
Экструзия классификация оборудования реферат мирэа
Обновлено: 05.07.2024
Экструзионные установки для переработки полимеров появились в 30-е годы XX века. Первый термопласт появился в Германии около 1935 года (инженер - Пуаль Трестер). До этого момента экструдеры служили для переработки каучука (шнековые или поршневые экструдеры с паровым подогревом и с малым соотношением длина/диаметр). После 1935 года появились экструдеры большей длины, оснащенные электронагревателями. Примерно в это же время были сформулированы основные принципы экструзии термопластов итальянцем Р. Коломбо, который совместно с К. Паскуэтти разрабатывал машину для смешения ацетата целлюлозы. С 1950-х годов внимание к устройству экструдеров и совершенствованию процесса экструзии усилилось: внедрялись новые технологии, проводились исследования. В последнее время было разработано новое поколение машин с более эффективным смешением и диспергированием полимеров.
Описание технологического процесса экструзии пленки
Экструзия - метод формования в экструдере для пленки изделий или полуфабрикатов неограниченной длины продавливанием расплава полимера через формующую головку с каналами необходимого профиля.
Представим схему оборудования для производства рукавной пленки:
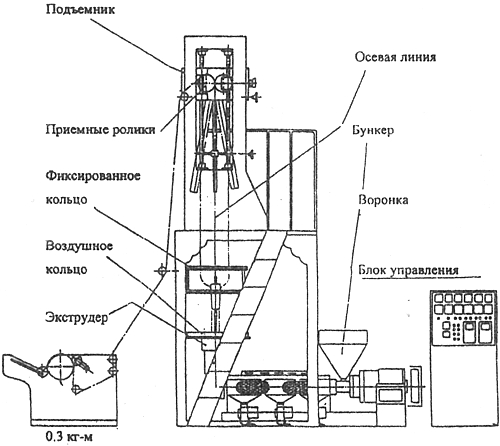
Основными элементами экструдера являются следующие агрегаты:
- бункер для загрузки сырья,
- шнек и цилиндр для расплава сырья,
- фильтр с сеткой для очистки материала,
- формующая головка с воздушным кольцом для формирования материала,
- устройство вытяжки материала,
- устройство намотки готового материала,
- блок управления экструзионной установкой.
Процесс внутри шнековой пары
Термопластичный полимер в процессе экструзии последовательно переходит сначала из твердого состояния (в виде гранул) в расплав, а затем вновь в твердое состояние (в виде пленки) после выхода из формующей оснастки.
Структуру твердого полимера составляют длинные молекулы (макромолекулы), свернутые в клубок или переплетенные между собой, формирующие высокоупорядоченные кристаллические или неупорядоченные аморфные образования. Отдельные фрагменты полимерных цепей находятся в непрерывном движении под действием тепловой энергии.
При нагреве, с возрастанием температуры, увеличивается подвижность молекул, разрушаются кристаллические образования, молекулы принимают клубкообразную или спиральную форму и начинают смещаться относительно друг друга. Полимер из твердого состояния переходит в расплав. У полимеров кристаллической структуры этот переход отвечает узкому интервалу температур, а у аморфных - широкому. В интервале между температурами плавления и разложения полимер находится в вязкотекучем состоянии. Именно в состоянии расплава материал экструдируется. Реальный интервал температур переработки несколько уже, чем интервал между температурой плавления и разложения, так как, с одной стороны, необходимо иметь достаточно подвижный расплав, а с другой стороны, необходимо избежать разложения полимера при экструзии.
Технологический процесс экструзии полимерного сырья состоит из последовательного проталкивания материала вращающимся шнеком по зонам:
- питания (I),
- пластикации и плавления (II),
- дозирования расплава (III),
- продвижения расплава в каналах формующей головки.
Схема одношнекового экструдера
Основные типы шнеков
Зоны технологического процесса экструзии
Деление шнека на зоны I-III осуществляется по технологическому признаку и указывает на то, какую операцию в основном выполняет данный участок шнека. Разделение шнека на зоны условно, поскольку в зависимости от природы перерабатываемого полимера, температурно-скоростного режима процесса и других факторов, начало и окончание определенных операций могут смещаться вдоль шнека, захватывая различные зоны или переходя из одного участка в другой.
Цилиндр также имеет определенные длины зон обогрева. Длина этих зон определяется расположением нагревателей на его поверхности и их температурой. Границы зон шнека I-III и зон обогрева цилиндра могут не совпадать. Для обеспечения успешного перемещения материала большое значение имеют условия продвижения твердого материала из загрузочного бункера и заполнение межвиткового пространства, находящегося под воронкой бункера.
Питание шнека зависит от формы частиц сырья и их плотности. Гранулы, полученные резкой заготовки на горячей решетке гранулятора, не имеют острых углов и ребер, что способствует их лучшей сыпучести. Гранулы, полученные холодной рубкой прутка-заготовки, имеют острые углы, плоское сечение среза, что способствует их сцеплению и, как следствие, худшей сыпучести. При длительной работе экструдера возможен перегрев цилиндра под воронкой бункера и самого бункера. В этом случае гранулы начнут слипаться и прекратится их подача на шнек. Для предотвращения перегрева этой части цилиндра в нем могут быть сделаны полости для циркуляции охлаждающей воды (Источник: инструкция пользователя. Лебедев П.Г., Лебедева Т.М., Митина Л.Н.)
Одним из основных способов переработки пластмасс является экструзия. Основана на изготовлении деталей путем продавливания расплавленных термопластичных полимеров через специальные экструзионные головки (сопла, фильеры), которые придают материалу нужную форму.
Экструдер — самая популярная машина для производства пластмассовых изделий.
Рассмотрим, как работает экструзионное оборудование, что это такое.

Рис. 1. Экструзионная линия для переработки пластика.
Особенности экструзионного оборудования
Основные способы экструзии — холодный, теплый, горячий.
Холодный способ применятся в пищевой отрасли для производства макаронных изделий или в сельском хозяйстве для выпуска комбикормов. Он основан на принципе мясорубки, когда поступающее сырье перемешивается до пластичного однородного состояния и выдавливаются через фильеры — специальные отверстия для формовки материала.
Экструзионные линии для переработки термопластичных полимеров отличаются усложнённой конструкцией. Технология дополнительно включает в себя этап разогрева термополимеров до пластичного состояния.
Плоские пленочные экструдеры снабжены формирующим узлом, представляющим собой узкую щель. Пластичная масса, проходя через прессы, превращается в пленочный материал нужных параметров. Для выпуска пленки типа двойного рукава применяются щелевые круглые формовочные фильеры.
К сырью и линиям по производству тонких пленок предъявляются особые требования. Должна соблюдаться идеальная чистота, так как малейшая соринка может привести к браку.
Экструзионные линии для выпуска пластикового оконного профиля являются технически сложными. К изделиям предъявляются повышенные требования. Проверка и контроль качества осуществляется при помощи ультразвуковых приборов.
Экструдеры для труб оснащаются барьерными шнеками, разделяющими твердое сырье от расплавленного, для обеспечения однородности состава. Так же необходима система дегазации.
Область применения
Изготовление изделий путем экструзии используется в различных сферах:
- Электротехническая промышленность — создание оболочек для кабелей, деталей инструментов и оборудования.
- Строительная отрасль — производство труб, ПВХ профиля, полимерных пленок, тепловых изоляционных материалов.
- Пищевая отрасль — изготовление макарон, лапши, батончиков из шоколада;
- Сельское хозяйство — комбикорма, топливные брикеты.
- Медицина, фармакология — трубки, батончики гематоген, таблетки.
Экструзионные линии работают одинаково. Различия в конструктивном исполнении, технических параметрах и режимах зависят лишь от требований к конечному продукту.
Классификация
Экструзионные линии имеют различные исполнения и характеристики.

Рис. 2. Виды формующих головок: а) прямоугольная; б) косоугольная; в) прямоточная.

Рис. 3. Схема двухшнековых экструдеров.
Принципы работы
Метод экструзии является самым популярным способом создания пластиковых изделий.
Сырьем могут быть различные термопластичные полимеры: полипропилен, полиэтилен, поливинилхлорид, полистирол.
Современное экструзионное оборудование работает по технологии горячей, теплой или холодной экструзии.
В камеру загрузки подается измельченный материал.
Измельченный материал, захватывается винтами шнека. Вращаясь внутри цилиндра, он разогревается, становится плотнее, затем перемещается в зону пластификации.
Постепенно плавясь и спрессовываясь, далее скользит по шнеку в зону прессовки, затем выдавливается через формирующую экструзионную головку.
Устройство экструдера

Рис. 4. Основные модули.
Винт, шнек или червяк — это главный рабочий орган экструдера.
Винты выпускаются в виде цилиндров или конусов, сужающихся к выходу. Они различаются по диаметру, длине, глубине и шагу витков.
Машины настраиваются на определенные параметры по консистенции, степени вязкости, текучести, другим параметрам плавления.
Управляется производственная линия пультом в автоматическом режиме. Встроенные датчики осуществляют производственный контроль.
Процесс дегазации
Дегазация выполняется для предотвращения возникновения воздушных пузырьков в расплаве, и как следствие — пустот и полостей в готовых изделиях.
Удалении влаги и воздуха происходит путем выпаривания под действием повышенных температур искусственно созданного вакуума.
Дегазаторами оснащаются устройства для изготовления сложных изделий, к качеству которых предъявляются повышенные требования: оконные пластиковые профили, трубы для трубопроводов, пленки.
Роль шнека
Именно шнек является главным рабочим органом. Захватывая материал, он перемещает его по корпусу агрегата к экструзионной головке, формирующей изделие. Двигаясь по цилиндру, материал уплотняется, нагревается, размягчается, становится однородным. В результате работы шнека на формирующий узел поступает однородный гомогенизированный расплав.
Преимущества одношнековых и двухшнековых экструдеров
Количество и вид шнеков — главные параметры, определяющие характеристики устройства.
Одношнековые экструдеры — самый простой и распространенный вариант машины, используемый при выпуске полимерных пленок, простых пластмассовых изделий. Все этапы работ осуществляет один оператор, поскольку все узлы машины располагаются компактно.
Двухшнековые машины более мощные и производительные, с высокой теплопроводностью. Их винты могут находиться во взаимном зацеплении, двигаться параллельно или встречно. Устройства способны перерабатывать порошковый ПВХ, с которым не справятся одношнековая техника.
Применяются для смешивания нескольких видов полимерного сырья. Двухшнековые агрегаты подходят для переработки гигроскопичных гранул. В них часто есть камеры дегазации.
Задачи оператора
Экструзионные машины оснащены системой управления с датчиками регулировки температуры, скорости подачи сырья и движения шнека. Оператор должен выставить требуемые параметры, отслеживать показания приборов, поддерживать их работу на протяжении всего производственного цикла.
1. Контроль температуры
Автоматическая система управления обеспечивает необходимые температурные параметры во всех зонах агрегата и формующей головке фильеры.
Каждый рабочий модуль оснащен независимыми приборами, позволяющими более точно настраивать параметры работы машины, для получения качественного результата
2. Регулировка вращения шнека
От диаметра и скорости вращения шнека зависит производительность экструдера. Повысить её помогут барьерные шнеки или дополнительные встроенные витки, разделяющие шнек на зоны.
Нужно учитывать, что повышение скорости может отрицательно повлиять на качество продукции. Важно соблюдать оптимальный баланс этих параметров, чтобы в погоне за скоростью и производительностью не снизить качество продукции.
3. Изменение диаметра и формы
Форму изделиям придают специальные отверстия — формирующие фильерные головки. Заданные поперечные параметры выставляет оператор. По длине изделия нарезаются после завершения сушки.
Высокая производительность экструзионного оборудования и незначительные эксплуатационные расходы открывает большие возможности для развития бизнеса.
Как отмечалось выше, полиэтилен можно перерабатывать методами экструзии и литья. В данном дипломном проекте предлагается изготавливать полиэтиленовые трубы методом экструзии.
Экструзия – это изготовление из гранулированного, порошкообразного или зернистого полимера бесконечного формованного профилированного изделия.
В экструзионной установке наиболее значимым элементом является сам экструдер, называемый также шнековым прессом.
Принцип работы экструдера состоит в том, что в нагреваемом материальном цилиндре вращается шнек, который уплотняет, расплавляет и гомогенизирует полимерную массу, а затем выдавливает ее сквозь выходное отверстие формующей головки. Сам по себе экструдер еще не является машиной для переработки полимеров, а представляет собой лишь пластицирующее устройство.
Экструдер, укомплектованный формующей головкой, устройствами калибровки, охлаждения, отвода и намотки – это технологическая установка для переработки полимеров.
Наряду с одношнековыми машинами также используются и многошнековые экструдеры.
Из многошнековых машин для переработки порошкообразных полимеров особое значение приобрел двухшнековый экструдер.
Экструзии поддаются все термопласты. Единственное ограничивающее условие – все подлежащие переработке полимеры в состоянии плавления должны обладать высокой степенью вязкости. Это необходимо для того, чтобы выходящий из формующей головки расплав не растекался, а сохранял на короткое время приданную ему форму. Высокая вязкость расплава достигается либо высокой степенью полимеризации, либо введением в полимер определенных добавок. Из всех термопластов экструзией чаще других перерабатывается ПВХ, за ним следуют ПЭ и ПП. При изготовлении труб для обогрева полов все большее значение приобретает сшитый ПЭ, в котором образование поперечных химических связей достигается использованием пероксида. Как правило, доля порошковых добавок (вспенивающий агент или пероксид) в полимере составляет от 0,5 до 5%.
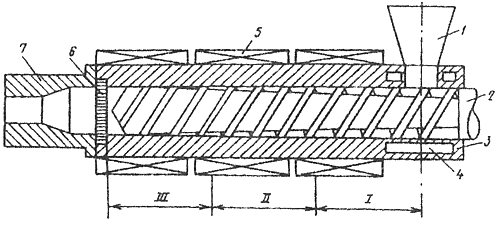
Основным элементом экструзионной производственной линии является экструдер. Одношнековый экструдер состоит из материального цилиндра с размещенным в нем шнеком, электродвигателя, загрузочного бункера и редуктора (рис. 1.1).

Рис. 1.1. Схематическое изображение экструдера: 1 – шнек; 2 – материальный цилиндр; 3 – нагреватели; 4 – загрузочный бункер; 5 – редуктор; 6 – двигатель
На цилиндре устанавливаются несколько кольцевых нагревателей (от 4 до 6), каждый из которых регулируется индивидуально. Как правило, в каждой зоне нагрева смонтировано охлаждающее устройство, что повышает точность регулировки температуры. Для предотвращения преждевременного оплавления полимерной массы зона цилиндра, находящаяся в непосредственной близости от загрузочного отверстия, в процессе работы экструдера постоянно охлаждается.
Назначение экструдера состоит в перемещении, уплотнении, пластикации и гомогенизации полимерной массы, направляемой в формующую головку.
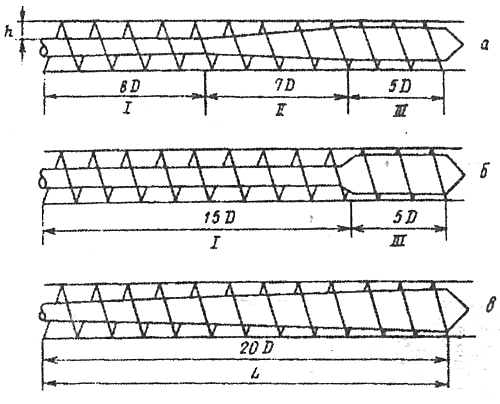
Все эти технологические процессы происходят внутри материального цилиндра. Именно поэтому шнек разделен на несколько зон (рис. 1.2). Разделение шнека на зоны следует из ставящихся перед экструдером задач.

Рис. 1.2. Разделение шнека на три стадии технологического
Поскольку соотношения сил трения в гладком цилиндре и в канале шнека не является чрезмерно высокими, то и добиться оптимальной подачи материала не представляется возможным.
В данном дипломном проекте, чтобы добиться принципиальных улучшений, предлагается внедрить в процесс захватывающую втулку, снабженную пазами. У полимерной массы появляется возможность зацепиться за пазы, что предотвращает ее одновременное вращение со шнеком. Это явление можно сравнить с винтом и гайкой – если ключом удерживать гайку на вращающемся винте, то она за счет резьбы может перемещаться вдоль оси вращения.
Двухшнековые экструдеры с соскабливающими противоточными шнеками работают по принципу принудительной подачи.
За счет сцепления гребней одного шнека с витками второго образуются закрытые камеры, таким образом, полимерная масса передается по цилиндру.
На синхронно срабатывающих двухшнековых машинах абсолютного образования подобных камер достичь невозможно. Материал имеет возможность обратного течения вокруг обоих шнеков. Тем не менее, за счет вращательного движения шнеков обеспечивается эффективное движение полимерной массы вперед.
Пустоты между частицами сыпучего продукта (гранулят, порошок) заняты воздухом. Перед полным расплавлением полимера этот воздух необходимо выдавить или отсосать.
Необходимое для уплотнения давление достигается за счет уменьшения объема витка в средней части длины шнека.
Этого можно добиться постоянным уменьшением глубины нарезки при ее неизменном шаге (шнек с уменьшающейся глубиной канала), или же за счет уменьшения шага витка (шнек с дегрессивным шагом). При использовании одношнековых экструдеров первый из перечисленных вариантов встречается чаще всего.
На двухшнековых экструдерах сжатие полимерной массы достигается за счет создания дополнительных шагов витка. На конических двухшнековых экструдерах сужение шагов витка шнека происходит по направлению к коническому концу, а значит и сжатие, создаваемое за счет уменьшающегося диаметра шнека, задано заранее.
Другой способ отвода воздуха и летучих веществ, образующихся в процессе расплавления полимеров, состоит в их отсосе через специальные отверстия в цилиндре.
Длина шнеков с системой дегазации, как правило, составляет 30D. Отсос летучих компонентов происходит на среднем участке шнека, в так называемой области декомпрессии.
На двухшнековых экструдерах для процесса дегазации рекомендуется использовать шнеки со встречным движением. Полимерная масса постоянно захватывается вращающимися шнеками, что предотвращает забивку отверстия дегазации.
Процесс расплавления полимерной массы также начинается со сжатия. За счет соприкосновения с горячей стенкой цилиндра и вследствие трения о шнек и материальный цилиндр полимер нагревается до тех пор, пока не начинают плавиться отдельные его частицы. Передняя стенка канала шнека постоянно соскабливает расплав полимера со стенки цилиндра (рис. 1.3.) [19–20].

Рис. 1.3. Профиль давления на шнеке с системой дегазации
Перед толкающей стенкой канала образуется скопление расплавленной фракции, которая захватывает и увлекает за собой нерасплавленные частицы. При этом происходит постоянный теплообмен, который совершается до тех пор, пока в одном витке шнека не будет расплавлен весь материал. Принцип действия барьерного шнека состоит в разделении твердого материала и расплава в зоне плавления. В этом случае на данном участке шнек имеет дополнительный виток, который не касается стенки цилиндра. Таким образом, образуются два канала шнека: вначале – небольшого объема для расплава и значительного – для твердого вещества, а в конце наоборот: большой объем – для расплава и небольшой – для нерасплавленного полимера. Через барьерный виток расплав из канала с твердым веществом перетекает в канал с расплавом.
Изменяя высоту нарезки обоих каналов, можно регулировать мощность расплавления и однородность расплава. Это тип шнека часто используют в сочетании со сдвиговыми и смесительными элементами.
После расплавления необходимо гомогенизировать (тщательно перемешать) расплав. Это необходимо как для равномерного распределения добавок, так и для тождественности температур. После завершения процесса расплавления температура граничных слоев расплава у цилиндра и шнека гораздо выше, чем температура массы в середине капала.
Перемешивание достигается за счет сложных движений потока (гидродинамики потока), происходящих в канале шнека в зоне гомогенизации.
Наряду с осевым потоком, определяющими для гомогенизации являются радиальный (вращательное движение), противопоток (под действием давления в формующем инструменте) и поток утечек (е зазоре между гребнем нарезки шнека и внутренней поверхностью материального цилиндра).
Расплавленная полимерная масса на участке диспергирующего элемента продавливается сквозь узкий зазор между ним и стенкой цилиндра. За счет напряжения сдвига полимерная масса нагревается и становится более текучей. В следующей зоне смешения происходит значительное усиление гомогенизации. Сам процесс смешения осуществляется за счет разделения и последующего объединения потока с помощью многочисленных кулачков, размещенных на шнеке.
Процесс гомогенизации в двухшнековом экструдере может осуществляться путем смешения, протекающего в зазоре. Смешение происходит на участке наложения шнеков, при этом расплав полимера перемещается из соответствующих камер шнеков. Потоки материала встречаются в зазорах перехода от одного шнека к другому и тщательно перемешиваются друг с другом.
В ходе всех процессов гомогенизации отдельные частицы расплава испытывают сдвиговые напряжения, в результате чего происходит разогрев материала.
Чем больше число оборотов шнека, тем сильнее разогрев материала за счет сдвиговых напряжений. Экструдеры, используемые для переработки ПЭ – полимера с широкой областью плавления, могут работать без внешнего нагрева – за счет большего количества числа оборотов шнека. Подобные экструдеры известны как адиабатические или автотермические. В зависимости от диаметра шнека число его оборотов может колебаться от 200 до 500 в мин.
Давление внутри цилиндра возникает из-за противодействия, которое встречает на своем пути материал, перемещаемый шнеком.
Причиной противодействия становится узкий участок между материальным цилиндром и экструзионной головкой, а также размер и форма выходного канала (фильеры) последней [20–21].

Рис. 1.4. Распределение давления по всей длине шнека
Для получения однородного расплава в материальном цилиндре экструдера необходима определенная величина давления. Максимальное давление устанавливается на каком-либо из участков материального цилиндра. Оттуда давление воздействует в том числе и на зону загрузки экструдера, то есть в направлении, противоположном направлению подачи, что приводит к возникновению противопотока (рис. 1.4). В современных экструдерах контроль производства осуществляется с помощью датчика давления, установленного между концом шнека и формующей головкой.
Распределение давления, характерное для шнеков с зоной дегазации, приведено на рис. 1.3. В этом случае имеют место два участка максимального давления и зона декомпрессии, в которой и осуществляется дегазация.
Рост давления в двухшнековых экструдерах со встречным движением шнеков начинается лишь в последних витках зоны дозирования. Оно достигает своего максимума на участке дросселирования между цилиндром и экструзионной головкой. В двухшнековых экструдерах с узконаправленным вращением незакрытые камеры обеспечивают лучшее распределение давления в цилиндре экструдера, хотя и здесь наиболее высокого значения давление массы достигается в конце материального цилиндра.
В состав экструзионной линии входят: экструдер, формующая головка, калибровочное, охлаждающее, приемное, наматывающее оборудование, а также оборудование, используемое для разделительной резки.
Нередко в экструзионной линии используются и другие установки, например, приборы для измерения толщины стенок, маркировочные устройства (для тиснения на трубах необходимой информации), штамповочное оборудование или устройства формовки трубопроводных муфт.
Кроме того, в состав линии можно включить устройства для приема изделий, например, вакуумные всасывающие рукава для приемки листов, качающиеся желоба (лотки) для труб и штабелирующее устройство.
Экструзионная линия для изготовления труб и профилей состоит из экструдера, трубной экструзионной головки, калибровочного устройства, участка охлаждения, гусеничного или роликового тянущего устройства, устройства для разделительной резки и качающегося желоба.
Для экструзии профилей и труб используется пластифицированный и непластифицированный ПВХ, ПЭ, ПП, ПА, ПС, ПММА.
Для переработки гранулята применяется одношнековый экструдер, а для переработки порошкового ПВХ – двухшнековый.
Кроме того, тип экструдера, как и все остальные составляющие экструзионной линии, зависит от вида погонажного изделия.
При изготовлении труб малого и среднего диаметра используются вакуумные калибровочные устройства, тогда как трубы большого диаметра могут быть изготовлены только с использованием калибровки сжатым воздухом с пробкой.
В качестве охлаждающих участков при изготовлении груб, как правило, выступают водяные бани или камеры с несколькими распределенными по периметру трубы водяными душами.
За приемным устройством следует устройство разделительной резки. Изготовление профилей из жестких полимерных материалов схоже с изготовлением труб малого диаметра. Поскольку толщина стенок труб, как правило, невелика, достаточно использовать устройство вакуумной калибровки с водяным охлаждением [16].

Рис. 1.5. Экструзионная установка для производства труб. 1. – экструдер; 2 – экструзионная головка; 3 – калибровочное устройство; 4 – водяная баня; 5 – тянущее устройство; 6 – разделительная пила; 7 – качающийся желоб
В некоторых областях (например, в производстве профилей оконных рам) высокая конкуренция заставляет производителей искать пути повышения производительности. Один из путей – замена стандартного калибровочного участка несколькими последовательными калибровочными узлами, длина которых составляет от 600 до 700 мм. Часто в таких случаях водяная баня заменяется охлаждающим туннелем, внутри которого размещены несколько вентиляционных (воздушных) щелей. В зависимости от чувствительности профилей звенья цепи гусеничного приемного устройства покрываются резиной или пенорезиной. Сплошные профили калибруются за счет непосредственно прилегающих к экструзионной головке термостатируемых калибровочных насадок.
Для гофрированных труб из непластифицированного ПВХ или рифленых труб со шлицами необходимы особые калибровочные устройства.
Горячий полимерный рукав, выходящий из удлиненной формующей головки попадает непосредственно в калибровочное устройство, которое в данном случае играет рол ь тянущего устройства.
Для этого используется непрерывно движущаяся пара цепей, которые изготовлены из стали и оснащены формовочными сегментами, рифлеными с внутренней стороны (рис. 1.6). Формовка гофрированных труб может осуществляться как при помощи сжатого воздуха, подаваемого через отверстия в оболочке сегментов, и заглушки, так и посредством вакуума.
Шлицы в рифленых трубах проделываются вращающимися вокруг изделия фрезерными дисками после его выхода из калибровочного устройства.
Изделия из вспененных полимеров с плотной наружной поверхностью (так называемые интегральные пенопласты) при равном количестве используемого сырья и материалов обладают повышенным моментом сопротивления. В производстве изделий из вспененного материала методом экструзии это является преимуществом [16].

Рис. 1.6. Наружная калибровка гофрированной трубы с использованием сжатого воздуха и формовочных цепей: 1 – экструзионная головка; 2 – формующая щель; 3 – формовочная цепь; 4 – уплотнительная пробка; 5 – выход сжатого воздуха
Возможность изготовления профилей и труб из вспененных полимеров требует некоторого преобразования экструзионной головки и калибровочного оборудования.
Раздел: Промышленность, производство
Количество знаков с пробелами: 100440
Количество таблиц: 10
Количество изображений: 6
Функция "чтения" служит для ознакомления с работой. Разметка, таблицы и картинки документа могут отображаться неверно или не в полном объёме!
Один из первых экструдеров, использованный еще в 1868 г. в Англии для производства колбас, производил в основном только интенсивное смешивание мясного фарша и формирование готовых изделий без термохимического воздействия на сырье. В конце 40-х годов XX века была разработана технология варочной экструзии, которая обеспечивала необратимые изменения сырья, в частности, почти полную клейстеризацию крахмала. Настоящий бум развития техники и технологии экструдирования в Европе и Новом Свете пришелся на 60-е годы: более 40 разных фирм освоили производство техники для разнообразных видов сырья и разработки продуктов с различными физико-химическими и функциональными свойствами; были разработаны теоретические основы холодной и горячей экструзии.
На сегодняшний день различными видами экструзии получают ингредиенты кормов для домашних птиц, животных, рыб, кондитерские изделия (шоколад, конфеты, печенья, жевательную резинку), продукты детского и диетического питания, воздушные крупяные палочки (кукурузные, рисовые, перловые и т.д.), компоненты овощных консервов и пищеконцентратов, широкий диапазон макаронных изделий.
Метод экструзионной обработки позволяет получить ряд преимуществ:
· интенсифицировать производственный процесс;
· повысить степень использования сырья;
· получить готовые к применению пищевые продукты или создать для них компоненты, обладающие высокой сгущающей водо- и жироудерживающей способностью; снизить производственные затраты (расходы тепла, электроэнергии);
· снизить трудовые затраты;
· расширить ассортимент пищевых продуктов;
· снизить микробиологическую об-семененность продуктов;
Современное экструзионное производство представляет собой систему различных аппаратов, действующих в разных режимах и выполняющих различные функции.
Непрерывный рост производства пищевой продукции (получаемой методом экструзии), повышение требований к ее качеству, а также поточность технологических процессов создали условия для внедрения средств автоматического контроля и управления.
Комплексной автоматизации экструзионного производства уделяется большое внимание. Основное место в технологической схеме экструзионного производства занимает процесс непосредственно экструзии, одной из основных операций, определяющих качество готового продукта.
Основная задача автоматизации экструзионного производства состоит в обеспечении максимальной производительности экструдеров и заданного качества производимого продукта. Одновременно автоматизация позволяет
Читайте также: