
Инструменты управления качеством реферат
Обновлено: 02.07.2024
Диаграмма процесса осуществления программы (PDPC — Process Decision Program Chart) — инструмент для оценки сроков и целесообразности проведения работ, но выполнению программ в соответствии со стрелочной диаграммой с целью их корректировки в ходе выполнения. Дает возможность: а) при планировании проанализировать последовательность действий и выявить проблемы, возникающие в ходе реализации программы. Читать ещё >
Инструменты и технологии управления качеством ( реферат , курсовая , диплом , контрольная )
Семь инструментов управления качеством
Эффективно решать задачи менеджмента качества позволяют семь инструментов управления, которые собраны Союзом японских ученых и инженеров (1979 г.) как средство управления качеством. К ним относятся:
- 1) диаграмма сродства (affinity diagram);
- 2) диаграмма (график) связей (interrelationship diagram);
- 3) древовидная диаграмма (дерево решений) (tree diagram);
- 4) матричная диаграмма, или таблица качества (matrix diagram or quality table);
- 5) стрелочная диаграмма (arrow diagram);
- 6) диаграмма процесса осуществления программы (process decision program chart — PDPG);
- 7) матрица приоритетов (анализ матричных данных) (matrix data analysis).
- 1. Диаграмма сродства позволяет сгруппировать родственные по проблеме данные по направлениям различных уровней. На рис. 8.1 представлена схема построения диаграммы сродства.

Рис. 8.1. Схема построения диаграммы сродства.
2. Диаграмма связей направлена на выполнение логических связей между основной идеей, проблемой или различными данными. На рис. 8.2 представлен пример построения диаграммы связей применительно к учебному процессу в вузе.
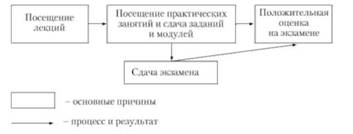
Рис. 8.2. Схема построения диаграммы связей.
3. Древовидная диаграмма — графический инструмент, обеспечивающий систематический путь разрешения существующей проблемы. На рис. 8.3 представлена схема построения древовидной диаграммы.

Рис. 8.3. Схема построения древовидной диаграммы.
4. Матричная диаграмма — инструмент, выявляющий важность различных связей. Целью матричной диаграммы является изображение контура связей и корреляций между задачами, функциями и характеристиками с выделением их относительной важности. Матричная диаграмма представлена на рис. 8.4.

Рис. 8.4. Матричная диаграмма:
5. Стрелочная диаграмма — инструмент, позволяющий спланировать оптимальные сроки работ для скорейшей и успешной реализации поставленной цели. Применение этого инструмента возможно лишь после того, как выявлены проблемы, требующие своего решения, и определены меры, сроки и этапы их осуществления. Широко применяется в планировании и проектировании (в виде стрелочной диаграммы Ганга или сетевого графика). На рис. 8.5 представлен пример построения диаграммы Ганга, на рис. 8.6 — схема построения сетевого графика.

Рис. 8.5. Планирование постройки дома в течение 12 месяцев по методу диаграммы Ганга.
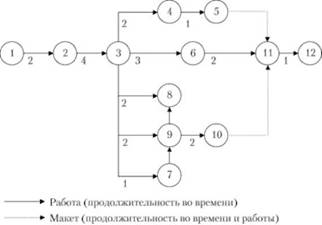
Рис. 8.6. Сетевой график выполнения проекта (постройки дома).
- 6. Диаграмма процесса осуществления программы (PDPC — Process Decision Program Chart) — инструмент для оценки сроков и целесообразности проведения работ, но выполнению программ в соответствии со стрелочной диаграммой с целью их корректировки в ходе выполнения. Дает возможность:
- а) при планировании проанализировать последовательность действий и выявить проблемы, возникающие в ходе реализации программы;
- б) осуществить корректировки процесса выполнения программы на этапе планирования.
На основе диаграммы процесса осуществления программы построена общая схема оценки конкурентоспособности продукции (см. параграф 3.2).
7. Матричный анализ данных: комплекс математических инструментов для анализа матриц с целью выбора оптимального решения. Примером использования матричного анализа данных является технология развертывания функции качества.
В условиях глобализации экономики рынок изменился: почти везде действует жесткая конкуренция. Это обусловлено тем, что потребитель стал ориентироваться на качество, а не на количество. На первый план выходят все более жесткие требования к соотношению цена/качество. И все это происходит на фоне неуклонного роста цен на энергоносители металлы, руду, дерева, полезных ископаемых и т.д. В то же время персонал уже не довольствуется прожиточным минимумом, люди переходят на новый уровень потребностей: они уже достигли безопасности, у них есть пища, они не страдают от недостатка общения.
Содержание работы
Введение__________________________________________________________4
Диаграмма сродства_____________________________________________7
Диаграмма связей (граф взаимозависимости)_________________________9
Древовидная диаграмма_________________________________________12
Матричная диаграмма___________________________________________14
Матрица приоритетов (анализ матричных данных)___________________18
Стрелочная диаграмма_________________________________________20
Диаграмма процесса осуществления программы (PDPS)______________22
Заключение_______________________________________________________24
Список литературы_________________________________________________25Файлы: 1 файл
Орлов.docx
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
КУРГАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Студент / / Васильева В.В. /
Руководитель, профессор / / Орлов В.Н./
Объем реферата составляет 25 страниц, 11 рисунков, 7 источников литературы. Реферат состоит из введения, семи глав и заключения.
Введение______________________ ______________________________ ______4
- Диаграмма сродства______________________ _______________________7
- Диаграмма связей (граф взаимозависимости)____________ _____________9
- Древовидная диаграмма_____________________ ____________________12
- Матричная диаграмма_____________________ ______________________14
- Матрица приоритетов (анализ матричных данных)___________________18
- Стрелочная диаграмма_____________________ ____________________20
- Диаграмма процесса осуществления программы (PDPS)______________22
Заключение____________________ ______________________________ _____24
Список литературы____________________ _____________________________ 25
Большинство из инструментов контроля качества используются для анализа численных данных, что соответствует требованию TQM: опираться в принятии решений только на факты. Однако факты не всегда бывают численными по своей природе, и для принятия решения в этом случае необходимо знание поведенческой науки, операционного анализа, теории оптимизации и статистики. Поэтому Союз Японских Ученых и Инженеров на базе этих наук разработал очень мощный и полезный набор инструментов, позволяющих облегчить задачу управления качеством при анализе различного рода факторов. Эти инструменты получили название семи инструментов управления качеством или семи новых инструментов контроля качества. Хотя их объединяют все вместе, называя новыми, эти методы используются в разной мере различными компаниями. Наиболее часто они находят применение при решении проблем, возникающих на этапе проектирования, в отличие от других инструментов, находящих наиболее частое применение на этапе производства. Эти новые инструменты особенно подходят для совершенствования качества путем улучшения процесса проектирования продукта или услуги и включают следующие:
В современном мире чрезвычайно важное значение приобретает проблема качества продукции. От ее успешного решения в значительной степени зависит благополучие любой фирмы, любого поставщика. Продукция более высокого качества существенно повышает шансы поставщика в конкурентной борьбе за рынки сбыта и, самое важное, лучше удовлетворяет потребности потребителей. Качество продукции - это важнейший показатель конкурентоспособности предприятия.
Качество продукции закладывается в процессе научных исследований, конструкторских и технологических разработок, обеспечивается хорошей организацией производства и, наконец, оно поддерживается в процессе эксплуатации или потребления. На всех этих этапах важно осуществлять своевременный контроль и получать достоверную оценку качества продукции.
Для уменьшения затрат и достижения уровня качества, удовлетворяющего потребителя нужны методы, направленные не на устранение дефектов (несоответствий) готовой продукции, а на предупреждение причин их появления в процессе производства.
Годами упорного труда специалисты выделяли из мирового опыта по крупицам такие приемы и подходы, которые можно понять и эффективно использовать без специальной подготовки, причем делалось это так, чтобы обеспечить реальные достижения при решении подавляющего большинства проблем, возникающих в реальном производстве.
В итоге была выработана система практических методов, рассчитанных на массовое применение. Это так называемые семь простых методов (инструментов), которые и будут рассмотрены в данном реферативном обзоре.
1. Метод "Семь основных инструментов контроля качества”
Качество продукции - совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с назначением. Качество продукции или услуг является одним из важнейших факторов успешной деятельности любой организации или предприятия.
Один из базовых принципов управления качеством состоит в принятии решений на основе фактов. Наиболее полно это решается методом моделирования процессов, как производственных, так и управленческих инструментами математической статистики. Однако, современные статистические методы довольно сложны для восприятия и широкого практического использования без углубленной математической подготовки всех участников процесса. К 1979 году Союз японских ученых и инженеров (JUSE) собрал воедино семь достаточно простых в использовании наглядных методов анализа процессов. При всей своей простоте они сохраняют связь со статистикой и дают профессионалам возможность пользоваться их результатами, а при необходимости - совершенствовать их.
Цель метода “Семь основных инструментов контроля качества” заключается в выявлении проблем, подлежащих первоочередному решению, на основе контроля действующего процесса, сбора, обработки и анализа полученных фактов (статистического материала) для последующего улучшения качества процесса.
Суть метода - контроль качества (сравнение запланированного показателя качества с действительным его значением) - это одна из основных функций в процессе управления качеством, а сбор, обработка и анализ фактов - важнейший этап этого процесса.
Из множества статистических методов для широкого применения выбраны только семь, которые понятны и могут легко применяться специалистами различного профиля. Они позволяют вовремя выявить и отобразить проблемы, установить основные факторы, с которых нужно начинать действовать, и распределить усилия с целью эффективного разрешения этих проблем.
Ожидаемый результат - решение до 95% всех проблем, возникающих на производстве.
Семь основных инструментов контроля качества
Семь основных инструментов контроля качества - набор инструментов, позволяющих облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.
1. Контрольный листок - инструмент для сбора данных и их автоматического упорядочения для облегчения дальнейшего использования собранной информации.
2. Гистограмма - инструмент, позволяющий зрительно оценить распределение статистических данных, сгруппированных по частоте попадания данных в определенный (заранее заданный) интервал.
3. Диаграмма Парето - инструмент, позволяющий объективно представить и выявить основные факторы, влияющие на исследуемую проблему, и распределить усилия для ее эффективного разрешения.
4. Метод стратификации (расслаивания данных) - инструмент, позволяющий произвести разделение данных на подгруппы по определенному признаку.
5. Диаграмма разброса (рассеивания) - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
6. Диаграмма Исикавы (причинно-следственная диаграмма) - инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие).
7. Контрольная карта - инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявленных к процессу требований.
Рассмотрим содержание этих методов и возможности их применения.
2. Семь основных инструментов контроля качества
2.1 Контрольный лист
Контрольные листы (или сбор данных) – специальные бланки для сбора данных. Они облегчают процесс сбора, способствуют точности сбора данных и автоматически приводят к некоторым выводам, что очень удобно для быстрого анализа. Результаты легко преобразуются в гистограмму или диаграмму Парето. Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам. Форма контрольного листа может быть разной, в зависимости от его назначения (рис. 1).
![]()
Рис. 1 - Примеры контрольного листка
2.2 Гистограмма
Гистограмма – вид столбцовой диаграммы. Служит для обобщения цифровых данных. Может быть использована как средство графического отображения данных контрольного листа. Характер распределения полученных данных может обнаружить суть проблемы. Предназначена для коммуникации непосредственно с людьми, управляющими процессом. Гистограмма отображает зависимость частоты попадания параметров качества изделия или процесса в определенный интервал значений от этих значений.
Гистограмма строится следующим образом (рис. 2):
1. Определяем наибольшее значение показателя качества.
2. Определяем наименьшее значение показателя качества.
3. Определяем диапазон гистограммы как разницу между наибольшим и наименьшим значением.
4. Определяем число интервалов гистограммы. Часто можно пользоваться приближенной формулой:(число интервалов) = Ц (число значений показателей качества)Например, если число показателей = 50, число интервалов гистограммы = 7.
5. Определяем длину интервала гистограммы = (диапазон гистограммы) / (число интервалов).
6. Разбиваем диапазон гистограммы на интервалы.
7. Подсчитываем число попаданий результатов в каждый интервал.
8. Определяем частоту попаданий в интервал = (число попаданий)/(общее число показателей качества)
9. Строим столбчатую диаграмму.
![]()
Рис. 2 - Гистограмма потребления топлива для 100 автомобилей
2.3 Диаграмма Парето
Анализ Парето получил свое название по имени итальянского экономиста Вилфредо Парето, который показал, большая часть капитала (80%) находится в руках незначительного количества людей (20%). Парето разработал логарифмические математические модели, описывающие это неоднородное распределение, а математик М.Оа. Лоренц представил графические иллюстрации.
Правило Парето - "универсальный" принцип, который применим во множестве ситуаций, и без сомнения - в решении проблем качества. Джозеф Джуран отметил "универсальное" применение принципа Парето к любой группе причин, вызывающих то или иное последствие, причем большая часть последствий вызвана малым количеством причин. Анализ Парето ранжирует отдельные области по значимости или важности и призывает выявить и в первую очередь устранить те причины, которые вызывают наибольшее количество проблем (несоответствий).
Анализ Парето как правило иллюстрируется диаграммой Парето , на которой по оси абсцисс отложены причины возникновения проблем качества в порядке убывания вызванных ими проблем, а по оси ординат - в количественном выражении сами проблемы, причем как в численном, так и в накопленном (кумулятивном) процентном выражении.
На диаграмме отчетливо видна область принятия первоочередных мер, очерчивающая те причины, которые вызывают наибольшее количество ошибок. Таким образом, в первую очередь, предупредительные мероприятия должны быть направлены на решение проблем именно этих проблем (рис. 3).
![]()
Рис. 3 - Диаграмма Парето
2.4 Метод стратификации
В основном, стратификация - процесс сортировки данных согласно некоторым критериям или переменным, результаты которого часто показываются в виде диаграмм и графиков
Мы можем классифицировать массив данных в различные группы (или категории) с общими характеристиками, называемыми переменной стратификации. Важно установить, которые переменные будут использоваться для сортировки.
Стратификация - основа для других инструментов, таких как анализ Парето или диаграммы рассеивания. Такое сочетание инструментов делает их более мощными (рис. 4).
![]()
Рис. 4 - Стратификация данных
2.5 Диаграмма разброса
Диаграмма (график) разброса - показывает характер взаимоотношений между двумя переменными. Закономерности взаимосвязи могут как проявляться, так и отсутствовать вообще. Необработанные данные изображаются как функция двух переменных, между которыми затем может обнаружиться взаимосвязь. Например, существует ли зависимость между температурой окружающей среды и числом простудных заболеваний? Если падает температура, растет ли число заболеваний? Чем ближе точки располагаются к диагональной линии, тем более четко существует прямая зависимость двух указанных параметров. Взаимосвязь может быть положительной, отрицательной, либо отсутствовать вообще.
Если взаимосвязь будет установлена, то это облегчит определение сути проблемы (рис. 5).
![]()
Рис. 5 - Диаграмма разброса: имеется прямая взаимосвязь между показателями качества
2.6 Диаграмма Исикавы
![]()
Рис. 6 - Пример диаграммы Исикавы
2.7 Контрольная карта
Контрольные карты - специальный вид диаграммы, впервые предложенный В. Шухартом в 1925 г. Контрольные карты имеют вид, представленный на рис. 7. Они отображают характер изменения показателя качества во времени.
![]()
Рис. 7 - Общий вид контрольной карты
Контрольные карты по количественным признакам - это как правило сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а 2-я - разброса процесса. Разброс может вычисляться или на основе размаха процесса R (разницы между наибольшим и наименьшим значением), или на основе среднеквадратического отклонения процесса S. В настоящее время обычно используются x - S карты, x - R карты используются реже.
Контрольные карты по качественным признакам (рис. 8) :
Карта для доли дефектных изделий (p-карта). В p-карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки - переменный.
Карта для числа дефектных изделий (np-карта). В np-карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки - постоянный.
Карта для числа дефектов в выборке (с-карта). В с-карте подсчитывается число дефектов в выборке.
Карта для числа дефектов на одно изделие (u-карта). В u-карте подсчитывается число дефектов на одно изделие в выборке.
![]()
Рис. 8 - Бланк контрольной карты
Рассмотренные семь инструментов контроля качества – простые и надежные средства для систематического решения большего количества (до 95%) проблем, касающихся контроля качества в самых разных областях.
При осуществлении контроля качества производится обязательный сбор данных, а затем их обработка с помощью статистических инструментов контроля качества. Овладеть ими обязан каждый менеджер по качеству, и пользоваться ими после соответствующей подготовки могут все участники процесса.
Методы применяются как непосредственно в производстве, так и на различных стадиях жизненного цикла продукции. Причем необязательно в процессе решения задачи должны использоваться все семь методов. Каждый метод может находить свое самостоятельное применение в самых различных случаях.
Достоинство метода - наглядность, простота освоения и применения.
Недостаток метода - низкая эффективность при проведении анализа сложных процессов.
Список литературы
В настоящее время преимущественное положение в мировой экономике, социальном и культурном развитии имеют страны, в которых организовано производство качественной продукции. Под качеством подразумевается степень соответствия совокупности присущих характеристик потребностям или ожиданиям, которые установлены, обычно предполагаются или являются обязательными.
Эффективное управление выпуском конкурентоспособной продукции предполагает планирование, управление, обеспечение и улучшение качества. Разработаны многочисленные инструменты качества. Это многообразие принято делить на следующие три больших класса: простые методы, новые инструменты и новейшие инструменты.Содержание
Введение……………………………………………………………………….…..3
1. Новые инструменты управления качеством………………………………….5
1.1 "Мозговая атака" (штурм, осада) и "атака разносом"………………..6
1.2 Диаграмма сродства…………………………………………………….9
1.3 Диаграмма связей……………………………………………………. 10
1.4 Древовидная диаграмма……………………………………………. 11
1.5 Матричная диаграмма………………………………………………. 12
1.6 Стрелочная диаграмма………………………………………………..13
1.7 Поточная диаграмма процесса……………………………………….14
2. "Семь инструментов" управления качеством……………………………….16
2.1 Причинно-следственная диаграмма (диаграмма Исикавы)………..16
2.2 Контрольные листки……………………………………………….…17
2.3 Гистограммы…………………………………………………………..18
2.4 Диаграммы разброса………………………………………………….19
2.5 Анализ Парето………………………………………………………. 20
2.6 Стратификация……………………………………………………….21
2.7 Контрольные карты…………………………………………………. 22
Заключение……………………………………………………………………….25
Список используемой литературы………………Прикрепленные файлы: 1 файл
контр. раб..docx
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
Кафедра экономики и предпринимательства
студентка группы 10-КМ:
1. Новые инструменты управления качеством………………………………….5
1.1 "Мозговая атака" (штурм, осада) и "атака разносом"………………..6
1.4 Древовидная диаграмма……………………………………………. 11
1.5 Матричная диаграмма…………………………… …………………. 12
1.6 Стрелочная диаграмма………………………… ……………………..13
1.7 Поточная диаграмма процесса……………………………………….14
2. "Семь инструментов" управления качеством……………………………….16
2.1 Причинно-следственная диаграмма (диаграмма Исикавы)………..16
2.7 Контрольные карты………………………………… ………………. 22
Список используемой литературы……………………………………………26
В настоящее время преимущественное положение в мировой экономике, социальном и культурном развитии имеют страны, в которых организовано производство качественной продукции. Под качеством подразумевается степень соответствия совокупности присущих характеристик потребностям или ожиданиям, которые установлены, обычно предполагаются или являются обязательными.
Эффективное управление выпуском конкурентоспособной продукции предполагает планирование, управление, обеспечение и улучшение качества. Разработаны многочисленные инструменты качества. Это многообразие принято делить на следующие три больших класса: простые методы, новые инструменты и новейшие инструменты.
К простым методам относятся следующие инструменты: контрольный листок, гистограмма, метод стратификации (группировки, расслаивания), причинно-следственная диаграмма (диаграмма Исикавы), диаграмма Парето, диаграмма разброса (рассеивания) и контрольные карты процессов.
Простые методы получили наибольшее распространение ввиду их сравнительной несложности, убедительности и доступности. В своей совокупности эти методы образуют эффективную систему методов контроля и анализа качества. С их помощью может решаться до 95 % всех проблем, находящихся в поле зрения производственников.
Новые инструменты управления качеством содержат следующие методы: мозговая атака, диаграмма сродства, диаграмма связей, древовидная диаграмма, матричная диаграмма (таблица качества), стрелочная диаграмма, поточная диаграмма, матрица приоритетов. Эти инструменты позволяют решать проблемы управления качеством при анализе фактов, представленных не в численной, а в какой-либо другой форме, например, в виде словесных описаний.
К новейшим инструментам управления качеством относят следующие методы: развертывание функции качества (QFD-анализ), бенчмаркинг (методология реберных точек), анализ форм и последствий отказов (FMEA-анализ), анализ деятельности подразделений, система "Ноль дефектов", система "Точно вовремя", функционально-стоимостной анализ.
1. Новые инструменты управления качеством
Большинство простых инструментов основано на анализе численных данных. Это вполне соответствует принципу менеджмента качества: "Принятие решений, основанных на фактах". Однако факты не всегда бывают численными по своей природе. Принятие решений в этом случае должно базироваться:
- − на знании закономерностей поведения людей (поведенческой науки);
- − на знании операционного анализа;
- − на знании статистики;
- − на знании теории оптимизации.
В связи с этим был разработан очень полезный набор инструментов, позволяющих облегчить решение проблем управления качеством при анализе различного рода фактов, представленных преимущественно не в численной, а в какой-либо другой форме, например, в виде словесных (устных) описаний. Информацию, представленную в виде словесных (устных) описаний, часто называют вербальной информацией.
Эти инструменты получили название "восемь новых инструментов управления качеством". К этим новым восьми инструментам относятся:
- – мозговая атака (штурм, осада) (brainstorming);
- – диаграмма сродства (affinity diagram);
- – диаграмма (график) связей (interrelationship diagram);
- – древовидная диаграмма, или дерево решений (tree diagram);
- – матричная диаграмма, или таблица качества (matrix diagram or quality table);
- – стрелочная диаграмма (arrow diagram);
- – поточная диаграмма процесса (flow chart) и диаграмма процесса осуществления программы (process decision program chart – PDPC);
- – матрица приоритетов (анализ матричных данных) (matrix data analysis).
Восемь новых инструментов являются частью методологии решения проблем, рассматриваемой в теории TQM. Эти инструменты наиболее успешно могут быть использованы в рамках групповой работы в командах, создаваемых в организациях для поиска и выработки решения проблем качества.
Сбор исходных данных для новых инструментов управления качеством обычно осуществляют с применением так называемых "мозговых атак" (штурмов и осад). После проведения мозговой атаки собранные данные анализируют, группируют и, на основе их использования, составляют различные диаграммы в соответствии с рекомендациями для рассматриваемых ниже новых инструментов управления качеством.
1.1 "Мозговая атака" (штурм, осада) и "атака разносом"
"Мозговая атака" используется для идентификации возможных причин неудач и потенциальных возможностей улучшения качества. Мозговая атака была придумана А.Ф. Осборном в США и может быть широко использована не только при построении причинно-следственных диаграмм (диаграмм Исикавы) типа "рыбий скелет", но и в процессе использования большинства "новых" и "новейших" инструментов управления качеством.
Задачей мозговой атаки является не допустить исключения из поля зрения возможных причин брака или путей улучшения качества.
Процедура "мозговой атаки" длится 1 – 1,5 часа и включает в себя следующее:
- организатор создает группу людей (порядка 5 – 9 человек), знакомых с той областью, где возникла проблема;
Примечание: желательно, чтобы в эту группу, наряду со специалистами, глубоко знающими проблему, входили специалисты из смежных (близких) областей знаний;
- ясно, но не слишком конкретно (чтобы не сузить область поиска возможных решений), объявляется задача собрания для "мозговой атаки"
– на этом этапе полезно специалистов, впервые участвующих в "мозговой атаке", ознакомить с основным содержанием и этапами предстоящей работы, рассмотренными ниже;
– полезно обратиться к участникам "мозговой атаки" с просьбой о том, чтобы они, при появлении даже казалось бы самых "бредовых" идей, незамедлительно и не задумываясь сообщали об этих идеях участникам "мозговой атаки", так как именно кажущиеся "бредовыми" идеи (которые не могут прийти в голову специалистам, глубоко знающим проблему) во многих случаях позволяют найти неожиданное и наиболее эффективное решение проблемы;
- все члены группы выступают по очереди и высказывают по одной идее, что позволяет создать обстановку соревнования в процессе работы (возможен вариант, когда каждый участник в течение 5 – 15 мин. записывает свои предложения на листе бумаги);
- по возможности члены коллектива развивают и дополняют идеи, высказанные другими участниками;
Примечание: на этом этапе не допускается какая-либо критика или простое обсуждение высказанных идей – разрешается только поддержка и углубление высказанных предложений;
- высказанные идеи записывают (например, на специально подготовленных карточках) так, чтобы все их видели;
- процесс выдвижения идей продолжается до тех пор, пока не прекратится их поток;
- высказанные идеи группируются, например, с использованием мнемонического приема 4М… 6М или по другим соображениям;
- все высказанные идеи обсуждаются и рассматриваются для уточнения их формулировок, правильности их включения в конкретную группу причин и формирования результатов работы, например, диаграммы Исикавы типа "рыбья кость".
Мозговой штурм", в отличие от "мозговой атаки" длится 3 – 4 часа (половина рабочего дня). "Мозговая осада" – от одного до нескольких рабочих дней. Например, "мозговая осада" может включать в себя шесть "мозговых атак", каждая из которых возможно будет посвящена построению (в соответствии с мнемоническим приемом 6М) одной из шести "больших костей" диаграммы Исикавы, отражающих влияние на качество:
– машин, станков и оборудования (Machine);
– сырья, материалов, комплектующих (Material);
– технологий производства (Method);
– средств измерения и методов контроля (Measurement);
– производственной и окружающей среды (Media).
"Атака разносом", как это следует из ее названия, направлена на критический анализ, например, подготовленного проекта. При "атаке разносом" все внимание коллектива должно быть направлено исключительно на поиск имеющихся недостатков предмета анализа, высказывание положительных отзывов и какая- либо поддержка запрещены. Во избежание психологических срывов и душевных травм, нежелательно присутствие авторов проекта при анализе результатов их работы с применением "атаки разносом".
1.2 Диаграмма сродства
Диаграмма сродства – это инструмент, позволяющий выявить основные нарушения процесса (или возможности его улучшения) путем объединения сродственных устных данных, собранных в результате "мозговой атаки".
Принцип создания диаграммы сродства и определения основных нарушений процесса, с целью принятия мер для их устранения, приведены ниже.
Как видно, диаграмма сродства позволяет распределить в несколько групп (X, Y) большое количество (a, b, c, d) идей, мнений и интересов, собранных специалистами по конкретней теме (Z).
При сборе большого количества данных о различных идеях, мнениях и интересах, связанных с одной темой, диаграмма сродства дает возможность организовать информацию в группы на основе естественных связей, существующих между ними. Этот инструмент предназначен для стимуляции творческих способностей и полного вовлечения участников – членов команды. Он более эффективен в небольших группах (6 – 8 человек), в которых сотрудники привыкли работать вместе.
Диаграмму сродства часто используют для организации идей, возникших в ходе "мозговой атаки".
Принцип построения диаграммы сродства:
1.3 Диаграмма связей
Диаграмма связей – инструмент, позволяющий выявить логические связи между основной идеей, проблемой и различными данными. Задачей этого инструмента является установление соответствия основных причин нарушения процесса, выявленных, например, с помощью диаграммы сродства, тем проблемам, которые требуют решения. Вот почему есть некоторые сходства между диаграммой связей и диаграммой Исикавы.
Читайте также:







