
Аппаратура и оборудование для газовой сварки реферат
Обновлено: 05.07.2024
Водяные затворы защищают ацетиленовый генератор и трубопровод от обратного удар пламени из сварочной горелки и резака. Обратным ударом называется воспламенение ацетиленово-кислородной смеси в каналах горелки или резака.
Водяной затвор обеспечивает безопасность работ при газовой сварке и резке и является главной частью газосварочного поста. Водяной затвор должен содержатся всегда в исправном состоянии, и быть наполнен водой до уровня контрольного крана.
Водяной затвор всегда включает между горелкой или резаком и ацетиленовым генератором или газопроводом.
Баллон для сжатых газов
Баллоны для кислорода и других сжатых газов представляют собой стальные цилиндрические сосуды. В горловине баллона сделано отверстие с конусной резьбой, куда ввертывается запорный вентиль. Баллоны бесшовные для газов высоких давлений изготавливают из Турб углеродистой и легированной стали. Баллоны окрашивают с наружи в словные цвета, в зависимости от рода газа. Например, кислородные баллоны в голубой цвет, ацетиленовые в белый водородные в желто-зеленый для прочих горючих газов в красный цвет.
Верхнею сферическую часть баллона не окрашивают и на ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально и закрепляю хомутом.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни. Сталь для деталей вентиля применять нельзя так как она сильно коррозирует в среде сжатого влажного кислорода.
Ацетиленовые вентили изготавливают из стали. Запрещается применять медь и сплавы, содержащие свыше 70% меди, так как с медью ацетилен может образовывать взрывчатое соединение – ацетиленовую медь.
Редукторы для сжатых газов
Редукторы служат для понижения давления газа, отбираемого из баллонов (или газопровода), и поддержания этого давления постоянным независимо от снижения давления газа в баллоне. Принцип действия и основные детали у всех редукторов примерно одинаковы.
По конструкции бывают редукторы однокамерные и двухкамерные. Двухкамерные редукторы имеют две камеры редуцирования, работающие последовательно, дают более постоянное рабочее давление и менее склонны к замерзанию при больших расходах газа.
Кислородный и ацетиленовый редукторы показаны на рис. 2. стр. 97.
Рукава (шланги) служат для подвода газа в горелку. Они должны обладать достаточной прочностью, выдерживать давление газа, быть гибкими и не стеснять движений сварщика. Шланги изготовляют из вулканизированной резины с прокладками из ткани. Выпускаются рукава для ацетилена и кислорода. Для бензина и керосина применяют шланги из бензостойкой резины.
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.
Горелки бывают инжекторные и безинжекторные. Служат для сварки, пайки, наплавки, подогрева стали, чугуна и цветных металлов. Наибольшее распространение получили горелки инжекторного типа. Горелка состоит из мундштука, соединительного ниппеля, трубки наконечника, смесительной камеры, накидной гайки, инжектора, корпуса, рукоятки, ниппеля для кислорода и ацетилена.
Горелки делятся на мощности пламени:
1. Микромалой мощности (лабораторные) Г-1;
2. Малой мощности Г-2. Расход ацетилена от 25 до 700 л. в час, кислорода от 35 до 900 л. в час. Комплектуются наконечниками №0 до 3;
3. Средней мощности Г-3. Расход ацетилена от 50 до 2500 л. в час, кислорода от 65 до 3000 л. в час. Наконечники №1-7;
4. Большой мощности Г-4.
Также есть горелки для газов заменителей ацетилена Г-3-2, Г-3-3. Комплектуются наконечниками с №1 по №7.
4. Технология газовой сварки.
Внешний, вид температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. соотношение в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени. Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида сварочного пламени, рис. 3. стр. 117.
Для сварки большинства металлов применяют нормальное (восстановительное) пламя (рис. 3, б).
Окислительное пламя (рис. 3, в) применяют при сварке с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенное количество марганца и кремния в качестве раскислителей, оно также необходимо при сварке латуни и пайке твердым припоем.
Пламя с избытком ацетилена применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов.
Качество наплавленного металла и прочности сварного шва сильно зависят от состава сварочного пламени.
Металлургические процессы при газовой сварке.
Металлургические процессы при газовой сварке характеризуются следующими особенностями: малым объемом ванны расплавленного металла; высокой температурой и концентрацией тепла в месте сварки; Большой скоростью расплавления и остывания метла; интенсивным перемешиванием металла гладкой ванны газовым потоком пламени и присадочной проволокой; химическим взаимодействием расплавленного металла с газами пламени.
Основными в сварочной ванне являются реакции окисления и восстановления. Наиболее легко окисляются магний, алюминий, обладающие большим сродством к кислороду.
Кислы этих металлов не восстанавливаются водородом и окисью углерода, поэтому при сварке металлов необходимы специальные флюсы. Окислы железа и никеля, наоборот хорошо восстанавливаются окисью углерода и водородом пламени, поэтому при газовой сварке этих металлов флюсы не нужны.
Водород способен хорошо растворятся в жидком железе. При быстром остывании сварочной ванны он может остаться в шве в виде мелких газовых пузырей. Однако газовая сварка обеспечивает более медленное охлаждение металла по сравнению, например с дуговой. Поэтому при газовой сварке углеродистой стали, весь водород успевает уйти из металла шва и последний получится плотным.
Структурные изменения в металле при газовой сварке.
Вседствии более медленного нагрева зона влияния при газовой сварке больше чем при дуговой.
Слои основного металла, непосредственно примыкающие к сварочной ванне непрерывны и приобретают крупнозернистую структуру. В непосредственной близости к границе шва находится зона неполного расплавления. Основного металла с крупной структурой, характерной для ненагретого металла. В этой зоне прочность металла ниже, чем прочночность металла шва, поэтому здесь обычно и происходит разрушение сварного соедениения.
Далее расположен участок, нерекристализации характеризуемы так же крупнозернистой структурой, для которого t o плавления металла, не выше 1100-1200С. Последующие участки нагреваются до более низких температур и имеют мелкозернистую структуру, нормализованной стали.
Для улучшения структуры и свойств металла шва и околошовной зоны иногда применяют горячую проковку шва и местную термообработку нагревом сварочным пламенем или общую термообработку с нагревом в печи.
Особенности и режимы сварки различных металлов.
Сварка углеродистых сталей
Низкоуглеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130дм 3/ч
при правой сварке.
Сварка легированных сталей
Легированные стали хуже проводят тепло чем низкоуглеродистая сталь, и поэтому больше коробятся при сварке.
Низколегированные стали (например XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2
Хромоникелевые нержавеющие стали сваривают нормальным пламенем мощностью 75дм 3 ацетилена на 1мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06-Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25% хрома. Для сварки коррозиностойкой стали содержащей молибден 3%, 11% никеля, 17% хрома.
Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна.
Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали.
Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди. Для раскисления меди и удаления шлака применяют флюсы.
Сварка латуни и бронзы
Сварка латуни. Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900С. Если латунь перегреть, то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1
Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр.
Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4% кремния.
Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни.
Глизманенко Д.А. Газовая сварка и резка металлов.-М.: Высш. школа, 1969.-304с.
Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Классифицируется газовая сварка по виду применяемого горючего газа (ацетилено-кислородная, керосино-кислородная, бензино-кислородная, пропанобутано-кислородная и др.). Широкое применение получили газовые сварки ацетиленокислородная и пропанобутано-кислородная.
Для производства работ сварочные посты должны иметь следующее оборудование и инвентарь (рис. 71):
• ацетиленовый генератор или баллон с горючим газом;
• редукторы (кислородный и для горючего газа);
• сварочная горелка с набором сменных наконечников;
• шланги для подачи горючего газа и кислорода в горелку;
• приспособления для сборки изделий под сварку;
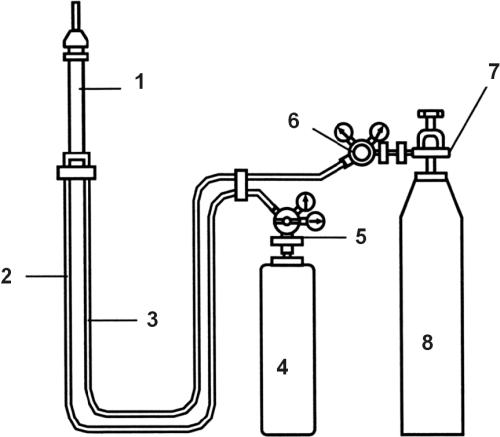
Рис. 71. Оборудование поста для газовой сварки: 1 – горелка; 2 – шланг для подвода ацетилена; 3 – шланг для подвода кислорода; 4 – ацетиленовый баллон; 5 – ацетиленовый редуктор; 6 – кислородный редуктор; 7 – кислородный вентиль; 8 – кислородный баллон
Ацетиленовым генератором называется аппарат, предназначенный для получения ацетилена при взаимодействии карбида кальция с водой.
Ацетиленовые генераторы различают по следующим признакам:
1. По давлению получаемого ацетилена – генераторы низкого давления – до 0,02 МПа и среднего давления – 0,01–0,15 МПа.
2. По производительности – генераторы дают 0,3–640 м 3 /ч ацетилена (чаще применяют генераторы производительностью 1,25 м 3 /ч).
3. По способу установки – передвижные и стационарные.
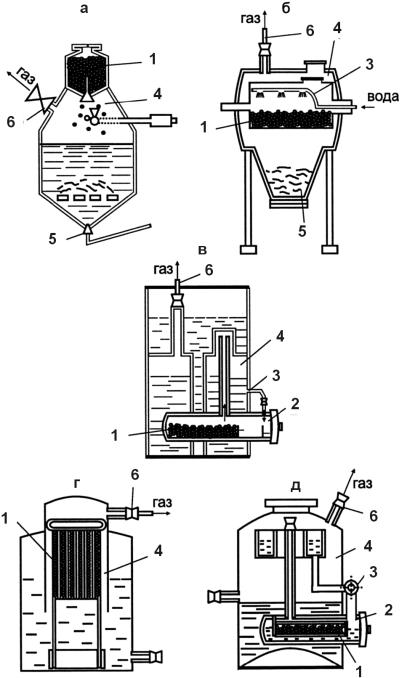
Рис. 72. Схемы ацетиленовых генераторов:
Принцип КВ предусматривает периодическую подачу в воду карбида кальция. При этом достигается наибольший выход ацетилена – до 95 %.
Принцип ВК осуществляется периодической подачей порций воды в загрузочное устройство, куда заранее насыпается карбид кальция.
Принцип ВВ предусматривает разложение карбида кальция при соприкосновении его с водой в зависимости от уровня воды, находящейся в реакционном пространстве и вытесняемой образующимся газом. Все ацетиленовые генераторы, независимо от их системы, имеют следующие основные части: газообразователь, газосборник, предохранительный затвор, автоматическую регулировку вырабатываемого ацетилена в зависимости от его потребления.
Цилиндрический корпус генератора разделен горизонтальной перегородкой на две части: водосборник и газосборник. В нижнюю часть газосборника вварена реторта, в которую вставляется загрузочная корзина с карбидом. Реторта плотно закрывается крышкой на резиновой прокладке. Через верхнюю открытую часть корпуса генератор заполняется водой до отметки уровня. При открывании крана вода из корпуса поступает в реторту и взаимодействует с карбидом. Выделяющийся ацетилен собирается под перегородкой в газосборнике и затем через осушитель и водяной затвор поступает в сварочную горелку или резак. При установившемся режиме давление ацетилена сохраняется почти постоянным.
При уменьшении расхода газа давление в газосборнике повышается и часть воды вытесняется из реторты в конусообразный сосуд-вытеснитель. Уровень воды в корпусе опускается ниже уровня крана для подачи воды и ее поступление в реторту прекращается, газовыделение замедляется.
По мере расходования ацетилена давление понижается, уровень воды в корпусе повышается и вода снова поступает в реторту. Так автоматически регулируются процесс взаимодействия карбида с водой и выделение ацетилена в зависимости от его расхода.
В зимних условиях при температуре до –25 °C генератор работает нормально, так как его водоподающая система расположена внутри корпуса, где вода нагревается теплотой реакции взаимодействия воды с карбидом кальция. Водяной затвор устанавливается также внутри корпуса в циркуляционной трубе.
Летом водяной затвор монтируется на корпусе генератора снаружи. Осушитель на зиму заправляется в нижней половине, как обычно, коксом, а в верхней – карбидом. Генераторы типов АНВ–1,25–68 и АНВ–1,25–73 отличаются конструкцией загрузочной корзины и расположением крана подачи воды.
Стационарные ацетиленовые генераторы типа ГРК–10–68 производительностью 10 м 3 /ч и рабочим давлением 0,07 МПа, а также генераторы АСК–1–67, АСК–3–74 и АСК–4–74 служат для питания ацетиленом нескольких сварочных постов. Каждый пост должен быть обязательно оборудован предохранительным затвором. Ацетилен поставляется к сварочному посту либо по трубопроводу, либо в ацетиленовых баллонах вместимостью 40 л, в которых при максимальном давлении 1,9 МПа содержится около 5,5 м 3 ацетилена.
Предохранительными затворами называются устройства, предохраняющие ацетиленовые генераторы и газопроводы от попадания в них взрывной волны при обратных ударах пламени из сварочной горелки или резака.
Обратным ударом называют воспламенение горючей смеси в каналах горелки или резака и распространение пламени по шлангу для подачи горючего газа. При отсутствии предохранительного затвора пламя может попасть в ацетиленовый генератор и вызвать его взрыв. Обратный удар может произойти, если скорость истечения горючей смеси станет меньше ее сгорания, а также от перегрева и засорения мундштука горелки.
Предохранительные затворы бывают жидкостные и сухие. Жидкостные заливают водой, сухие заполняют мелкопористой металло-керамической массой. Затворы классифицируют:
1. По пропускной способности – 0,8; 1,25; 2,0; 3,2 м 3 /ч.
2. По предельному давлению – низкое давление, когда предельное давление ацетилена не превышает 10 кПа, среднее давление – 70 и высокое давление – 150 кПа. Предохранительные затворы устанавливают между ацетиленовым генератором или ацетиленопроводом при многопостовом питании от стационарных генераторов и горелкой или резаком.
Принцип действия водяного затвора следующий (рис. 73):
• корпус 3 затвора заполняется водой до уровня контрольного крана КК;
• ацетилен поступает по трубке 1, проходит через обратный клапан 2 в нижней части корпуса;
• в верхнюю часть корпуса газ поступает через отражатель 4;
• ацетилен отводится к месту потребления через расходный кран РК. В верхней части корпуса есть трубка, закрытая мембраной 5 из алюминиевой фольги. При обратном ударе мембрана разрывается и взрывная смесь выходит наружу;
• давление взрыва через воду 6 передается на клапан 2, который закрывает подвод газа от генератора. После выхода взрывной смеси мембрану надо заменить.
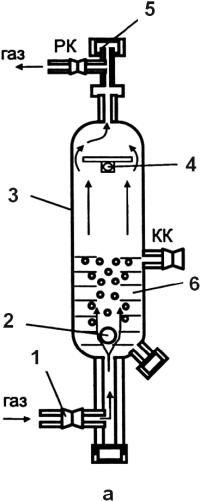
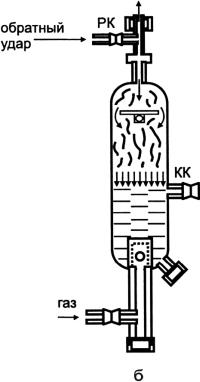
Рис. 73. Схема водного затвора:
а – при нормальной работе; б – при обратном ударе
Баллон для газов (горючего и кислорода) изготовляют из стальных бесшовных труб. Он представляет собой цилиндрический сосуд с выпуклым днищем и узкой горловиной. Для придания баллону устойчивости в рабочем (вертикальном) положении на его нижнюю часть напрессован башмак с квадратным основанием. Горловина баллона имеет конусное отверстие с резьбой, куда ввертывается запорный вентиль – устройство, позволяющее наполнять баллон газом и регулировать его расход.
Для различных газов принята определенная конструкция вентиля. Различная резьба хвостовика исключает возможность установки на баллон не соответствующего ему вентиля. Вентиль кислородного баллона изготовляют из латуни, так как она обладает высокой коррозионной стойкостью в среде кислорода. Вентиль ацетиленового баллона изготовляют из стали, так как сплавы меди, содержащие более 70 % меди, при контакте с ацетиленом образуют взрывоопасную ацетиленовую медь. На горловину баллона плотно насажено кольцо с наружной резьбой для навинчивания предохранительного колпака. Вентиль кислородного баллона используется также для баллонов с азотом, аргоном и углекислым газом. Редукторы служат для понижения давления газа, поступающего из баллона, до рабочего давления газа (подаваемого через шланг в горелку) и для поддержания давления постоянным в процессе сварки. Применяются различные типы редукторов.
Рассмотрим принцип действия однокамерного редуктора. Газ из баллона проходит в камеру высокого давления. При нерабочем положении частей редуктора проход газа из камеры высокого давления в камеру низкого давления закрыт клапаном. При ввертывании регулировочного винта в крышку корпуса пружина-штифт открывает клапан, соединяя камеру высокого давления с камерой низкого давления. Газ поступает до тех пор, пока давление его на мембрану не уравновесит усилие нажимной пружины. В этом положении расход и поступление газа будут равны.
Если расход газа уменьшается, то давление в камере повышается, клапан закроет отверстие и поступление газа в камеру прекратится. При увеличении расхода газа давление в камере понижается, мембрана отжимает клапан от седла, и тем самым увеличивается поступление газа из баллона. Так автоматически поддерживается постоянное давление газа, подаваемого в горелку.
Кислородный баллонный редуктор типа ДКП–1–65 предназначен для питания газом одного поста. Наибольшее допустимое давление газа на входе в редуктор – 20 МПа, наименьшее 3 МПа. Рабочее давление – 0,1–1,5 МПа. При наибольшем рабочем давлении расход газа составляет 60 м 3 /ч, а при наименьшем – 7,5 м 3 /ч.
Редуктор окрашен в голубой цвет и крепится к баллону с помощью накидной гайки. В настоящее время выпускают более совершенные редукторы типа ДКП–2–78 с той же технической характеристикой. Ацетиленовый балонный редуктор типа ДАП–1–65 рассчитан на наибольшее давление на входе 3 МПа. Расход газа при наибольшем рабочем давлении 0,12 МПа составляет 5 м 3 /ч, а при наименьшем рабочем давлении 0,01 МПа – 3 м 3 /ч. Редуктор окрашен в белый цвет и крепится на баллоне с помощью хомутика.
Шланги (рукава) для кислорода и ацетилена стандартизованы. Предусмотрено три типа шлангов:
1) для подачи ацетилена при рабочем давлении не более 0,6 МПа;
2) для жидкого топлива (бензин, керосин) при рабочем давлении не более 0,6 МПа;
3) для подачи кислорода при рабочем давлении не более 1,5 МПа.
Рукава состоят из внутреннего резинового слоя (камеры), нитяной оплетки и наружного резинового слоя. Наружный слой ацетиленовых рукавов – красного цвета, рукавов для жидкого топлива – желтого, кислородных – синего. Длина шланга при работе от баллона должна быть не менее 8 м, а при работе от генератора – не менее 10 м; наибольшая допустимая длина – 40 м.
Крепление рукавов на ниппелях горелок и между собой осуществляется специальными хомутиками или мягкой отожженной проволокой.
Сварочная горелка предназначена для смешивания горючего газа или паров горючей жидкости с кислородом и получения устойчивого сварочного пламени требуемой мощности.
Горелки классифицируются (рис. 74):
1. По способу подачи горючего в смесительную камеру – инжекторные и безинжекторные.
2. По назначению – универсальные (для сварки, наплавки, пайки, подогрева и других работ) и специализированные.
3. По роду применяемого горючего.
4. По числу рабочего пламени – однопламенные и многопламенные.
5. По мощности, определяемой расходом ацетилена (л/ч): микромощности (5–60), малой (25–700), средней (50–2500) и большой мощности (2500–7000).
6. По способу применения – ручные и машинные.
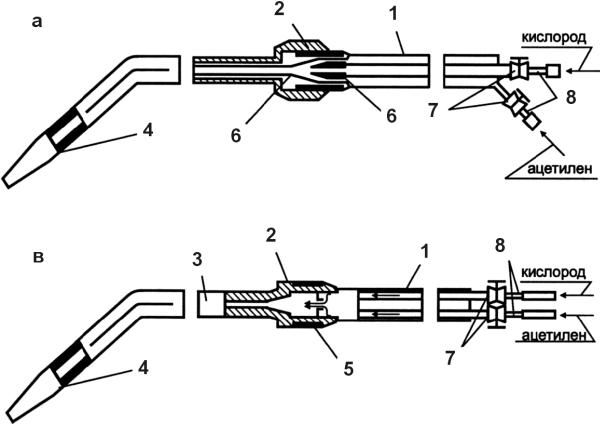
Рис. 74. Схемы ацетиленовых горелок:
а – инжекторная; б – безынжекторная; 1 – ствол; 2 – инжектор; 3 – смесительная камера; 4 – мундштук; 5, 6, 7 – вентили; 8 – подводящие трубки
Большое распространение получили ацетиленокислородные инжекторные горелки. Они работают по принципу подсоса горючего газа, давление которого может быть ниже 0,01 МПа, т. е. ниже минимальных давлений, установленных для подвижных ацетиленовых генераторов.
Давление кислорода должно быть в пределах 0,15–0,5 МПа. Безынжекторные горелки работают на горючем газе и кислороде, поступающих в смесительную камеру под одинаковым давлением в пределах 0,01–0,1 МПа, т. е. требуют питания горючим среднего давления. Для нормальной работы такой горелки в систему питания включают регулятор, обеспечивающий равенство рабочих давлений кислорода и горючего газа.
Принцип действия ацетиленокислородной инжекторной горелки следующий. По шлангу и трубке к вентилю и через него в инжектор поступает кислород. Вытекая с большой скоростью из инжектора в смесительную камеру, струя кислорода создает разрежение, вызывающее подсос ацетилена. Ацетилен поступает по шлангу к соединительному ниппелю, а затем через корпус горелки и вентиль в смесительную камеру, где образует с кислородом горючую смесь. Полученная смесь по трубке наконечника поступает в мундштук и, выходя в атмосферу, при сгорании образует сварочное пламя.
Горелка состоит из ствола и комплекта сменных наконечников, присоединяемых к стволу накидной гайкой. Каждый наконечник обеспечивает соответствующую мощность пламени. Предусмотрены четыре типа горелок.
Горелки Г1 микромощности – для сварки металлов толщиной 0,1–0,5 мм.
Горелки Г2 малой мощности применяют для сварки тонкостенных изделий (0,2–7 мм) и комплектуются наконечниками №№ 0–4.
Горелки Г3 средней мощности служат для сварки металла толщиной 0,5–30 мм. В комплект горелки входят ствол и семь наконечников №№ 0–7.
Горелки Г4 большой мощности предназначены для сварочных работ и огневой обработки изделий больших толщин (наконечники № 8 и № 9).
Для использования заменителей ацетилена применяется горелка марки ГС–4А–67П, представляющая собой горелку ГС–4 с сетчатым наконечником. Сетчатые наконечники позволяют использовать в качестве горючего пропан-бутановые смеси, природный газ и другие заменители ацетилена. Кроме того, применяются пропан-бутановые горелки ГЗУ–2–62–1, односопловые наконечники которых имеют подогреватели и подогревающие камеры, и горелки марки ГЗУ–2–62–П, имеющие сетчатые наконечники без подогревающих устройств. Наконечники этих горелок крепятся на стволе горелок ГС–3.
Для малой мощности используют горелки марки ГЗМ–2–62М с односопловым наконечником меньших размеров и подогревающим устройством. Наконечники крепятся на стволе горелок ГС–2.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Достоинства газовой сварки:
Достоинства газовой сварки: • простота и дешевизна оборудования;• дешевые расходные материалы;• простой способ регулирования процесса горения;• маневренность в применении (любое положение горелки в пространстве);• высокая технологичность
Недостатки газовой сварки:
Недостатки газовой сварки: • низкая эффективность нагрева;• широкие швы и широкая зона термического влияния;• относительно низкая производительность труда;• трудность автоматизации
Оборудование для плазменно-дуговой сварки, резки, напыления:
Оборудование для плазменно-дуговой сварки, резки, напыления: • источник питания плазменной дуги с вертикальной вольт-амперной характеристикой;• плазменная горелка-плазмотрон;• системы подачи газа и охлаждения горелки;• порошковый питатель (для
Оборудование для лазерной сварки и резки:
Оборудование для лазерной сварки и резки: • высоковольтный выпрямитель для питания ламп накачки;• блок конденсаторов;• блок поджига газового разряда;• собственно лазерная головка (активный элемент, отражатель, лампы накачки);• оптическая система для фокусировки,
Оборудование для диффузной сварки:
Оборудование для диффузной сварки: • вакуумная установка с системами для подъема и опускания камеры;• системы для создания регулируемого давления на заготовки;• устройства нагрева заготовок (индукторы ТВЧ, электроннолучевые нагреватели);• системы управления
Эффективные методы проведения сварки
Эффективные методы проведения сварки Метод опирания, или сварка с глубоким проплавлением Электрод с утолщенным покрытием используют для получения глубокого проплавления. Стержень электрода плавится быстрее покрытия, в итоге чего на конце электрода образуется
Газы для проведения сварки и резки металлов
Газы для проведения сварки и резки металлов Кислород при газовой сварке способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой
Техника газовой сварки
Техника газовой сварки Качество сварного соединения зависит от правильного выбора режима и техники выполнения сварки. При сварке деталей из листового металла толщиной до 2 мм сварка ведется без присадочного материала за счет расплавления предварительно отбортованных
Глава 12 Технология проведения сварки под флюсом и оборудование для нее
Глава 12 Технология проведения сварки под флюсом и оборудование для нее Сущность сварки под флюсом Сваркой под флюсом называется дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с
Оборудование для автоматической сварки
Оборудование для автоматической сварки В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы (таб. 23). Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги
Глава 13 Технология проведения дуговой сварки в защитных газах
Глава 13 Технология проведения дуговой сварки в защитных газах Сущность дуговой сварки в защитных газах Сущностью и отличительной особенностью дуговой сварки в защитных газах является защита расплавленного и нагретого до высокой температуры основного и электродного
Глава 14 Технология проведения контактной сварки
Глава 14 Технология проведения контактной сварки Сущность контактной сварки Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте
Оборудование для контактной сварки
Оборудование для контактной сварки Для производства стыковой контактной сварки используют контактные машины общего назначения (универсальные) и специальные (для сварки арматуры, трубопроводов и др.). В строительной промышленности для стыковой сварки применяются
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели Стоянка кораблей на рейдовых бочках обеспечивает более быструю съемку, чем с якоря, большую надежность стоянки, возможность стоянки большего
Сущность процесса газовой сварки, ее преимущества и недостатки. Применение ацетиленовых генераторов, их различные типы, виды и системы, принцип работы и составляющие. Правила техники безопасности при эксплуатации затворов закрытого типа и их сохранности.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 22.12.2013 |
| Размер файла | 476,2 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Содержание
1. Ацетиленовый генератор
2. Предохранительный затвор
3. Сварочные рукава
4. Горелки. Газовые баллоны
6. Техника безопасности
Введение
Сущность процесса газовой сварки заключается в том, что свариваемый и присадочный металлы расплавляются за счёт тепла пламени горелки, получающегося при сгорании какого-нибудь горючего газа в смеси с кислородом. Наиболее распространённым газом является ацетилен. В процессе сварки металл соприкасается с газами пламени, вне пламени - с окружающей средой, обычно с воздухом. В результате металл подвергается изменениям, характер которых зависит от свойств металла, способа и режима сварки. Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле. Одновременно может происходить обогащение его кислородом, в некоторых случаях и водородом, азотом, углеродом. Одним из наиболее распространенных процессов, происходящих при взаимодействии пламени с металлом, является окисление.
При сварке сталей в металле сварочной ванны образуется закись железа, которая реагирует с кремнием и марганцем внутри сварочной ванны; вредные примеси выводятся в шлак либо удаляются в виде газов. Для предотвращения окисления кромок металла и извлечения из жидкого металла окислов и неметаллических включений применяются флюсы. Расплавленные флюсы в основном нерастворимы в металле и образуют на поверхности металла пленку шлака. Шлак предохраняет металл от воздействия газов пламени и атмосферных газов.
В процессе газовой сварки, кроме расплавления металла сварочной ванны, происходит нагрев основного и свариваемого металла до достаточно высоких температур, приближающихся к температуре плавления на границе раздела со сварочной ванной. Поэтому при сварке одновременно происходит ряд сложных процессов, связанных с расплавлением металла, его взаимодействием с газами и шлаками, последующей кристаллизацией, а также с нагревом и охлаждением металла в твёрдом состоянии, как в пределах шва, так и в основном металле и в зоне термического влияния. Расплавленный металл сварочной ванны представляет сплав основного и присадочного металлов. В результате взаимодействия газов пламени и флюсов он изменяет свой состав. По мере удаления пламени горелки металл кристаллизируется в остывающей части ванны. Закристаллизовавшийся металл сварочной ванны образует металл шва. Шов имеет структуру литого металла с вытянутыми укрупненными кристаллами, направленными к центру шва.
Наиболее применение в промышленности из множеств видов газопламенной обработки имеет сварка, пайка и кислородная резка.
Преимущества газовой сварки:
1. Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
2. Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
3. Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
4. При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
5. Медленный нагрев и остывание свариваемых поверхностей.
6. Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
7. Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
8. Газовая сварка позволяет сваривать, резать и закалять металлы.
Недостатки газовой сварки:
1. Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
2. С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
3. При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
4. При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
5. Медленный нагрев и остывание свариваемых поверхностей.
6. Практически не поддаётся механизации, в отличие от электродуговой сварки.
7. При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
8. Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
Особенности газовой сварки:
1. При газовой сварке чаще всего получают стыковые и торцовые соединения.
2. Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
1. Ацетиленовый генератор
Ацетиленовые генераторы. Для питания ацетиленом аппаратуры при газопламенной обработке ацетилен получают в ацетиленовых генераторах из карбида кальция и воды. Крупные ацетиленовые генераторы используют для производства ацетилена на химических заводах, где он служит сырьем для получения многих химических продуктов.
Существуют следующие типы и системы генераторов. По давлению вырабатываемого ацетилена - два типа генераторов: низкого давления (до 0,02 МПа) и среднего давления (0,02 . 0,15 МПа). По способу применения - передвижные и стационарные. По способу взаимодействия карбида кальция с водой - три типа генераторов: система генераторов KB - карбид в воду; ВК - вода на карбид, с вариантами процессов: М - "мокрого" и С - "сухого"; К - контактный с вариантами процессов: ВВ - вытеснения воды и ПК - погружения карбида.
Изготовлять ацетиленовые генераторы следует только на специализированных предприятиях. Стационарные ацетиленовые генераторы должны быть пригодны для работы при температуре окружающей среды 5 . 35 °С, передвижные - при температуре -25 . +40 °С. В конструкции генератора должны быть предусмотрены следующие основные узлы: газообразователь, газосборник, ограничитель максимального давления, предохранительный затвор против обратного удара пламени, устройства для автоматической регулировки количества вырабатываемого ацетилена в зависимости от его потребления.
В настоящее время в эксплуатации находится большое количество передвижных и стационарных генераторов различных конструкций, в том числе и таких, которые сняты с производства. В качестве примера рассмотрим передвижной ацетиленовый генератор АСП-1,25 (выпускаемый в настоящее время) - контактного типа среднего давления прерывного действия - работает по системе ПК в сочетании с системой ВВ (рис.1).
Рис. 1 Генератор ацетилена: а - общий вид; I- горловина; II- газообразователь; III- вытеснитель; IV-- промыватель; б - генератор в разрезе.
Корпус 2 генератора состоит из газообразователя и промывателя, соединенных между собой, переливной трубкой. В газообразователе происходит разложение карбида кальция с выделением ацетилена, в промывателе - охлаждение и отделение ацетилена от частиц извести. Вода в газообразователь заливается через горловину. При достижении переливной трубки 15 вода переливается по ней в промыватель, который заполняется до уровня контрольной пробки 13. Карбид кальция загружают в корзину 4, закрепляют поддон 10, устанавливают крышку с мембраной на горловину. Уплотнение крышки 8 с горловиной обеспечивается винтом 6 с помощью мембраны 5. Образующийся в газообразователе ацетилен по переливной трубке 15 поступает в промыватель, где, проходя через слой воды, охлаждается и промывается.
Из промывателя через вентиль 12 по шлангу ацетилен поступает в предохранительный затвор 1 и далее на потребление.
По мере повышения давления в газообразователе давление ацетилена на мембрану преодолевает сопротивление пружины 7, перемещая ее вверх, при этом корзина с карбидом кальция, связанная с мембраной, также перемещается вверх, уровень смоченного карбида уменьшается, выработка ацетилена ограничивается и возрастание давления прекращается. При снижении давления в газообразователе усилием пружины 7, корзина с карбидом кальция возвращается вниз и происходит замочка карбида кальция. Таким образом, процесс выработки ацетилена регулируется с помощью мембраны.
Одновременно по мере увеличения давления в газообразователе избыточное давление ацетилена перемещает воду в вытеснитель и корзина с карбидом кальция оказывается выше уровня воды, в результате чего реакция прекращается. По мере уменьшения давления вода вновь занимает прежний объем и вновь происходит замочка карбида кальция.
Давление ацетилена контролируется манометром 9. Слив ила из газообразователя и иловой воды из промывателя осуществляется соответственно через штуцеры 13 и 14. Предохранительный клапан 3 служит для сброса ацетилена при увеличении давления в генераторе выше допустимого. В месте присоединения клапана к корпусу установлена сетка для задержания частиц карбидного ила, окалины и др.
2. Предохранительный затвор
Предохранительные затворы являются основным устройством, предохраняющим ацетиленовые генераторы от попадания в них взрывной волны и пламени при так называемом обратном ударе пламени, а также препятствуют проникновению воздуха или кислорода в генератор или газопровод.
Явление обратного удара пламени заключается в том, что горящая смесь газов устремляется по ацетиленовому каналу горелки в шланг, а затем при отсутствии предохранительного затвора - в ацетиленовый генератор, где может вызвать взрыв.
Предохранительные затворы могут быть жидкостными (водяными) или сухими.
Жидкостные затворы, как правило, заливают водой, а при работе в условиях низких температур - незамерзающей жидкостью. Конструкция водяного затвора должна соответствовать давлению ацетилена в генераторе, в связи с чем различают затворы низкого (до 1000 мм вод. ст.) и среднего (от 1000 до 15000 мм вод. ст.) давления.
Затвор состоит из корпуса и двух трубок: газо-подводящей и предохранительной, которая делается несколько короче газо-подводящей трубки и снабжена сверху воронкой с отбойником. Затвор снабжается газо-выпускным краном и контрольным краном. На газо-подводящей трубке ставится кран.
При нормальной работе водяного затвора ацетилен проходит через газо-подводящую трубку и далее через газо-выпускной кран поступает через шланг в горелку или резак; предохранительная трубка при этом частично заполнена водой. При обратном ударе пламени давление в затворе возрастает, часть воды вытесняется в трубки и при этом нижний конец более короткой предохранительной трубки оказывается на уровне воды. В этот момент вода из трубки выбрасывается в воронку, что дает возможность горящей ацетиленокислородной смеси выйти наружу.
Обратный удар пламени не может пройти в трубку и из нее в газопровод или в генератор, так как трубка, как более длинная, будет заполнена водой, а конец ее будет находиться ниже уровня воды в затвор.
Затвор состоит из корпуса, в который до днища опущены газо-подводящая трубка с отверстиями для выхода газа на конце и рассекатель для равномерного распределения потока газа.
На газо-подводящую трубку надета предохранительная трубка, которая вварена в корпус. Предохранительная трубка в верхней части имеет воронку для налива воды и выброса пламени обратного удара или газов.
В корпус вварены газоотводящий ниппель и контрольный краник для замера уровня воды, а также водоотделитель.
Газ по газоотводяшей трубке проходит через воду и собирается в пространстве над водой, откуда через газоотводящий ниппель поступает к горелке (резаку). В случае обратного удара пламени в пространстве над водой повышается давление, которым вода вытесняется в предохранительную и газо-подводящую трубки, но так как предохранительная трубка раньше газо-подводящей окажется на уровне воды, то через нее пламя и газы выбросятся в атмосферу, а газо-подводящая трубка окажется Закупоренной водой. Вода займет свой прежний уровень, и затвор снова будет готов к действию при понижении давления в пространстве над ней.
Следует иметь в виду, что при недостатке газа в генераторе или ацетиленопроводе возможен подсос воздуха через предохранительный затвор. Поэтому в случае заметного снижения давления ацетилена нужно немедленно закрыть вентиль на горелке или резаке.
Жидкостные затворы низкого давления - это затворы открытого типа, так как залитая в них вода соприкасается с атмосферой, и после выброса газов или пламени в атмосферу затвор снова приходит в рабочее состояние без вмешательства рабочего.
При давлении ацетилена свыше 0,1--0,15ат применяются водяные затворы среднего давления.
Затвор типа ЗСД-З-0,7 (затвор среднего давления, пропускная способность - 3 м/ч, давление газа до 0,7атм) состоит из корпуса, в дно которого ввернут обратный клапан, состоящий из штуцера, стального покрытого резиной шарика 6 с отростком и кол пачка, ограничивающего подъем шарика. На нижний конец штуцера навернут тройник, один конец которого закрыт пробкой, предназначенной для спуска воды из штуцера и газо-подводящей трубки, и присоединен вентиль. Сетка служит для задержания частиц карбидного ила. В верхней части затвора расположена разрывная мембрана из алюминиевой или другой фольги, зажатая при помощи накидной гайки между двумя резиновыми кольцами. Отверстие, закрываемое пробкой, предназначено для налива, а пробкой - для слива воды. Воду наливают в затвор до контрольной пробки.
Ацетилен поступает в затвор по газо-подводящей трубке и, приподняв шарик, выходит через ниппель. При обратном ударе ацетиленокислородного пламени давлением, передающимся через воду, шарик прижимается к седлу и не допускает проникновения пламени в трубопровод или генератор.
Одновременно при давлении 2,5--3,5ат разрывается предохранительная мембрана.
После каждого обратного удара разрывная мембрана должна быть проверена и в случае надобности заменена. Для этого нужно отвинтить гайку, вложить между резиновыми кольцами новую мембрану и вновь навернуть гайку, затем мембрану смазать мыльной водой и открыть вентиль. Если обнаружится пропуск газа, закрыть вентиль и перебрать мембрану.
При эксплуатации такого затвора требуется не реже двух раз в месяц вывертывать обратный клапан и промывать его водой. При несоблюдении этого правила возможно неплотное прилегание шарика к гнезду штуцера и вследствие этого проникновение взрывной волны в генератор или ацетиленопровод.
При работе от газовой сети, по которой подается городской или естественный газ (метан), требуется применять предохранительный затвор.
Для газопроводов, давление газа в которых не превышает 0,02 кг/см 2, может быть применен водяной предохранительный затвор марки ЗГГ-З (затвор для городского газа, пропускная способность 3 мг/ч).
Вода в корпус затвора наливается через воронку по трубе до уровня контрольного крана.
Газ подается в затвор через кран и газо-проводящую трубку. Из затвора через ниппель газ поступает в горелку или резак. Для слива воды и удаления скопившегося ила служит пробка.
Допустимое давление газа перед затвором составляет от 0,004 до 0,02 кг/см 2 (от 40 до 200 мм вод. ст.).
Жидкостные предохранительные затворы при соблюдении правил эксплуатации обеспечивают надежное предохранение генераторов и ацетиленопроводов от проникновения
Способ газовой сварки был разработан в конце прошлого столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных сварных соединений. В дальнейшем с созданием и внедрением высококачественных электродов для дуговой сварки, автоматической и полуавтоматической дуговой сварки под флюсом и в среде защитных газов (аргона, гелия и углекислого газа и др.), газовая сварка была постепенно вытеснена из многих производств этими способами электрической сварки. Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном хозяйстве.
1. Сварка металлов. Назначение и преимущества сварки.
Сварку применяют для получения неразъемного соединения деталей при изготовлений изделий, машин и сооружений из металла. Прежде для этого преимущественно пользовались клепкой.
Сварное изделие имеет меньшей вес, чем клепальное, проще в изготовлении, дешевле, надежнее и может быть выполнено в более короткий срок, с меньшей затратой труда и материалов. Сваркой можно изготовлять изделия очень сложной формы, которые прежде удавалось получить только отливкой или кузнечной и механической обработкой. При изготовлении металлоконструкций сварка дает от 10 до 20 % экономии металла по сравнению с клепкой, до 30 % по сравнению с литьем из чугуна.
Сварные швы обеспечивают высокую надежность (плотность и прочность) резервуаров и сосудов, в том числе и работающих при высоких температурах и давлениях газов, паров и жидкостей.
Газовая сварка ее преимущества и недостатки
Газовая сварка относится к сварке плавлением. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки.
Газовая сварка обладает следующими преимуществами: способ сварки сравнительно прост, не требует сложного и дорогого оборудования, а также источника электроэнергии. Изменяя тепловую мощность пламени и его положение относительно места сварки, сварщик может в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла.
К недостаткам газовой сварки относятся меньшая скорость нагрева металла и большая зона теплового воздействия на металл, чем при дуговой сварке. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше, чем при дуговой сварке. Однако при правильно выбранной мощности пламени, умелом регулировании его состава, надлежащей марке присадочного металла и соответствующей квалификации сварщика газовая сварка обеспечивает получение высококачественных сварных соединений.
Благодаря сравнительно медленному нагреву металла пламенем и относительно невысокой концентрации тепла при нагреве производительность процесса газовой сварки существенно снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1мм, скорость газовой сварки составляет около 10м/ч, а при толщине 10мм – только 2м/ч. Поэтому газовая сварка стали толщиной свыше 6мм менее производительна по сравнению с дуговой сваркой и применяется значительно реже.
Стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии при дуговой и контактной сварке. Вследствие этого газовая сварка обходится дороже, чем электрическая.

ОрелГТУ ФСПО, 2007, Ветров, 16 с.
Оборудование и аппаратура для газовой сварки.
Устройство для газосварки пропаном.
Техника газовой сварки.
Напряжения при сварке.
Глизманенко Д.Л. Газовая сварка и резка металлов
- формат djvu
- размер 2.55 МБ
- добавлен 30 марта 2010 г.
Изд. 5-е, перераб. и доп. М.: "Высшая школа", 1969 г. , 304 стр. В учебнике кратко описаны основные способы сварки и резки металлов, приведены свойства свариваемых металлов и сварочных материалов, дано описание оборудования и аппаратуры для газовой сварки и резки металлов, технологии газовой сварки и резки, излагаются основные сведения по техническому контролю, организации производства и технике безопасности. В 5-м издании учебника отражены совр.
Казармщиков И.Т. Оборудование и технология газовой сварки
- формат pdf
- размер 505.5 КБ
- добавлен 22 ноября 2010 г.
Казармщиков И. Т. Оборудование и технология газовой сварки: Методические указания к лабораторной работе. - Оренбург: ОГУ, 2002. - 11 с. Методические указания предназначены для выполнения лабораторной работы по дисциплине "Машины и оборудование машиностроения", для студентов специальности 120600 - Оборудование и технология повышения износостойкости и восстановления деталей машин и аппаратов.
Костенко Е.М. Сварочные работы
- формат pdf
- размер 5.05 МБ
- добавлен 03 апреля 2011 г.
М.: НЦ ЭНАС, 2007, 293с. Практическое пособие для электрогазосварщика. Книга написана по программным материалам подготовки рабочих в профтехучилищах, учебно-курсовых комбинатах и на производстве. Она содержит общие сведения о сварке, сварных соединениях и швах, электрической сварке плавлением, газовой сварке плавлением, газовой сварке и резке. Кратко описано устройство, оборудование и аппаратура для дуговой и газовой сварки, наплавки и резки, ра.
Курсовая работа Процессы сварки металлов плавлением
- формат gif, htm, html
- размер 202.3 КБ
- добавлен 22 декабря 2010 г.
Сварка. Понятие, сущность процесса Сварка плавлением Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки Технология газовой сварки Приложение Литератураrn
Реферат - Виды сварки
- формат docx
- размер 51.41 КБ
- добавлен 27 ноября 2010 г.
Реферат сдавался в ЮРГТУ в 2008 году. Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки. техника сварки. Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шо.
Реферат - Сварка
- формат doc
- размер 142.1 КБ
- добавлен 05 декабря 2009 г.
Введение. Основные вопросы сварки. Сварка. Понятие, сущность процесса. Классификация электрической дуговой сварки. Ручная дуговая сварка и оборудование для неё. Технология ручной дуговой сварки. Техника сварки. Сущность газовой сварки. Техника газовой сварки. Автоматическая дуговая сварка под флюсом. Электрошлаковая сварка и приплав. Сварка в среде защитных газов. Контактная сварка. Стыковая сварка. Точечная сварка. Шовная сварка. Газовая сварка.
Реферат Виды сварки
- формат htm, doc
- размер 167.67 КБ
- добавлен 21 октября 2010 г.
Основные вопросы сварки Сварка. Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование для неё Технология ручной дуговой сварки Техника сварки Сущность газовой сварки Техника газовой сварки Автоматическая дуговая сварка под флюсом Электрошлаковая сварка и приплав Сварка в среде защитных газов Контактная сварка Стыковая сварка Точечная сварка Шовная сварка Газовая сварка и резка металлов Дефект.
Реферат Газовая сварка
- формат htm, doc
- размер 37.54 КБ
- добавлен 21 октября 2010 г.
Сварка металлов. Назначение и преимущества сварки. Материалы, применяемые при газовой сварке. Аппаратура и оборудование для газовой сварки. Технология газовой сварки.
Сварка металлов плавлением
- формат rtf
- размер 765.87 КБ
- добавлен 28 июля 2010 г.
Содержание. Сварка. Понятие, сущность процесса. Сварка плавлением. Классификация электрической дуговой сварки. Ручная дуговая сварка и оборудование для неё. Технология ручной дуговой сварки. Технология газовой сварки. Приложение. Литература.
Томас К.И. Технология сварочного производства
- формат pdf
- размер 5.47 МБ
- добавлен 02 августа 2011 г.
Учебное пособие. - Томск, ТПУ, 2011. – 247 с. В пособии изложены теоретические основы сварки, раскрыта сущность технологических процессов, описаны оборудование, сварочные материалы для сварки плавлением, давлением, а также для газовой сварки. Рассмотрены различные виды дефектов и способы их устранения, вопросы нормирования сварочных работ. предназначено для студентов, обучающихся по специальности 150202 "Оборудование и технология сварочного про.
Читайте также: