превышает норму, на бумагу начнёт стягиваться краска с цилиндра, и в результате покровный слой бумаги размягчится, что приведёт к снижению качества отпечатка.
Хорошую бумагу используют для изготовления журналов, дорогих книг, качественно иллюстрированных изданий и хороших газет как цветных, так и обычных чёрно-белых. Помимо этого, создают листовки, брошюры, флайеры, постеры, каталоги и пр. Промо-материалы хорошо распространены, и постоянно нужна рекламная продукция. Можно представить, в каких количествах выпускают бумагу для офсетной печати.
Чистоцеллюлозные бумажные носители применяют для тиражей с длительным сроком эксплуатации готовых изделий. Также полиграфия офсетной печати использует бумажный носитель, содержащий 50-75% специальной древесной массы. Хотя срок годности уменьшается, это не критично для периодических изданий.

Будучи автором многочисленных пьес, Зенефельдер был озабочен поиском недорогих и доступных способов их тиражирования. Услуги типографий для молодого драматурга были не по карману, поэтому он постоянно экспериментировал с подручными средствами, пытаясь напечатать пьесы самостоятельно.
Сначала он делал стальные матрицы для отливки букв, вколачивал их в кусочки грушевого дерева и получал деревянные литеры для печати, но такие заготовки быстро разбухали от красителей и становились непригодными для использования.
Затем он пытался вырезать текст на медной пластине. Так как Зенефельдер не имел необходимых средств для приобретения соответствующего оборудования, вырезать буквы ему приходилось вручную, это занимало немало времени и сил. К тому же в его распоряжении была лишь одна медная пластина, которую приходилось постоянно стачивать и полировать. С каждым разом она становилась всё тоньше и тоньше. Крах потерпела и попытка вырезать текст на цинковой тарелке: изобретатель не знал, что такая тарелка изготавливалась из сплава свинца и цинка, поэтому плохо поддавалась травлению азотной кислотой.
Наконец, летом 1796 года Зенефельдеру улыбнулась удача. Как-то раз он собирался отдать в прачечную грязные вещи, но когда прачка пришла за заказом, у него не оказалось пера и бумаги, чтобы составить их перечень. Тогда изобретатель воспользовался оказавшейся под рукой краской, при помощи которой составил список вещей на доске из зольнхофенского известнякового камня. Когда прачка ушла, Зенефельдер протравил надпись на камне азотной кислотой и увидел, что камень после этого растворился, а текст стал выпуклым. Так, по воле случая, изобретатель открыл метод изготовления форм офсетной печати путём химической обработки зольнхофенского известнякового камня.
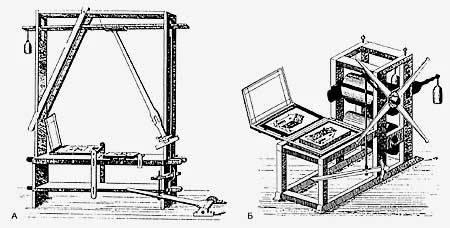
Печатные прессы Зенефельдера
Зенефельдер печатал свои ноты на уникальных печатных прессах, изготовленных по его чертежам местными мастерами. Он планировал усовершенствовать прессы, заменив цилиндрами их каменные плоские пластины, но так и не смог найти подходящего материала для их изготовления. Решение проблемы было найдено в 1886 году жителем Эдинбурга Рудди Джонстоном, который модернизировал литографический станок, оснастив его вместо плоского камня вращающимся цилиндром с гибкой металлической пластиной. В 1903 году американец Айра В. Рубель обтянул вращающийся цилиндр мягкой резиной, повысив тем самым качество и чёткость печати.
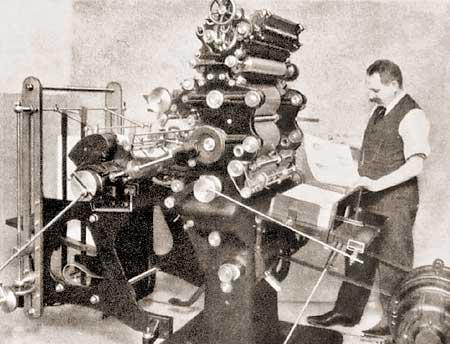
Рубель у своего печатающего станка
После презентации машины она тут же стала использоваться в типографиях, а во второй половине ХХ века, с появлением новых видов бумаги и красителей, она стала ещё более производительной и надёжной.
Современные машины офсетной печати с электронным управлением способны печатать как на форматных листах, так и на рулонных носителях. Их среднечасовая производительность достигает 120 тысяч оттисков.
В наше время офсетная печать используется для изготовления периодических изданий, представительской и рекламной продукции.
На качество офсетной печати воздействуют качество запечатываемого материала, чистота и жёсткость воды, модель печатной машины и некоторые другие факторы.
Читайте также: