
Автоматизация разработки управляющих программ для станков с чпу реферат
Обновлено: 30.06.2024
Разработка управляющей программы для токарного и фрезерного станков с ЧПУ ( реферат , курсовая , диплом , контрольная )
- Введение
- 1. Разработка управляющей программы для токарного станка С ЧПУ
- 1.1 Выбор обрабатываемого материала
- 1.2 Выбор заготовки
- 1.3 Выбор инструмента
- 1.4 Разработка технологического маршрута обработки
- 1.5 Расчет режимов резания
- 1.6 Разработка схем обработки
- 1.7 Разработка управляющей программы для станка с ЧПУ
- 2. Разработка управляющей программы для обработки детали на фрезерном станке с ЧПУ
- 2.1 Выбор обрабатываемого материала
- 2.2 Выбор заготовки
- 2.3 Выбор инструмента
- 2.4 Расчет режимов резания
- 2.5 Разработка схем обработки
- 2.6 Разработка управляющей программы
- Список литературы
О возрастающей роли оборудования с программным управлением свидетельствует тот факт, что применение его в промышленности постоянно увеличивается. Эффективность станков с программным управлением объясняется высокой их производительностью; повышением производительности труда обслуживающего персонала; сокращением потребности в специальной технологической оснастке; уменьшением оборотных средств, вкладываемых в незавершенное производство; высвобождением значительной части производственных площадей.
Внедрение станков с ЧПУ для автоматизации технологических процессов механической обработки позволяет обрабатывать с меньшими затратами детали такой же широкой номенклатуры, как и на универсальных станках соответствующих типов.
Наиболее перспективным следует считать развитие средств числового программного управления, отвечающих требованиям свободного программирования и агрегатирования узлов сопряжения с объектом управления. В основе структур, обладающих этими свойствами, лежит использование микро — или мини-ЭВМ.
1. Разработка управляющей программы для токарного станка С ЧПУ
Рисунок 1.1 — Эскиз детали
1.1 Выбор обрабатываемого материала
В качестве материала для заготовки выбираем среднеуглеродистую сталь 20 ГОСТ 1050–88 . Механические свойства стали приведены в таблице 1.1 Химические свойства стали приведены в таблице 1.2.
Современное производство характеризуется наличием большого числа станков с ЧПУ разных производителей. Каждый станок ориентирован на решение задач определенного круга и рассчитан на работу с управляющими программами, написанными в специальном формате. Большинство CAM-систем, используемых на производстве, создают файл с управляющей программой в инвариантном формате, например APT или CLDATA, не привязанной к какой-либо конкретной модели станка с ЧПУ. Для перевода инвариантной управляющей программы в программу в кодах конкретной системы с ЧПУ служат специальные интерпретаторы, называемые постпроцессорами. Наряду с универсальными постпроцессорами, предоставляемыми CAM-системами, программисты часто пишут собственные постпроцессоры, ориентированные на конкретные, часто специфичные режимы работы станка, учитывающие особенности конкретной обработки. Как следствие, с ростом производства и расширением парка станков с ЧПУ растет и количество применяемых постпроцессоров, что, в свою очередь, требует некоторой систематизации для удобства и упрощения процесса постпроцессирования управляющих программ в инвариантном коде. На рынке программного обеспечения многие CAM-системы предлагают свои решения возникающей проблемы. Но зачастую они жестко привязаны к базовой CAM-системе, что особенно неудобно при использовании нескольких систем на одном предприятии. В связи с этим возникает потребность в наличии автономного средства автоматической подготовки управляющих программ. Специально для решения перечисленных задач был создан программный модуль — менеджер подготовки управляющих программ. Его основное назначение — автоматизация процесса постпроцессирования инвариантных управляющих программ и организация библиотеки постпроцессоров, имеющихся на предприятии.
Подготовка управляющих программ
Менеджер позволяет быстро осуществлять постпроцессирование одного или сразу нескольких инвариантных файлов управляющих программ указанным постпроцессором, что дает возможность ускорить процесс подготовки управляющих программ и снизить количество ошибок, связанных с неправильным выбором постпроцессора (рис. 1). Подобные ошибки приводят к появлению брака в конечном изделии и очень плохо отслеживаются, поэтому важно минимизировать их количество уже на этапе генерации управляющей программы.

Рис. 1. Главное окно программы
Менеджер предоставляет технологу возможность выбрать директории, где будут размещаться сгенерированные постпроцессором управляющие программы, в соответствии с требованиями своего предприятия. Процесс генерации управляющих программ визуально отображается на экране, информируя пользователя о том, сколько времени осталось до окончания операции (рис. 2).

Рис. 2. Генерация управляющих программ
Организация библиотеки постпроцессоров
Предприятия, использующие оборудование с ЧПУ, как правило, имеют собственный набор постпроцессоров, каждый из которых предназначен для конкретного типа станка или вида обработки. Менеджер подготовки управляющих программ позволяет создать библиотеку постпроцессоров предприятия, что помогает быстро выбрать нужный интерпретатор из имеющихся, а также упорядочить постпроцессоры по типу станка, виду обработки, периодичности использования или любому другому критерию (рис. 3).

Рис. 3. Библиотека постпроцессоров
Библиотека предоставляет возможность объединять постпроцессоры в группы в соответствии с пожеланиями технолога и требованиями конкретного технологического процесса, применяемого на производстве.
Формирование имен файлов управляющих программ
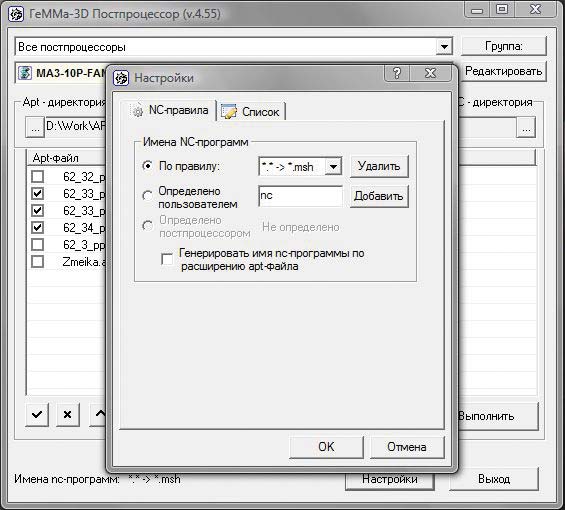
Рис. 4. Правила формирования имен управляющих программ
Редактор постпроцессоров и управляющих программ
В процессе работы у технолога может возникнуть потребность изменить что-либо в коде текущего постпроцессора или в тексте управляющей программы. Для отладки кода на лету менеджер подготовки управляющих программ имеет собственный встроенный редактор, позволяющий вносить изменения в код программ, не выходя из менеджера (рис. 5). Для большей наглядности редактор имеет подсветку синтаксиса служебных слов, переменных, операторов, функций макросов и т.д.
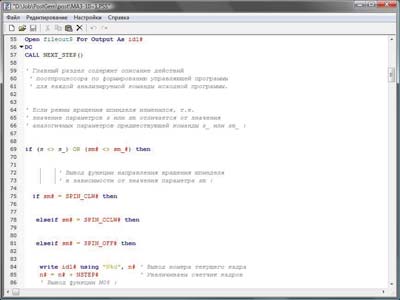
Рис. 5. Редактор постпроцессоров и управляющих программ
Заключение
Описанные возможности позволяют в значительной мере автоматизировать процесс подготовки управляющих программ и организовать библиотеку постпроцессоров предприятия. В настоящее время менеджер подготовки управляющих программ успешно используется на большом количестве машиностроительных предприятий и входит в штатную поставку системы ГеММа-3D.

Особенность работы станков с числовым программным управлением (ЧПУ) устанавливается своевременным написанием управляющих программам (УП). Разработка УП - это один из самых серьезных и трудоемких этапов технологической подготовки производства для станков с ЧПУ. По сведениям заграничных фирм, приблизительно одна третья стоимости деталей, производимых на станках с ЧПУ, приходится на программирование.
Проблема в особенности осложняется при ручной разработке управляющих программ для обработки непростых контурных заготовок. В следствии более современным становится использование для разработки УП применение САП (систем автоматизированной подготовки), применяемые для повышения их качества и сокращение сроков подготовки производства.
УП (управляющая программа) — совокупность команд на языке программирования, идентичная алгоритму работы станка при обработке заготовок.
Управляющая программа на языке PEPS содержит три части:
- "шапка" программы, показывающая постпроцессор станка с ЧПУ, материал и параметры заготовки, размеры рабочего окна;
- "геометрия" программы, в которой отображается конфигурация детали, т.е. путь движения режущих инструментов;
- "технология" программы, включающая в себя выбор (или назначение) режущих инструментов и их параметров, перемещения инструментов относительно заготовки, режимы резания, вспомогательные команды.
Технологический процесс изготовления деталей на станках с ЧПУ связан с получением, обработкой, передачей, хранением и управлением огромными информационными потоками. При этом важную роль играет человек (разработка ТП, работа в режиме диалога с ЭВМ, активное участие в организации и управлении процессом обработки, подготовка и отладка УП,). Поэтому с позиции кибернетики комплекс систем проектирования ТП (САПР), подготовки УП (систем автоматического программирования—САП) и управления процессом обработки (СЧПУ) можно рассматривать как человеко-машинную систему, где человек использует уникальные возможности электронной техники.

При разработке ТП и подготовке УП большой объём информации перерабатывается в определённой последовательности:
1. Составление маршрутной технологии определение состава и систематичность операций.
Проектирование технологического процесса считается сложной задачей и находится в зависимости от конструкции детали, материала, требований к ее качеству, вида заготовки, а также масштаба выпуска.
При классическом проектировании маршрута технологического процесса остаются не пользующиеся известностью величины снимаемых припусков, число рабочих ходов при обработке каждой поверхности детали, режимы обработки, затраты времени. Следовательно, маршрут не выделяет информации, которая разрешила бы на данном этапе разработки подсчитывать производительность и себестоимость изготовления детали. Вследствие обозначенного недочета расценить эффективность технологического процесса становится, вероятно, возможным только впоследствии проектирования операций, т. е. после абсолютной разработки процесса. Это существенно удлиняет поиск наиболее оптимального варианта разрабатываемого технологического процесса и увеличивает трудозатратность разработки. В то же время установленная маршрутом структура процесса: количество и порядок операций, способы обработки и оборудование - оказывают существенное воздействие на стоимость, производительность и, в конечном результате, на эффективность изготовления детали.
Разработка маршрута содержит:
1) выбор технологических баз и последовательности изготовления МП, МПИ детали;
2) определение заготовительных модулей и технологических переходов;
3) разработку последовательности обработки заготовки;
4) составление операций.
2. Разработка операционной технологии с расчетами режимов резания.
К режимам резания относятся:
Скорость резания V– это расстояние, пройденное точкой режущей кромки инструмента сравнительно заготовки в направленности главного движения в единицу времени;подачейS именуют путь точки режущей кромки инструмента сравнительно заготовки в направлении движения подачи за один оборот или же один ход заготовки или же инструмента; глубиной резания t именуют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно последней. Глубину резания относят к одному рабочему ходу инструмента сравнительно обрабатываемой поверхности. Глубина резания содержит размерность мм.
3. Построение траектории движения режущих инструментов и расчет координат опорных точек.
В ходе создания УП для станков с ЧПУ деталь рассматривается в системе СПИД (станок-приспособление-инструмент-деталь). Заготовка устанавливается на станке с поддержкой приспособления, которое закрепляет будущую деталь относительно исходного положения рабочих органов станка, определяющих состояние режущего инструмента. Траектория инструмента создаётся сравнительно контура детали, а потом преобразуется в перемещение надлежащих рабочих органов станка. Для этого применяются системы координат детали, станка и инструмента. Система координат детали нужна для пересчета размеров, данных на чертеже детали, в координаты опорных точек ее контура.

4. Создание команд и функций, кодирование информации.
Текст готовой УП либо записывается на программоноситель, либо вводится в устройство ЧПУ с помощью клавиатуры и переключателей на пульте управления. От способа ввода УП в систему ЧПУ зависит только вид документа, на котором фиксируются результаты программирования. Запись программы обработки осуществляется кадрами переменной длины, которые содержат информацию о технологических условиях обработки, длине перемещения и вспомогательных функциях. Порядок кадров определяется последовательностью обработки. Кадр состоит из информационных слов (команд), которые включают числовую информацию и символ, определяющий вид информации.
6. Проверка и отладка УП (внесение коррекции).
Отладка программ и обработка ошибок всегда выступает как часть процесса разработки. Если бы все программировали идеально, то необходимость отладки программ и обработки ошибок отпала бы сама собой: каждая создаваемая программа выполняла бы все требуемые действия с первого раза. Как правило, такого не бывает, поэтому в большинстве систем разработки имеются инструменты, с помощью которых можно решить проблемы, возникающие в процессе программирования. Отладка программ — это проверка и внесение исправлений в программу при ее разработке. Отладка позволяет идентифицировать ошибки, допущенные при программировании. Например, синтаксические ошибки в тексте программы, именах функций и переменных или логические ошибки.
Программирование ТП производства деталей на станках с ЧПУ — качественно новый этап, когда производится часть работы (этапы 3-6), перенесенная из сферы изготовления в область технологической подготовки. Влияния рабочего при обрабатывании заготовок на обычном станке (после этапов 1-2) осуществляются на станке с ЧПУ в автоматическом режиме по УП. Под обработкой понимается предложенное изменение формы, размеров или же шероховатости поверхности заготовок.
Технологический процесс обработки на станках с ЧПУ требует большой детализации — разбиения на составляющие, т. е. декомпозиции. Структурно ТП распределяется на операции, установы, позиции, переходы, рабочие и вспомогательные ходы, шаги и технологические команды.
Очередность элементарных перемещений и технологических команд определяет содержание УП.
При создании маршрутной технологии определяют состав операций, целесообразность выполнения которых на станках с ЧПУ устанавливают на основе технико-экономических расчетов.
Подготовка управляющей программы требует переработки больших размеров (объемов) специальной информации. Использование электронно-вычислительных машин (ЭВМ) для автоматизации программирования и подготовки УП потребовало разработки специального программно-математического обеспечения для решения всевозможных технологических и геометрических задач, встречающихся при подготовке УП.
Совокупность математического, программного обеспечения и проблемно-ориентированного языка для записи и ввода в ЭВМ первоначальной информации при организации УП называют САП. В настоящее время разработано множество различных САП. Они различаются степенью и уровнем автоматизации этапов подготовки управляющей программы (УП).
Чертеж изготовляемой детали представляют в виде технической документации (на электронных или магнитных носителях), полученной от САПР. Визуальный контроль такого чертежа возможен с помощью дисплея ЭВМ. Если чертеж представлен в традиционном виде, то данные чертежа вводятся в САП с помощью клавиатуры. САП перерабатывает данные чертежа и выдает УП в коде ISO (стандарт IS06983).
Полученная от САП УП обычно фиксируется на накопителе на магнитном диске (НМД — гибкая дискета или жесткий диск). Применяют также накопители на магнитной ленте (МЛ) или перфоленте (ПЛ).
Ввод УП совершается либо путем установки в дисковод устройства ЧПУ (УЧПУ) станка, либо пересылки УП из САП (жесткого диска) в оперативное запоминающее устройство (ОЗУ) процессорного модуля УЧПУ.

Процессорный модуль формирует сигналы управления, которые подаются на автоматический привод. При одновременном управлении движением по двум координатам можно обрабатывать конусообразные и криволинейные поверхности.
Системы автоматизации программирования (САП) возможно рассматривать как кибернетическую систему, обеспечивающую изменение информации. На вход системы попадает информация об обрабатываемой детали и указания ее технических требований, а на выходе принимают подготовленную УП. Обычно управляющая программа в САП создается в два этапа.
Важнейшие блоки САП, такие как: сервис, препроцессор, процессор, постпроцессор-это, как правило, файл и или несколько файлов, в которых заложена информация о конфигурации оборудования и системы ЧПУ, установленной на данное оборудование, наличии всевозможных функций. Блок сервис преобразовывает неизменную информацию о станках, материале заготовок, инструментах и др. Информация систематизируется и записывается в память ЭВМ как таблицы параметров.
Процессор САП состоит из трех один за другим работающих блоков: трансляции и геометрического формирования CLDATA.
Технологический блок самостоятельно делит область, подлежащую обработке, на переходы, рабочие ходы и рассчитывает оптимальные режимы резания.
Геометрический блок процессора постановляет задачи, объединенные с созданием траектории перемещения инструмента: определение точек и линий скрещивания всевозможных элементов; аппроксимация разнообразных кривых с определенным допуском; диагностика геометрических ошибок.
Блок трансляции (блок ввода и декодирования) реализовывает вытекающие функции: чтение первоначальной программы обработки изделия с наружного носителя; вывод программы на печать или же экран дисплея; изменение информации из символьной формы во внутреннее машинное представление. В препроцессоре готовятся данные для работы остальных блоков, операции подразделяются на установы и позиции, отбираются схемы крепления заготовки и оснащаются инструментальные наладки.
В большинстве случаев САП заключает в себе набор постпроцессоров, предоставляющие формирование УП (управляющей программы) для отдельных типов станков с ЧПУ. Вызов нужного постпроцессора выполняется автоматически по параметрам, которые технолог-программист укажет в тексте исходной программы.
Применение систем автоматизации проектировании в процессе подготовки производства способствует повышению технического уровня и качества проектируемых объектов, сокращению сроков их разработки и освоения в производстве.
Тем не менее, зачастую производство сталкивается с проблемой эффективности технологической организации производства, в частности
на этапе подготовки управляющих программ (УП) для станков с ЧПУ. Качество разработки конкретной управляющей программы зачастую связано с навыками технолога-программиста. Снижение квалификации возможно за счет внедрения типовых решений при подготовке управляющих программ.
Повысить качество процесса разработки управляющих программ возможно за счет:
повышения уровня автоматизации процесса организации управляющих программ;
совершенствования процедур отладки и верификации управляющих программ, в том числе и с привлечением специализированных средств автоматизации с расширенными возможностями.
Новизна проделанной работы заключается в:
в установлении связей между технологическими ограничениями в виде требований к точности изготавливаемой детали и правилами формирования операционной технологии, способствующей сокращению затрат времени и повышению качества организации управляющих программ для оборудования с ЧПУ;
в выявлении геометрических и технологических показателей, позволяющих представить деталь в виде набора параметрических элементов форм и определить их влияние на аналогичные технологические схемы обработки, используемые при формировании операционной технологии производства детали.
Эти результаты были достигнуты путем разработки следующих методик:
методики автоматизированной организации управляющих программ на основе технологии FBM системы Siemens NX;
методики классификации деталей на основе параметрических элементов форм, методики создания кинематической модели станка с помощью программ Machine Tool Builder и Siemens Machine Configurator.
Повысить качество процесса разработки УП можно за счет: усовершенствования процедур верификации и отладки УП и повышения уровня автоматизации процесса подготовки УП.
Подготовка управляющих программ(УП) на базе САD/CAM системы SprutCAM. CAM-системы нужны для проектирования обработки деталей на станках с ЧПУ (числовым программным управлением) и выдачи программ для станков (фрезерных, сверлильных, токарных, шлифовальных и др.). CAM-системы так же называют системами технологической подготовки производства. Сейчас они являются почти единственным способом для изготовления деталей и сокращения цикла их производства.
Существуют программы для автоматизации подготовки УП, такие как:
ü Программа PowerMill
ü Программа PowerMill – профессиональный инструмент, который используется для составления УП для любого автоматизированного производства. Подходит для постановки задач для 2-х и 5-тиосного инструмента. PowerMill – программный продукт от американской компании Autodesk Inc, специализирующейся на разработке программного обеспечения для машиностроения, строительства, и производства. В свое время программа вышла на рынок как разработка Delcam plc, предложившей революционную систему построения УП, и работавшей над самой распространенной на тот момент операционной системой.
Уже тогда главной задачей программы было определить оптимальную траекторию движения режущего инструмента. Начиная с 1995 года и до наших дней на свет появилось 21 версия powermill. Начиная с 2002 года, обновления выпускались регулярно, а с 2010 по несколько версий в год. Это сделало Пауэр Милл одним из самых совершенных и конкурентно способных профессиональных программных продуктов в производственной среде.
ü CAM-система Mastercam нужна для создания управляющих программ для станков с ЧПУ фрезерной, токарной, токарно-фрезерной, электроэрозионной групп, а также для деревообрабатывающего оборудования. Mastercam позволяет разрабатывать в автоматизированном режиме управляющие программы по каркасной геометрии и по любым 3D-моделям — как созданным в Mastercam, так и переданным в него с помощью большого набора прямых и нейтральных трансляторов.
Трансляторы и модуль Design, включающий функционал для создания каркасной и поверхностной геометрии, входят в состав всех базовых модулей: Mill (фрезерование), Lathe (токарная обработка), Wire (электроэрозионная обработка) и Router (деревообработка). Создание и обработка рельефных художественных изображений осуществляются с помощью модуля Art, поставляемого совместно с модулем Mill или Router.
К ключевым преимуществам Mastercam относятся:
ü VisualMILL является флагманским продуктом компании Mecsoft и наиболее подходит для производства литейных форм, фильер и штампов, общего машиностроения, быстрого прототипирования и тд. VisualMILL является одним из пяти модулей обработки в программном пакете Visual CAD/CAM.
Факторы, влияющие на автоматизацию подготовки управляющей программы для станков с числовым программным управлением:
v Важные: отсутствие у предприятия должного финансирования отделов, отсутствие должной квалификации программистов, использование старых стоек ЧПУ.
v Менее важные: устаревшие базу CAM программ.
Современное производство характеризуется наличием большого числа станков с ЧПУ разных производителей. Каждый станок ориентирован на решение задач определенного круга и рассчитан на работу с управляющими программами, написанными в специальном формате. Большинство CAM-систем, используемых на производстве, создают файл с управляющей программой в инвариантном формате, например APT или CLDATA, не привязанной к какой-либо конкретной модели станка с ЧПУ. Для перевода инвариантной управляющей программы в программу в кодах конкретной системы с ЧПУ служат специальные интерпретаторы, называемые постпроцессорами. Наряду с универсальными постпроцессорами, предоставляемыми CAM-системами, программисты часто пишут собственные постпроцессоры, ориентированные на конкретные, часто специфичные режимы работы станка, учитывающие особенности конкретной обработки. Как следствие, с ростом производства и расширением парка станков с ЧПУ растет и количество применяемых постпроцессоров, что, в свою очередь, требует некоторой систематизации для удобства и упрощения процесса постпроцессирования управляющих программ в инвариантном коде. На рынке программного обеспечения многие CAM-системы предлагают свои решения возникающей проблемы. Но зачастую они жестко привязаны к базовой CAM-системе, что особенно неудобно при использовании нескольких систем на одном предприятии. В связи с этим возникает потребность в наличии автономного средства автоматической подготовки управляющих программ. Специально для решения перечисленных задач был создан программный модуль — менеджер подготовки управляющих программ. Его основное назначение — автоматизация процесса постпроцессирования инвариантных управляющих программ и организация библиотеки постпроцессоров, имеющихся на предприятии.
Подготовка управляющих программ
Менеджер позволяет быстро осуществлять постпроцессирование одного или сразу нескольких инвариантных файлов управляющих программ указанным постпроцессором, что дает возможность ускорить процесс подготовки управляющих программ и снизить количество ошибок, связанных с неправильным выбором постпроцессора (рис. 1). Подобные ошибки приводят к появлению брака в конечном изделии и очень плохо отслеживаются, поэтому важно минимизировать их количество уже на этапе генерации управляющей программы.
Рис. 1. Главное окно программы
Менеджер предоставляет технологу возможность выбрать директории, где будут размещаться сгенерированные постпроцессором управляющие программы, в соответствии с требованиями своего предприятия. Процесс генерации управляющих программ визуально отображается на экране, информируя пользователя о том, сколько времени осталось до окончания операции (рис. 2).
Рис. 2. Генерация управляющих программ
Организация библиотеки постпроцессоров
Предприятия, использующие оборудование с ЧПУ, как правило, имеют собственный набор постпроцессоров, каждый из которых предназначен для конкретного типа станка или вида обработки. Менеджер подготовки управляющих программ позволяет создать библиотеку постпроцессоров предприятия, что помогает быстро выбрать нужный интерпретатор из имеющихся, а также упорядочить постпроцессоры по типу станка, виду обработки, периодичности использования или любому другому критерию (рис. 3).
Рис. 3. Библиотека постпроцессоров
Библиотека предоставляет возможность объединять постпроцессоры в группы в соответствии с пожеланиями технолога и требованиями конкретного технологического процесса, применяемого на производстве.
Формирование имен файлов управляющих программ
Рис. 4. Правила формирования имен управляющих программ
Редактор постпроцессоров и управляющих программ
В процессе работы у технолога может возникнуть потребность изменить что-либо в коде текущего постпроцессора или в тексте управляющей программы. Для отладки кода на лету менеджер подготовки управляющих программ имеет собственный встроенный редактор, позволяющий вносить изменения в код программ, не выходя из менеджера (рис. 5). Для большей наглядности редактор имеет подсветку синтаксиса служебных слов, переменных, операторов, функций макросов и т.д.
Рис. 5. Редактор постпроцессоров и управляющих программ
Заключение
Описанные возможности позволяют в значительной мере автоматизировать процесс подготовки управляющих программ и организовать библиотеку постпроцессоров предприятия. В настоящее время менеджер подготовки управляющих программ успешно используется на большом количестве машиностроительных предприятий и входит в штатную поставку системы ГеММа-3D.
Читайте также: